Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Elettronica e meccanica
>
Topic
delta
Posted by mga
Non riesco a livellare la delta. Un primo ostacolo sono le geometrie. Mi sto guardando diversi topic e forum, ma non trovo niente di assoluto. Nella generazione del firmware per esempio mi manca la possibilità di modificare il parametro che mi livella un piano concavo o convesso o non la riesco a trovare.
Anche in youtube ancora non ho il riferimento giusto.
A livello teorico le meccaniche "perfette" come dovrebbero essere? I bracci devono essere sempre paralleli? I bracci sarebbe meglio che avessero la posizione tale da avere un carriage offset uguale a zero o più vicini allo zero?
Quali caratteristiche potrei pensare per avere una meccanica migliore se me la progetto e stampo?
Anche in youtube ancora non ho il riferimento giusto.
A livello teorico le meccaniche "perfette" come dovrebbero essere? I bracci devono essere sempre paralleli? I bracci sarebbe meglio che avessero la posizione tale da avere un carriage offset uguale a zero o più vicini allo zero?
Quali caratteristiche potrei pensare per avere una meccanica migliore se me la progetto e stampo?
Ciao Mga.
Mi aggrego al tuo post, sto cominciando la costruzione di una delta con un piatto di stampa intorno ai 30cm di diametro, ma al di là delle misure esterne (per la base sono andato su profilati da 500mm mentre in altezza userei 1000mm) ho qualche difficoltà a dimensionare il resto (ho trovato in rete qualche foglio excel che dovrebbe aiutare ma devo ancora approfondire).
Mi piacerebbe poter condividere il percorso per arrivare alla meta.
Tu hai già realizzato il tuo progetto o devi come me ancora iniziare?
Un saluto
Salvatore.
Mi aggrego al tuo post, sto cominciando la costruzione di una delta con un piatto di stampa intorno ai 30cm di diametro, ma al di là delle misure esterne (per la base sono andato su profilati da 500mm mentre in altezza userei 1000mm) ho qualche difficoltà a dimensionare il resto (ho trovato in rete qualche foglio excel che dovrebbe aiutare ma devo ancora approfondire).
Mi piacerebbe poter condividere il percorso per arrivare alla meta.
Tu hai già realizzato il tuo progetto o devi come me ancora iniziare?
Un saluto
Salvatore.
--- Prusa i3 Steel (20x20x20) --- Prusa i3 Steel XL (30x30x30)
Motori 200 passi Motori 400 passi
Stepper drive - DRV8825 Stepper drive - DRV8825
RAMPS 1.4 RADDS 1.5
HotEnd IeC HotEnd IeC
FW MK4DUO 4.3.2 FW MK4DUO 4.3.5
entrambe le cose. Sto facendo, ma sono disposto a rifare. Ho trovato qualche elemento in Thingiverse e altri me li sono disegnati. Io ho messo una ruota dentata a 30 denti sui motori per cui non avevo una corrispondenza su nulla. Mi sono predisposto un supporto per il letto riscaldato con viti in corrispondenza degli assi A, B, C in modo da eliminare quelle per gli endstop... ma per il resto mi rimane un vuoto concettuale. Dato che li progetto, preferirei avere l'idea di che cosa sia meglio. Ho provato anche con i magneti, ma non reggono niente ... forse non erano di buona qualità. La testa la vorrei pensare in un unico blocco e vorrei evitare il più possibile le viti. Trovo macchinosi alcuni innesti che ho realizzato. A quanto pare però non sono il primo che pensa a questo. Io credo si possa fare un innesto senza viti anche per le ventole.
|
Re: delta November 15, 2017 05:36PM |
Registered: 10 years ago Posts: 6,409 |
Quel parametro è il delta radius, ma non c'è come parametro diretto viene calcolato dal firmware sulla base delle tre misure DELTA_SMOOTH_ROD_OFFSET, DELTA_EFFECTOR_OFFSET e DELTA_CARRIAGE_OFFSET.
