Support material and first layers kinda strange (?).. Suggestions?
Posted by slim71
|
Support material and first layers kinda strange (?).. Suggestions? October 20, 2017 03:41PM |
Registered: 7 years ago Posts: 29 |
Hi there! 
I have something going on with my printed parts.. I'm going to attach some photos right below!
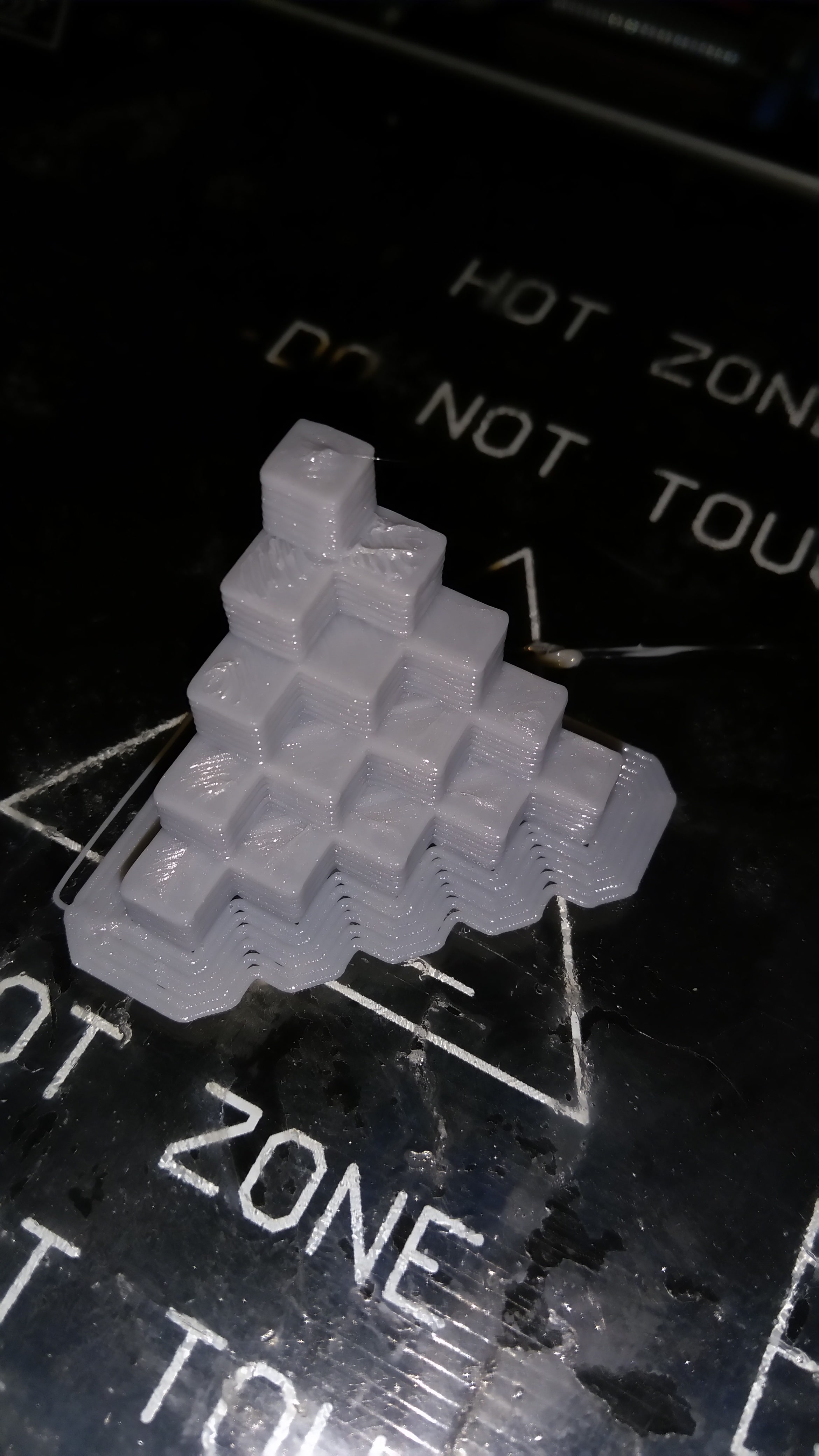
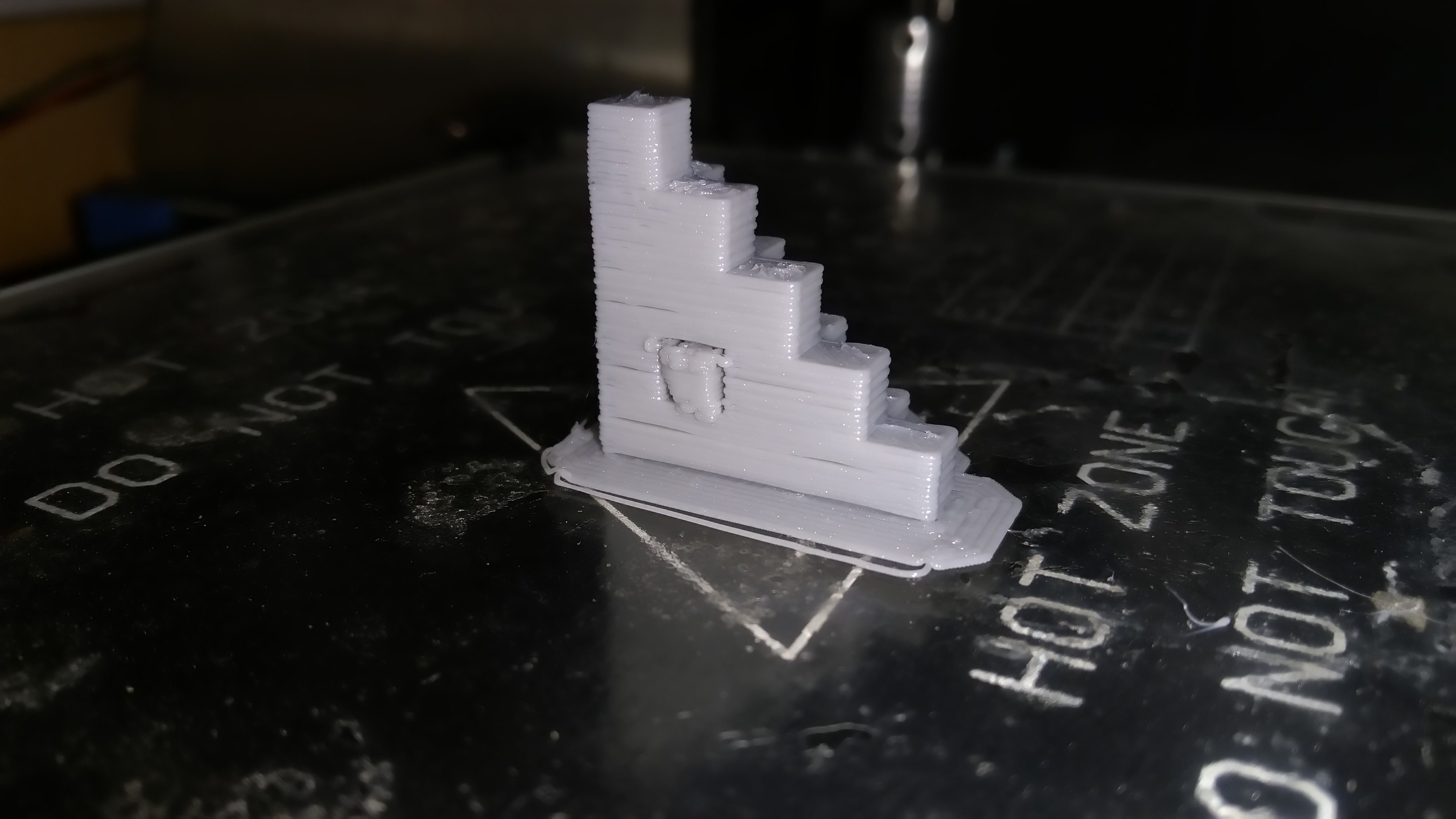
So: the stairs-looking item (for who hasn't seen it before) is a calibration item. Do you think it's good looking?
You can see other samples too, where I noticed that the first 10 layers (more or less, at least) are kinda strange, like melted or not consistent..
I thought about some over-extrusion problem, since I'm printing with a 1.1 multiplier, but I can also see some gaps in some layers... So I'm not sure what to change or do.. I wanted to print a temp tower, but I don't know how to edit the gcode to make Pronterface change temperature every block..
