Home
>
Reprappers
>
Topic
Extruder jam after short period of time
Posted by ikilledkenny
|
Extruder jam after short period of time February 15, 2012 08:27PM |
Registered: 12 years ago Posts: 99 |
I am using a Wades extruder with a Nichromewire tip. My barrel is 50cm long and is made from stainless steel. The tip is a brass acorn nut with a .35mm hole, and a PTFE barrel. This looks similar to my setup with a longer space between the hot end and PTFE barrel [www.mixshop.ca]
I am using RAMPS 1.4 electronics, Sprinter firmware, repetier software (lastest with sli3r 0.6.0). My settings are identical to that found in the “Slic3r is Nicer” blog post (http://richrap.blogspot.com/2012/01/slic3r-is-nicer-part-1-settings-and.html)
I have been trying to print a calibration block and it seems that the extruder will consistently either strip the filament or jam up around 5 or so min into printing. I am using 1.75 mm filament ABS filament. I have cranked up the tip temp to 265 deg C and still have issues with jamming/stripping.
I am able to press the filament by hand (with aid of pliers for grip) and extrude plastic. I am also able to attach the hobbed bolt/gear assembly and turn it by hand quite fast with/out skipping.
I have tried reducing the spring pressure (filament will usually strip then) and increased the spring pressure (will usually jam up)
I am a bit at a loss at where to look next, any thoughts?
I am using RAMPS 1.4 electronics, Sprinter firmware, repetier software (lastest with sli3r 0.6.0). My settings are identical to that found in the “Slic3r is Nicer” blog post (http://richrap.blogspot.com/2012/01/slic3r-is-nicer-part-1-settings-and.html)
I have been trying to print a calibration block and it seems that the extruder will consistently either strip the filament or jam up around 5 or so min into printing. I am using 1.75 mm filament ABS filament. I have cranked up the tip temp to 265 deg C and still have issues with jamming/stripping.
I am able to press the filament by hand (with aid of pliers for grip) and extrude plastic. I am also able to attach the hobbed bolt/gear assembly and turn it by hand quite fast with/out skipping.
I have tried reducing the spring pressure (filament will usually strip then) and increased the spring pressure (will usually jam up)
I am a bit at a loss at where to look next, any thoughts?
|
Re: Extruder jam after short period of time February 15, 2012 09:29PM |
Registered: 12 years ago Posts: 120 |
May be that the filament is getting 'grabbed' in the thermal barrier due to expansion - as the heat gradually travels up the barrel.
(and therefore increasing the temp may just be increasing the problem)
I had the same hot-end setup - and that was happening to me - it would print 1/2 a dozen layers then start to get all stringy, starving for filament,
( with PLA - not certain if the same thing happens with ABS, but likely I guess)
Hanging a tiny fan (40mm 'video card' type) off the end of the carriage pointing back up at the top of the PTFE barrel fixed it.
I just made a loop of stiff copper wire, under one of the carriage-to-extruder bolts, and through the mount holes of the fan.
I also mounted a simple aluminium foil shield round the brass at the bottom to avoid cooling that - hanging from the bottom of the PTFE.
(and therefore increasing the temp may just be increasing the problem)
I had the same hot-end setup - and that was happening to me - it would print 1/2 a dozen layers then start to get all stringy, starving for filament,
( with PLA - not certain if the same thing happens with ABS, but likely I guess)
Hanging a tiny fan (40mm 'video card' type) off the end of the carriage pointing back up at the top of the PTFE barrel fixed it.
I just made a loop of stiff copper wire, under one of the carriage-to-extruder bolts, and through the mount holes of the fan.
I also mounted a simple aluminium foil shield round the brass at the bottom to avoid cooling that - hanging from the bottom of the PTFE.
|
Re: Extruder jam after short period of time February 15, 2012 11:28PM |
Registered: 12 years ago Posts: 187 |
My Wade's Extruder is designed for 3 mm filament, not 1.75 mm. Are you sure yours is a 1.75 mm extruder body? I can imagine things jamming pretty easily if the filament is not well guided by the bore of the hole in the extruder body.