Delta radius è uguale a DELTA_SMOOTH_ROD_OFFSET - DELTA_EFFECTOR_OFFSET - DELTA_CARRIAGE_OFFSET
Poi lo puoi modificare con i comandi Gcode dipende dal fw. Se hai MK4duo è M666.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Delta radius è uguale a DELTA_SMOOTH_ROD_OFFSET - DELTA_EFFECTOR_OFFSET - DELTA_CARRIAGE_OFFSET
Poi lo puoi modificare con i comandi Gcode dipende dal fw. Se hai MK4duo è M666.
Quote
mga
Non riesco a livellare la delta. Un primo ostacolo sono le geometrie. Mi sto guardando diversi topic e forum, ma non trovo niente di assoluto. Nella generazione del firmware per esempio mi manca la possibilità di modificare il parametro che mi livella un piano concavo o convesso o non la riesco a trovare.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Il firmware che uso per ora è V4 1.2. Utilizzo ramps 1.4, non so se potrebbe funzionare anche quello che dici tu. Però fino ad oggi con un'altra delta agivo in questo modo per la planarità:
#define DEFAULT_DELTA_RADIUS (DELTA_SMOOTH_ROD_OFFSET-DELTA_EFFECTOR_OFFSET-DELTA_CARRIAGE_OFFSET+2)
cioè andavo ad aggiungere o togliere qualche valore nel firmware. Solo adesso ho realizzato quello che ho sempre letto dappertutto!! Io il valore di sottrazione fino ad ora l'ho inserito in BED PRINTER RADIUS
Ma la planarità è sicuramente collegata alla precisione della definizione delle geometrie e questo mi pare che non sia assoluto. Se guardo i disegni per l'assegnazione delle misure credo serva qualche chiarimento.
Anche io ho una struttura metallica nella stampante.
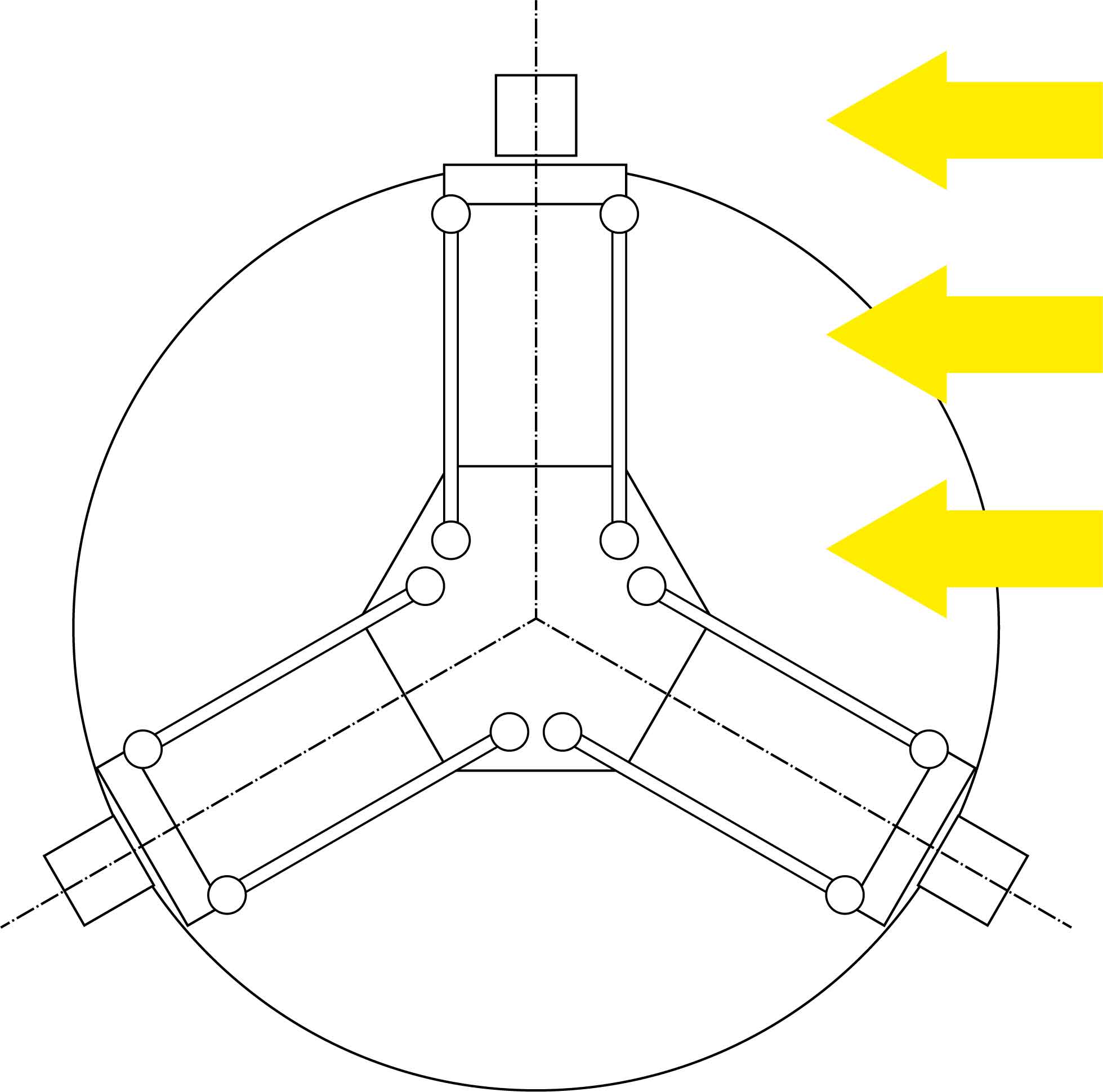