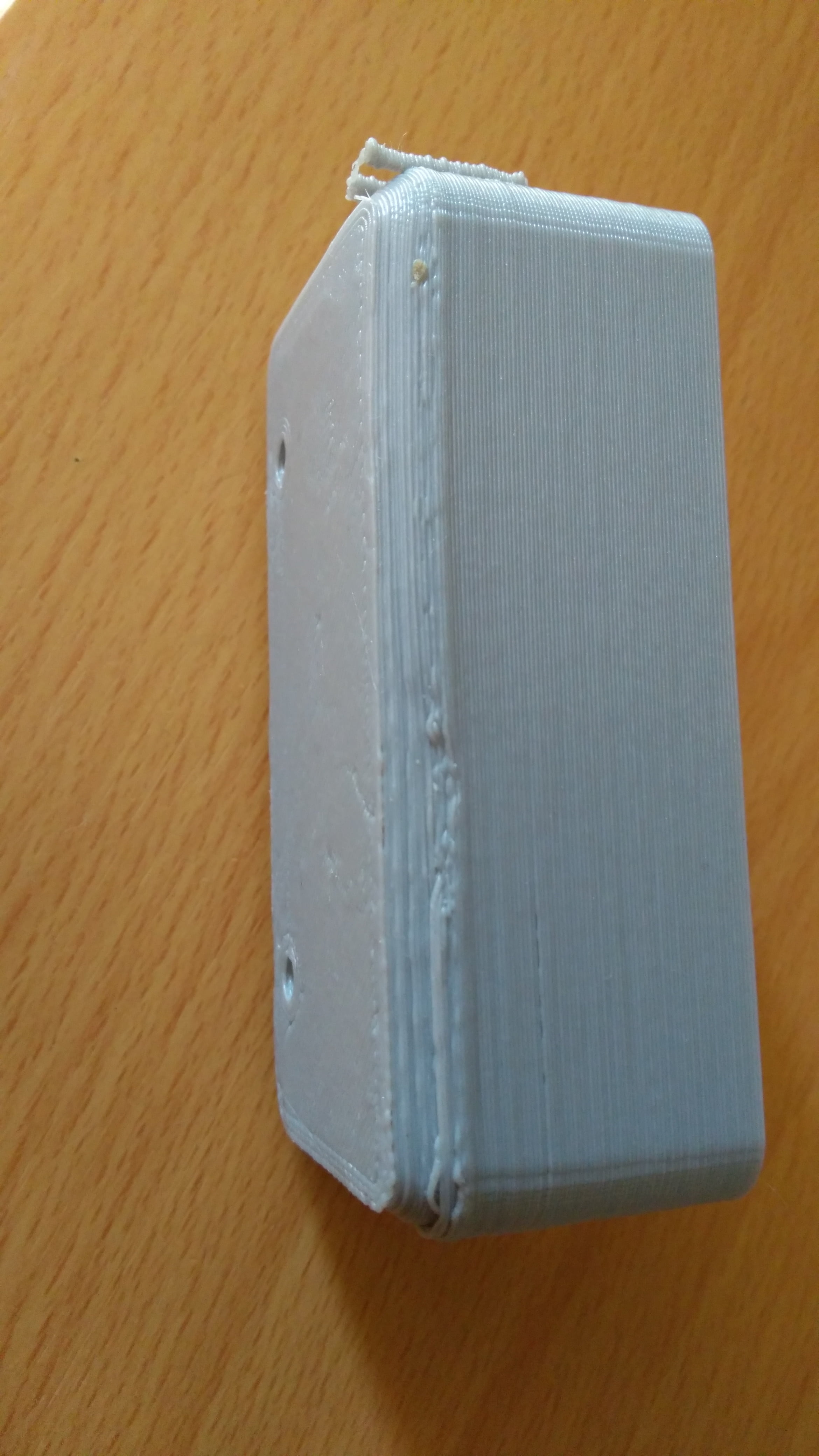
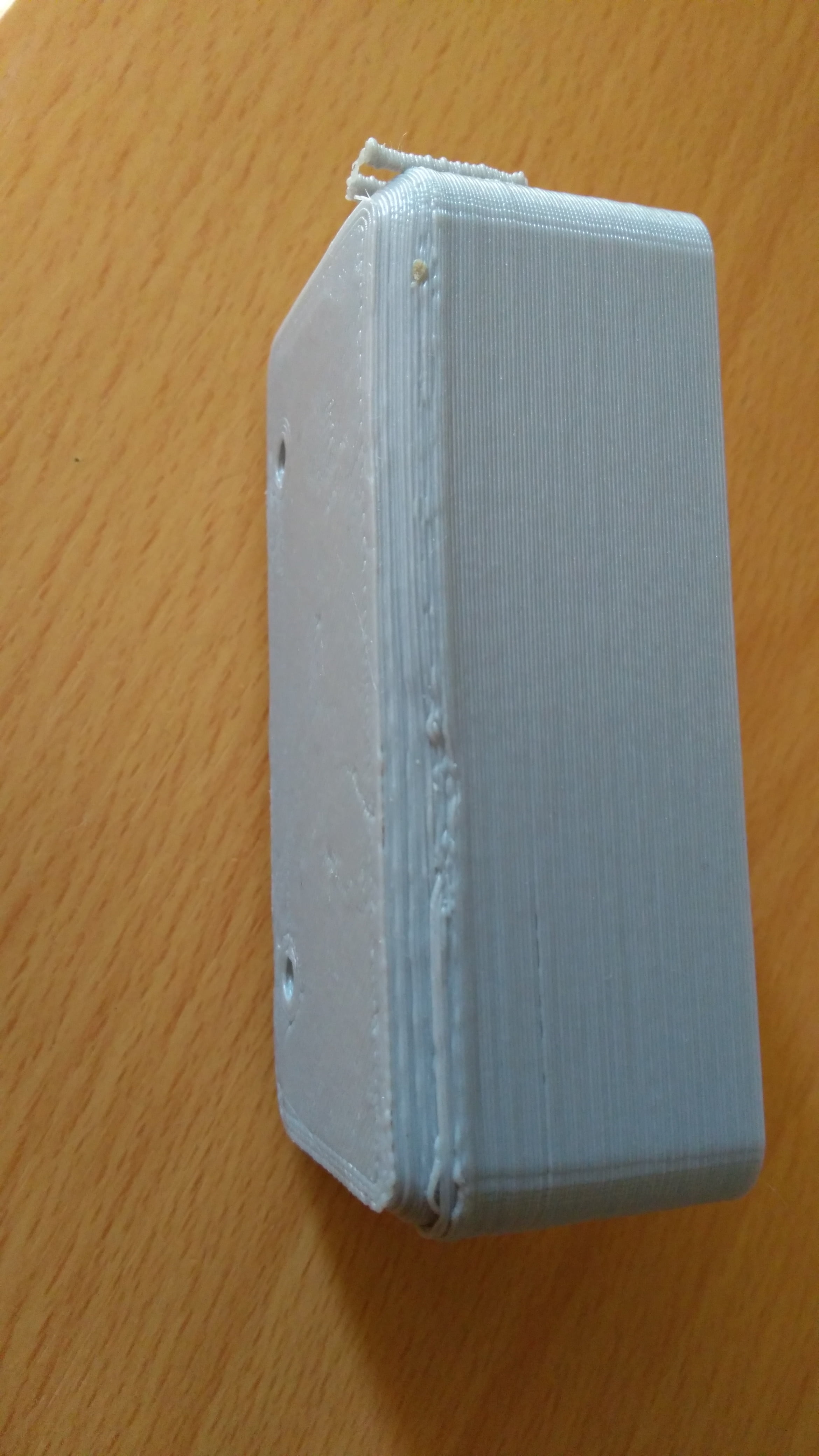
Moreover, I have printed some parts that seems good, but I encountered some problems while detaching the support material.. It was so hard to detach from the actual item! I uploaded some pics with a new piece I've done today: a Lenovo Trackpoint Joystick.
I'd really appreciate anything you would suggest to make things better! Thank you in advance!
EDIT: I forgot to mention that, as you can see in the Sardauscan box door, small details are not great.. Don't know if it's my extruder width though
Edited 1 time(s). Last edit at 10/20/2017 05:03PM by slim71.
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
I have something going on with my printed parts.. I'm going to attach some photos right below!
So: the stairs-looking item (for who hasn't seen it before) is a calibration item. Do you think it's good looking?
You can see other samples too, where I noticed that the first 10 layers (more or less, at least) are kinda strange, like melted or not consistent..