Follow my Mendel Prusa build here: [julianh72.blogspot.com]
Follow my Mendel Prusa build here: [julianh72.blogspot.com]
|
Re: Extruder jam after short period of time February 16, 2012 10:00AM |
Registered: 12 years ago Posts: 99 |
Unsure about the design of the wades extruder. I purchased a kit from e-bay and looking it over it does not say if the extruder is for 3.0 or 1.75 filament. My entire hot end is though designed for 1.75 though.
This morning I added more kapton tape to the hot end (thinking to add more insulation near the tip) then proceed to press filament by hand at around 240-250 deg. Pressing the filament in was easy at first, but then got progressively harder until the point where I could not press it any further.
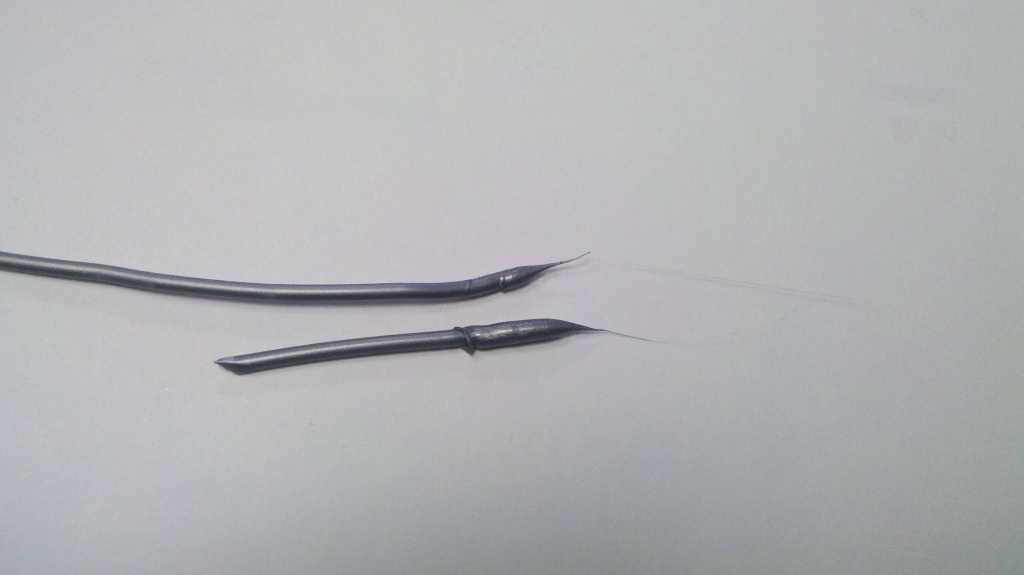
I have attached a picture of what the filament heads looked like. The top was after about 10 seconds of pressing (still easy to press). The bottom is after I could no longer press anymore (maybe 45 seconds).
So it appears that it is growing up the tub and then cooling. This being the case other then a small fan, how else can I prevent this? Would it be better to try and wrap the heater wire closer to the tip (around the acorn nut) and reduce the amount of insulation tape I use?
This morning I added more kapton tape to the hot end (thinking to add more insulation near the tip) then proceed to press filament by hand at around 240-250 deg. Pressing the filament in was easy at first, but then got progressively harder until the point where I could not press it any further.
I have attached a picture of what the filament heads looked like. The top was after about 10 seconds of pressing (still easy to press). The bottom is after I could no longer press anymore (maybe 45 seconds).
So it appears that it is growing up the tub and then cooling. This being the case other then a small fan, how else can I prevent this? Would it be better to try and wrap the heater wire closer to the tip (around the acorn nut) and reduce the amount of insulation tape I use?
{kind=link}
{kind=link}
|
Re: Extruder jam after short period of time February 16, 2012 11:14AM |
Admin Registered: 17 years ago Posts: 7,879 |
Are you sure it is a 1.75mm nozzle? The plastic looks to have expanded to about 3mm. It should be no more than 2mm.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Extruder jam after short period of time February 16, 2012 02:50PM |
Registered: 12 years ago Posts: 99 |
The stainless tube is around 2mm if not slightly over, but no more then 2.25mm.
There has been some slight success. Looking at other nozzles and such I did notice that mine had a longer distance between the PTFE and the Nichrome wire (assuming that most individuals use a 30mm brass/stainless tube and I am using a 50mm tube). So I re-wraped it spreading the heat zone out more and have successfully completed my first calibration print with no jams. I found that pressing the filament in by hand became incredibly easier also by rewrapping it. I am going to make some firmware adjustments and try another calibration block we will see how it fairs a second time around.