Le misure che vengono con chiarezza indicate per la generazione del firmware mi pare partano dall'asse della struttura metallica e in proiezione sui giunti. Dico "proiezione" - ma non è sicurissimo il termine che uso. Pare essere una proiezione [2] e [3], ma per esempio consideriamo la misura Delta effector offset [3]. Come va misurata? ... radiale (dal centro al giunto) o appunto la proiezione? e Delta smooth ROD offset [2] mi crea lo stesso problema. Se ho un carrello che si distanzia dal supporto metallico come la prendo la misura in proiezione o reale? Marlinkimbra nel disegno pare che prenda le misure a filo del supporto metallico, altri invece considerano l'asse.
Dato che la geometria mi procurerà accuratezza dimensionale o mi genererà problemi penso sia di fondamentale importanza.
Dato poi che sono in fase di progetto, qualcuno sa darmi le indicazioni teoriche migliori? In teoria quale sarebbe la posizione perfetta per le barre o per lo meno quella meno problematica? Devono essere parallele? Se io spostassi i giunti fino a farli coincidere con la posizione zero rispetto alla struttura metallica sarebbe meglio? Ha influenza l'avvicinarsi allo zero o non conta nulla? Ma poi lo zero è l'asse della struttura o il margine esterno?
Spero che il mago possa rispondere a queste mie richieste o mandarmi un link - se lo ha già fatto altre volte.
#define DEFAULT_DELTA_RADIUS (DELTA_SMOOTH_ROD_OFFSET-DELTA_EFFECTOR_OFFSET-DELTA_CARRIAGE_OFFSET+2)
cioè andavo ad aggiungere o togliere qualche valore nel firmware. Solo adesso ho realizzato quello che ho sempre letto dappertutto!! Io il valore di sottrazione fino ad ora l'ho inserito in BED PRINTER RADIUS
Ma la planarità è sicuramente collegata alla precisione della definizione delle geometrie e questo mi pare che non sia assoluto. Se guardo i disegni per l'assegnazione delle misure credo serva qualche chiarimento.