I thought about some over-extrusion problem, since I'm printing with a 1.1 multiplier, but I can also see some gaps in some layers... So I'm not sure what to change or do.. I wanted to print a temp tower, but I don't know how to edit the gcode to make Pronterface change temperature every block..
Moreover, I have printed some parts that seems good, but I encountered some problems while detaching the support material.. It was so hard to detach from the actual item! I uploaded some pics with a new piece I've done today: a Lenovo Trackpoint Joystick.
I'd really appreciate anything you would suggest to make things better! Thank you in advance!
EDIT: I forgot to mention that, as you can see in the Sardauscan box door, small details are not great.. Don't know if it's my extruder width though
Edited 1 time(s). Last edit at 10/20/2017 05:03PM by slim71.
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
Attachments:
open | download - 1-min.jpg (491 KB)
open | download - 2-min.jpg (602.3 KB)
open | download - 3-min.jpg (576.1 KB)
open | download - 5-min.jpg (590.1 KB)
open | download - 8-min.jpg (608.7 KB)
open | download - 4-min.jpg (605.1 KB)
open | download - 6-min.jpg (566.3 KB)
open | download - 7-min.jpg (481.1 KB)
open | download - 9-min.jpg (607.4 KB)
open | download - 10-min.jpg (594.8 KB)
open | download - 1-min.jpg (491 KB)
{kind=link}
{kind=link}
open | download - 2-min.jpg (602.3 KB)
{kind=link}
{kind=link}
open | download - 3-min.jpg (576.1 KB)
{kind=link}
{kind=link}
open | download - 5-min.jpg (590.1 KB)
{kind=link}
{kind=link}
open | download - 8-min.jpg (608.7 KB)
{kind=link}
{kind=link}
open | download - 4-min.jpg (605.1 KB)
{kind=link}
{kind=link}
open | download - 6-min.jpg (566.3 KB)
{kind=link}
{kind=link}
open | download - 7-min.jpg (481.1 KB)
{kind=link}
{kind=link}
open | download - 9-min.jpg (607.4 KB)
{kind=link}
{kind=link}
open | download - 10-min.jpg (594.8 KB)
{kind=link}
{kind=link}
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 21, 2017 01:43PM |
Registered: 6 years ago Posts: 34 |
Hey Slim!
1.) TempTower:
generate the gcode with a slicer. Than open the Gcode in an Editor... I use SublimeText and have the Syntax highlightning for G-code (just makes it look nicer and fancier... any editor will work, you can google it). Than go for the first line where it says M104 or M109. Change it to the starting temperature of the temp tower... Than every 10 mm (search for g1 z 10) increment the temperature by 5 degree.
like that:
G1 Z10.950 F7800.000; moves axis to Z10.950
M109 S185 ; set temperature and wait for it to be reached
G1 X103.577 Y96.423 F7800.000; moves X Y
G1 Z10.250 F7800.000; Moves down to Z where it will start printing.
Do that every 10 mm by 5 degree...
2.) Check diameter of filament with a caliper. Use that diameter in the slicer... The diameters delivere are never exact.
3.) print the small cube ( 10 x 10 x 10 mm) or maybe 20 mm... Don't know the exact size... Measure the size of the cube. Is there any dimension bigger/smaller? Tweak your firmware settings (you have to check 2 things: The mm per revolution its doing in this axis, and the accelaration of the axis... it may be to fast).
regards
Luke
1.) TempTower:
generate the gcode with a slicer. Than open the Gcode in an Editor... I use SublimeText and have the Syntax highlightning for G-code (just makes it look nicer and fancier... any editor will work, you can google it). Than go for the first line where it says M104 or M109. Change it to the starting temperature of the temp tower... Than every 10 mm (search for g1 z 10) increment the temperature by 5 degree.
like that:
G1 Z10.950 F7800.000; moves axis to Z10.950
M109 S185 ; set temperature and wait for it to be reached
G1 X103.577 Y96.423 F7800.000; moves X Y
G1 Z10.250 F7800.000; Moves down to Z where it will start printing.
Do that every 10 mm by 5 degree...
2.) Check diameter of filament with a caliper. Use that diameter in the slicer... The diameters delivere are never exact.
3.) print the small cube ( 10 x 10 x 10 mm) or maybe 20 mm... Don't know the exact size... Measure the size of the cube. Is there any dimension bigger/smaller? Tweak your firmware settings (you have to check 2 things: The mm per revolution its doing in this axis, and the accelaration of the axis... it may be to fast).
regards
Luke
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 22, 2017 02:09PM |
Registered: 7 years ago Posts: 29 |
Hi! Sorry for the late reply but I've been busy, plus I had to change filament because the last one finished without even noticing!
Anyway, thanks for your suggestions! I don't know why I didn't thought about searching for the G1 Z10 in the gcode; I guess I still have to get the hang with everything concerning 3D printing.. Or maybe I was too lazy, and I have to change that!
I'm gonna try to print a temp tower with this filament, that I still have to test.. If it's not a problem I'll post it when it'll be done, so you can tell me what do you think about it
I've already checked the diameter for this filament when I changed it and I set it in Slic3r, it should be good now!
Finally, I'll print a cube for test and I'll let you know about it too..
I think my acceleration is 1500 for X and Y axis and 600 for the Z axis.. Unfortunately, I don't have my PC with me so I'm not sure about firmware settings.. Do you mean the feedrate with "mm per revolution"?
Thanks again!
(Oh my, I write so much! Sorry about that )
)
Anyway, thanks for your suggestions! I don't know why I didn't thought about searching for the G1 Z10 in the gcode; I guess I still have to get the hang with everything concerning 3D printing.. Or maybe I was too lazy, and I have to change that!
I'm gonna try to print a temp tower with this filament, that I still have to test.. If it's not a problem I'll post it when it'll be done, so you can tell me what do you think about it
I've already checked the diameter for this filament when I changed it and I set it in Slic3r, it should be good now!
Finally, I'll print a cube for test and I'll let you know about it too..
I think my acceleration is 1500 for X and Y axis and 600 for the Z axis.. Unfortunately, I don't have my PC with me so I'm not sure about firmware settings.. Do you mean the feedrate with "mm per revolution"?
Thanks again!
(Oh my, I write so much! Sorry about that
)
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 23, 2017 06:55PM |
Registered: 7 years ago Posts: 29 |
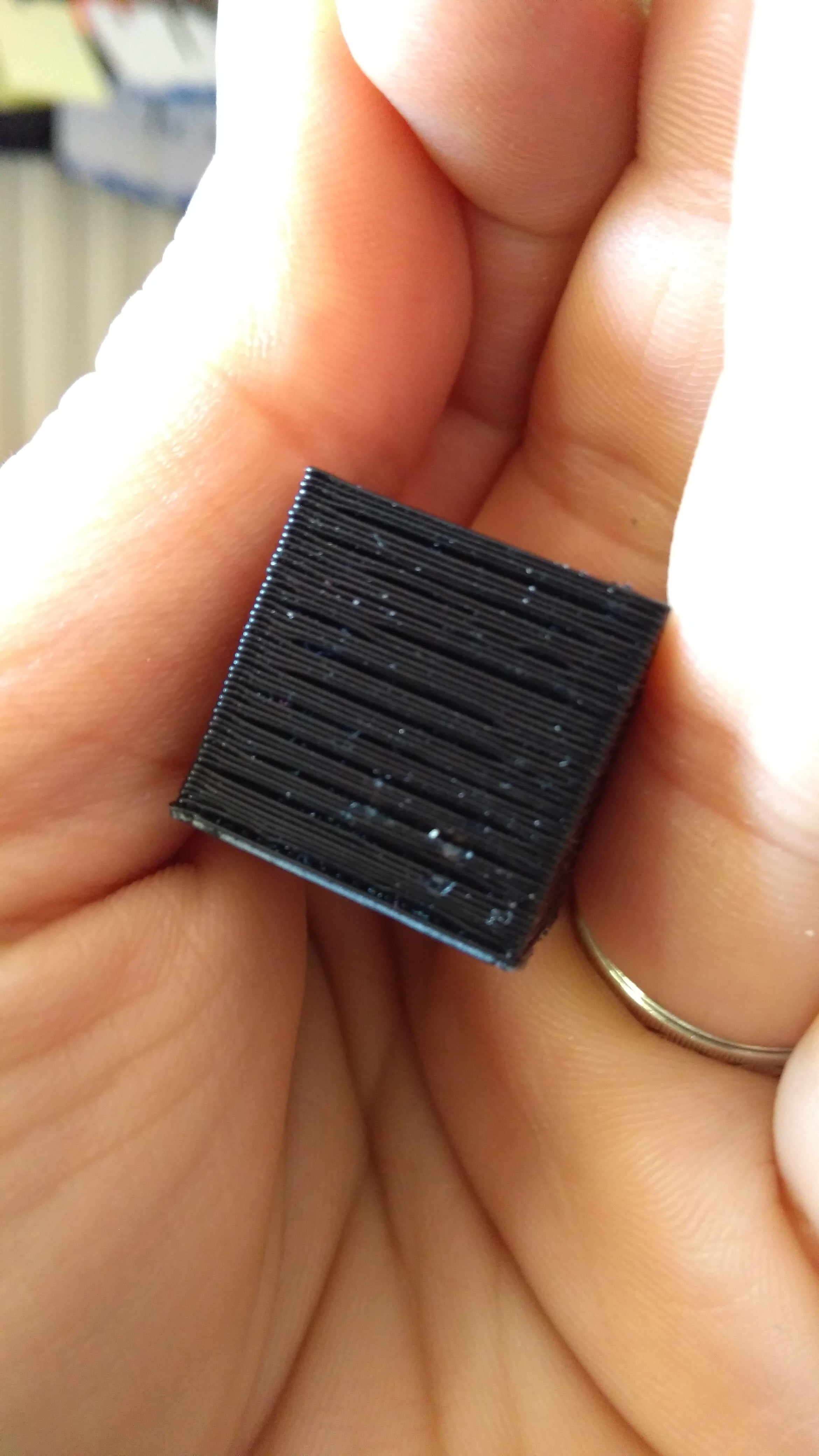
So, I've printed both a 20x20x20 cube and the temp tower today! Manipulating the gcode was easier than expected, so I have to be less lazy I guess!