There has been some slight success. Looking at other nozzles and such I did notice that mine had a longer distance between the PTFE and the Nichrome wire (assuming that most individuals use a 30mm brass/stainless tube and I am using a 50mm tube). So I re-wraped it spreading the heat zone out more and have successfully completed my first calibration print with no jams. I found that pressing the filament in by hand became incredibly easier also by rewrapping it. I am going to make some firmware adjustments and try another calibration block we will see how it fairs a second time around.
|
Re: Extruder jam after short period of time February 16, 2012 05:49PM |
Registered: 12 years ago Posts: 187 |
ikilledkenny Wrote:
-------------------------------------------------------
> Unsure about the design of the wades extruder. I
> purchased a kit from e-bay and looking it over it
> does not say if the extruder is for 3.0 or 1.75
> filament. My entire hot end is though designed
> for 1.75 though.
The point I am making is that if the extruder body is designed for 3 mm filament, it may not provide adequate lateral guidance for the 1.75 mm filament as it enters the hot end, even if your hot end is designed for 1.75 mm filament. Maybe the filament is warming up and softening a little bit above the top of the hot end, and because you are passing 1.75 mm filament through a hole which is sized for 3 mm filament, it can buckle or squash inside the filament duct of the Wade's Extruder body?
The filament duct in my Wade's Extruder is 4 mm in diameter - just a bit bigger than the 3 mm filament (actually 2.8 mm diameter typically) so the filament can move freely, but snug enough to stop the filament from buckling as it is forced through. I would have thought it was good practice to use an extruder and a hot end which are both specifically designed for the same filament size. I have only used 3 mm filament, so I don't know what happens if you try to push 1.75 mm filament through it - maybe other users with more experience can comment?
Follow my Mendel Prusa build here: [julianh72.blogspot.com]
-------------------------------------------------------
> Unsure about the design of the wades extruder. I
> purchased a kit from e-bay and looking it over it
> does not say if the extruder is for 3.0 or 1.75
> filament. My entire hot end is though designed
> for 1.75 though.
The point I am making is that if the extruder body is designed for 3 mm filament, it may not provide adequate lateral guidance for the 1.75 mm filament as it enters the hot end, even if your hot end is designed for 1.75 mm filament. Maybe the filament is warming up and softening a little bit above the top of the hot end, and because you are passing 1.75 mm filament through a hole which is sized for 3 mm filament, it can buckle or squash inside the filament duct of the Wade's Extruder body?
The filament duct in my Wade's Extruder is 4 mm in diameter - just a bit bigger than the 3 mm filament (actually 2.8 mm diameter typically) so the filament can move freely, but snug enough to stop the filament from buckling as it is forced through. I would have thought it was good practice to use an extruder and a hot end which are both specifically designed for the same filament size. I have only used 3 mm filament, so I don't know what happens if you try to push 1.75 mm filament through it - maybe other users with more experience can comment?
Follow my Mendel Prusa build here: [julianh72.blogspot.com]
|
Re: Extruder jam after short period of time February 16, 2012 07:54PM |
Registered: 12 years ago Posts: 99 |
Julianh
I understand what you mean, and I agree with you. The openings in the extruder is much larger then the filiment and I can see how this could cause jams due to the slop. At this point I think I might have fixed the issue with re-wrapping the nichrome wire (I finished 3 calibratoin blocks and two bridge calibrations w/o a jam). Tomorrow will be more calibicration and if I run into jamming again I am going to look into the extruder holes next.
Thanks all for the help
I understand what you mean, and I agree with you. The openings in the extruder is much larger then the filiment and I can see how this could cause jams due to the slop. At this point I think I might have fixed the issue with re-wrapping the nichrome wire (I finished 3 calibratoin blocks and two bridge calibrations w/o a jam). Tomorrow will be more calibicration and if I run into jamming again I am going to look into the extruder holes next.
Thanks all for the help
|
Re: Extruder jam after short period of time February 16, 2012 11:14PM |
Registered: 12 years ago Posts: 229 |
The main problem with hotends that are PTFE / (brass / stainless) is that the point at witch the PTFE ends and the barrel begins there is a small gap. It is impossible to thread a one piece PTFE barrel all the way to the reduction. When filament surpasses it's glass transition temp, it expands into this gap and subsequently jams.