Anche io ho una struttura metallica nella stampante.
Le misure che vengono con chiarezza indicate per la generazione del firmware mi pare partano dall'asse della struttura metallica e in proiezione sui giunti. Dico "proiezione" - ma non è sicurissimo il termine che uso. Pare essere una proiezione [2] e [3], ma per esempio consideriamo la misura Delta effector offset [3]. Come va misurata? ... radiale (dal centro al giunto) o appunto la proiezione? e Delta smooth ROD offset [2] mi crea lo stesso problema. Se ho un carrello che si distanzia dal supporto metallico come la prendo la misura in proiezione o reale? Marlinkimbra nel disegno pare che prenda le misure a filo del supporto metallico, altri invece considerano l'asse.
Dato che la geometria mi procurerà accuratezza dimensionale o mi genererà problemi penso sia di fondamentale importanza.
Dato poi che sono in fase di progetto, qualcuno sa darmi le indicazioni teoriche migliori? In teoria quale sarebbe la posizione perfetta per le barre o per lo meno quella meno problematica? Devono essere parallele? Se io spostassi i giunti fino a farli coincidere con la posizione zero rispetto alla struttura metallica sarebbe meglio? Ha influenza l'avvicinarsi allo zero o non conta nulla? Ma poi lo zero è l'asse della struttura o il margine esterno?
Spero che il mago possa rispondere a queste mie richieste o mandarmi un link - se lo ha già fatto altre volte.
|
Re: delta November 16, 2017 03:17AM |
Registered: 10 years ago Posts: 6,409 |
Allora il fatto è che la delta per poterla gestire e conoscere bene bisogna avere delle basi di geometria che non tutti conoscono e anche capire delle cose..
Allora tutto funziona intorno al triangolo che ha per diagonale la rod da centro a centro dei giunti come base il delta radius che nulla centra con il prrint radius.
Il problema è misurare quella base del triangolo, non avendo riferimenti perché bisognerebbe misurare una proiezione, quindi si prendono altri riferimenti e per sottrazione si trova quella base.
Prendiamo come riferimento la torre e il centro della delta DELTA_SMOOTH_ROD_OFFSET, quindi avendo preso la torre misuriamo dalla torre al centro del giunto DELTA_CARRIAGE_OFFSET e infine dal centro del giunto al centro che poi è il nozzle DELTA_EFFECTOR_OFFSET.
Ma quando si progetta la delta queste misure sono date dal progetto, non vanno misurate adminchiam. Cioè la distanza dal giunto al centro nozzle si fa a livello di progetto ed è un dato noto. Se non si sa bisogna farselo dare da chi ha disegnato l'effector.
Stessa cosa per distanza torre centro. E' logico che poi piccole modifiche a livello di decimali per aggiustare eventuali movimenti concavi o convessi va bene, ma il dato base ci deve essere. Nella mai delta Kossel K2 ho un delta radius che con i calcoli è 110, ma con la calibrazione va a 110,17 capisco che 0.17 mm di errore ci può stare, ma non mm, questo vuol dire un'errata misurazione o anche un'errata progettazione.
Le barre o ROD devono essere distanti tra loro e parallele certo.
Edited 2 time(s). Last edit at 11/16/2017 03:44AM by MagoKimbra.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Allora tutto funziona intorno al triangolo che ha per diagonale la rod da centro a centro dei giunti come base il delta radius che nulla centra con il prrint radius.
Il problema è misurare quella base del triangolo, non avendo riferimenti perché bisognerebbe misurare una proiezione, quindi si prendono altri riferimenti e per sottrazione si trova quella base.
Prendiamo come riferimento la torre e il centro della delta DELTA_SMOOTH_ROD_OFFSET, quindi avendo preso la torre misuriamo dalla torre al centro del giunto DELTA_CARRIAGE_OFFSET e infine dal centro del giunto al centro che poi è il nozzle DELTA_EFFECTOR_OFFSET.