Anyway, I'm attaching some pics to support my explanation, as usual
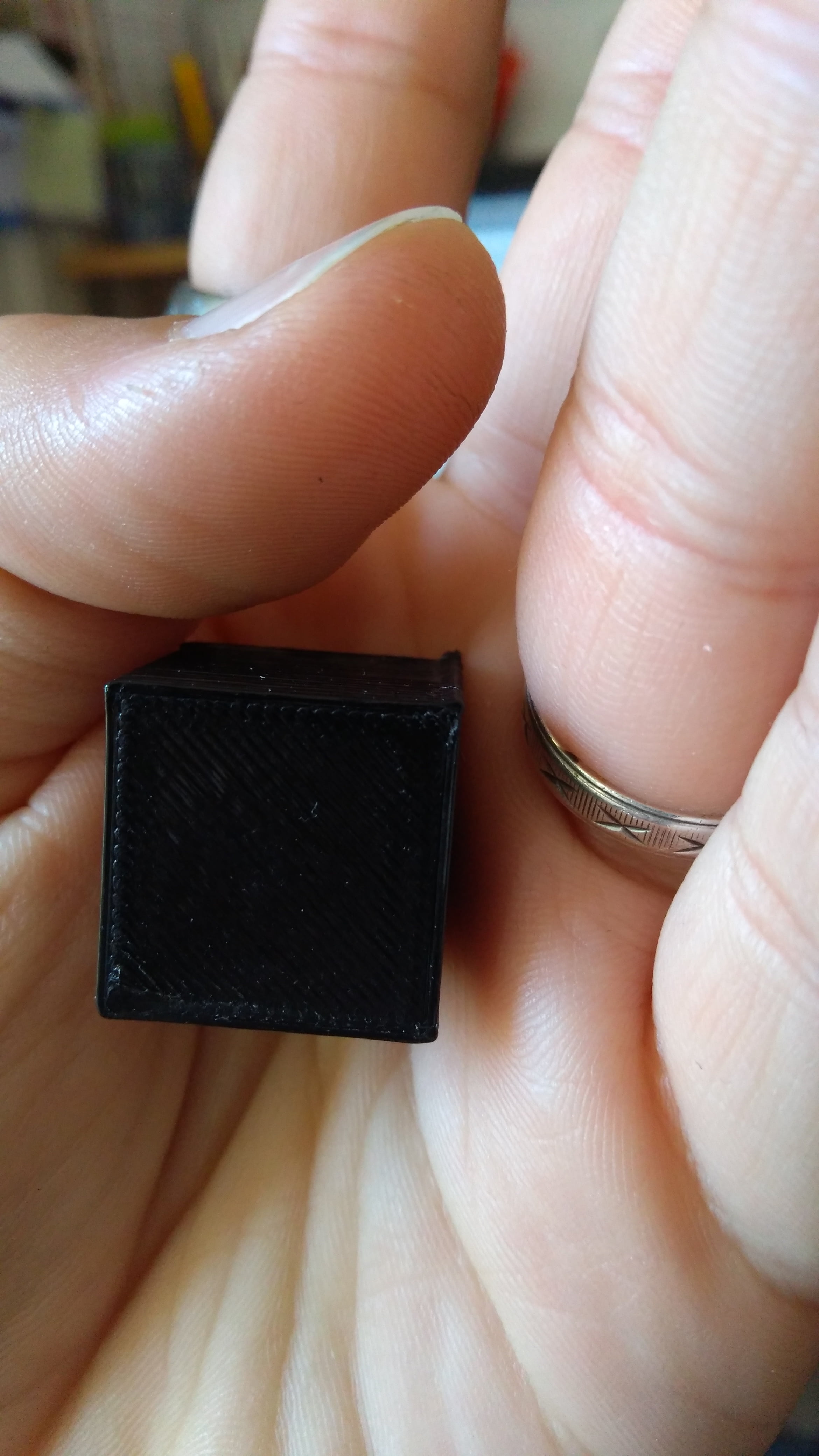
The cube was good in my opinion: it ended up being 20,1x20,2x20,2 millimiters (height*width*thickness). It still presents some "gaps" in the perimeter, as you can see.. Don't really know what to do about it.. Maybe lowering layer height (0.4 at the moment)? I almost forgot: the only thing I don't like about it is an angle: it sorta curls to the outside, if I can say so.. I think it could depend on the extruder movements: maybe that's the point where it starts every layer.. Any idea on how to solve that?