An easy fix is to remove the threads of the top 5mm of the stainless barrel and taper the entrance. Then screw the barrel in until it jambs up against the reduction.
If there is ever a point where the filament can expand to a diameter greater than the diameter of the barrel, and the plastic is below it's molten temp, the hotend will fail.
An easy fix is to remove the threads of the top 5mm of the stainless barrel and taper the entrance. Then screw the barrel in until it jambs up against the reduction.
If there is ever a point where the filament can expand to a diameter greater than the diameter of the barrel, and the plastic is below it's molten temp, the hotend will fail.
|
Re: Extruder jam after short period of time February 20, 2012 11:56AM |
Registered: 12 years ago Posts: 99 |
aplavins Wrote:
-------------------------------------------------------
> If there is ever a point where the filament can
> expand to a diameter greater than the diameter of
> the barrel, and the plastic is below it's molten
> temp, the hotend will fail.
What happens then if the diameter of the barrel is too large? First thought would be to just increase the barrel larger to deal with the expanding/yet not molten plastic. I am new to hot end design so I curious to what the negative affect of going larger. Also what are the proper diameters for the barrels (1.75 and 3mm filament). I seen one barrel designed for 3mm filament that had a 3.5mm hole drilled in. Is the rule of thumb to go .5mm larger then the filament used?
-------------------------------------------------------
> If there is ever a point where the filament can
> expand to a diameter greater than the diameter of
> the barrel, and the plastic is below it's molten
> temp, the hotend will fail.
What happens then if the diameter of the barrel is too large? First thought would be to just increase the barrel larger to deal with the expanding/yet not molten plastic. I am new to hot end design so I curious to what the negative affect of going larger. Also what are the proper diameters for the barrels (1.75 and 3mm filament). I seen one barrel designed for 3mm filament that had a 3.5mm hole drilled in. Is the rule of thumb to go .5mm larger then the filament used?
|
Re: Extruder jam after short period of time February 20, 2012 12:22PM |
Registered: 12 years ago Posts: 229 |
The negative effect of having a barrel that's too large is upflow or flowback. It's when the molten filament flows up instead of out the nozzle. I get around this by having my insulator with a 3.18mm bore and my barrel with a 3.5mm bore. PLA expands much more than ABS does.
Use a percentage instead of a set number. eg 3.5mm is ~117% of 3mm so for 1.75mm the bore would be ~2.05mm (2mm is a nice round number)
Use a percentage instead of a set number. eg 3.5mm is ~117% of 3mm so for 1.75mm the bore would be ~2.05mm (2mm is a nice round number)
|
Re: Extruder jam after short period of time February 20, 2012 09:24PM |
Registered: 12 years ago Posts: 99 |
Thank you Aplavins, and everyone else. This really has helped me understand how the hot ends really work.
My victory was short lived, as on during my first long print day the PTFE got too hot, deformed and created a gap between the two parts in turn pushing out my helicoil/stainless tube. (I need to install a fan).
Well back to the drawing board. In which case I have been looking around and came accross the Budaschnozzle design (http://reprap.org/wiki/LulzBot/Budaschnozzle). I like the fact that it is modular allowing for different filament sizes and changing out of extruder tips. I am looking to build one, but noticed something.
The notes state that to change over from the 3mm to 1.75mm all a person has to do is replace the PTFE tube insert near the top. Great this is awesome accept that I noticed that the main melting tube as a 3.5mm ID, and nothing is stated that this needs to change.
I understand now that too large of a ID will cause the filament to move back up the tube and possible into the insulator. This can be prevented by having a tighter ID around the insulator (acting as kind of a blocker I assume). Has anyone had any experiance with this hot end? Does this theory of two different ID's hold true as well, or would be be better to just machine a smaller heater ID.
My victory was short lived, as on during my first long print day the PTFE got too hot, deformed and created a gap between the two parts in turn pushing out my helicoil/stainless tube. (I need to install a fan).
Well back to the drawing board. In which case I have been looking around and came accross the Budaschnozzle design (http://reprap.org/wiki/LulzBot/Budaschnozzle). I like the fact that it is modular allowing for different filament sizes and changing out of extruder tips. I am looking to build one, but noticed something.