Ma quando si progetta la delta queste misure sono date dal progetto, non vanno misurate adminchiam. Cioè la distanza dal giunto al centro nozzle si fa a livello di progetto ed è un dato noto. Se non si sa bisogna farselo dare da chi ha disegnato l'effector.
Stessa cosa per distanza torre centro. E' logico che poi piccole modifiche a livello di decimali per aggiustare eventuali movimenti concavi o convessi va bene, ma il dato base ci deve essere. Nella mai delta Kossel K2 ho un delta radius che con i calcoli è 110, ma con la calibrazione va a 110,17 capisco che 0.17 mm di errore ci può stare, ma non mm, questo vuol dire un'errata misurazione o anche un'errata progettazione.
Le barre o ROD devono essere distanti tra loro e parallele certo.
Edited 2 time(s). Last edit at 11/16/2017 03:44AM by MagoKimbra.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
grazie per i chiarimenti di MagoKimtra. Io devo guardarli uno alla volta e vedere di applicarli.
Interessante l'allewgato di c11610o, però io per esempio ho le barre su cui scorre il carrello che coincide con il telaio ... ma penso che funzioni lo stesso... devo provare questa pratica soluzione. Non pensavo influissero oz e ob.
Interessante l'allewgato di c11610o, però io per esempio ho le barre su cui scorre il carrello che coincide con il telaio ... ma penso che funzioni lo stesso... devo provare questa pratica soluzione. Non pensavo influissero oz e ob.
|
delta determinazione dimensionale November 29, 2017 07:18AM |
Registered: 7 years ago Posts: 256 |
Mi sono stampato carrelli ed effector ad hoc. Ora i rod sono paralleli. Ho fatto per le ventole due alloggiamenti a scorrimento senza viti e lo stesso vale per l'alloggiamento dell'estrusore. Niente viti tranne che per le barre laterali. io sul progetto posso prendere qualunque misura, sia in proiezione che rispetto al centro.
Ed ecco ora questo: Delta smooth ROD offset [2] va dal bordo interno del profilo fino al centro o dall'asse del profilo fino al centro? (quindi aggiungendo 10 mm alla precedente essendo un profilo da 20mm)
Delta carriage offset [4] va dal centro dello snodo fino al centro del profilo (aggiungendo quindi 10 mm per la ragione di prima) o fino al suo bordo interno?
Anche Delta effector offset [3] si considera sulla proiezione o fino al centro?
C'è un altro aspetto che mi lascia perplesso. In tutte queste misure mi manca il riferimento della distanza tra un rod e l'altro: sono paralleli, ma lo possono essere con misure molto variabili a seconda del progetto e questo deve sicuramente influire sulle geometrie.
Secondo me è il centro della stampante l'elemento geometrico fondamentale. Se dovessi calcolare io farei calcoli in asse a tutto fino al centro come se i rod fossero proiettati sulla loro posizione mediana e fossero una barra unica.
Mi piacerebbe sapere questo. È evidente che commetto errori grossolani nelle misurazioni - per quanto siano molto precise, dovuti proprio alla non conoscenza di cosa misurare.
In Marlinkimbra ho trovato poi dei misteriosi aggiustamenti della torre.
Chiedo qui al Mago: allora misuro come ipotizzo sulla proiezione mediana? Sarebbe corretto questo ragionamento? Cioè se io suddividessi in 3 proiezioni la stampante in asse ad ogni torre potrei determinare le misure rispetto a questo asse in modo meno approssimativo di quanto possa fare su proiezioni laterali ai rod per cui mi si presenta il dubbio di avere come riferimento il centro o meno. Se io proietto in asse, queste due condizioni sarebbero sempre vere: sia la proiezione che il riferimento al centro. Spero di non essermi spiegato male.