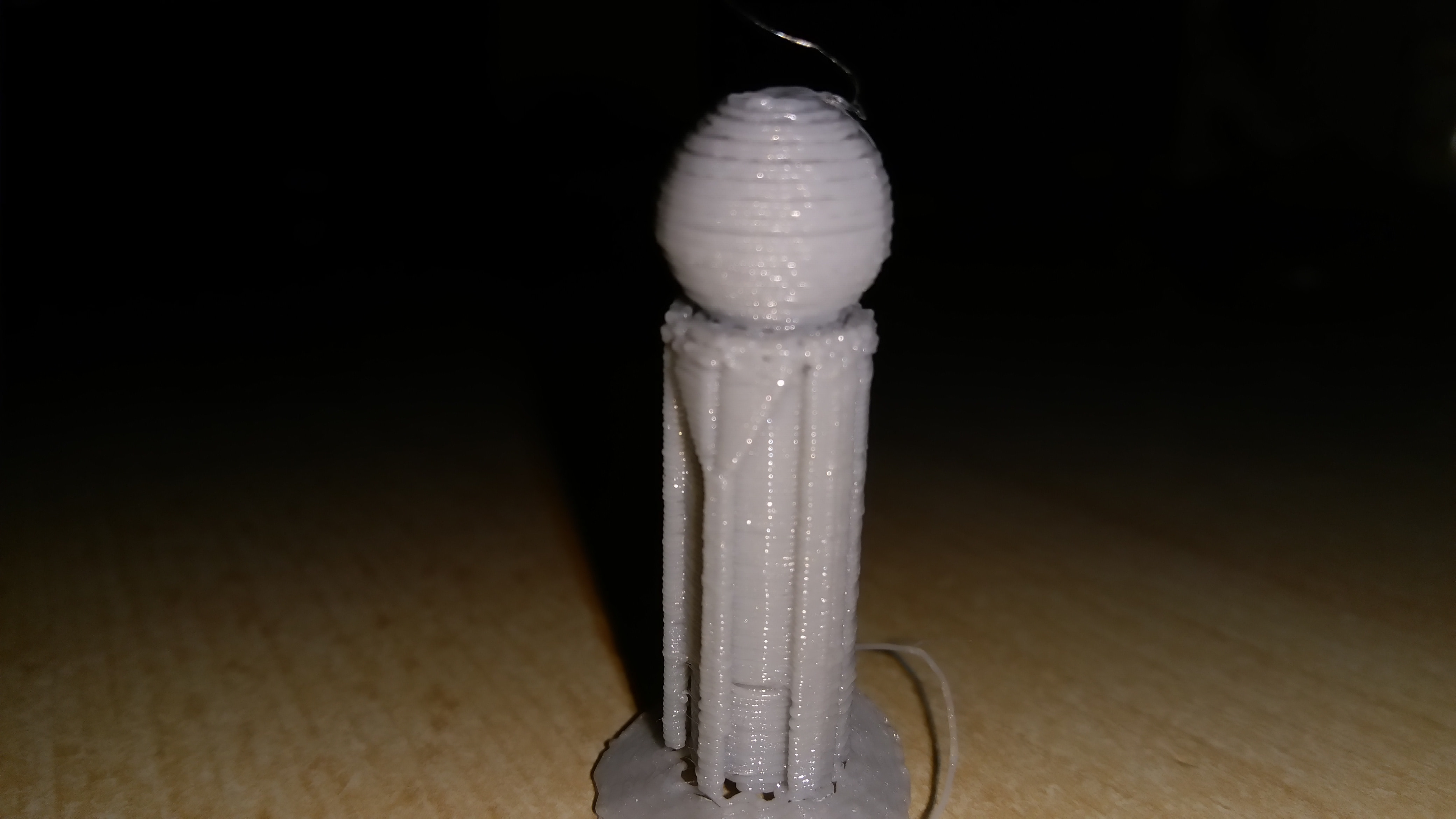
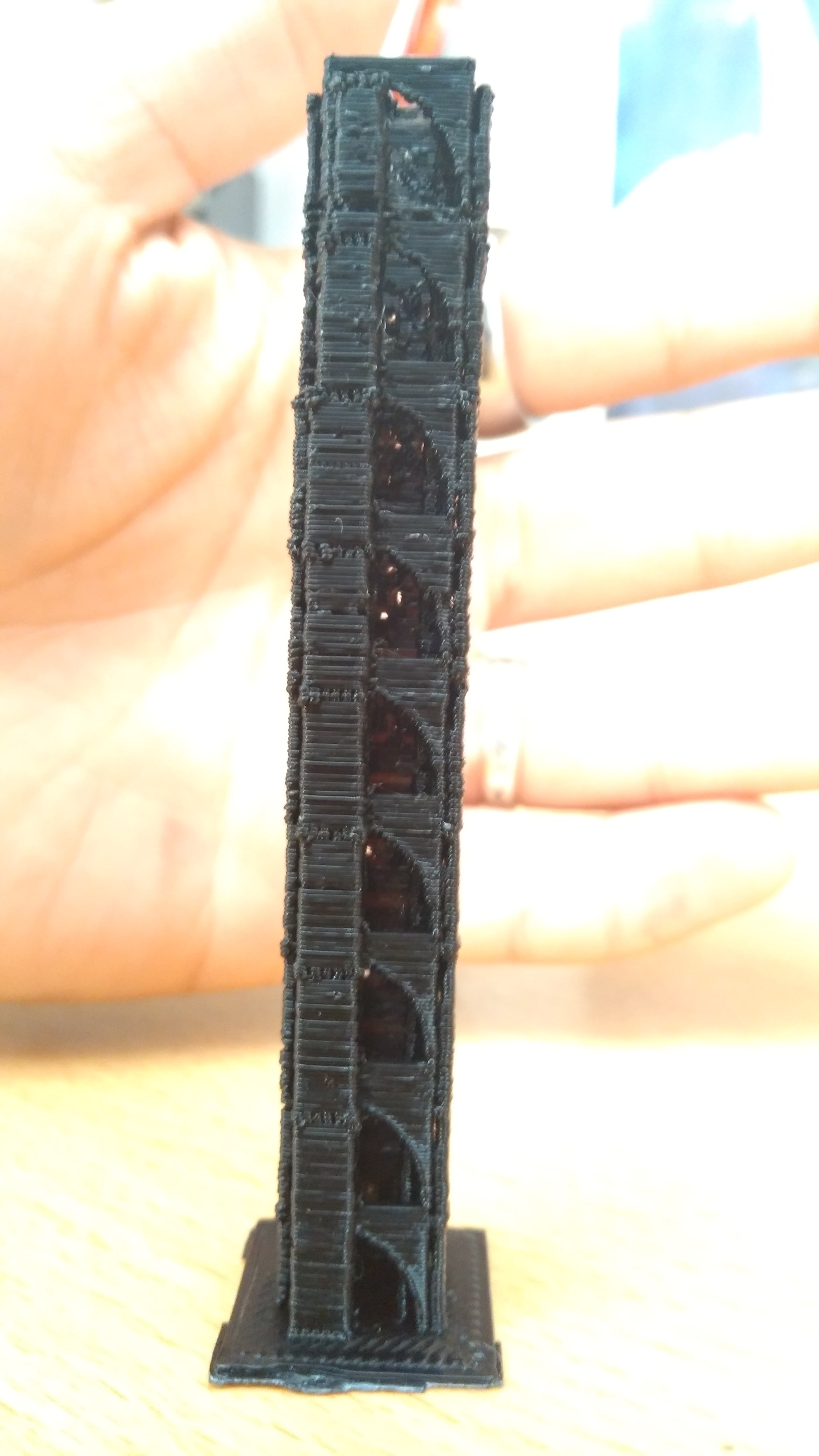
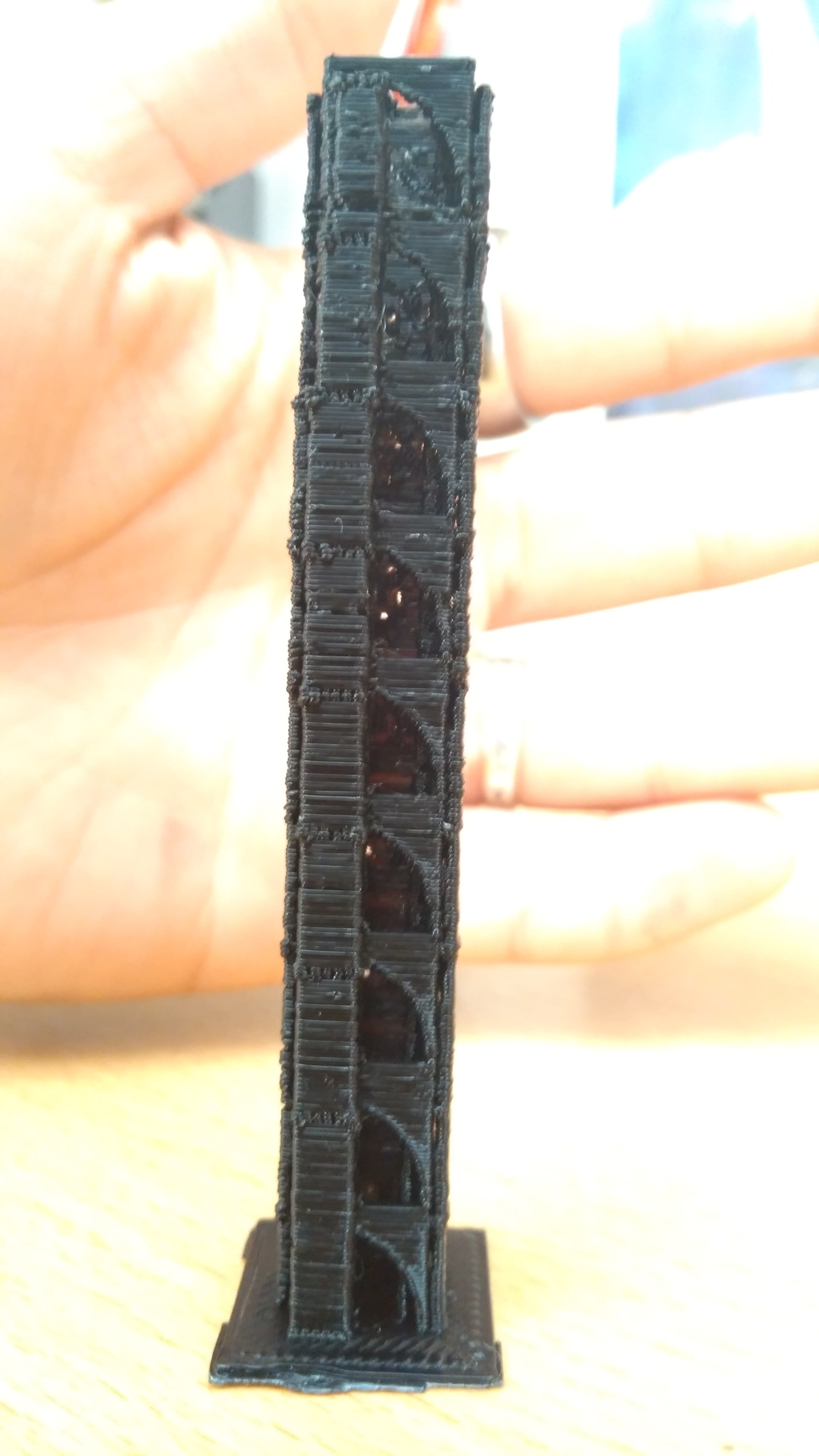
Now, about the temp tower.. Luckily, I thought about taking some pictures as soon as it finished the print (3.5 hours), because when I tried to detach support materials it all fell apart! The supports were way to strong and sticked to the actual print, plus the tower walls were not so thick (1 mm).. I took some pictures of the fallen tower with smartphones lenses, hoping this will help you to see the print quality a bit better.. I personally like the 200-195°C "floors", but I don't know if the "good looking=good print" way of thinking is appropriate..