The notes state that to change over from the 3mm to 1.75mm all a person has to do is replace the PTFE tube insert near the top. Great this is awesome accept that I noticed that the main melting tube as a 3.5mm ID, and nothing is stated that this needs to change.
I understand now that too large of a ID will cause the filament to move back up the tube and possible into the insulator. This can be prevented by having a tighter ID around the insulator (acting as kind of a blocker I assume). Has anyone had any experiance with this hot end? Does this theory of two different ID's hold true as well, or would be be better to just machine a smaller heater ID.
|
Re: Extruder jam after short period of time February 20, 2012 09:37PM |
Registered: 12 years ago Posts: 229 |
I believe the design you described would work, i can only see one downside. Having a 3.5mm bore with 1.75mm filament would create a "lag" in the extrusion. The pressure in the hot-end has to pass a certain point to come out the nozzle. With a larger melt area, more filament would have to be pushed into the melt zone to reach the extrusion pressure. You would also have to retract the filament farther to avoid ooze.
|
Re: Extruder jam after short period of time February 21, 2012 08:43PM |
Registered: 12 years ago Posts: 77 |
I've been having a similar problem with my makergear hotend which has worked fine for a while, but just started jamming.
I have a wade's extruder body designed for 3mm filament and hotend for 1.75mm filament. For what it's worth, the oversized body was no issue for months. I also have a fan on either side of my extruder for cooling. The nozzle is well insulated.
Like the original author I can push by for about 10 seconds then it gets harder. The extruder temperature holds steady through this process. The curious part is that nothing changed from when my hotend was working fine to not working. The first time this started happening I took apart my hotend, cleaned it, and put it back together. It worked for about a week and then started jamming again.
I understand the expansion and need for larger barrel and ptfe insulator but would my barrel or insulator shrink after a couple months of exposure to heat? I wouldn't think so???
I wouldn't think so???
Other than expasion, and low temp is there other causes of these symptoms?
I have a wade's extruder body designed for 3mm filament and hotend for 1.75mm filament. For what it's worth, the oversized body was no issue for months. I also have a fan on either side of my extruder for cooling. The nozzle is well insulated.
Like the original author I can push by for about 10 seconds then it gets harder. The extruder temperature holds steady through this process. The curious part is that nothing changed from when my hotend was working fine to not working. The first time this started happening I took apart my hotend, cleaned it, and put it back together. It worked for about a week and then started jamming again.
I understand the expansion and need for larger barrel and ptfe insulator but would my barrel or insulator shrink after a couple months of exposure to heat?
I wouldn't think so???Other than expasion, and low temp is there other causes of these symptoms?
|
Re: Extruder jam after short period of time April 12, 2012 08:41PM |
I have the same issue as miro. I have a makergear prusa that I bought as a kit that has worked fine for months and now it jams after maybe 8-10 layers.
I have an idea what might could have contributed to the problem. On the last job that printed successfully without a jam, I ran out of filament with maybe 15 minutes to go. (I'd left it and miscalculated how much filament I needed).
So it continued working all that time without filament. Perhaps something overheated and caused some kind of stress?
I'm using a new spool of filament but it's the same size (1.75mm) and colour from the same supplier that I've been using for months. :-/
I'm at a bit of a loss as well. I'd prefer not to just buy another extruder without knowing what the problem is. :-/
I have an idea what might could have contributed to the problem. On the last job that printed successfully without a jam, I ran out of filament with maybe 15 minutes to go. (I'd left it and miscalculated how much filament I needed).
So it continued working all that time without filament. Perhaps something overheated and caused some kind of stress?
I'm using a new spool of filament but it's the same size (1.75mm) and colour from the same supplier that I've been using for months. :-/
I'm at a bit of a loss as well. I'd prefer not to just buy another extruder without knowing what the problem is. :-/
|
Re: Extruder jam after short period of time April 13, 2012 03:31AM |
Admin Registered: 17 years ago Posts: 7,879 |
Might be some burnt plastic partially blocking the nozzle. If you leave plastic hot in the presence of air it goes brown and hard and no longer melts with temperature or solvent.
Edited 1 time(s). Last edit at 04/13/2012 06:08AM by nophead.
[www.hydraraptor.blogspot.com]
Edited 1 time(s). Last edit at 04/13/2012 06:08AM by nophead.
[www.hydraraptor.blogspot.com]
Sorry, only registered users may post in this forum.