Ed ecco ora questo: Delta smooth ROD offset [2] va dal bordo interno del profilo fino al centro o dall'asse del profilo fino al centro? (quindi aggiungendo 10 mm alla precedente essendo un profilo da 20mm)
Delta carriage offset [4] va dal centro dello snodo fino al centro del profilo (aggiungendo quindi 10 mm per la ragione di prima) o fino al suo bordo interno?
Anche Delta effector offset [3] si considera sulla proiezione o fino al centro?
C'è un altro aspetto che mi lascia perplesso. In tutte queste misure mi manca il riferimento della distanza tra un rod e l'altro: sono paralleli, ma lo possono essere con misure molto variabili a seconda del progetto e questo deve sicuramente influire sulle geometrie.
Secondo me è il centro della stampante l'elemento geometrico fondamentale. Se dovessi calcolare io farei calcoli in asse a tutto fino al centro come se i rod fossero proiettati sulla loro posizione mediana e fossero una barra unica.
Mi piacerebbe sapere questo. È evidente che commetto errori grossolani nelle misurazioni - per quanto siano molto precise, dovuti proprio alla non conoscenza di cosa misurare.
In Marlinkimbra ho trovato poi dei misteriosi aggiustamenti della torre.
Chiedo qui al Mago: allora misuro come ipotizzo sulla proiezione mediana? Sarebbe corretto questo ragionamento? Cioè se io suddividessi in 3 proiezioni la stampante in asse ad ogni torre potrei determinare le misure rispetto a questo asse in modo meno approssimativo di quanto possa fare su proiezioni laterali ai rod per cui mi si presenta il dubbio di avere come riferimento il centro o meno. Se io proietto in asse, queste due condizioni sarebbero sempre vere: sia la proiezione che il riferimento al centro. Spero di non essermi spiegato male.
|
Re: delta determinazione dimensionale November 29, 2017 07:22AM |
Registered: 10 years ago Posts: 6,409 |
Ma il riferimento è il centro...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: delta determinazione dimensionale November 29, 2017 07:49AM |
Registered: 7 years ago Posts: 256 |
|
Re: delta determinazione dimensionale November 29, 2017 08:01AM |
Registered: 10 years ago Posts: 6,409 |
Esatto e il delta radius è la misura che va da centro sfera a centro sfera delle rod in proiezione dall'alto...
E visto che non è facile misurare una proiezione cosa si fa? Si misura dalla torre al centro sfera lato carriage, poi dal centro sfera lato effector al centro e si sottrae alla distanza torre centro e cosi hai lunghezza centro sfera centro sfera...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
E visto che non è facile misurare una proiezione cosa si fa? Si misura dalla torre al centro sfera lato carriage, poi dal centro sfera lato effector al centro e si sottrae alla distanza torre centro e cosi hai lunghezza centro sfera centro sfera...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: delta determinazione dimensionale November 29, 2017 08:46AM |
Registered: 9 years ago Posts: 144 |
Provo a semplificare un po':
ai fini dei calcoli, nel firmware, quello che conta è il triangolo rettangolo "immaginario" che ha per diagonale il rod, siccome non è facile misurare dal rod (centro tra i due rod) al vertice "immaginario" si proietta al punto fisso più vicino, che è la torre (il centro della faccia rivolta verso il centro della stampante), poi si sottrae il valore dell'offset, quindi alla fine i valori [2] e [4] li puoi misurare come vuoi, (al centro o sul bordo delle facce laterali) è indifferente, purchè li prendi entrambi nello stesso modo.
il [3] è la distanza tra il centro dell'effector e il centro dei due rod sull'asse che unisce i rod all'effector.
detto questo dovrebbe essere chiaro che la distanza tra i rod non è influente, ma si cerca un equilibrio tra stabilità e ingombro.