Details as the numbers on the walls are still not so good, maybe because of the dimensions (0.5mm depth) or my extruder width (0.4mm) or my layer height (still, 0.4mm).
Finally, a review of what I have done so far.
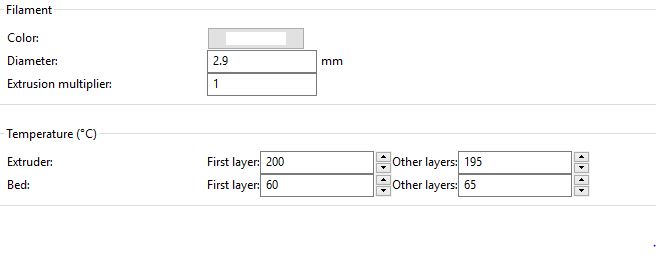
While changing filament I misured is diameter: 2.9mm, taken from more than one misure.
I spent some time checking the heatbed: it should be well calibrated.
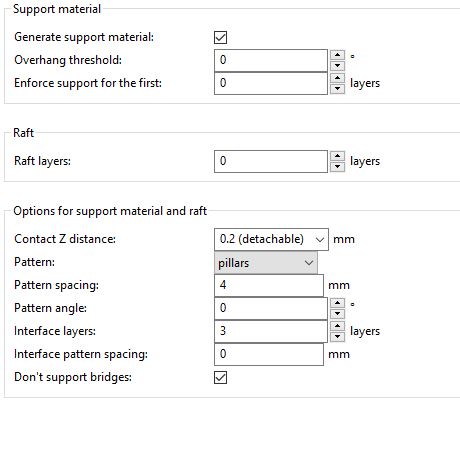
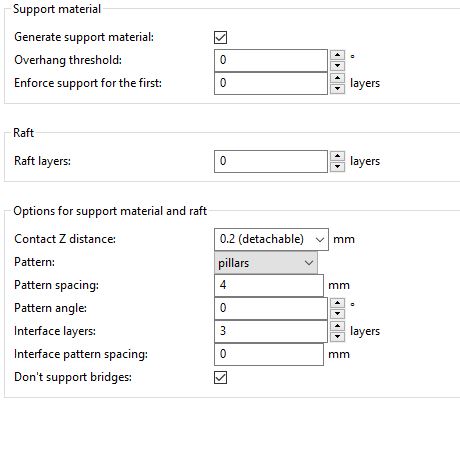
I checked Slic3r settings and found out some odd support settings :
Anyway, I changed that before printing the tower, so I don't think it influenced the results, right?
Just one final thing: @Banana_Luke you said something about accelerations and revolutions.. I'm posting part of my firmware code regarding those settings.. If you meant the step calibrations with "mm per revolution", I've retested that and it should be good now..
These are the settings:
Thanks a loooooot!
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
Anyway, I'm attaching some pics to support my explanation, as usual
The cube was good in my opinion: it ended up being 20,1x20,2x20,2 millimiters (height*width*thickness). It still presents some "gaps" in the perimeter, as you can see.. Don't really know what to do about it.. Maybe lowering layer height (0.4 at the moment)? I almost forgot: the only thing I don't like about it is an angle: it sorta curls to the outside, if I can say so.. I think it could depend on the extruder movements: maybe that's the point where it starts every layer.. Any idea on how to solve that?
Now, about the temp tower.. Luckily, I thought about taking some pictures as soon as it finished the print (3.5 hours), because when I tried to detach support materials it all fell apart! The supports were way to strong and sticked to the actual print, plus the tower walls were not so thick (1 mm).. I took some pictures of the fallen tower with smartphones lenses, hoping this will help you to see the print quality a bit better.. I personally like the 200-195°C "floors", but I don't know if the "good looking=good print" way of thinking is appropriate..
Details as the numbers on the walls are still not so good, maybe because of the dimensions (0.5mm depth) or my extruder width (0.4mm) or my layer height (still, 0.4mm).
Finally, a review of what I have done so far.
While changing filament I misured is diameter: 2.9mm, taken from more than one misure.
I spent some time checking the heatbed: it should be well calibrated.
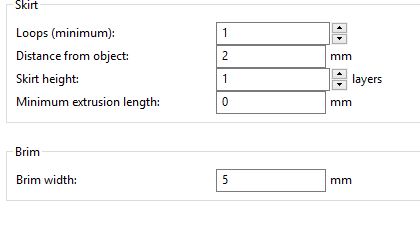
I checked Slic3r settings and found out some odd support settings :
- Overhang treeshold was 55°
- Pattern spacing was 2.5mm
Anyway, I changed that before printing the tower, so I don't think it influenced the results, right?
Just one final thing: @Banana_Luke you said something about accelerations and revolutions.. I'm posting part of my firmware code regarding those settings.. If you meant the step calibrations with "mm per revolution", I've retested that and it should be good now..
These are the settings:
#define HOMING_FEEDRATE {2000, 2000, 100, 0}
#define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 4000, 672}
#define DEFAULT_MAX_FEEDRATE {500, 500, 2, 25}
#define DEFAULT_MAX_ACCELERATION {1000, 1000, 30, 600}
#define DEFAULT_ACCELERATION 60
#define DEFAULT_RETRACT_ACCELERATION 60
#define DEFAULT_XYJERK 20.0
#define DEFAULT_ZJERK 0.4
#define DEFAULT_EJERK 5
Thanks a loooooot!
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
Attachments:
open | download - cube1-min.jpg (573.1 KB)
open | download - cube2-min.jpg (572.6 KB)
open | download - cube3-min.jpg (597.8 KB)
open | download - tower1-min.jpg (578.6 KB)
open | download - tower2-min.jpg (581.3 KB)
open | download - tower3-min.jpg (571.5 KB)
open | download - tower4-min.jpg (572.3 KB)
open | download - destroyed1-min.jpg (549.5 KB)
open | download - destroyed2-min.jpg (591.1 KB)
open | download - destroyed3-min.jpg (547.1 KB)
open | download - cube1-min.jpg (573.1 KB)
{kind=link}
{kind=link}
open | download - cube2-min.jpg (572.6 KB)
{kind=link}
{kind=link}
open | download - cube3-min.jpg (597.8 KB)
{kind=link}
{kind=link}
open | download - tower1-min.jpg (578.6 KB)
{kind=link}
{kind=link}
open | download - tower2-min.jpg (581.3 KB)
{kind=link}
{kind=link}
open | download - tower3-min.jpg (571.5 KB)
{kind=link}
{kind=link}
open | download - tower4-min.jpg (572.3 KB)
{kind=link}
{kind=link}
open | download - destroyed1-min.jpg (549.5 KB)
{kind=link}
{kind=link}
open | download - destroyed2-min.jpg (591.1 KB)
{kind=link}
{kind=link}
open | download - destroyed3-min.jpg (547.1 KB)
{kind=link}
{kind=link}
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 24, 2017 05:00AM |
Registered: 6 years ago Posts: 34 |
If u have a 0.4 mm extruder you shouldnt got to 0.4 mm layer height.
Your calibartion seems fine... What about the Extruder calibartion? If you extruder 10 mm and measure it... or maybe 100 mm and than measure it again? Is it consistent?
Take a look: [airwolf3d.com]
or just google "3d print layer height" and look at the pictures... you will see the differences...
Try again with 0.3 or different layer height
for the outside "curling" look at [reprap.org]
go to "Too Hot" is this your effect?
I have no idea about the setting ins Slic3r.. Well i have some but I am not very into it... Overhang threshold means slic3r would produce only overhangs with less than 0° ? so no slight overhangs? only 90° walls from the bottom? As soon as you have a small overhang you will get the support pillars... So waht do you think about that?
regards
Your calibartion seems fine... What about the Extruder calibartion? If you extruder 10 mm and measure it... or maybe 100 mm and than measure it again? Is it consistent?
Take a look: [airwolf3d.com]
or just google "3d print layer height" and look at the pictures... you will see the differences...
Try again with 0.3 or different layer height
for the outside "curling" look at [reprap.org]
go to "Too Hot" is this your effect?
I have no idea about the setting ins Slic3r.. Well i have some but I am not very into it... Overhang threshold means slic3r would produce only overhangs with less than 0° ? so no slight overhangs? only 90° walls from the bottom? As soon as you have a small overhang you will get the support pillars... So waht do you think about that?
regards
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 24, 2017 08:08AM |
Registered: 8 years ago Posts: 413 |
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 24, 2017 09:16AM |
Registered: 7 years ago Posts: 29 |
So, first of all thanks for all your suggestions, of course!
Second, my extruder calibration should be good, since I've tested it several times.. I guess it should be good to do it one more time.. But I have a question: would the multiplier setting compensate, if the steps are not exactly set?
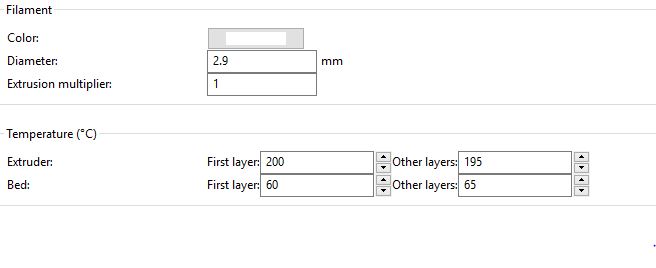
About the "curling", I can't see any test case similar to my situation in the link @Banana_Luke gave me.. For the purpose of being more complete: my heatbed is working at 60°C for the first layer and 65°C for the others. I decided for this temperature a while ago to be honest, because I found out it helped melted filament to stick better (in fact, it sticks so much to the heatbed!) and it avoided parts detaching..
I'll go ahead and I'll try to print something (maybe again the temp tower, I'm not sure) with 0.3mm layer height.. Do you know how much of a thin layer I can use to have good prints with my extruder?
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
Second, my extruder calibration should be good, since I've tested it several times.. I guess it should be good to do it one more time.. But I have a question: would the multiplier setting compensate, if the steps are not exactly set?
About the "curling", I can't see any test case similar to my situation in the link @Banana_Luke gave me.. For the purpose of being more complete: my heatbed is working at 60°C for the first layer and 65°C for the others. I decided for this temperature a while ago to be honest, because I found out it helped melted filament to stick better (in fact, it sticks so much to the heatbed!) and it avoided parts detaching..
Actually, Slic3r tells me that if that's set to 0°, it would automatically decide where and how to add supports..Quote
Banana_Luke
Overhang threshold means slic3r would produce only overhangs with less than 0° ? so no slight overhangs?
I'll go ahead and I'll try to print something (maybe again the temp tower, I'm not sure) with 0.3mm layer height.. Do you know how much of a thin layer I can use to have good prints with my extruder?
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 25, 2017 09:34AM |
Registered: 7 years ago Posts: 29 |
So, here I am once more!
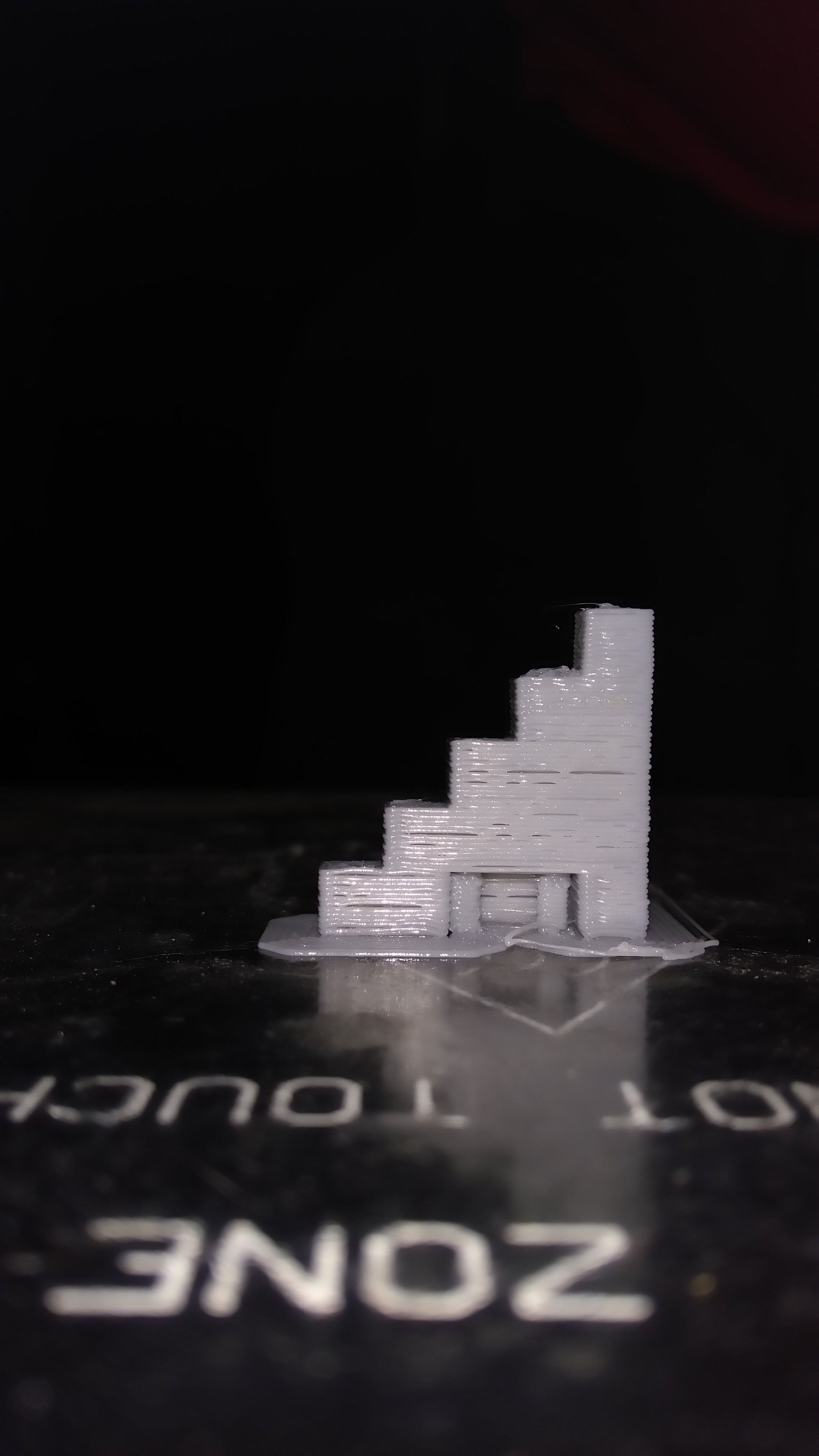
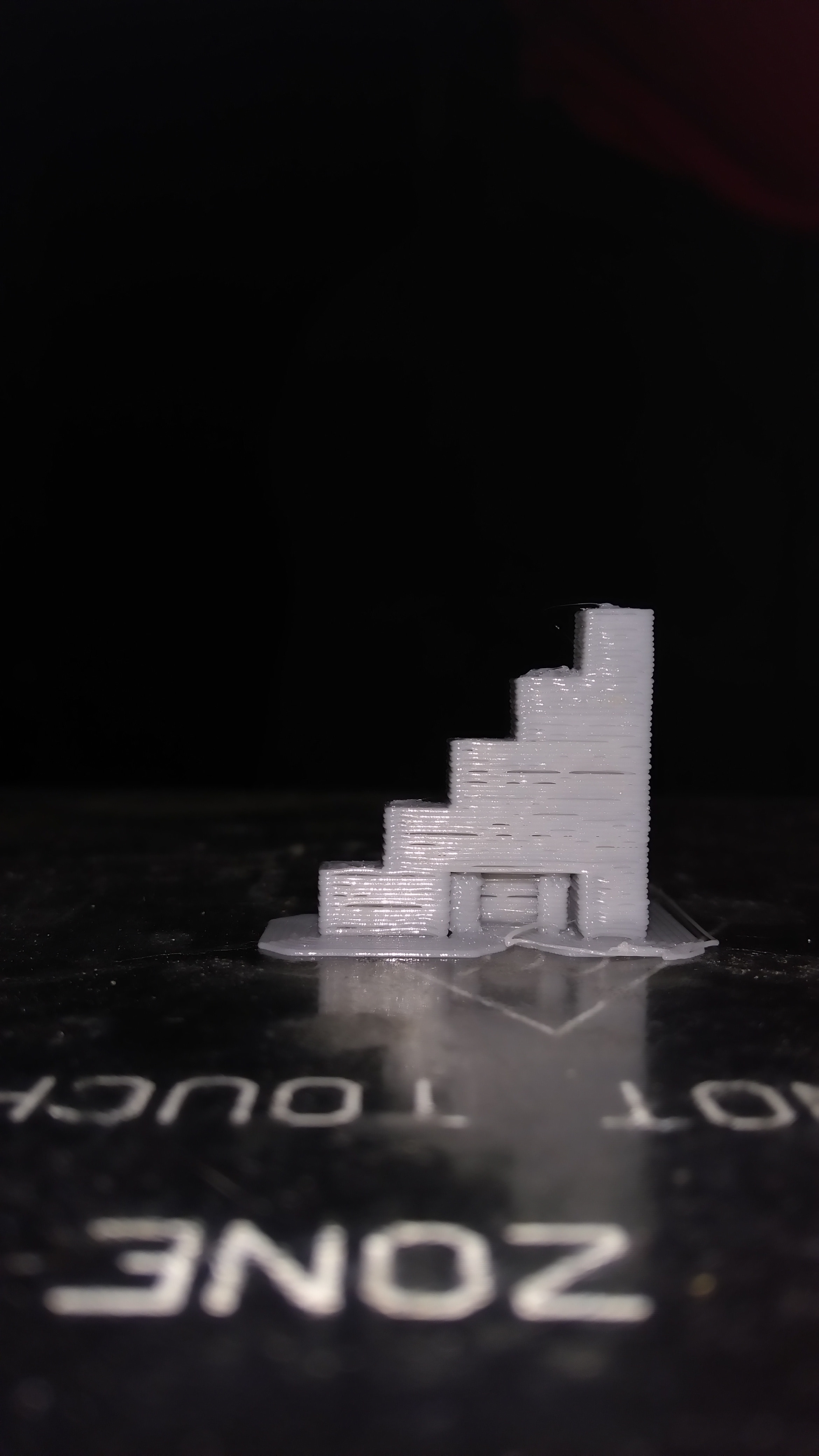
I've printed another temp tower, this time with 0.3mm layer height: as you can see in the pictures, it's better than before! I personally think 195°C is the best, but tell me your opinion
So, lowering the layer height helped, as you said! I'm wondering if I could stretch it even more, what do you think?
Anyway, the overall integrity of the structure (even if it was better) was still a little weak.. But I think that maybe it's due to the wall thickness: 1mm could just be too thin to be strong..
Details improved too: I can clearly read the numbers now!
A part from the intergrity mentioned above, the support material continues to bug me.. I mean: I'm not expecting to get a perfect print all of a sudden, but the support material is still kinda hard to remove from the actual parts..
I'm going to search some more about that, but if you know some way to get it to be easier please let me know!
Of course, tell me what do you think about what I've achieved so far, and thank you again!
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
I've printed another temp tower, this time with 0.3mm layer height: as you can see in the pictures, it's better than before! I personally think 195°C is the best, but tell me your opinion
So, lowering the layer height helped, as you said! I'm wondering if I could stretch it even more, what do you think?
Anyway, the overall integrity of the structure (even if it was better) was still a little weak.. But I think that maybe it's due to the wall thickness: 1mm could just be too thin to be strong..
Details improved too: I can clearly read the numbers now!
A part from the intergrity mentioned above, the support material continues to bug me.. I mean: I'm not expecting to get a perfect print all of a sudden, but the support material is still kinda hard to remove from the actual parts..
I'm going to search some more about that, but if you know some way to get it to be easier please let me know!
Of course, tell me what do you think about what I've achieved so far, and thank you again!
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 25, 2017 03:06PM |
Registered: 6 years ago Posts: 34 |
|
Re: Support material and first layers kinda strange (?).. Suggestions? October 26, 2017 06:02AM |
Registered: 7 years ago Posts: 29 |
Hi!
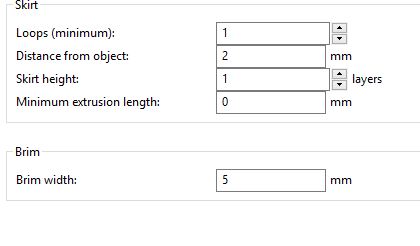
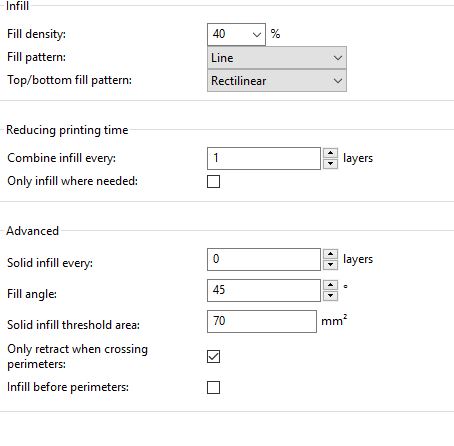
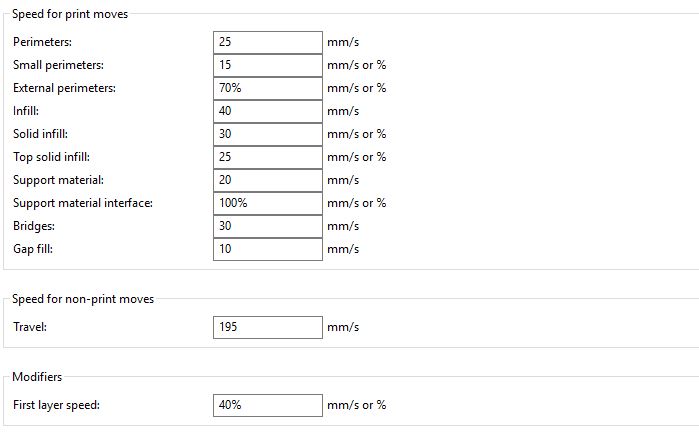
I'm currently printing with the settings said above in the firmware, and those you see in the pics attached here in Slic3r.. I originally used higher speed and acceleration, but then I slowed everything because I had some layer shifting problems at a certain height.. I know what you would say: maybe driver temperature or a slidiing belt, but neither of those was causing trouble, in fact I solved the issue with that... I don't know if my printer could withstand higher settings, maybe I'll found out later; or you could tell me what you think about it, of course!
Right now I'm printing a 20x20 profile 14cm high with a 0.3mm layer height (0.35 for the first layer), and Pronterface (even if that's not accurate) estimates a printing time of 6:38 hours, don't know if it could be better..
I have a couple of questions, out of curiosity:
EDIT: forgot to add the pictures... Duh!
Edited 1 time(s). Last edit at 10/26/2017 06:06AM by slim71.
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
I'm currently printing with the settings said above in the firmware, and those you see in the pics attached here in Slic3r.. I originally used higher speed and acceleration, but then I slowed everything because I had some layer shifting problems at a certain height.. I know what you would say: maybe driver temperature or a slidiing belt, but neither of those was causing trouble, in fact I solved the issue with that... I don't know if my printer could withstand higher settings, maybe I'll found out later; or you could tell me what you think about it, of course!
Right now I'm printing a 20x20 profile 14cm high with a 0.3mm layer height (0.35 for the first layer), and Pronterface (even if that's not accurate) estimates a printing time of 6:38 hours, don't know if it could be better..
I have a couple of questions, out of curiosity:
- A first layer extrusion width to 200% is good or too much? Slic3r says it's default, but I haven't experimented with that at all..
- What could I try to improve to shorten printing time? Acceleration or speed? I know it can sound a noob question, but I don't really know if the problem I said above about the layer shifting can be caused by one or another..
EDIT: forgot to add the pictures... Duh!
Edited 1 time(s). Last edit at 10/26/2017 06:06AM by slim71.
Prusa i3 Rework
0.4mm extruder
3mm filament PLA
Firmware: Marlin V1; Sprinter/grbl mashup for gen6
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.