Spero di essere stato chiaro e di non aver detto castronerie.
ai fini dei calcoli, nel firmware, quello che conta è il triangolo rettangolo "immaginario" che ha per diagonale il rod, siccome non è facile misurare dal rod (centro tra i due rod) al vertice "immaginario" si proietta al punto fisso più vicino, che è la torre (il centro della faccia rivolta verso il centro della stampante), poi si sottrae il valore dell'offset, quindi alla fine i valori [2] e [4] li puoi misurare come vuoi, (al centro o sul bordo delle facce laterali) è indifferente, purchè li prendi entrambi nello stesso modo.
il [3] è la distanza tra il centro dell'effector e il centro dei due rod sull'asse che unisce i rod all'effector.
detto questo dovrebbe essere chiaro che la distanza tra i rod non è influente, ma si cerca un equilibrio tra stabilità e ingombro.
Spero di essere stato chiaro e di non aver detto castronerie.
|
Re: delta determinazione dimensionale November 29, 2017 09:31AM |
Registered: 7 years ago Posts: 256 |
|
Re: delta determinazione dimensionale November 29, 2017 10:56AM |
Registered: 10 years ago Posts: 6,409 |
Hai il classico effetto dondolo... Tu devi fare in modo che al centro hai l'altezza giusta settando l'altezza, poi se ai lati tende a scendere quindi concavo, allora diminuisci il delta radius, se invece ai lati tende ad alzarsi aumenti il delta radius.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: delta determinazione dimensionale November 30, 2017 12:02AM |
Registered: 7 years ago Posts: 256 |
come Magokimbra mi ha detto sopra indicandomi anche la possibilità di modificarlo con un comando. Questo proprio non riesco a capirlo. Avevo una Geeetech e quel parametro lo cambiavo - come ho detto prima in questo modo:
#define DEFAULT_DELTA_RADIUS (DELTA_SMOOTH_ROD_OFFSET-DELTA_EFFECTOR_OFFSET-DELTA_CARRIAGE_OFFSET+2) o togliendo un valore
Ma se l'effetto pendolo dipende dalla geometria, dato che ho sempre una differenza di 2 mm circa io commetto ostinatamente lo stesso errore dimensionale, nonostante quella che ora mi pareva essere chiarezza. Io per determinare le misure ho misurato il modello 3d.
Magokimbra mi ha detto così:
Quel parametro è il delta radius, ma non c'è come parametro diretto viene calcolato dal firmware sulla base delle tre misure DELTA_SMOOTH_ROD_OFFSET, DELTA_EFFECTOR_OFFSET e DELTA_CARRIAGE_OFFSET.
Delta radius è uguale a DELTA_SMOOTH_ROD_OFFSET - DELTA_EFFECTOR_OFFSET - DELTA_CARRIAGE_OFFSET
Poi lo puoi modificare con i comandi Gcode dipende dal fw. Se hai MK4duo è M666.
questo che mi dice è chiaro ... ma non so come applicarlo. Io non ho MK4duo.
Se cerco nel forum non trovo
se è tanto importante perché nel firmware non c'è un posto dove io lo possa settare?
#define DEFAULT_DELTA_RADIUS (DELTA_SMOOTH_ROD_OFFSET-DELTA_EFFECTOR_OFFSET-DELTA_CARRIAGE_OFFSET+2) o togliendo un valore
Ma se l'effetto pendolo dipende dalla geometria, dato che ho sempre una differenza di 2 mm circa io commetto ostinatamente lo stesso errore dimensionale, nonostante quella che ora mi pareva essere chiarezza. Io per determinare le misure ho misurato il modello 3d.
Magokimbra mi ha detto così:
Quel parametro è il delta radius, ma non c'è come parametro diretto viene calcolato dal firmware sulla base delle tre misure DELTA_SMOOTH_ROD_OFFSET, DELTA_EFFECTOR_OFFSET e DELTA_CARRIAGE_OFFSET.
Delta radius è uguale a DELTA_SMOOTH_ROD_OFFSET - DELTA_EFFECTOR_OFFSET - DELTA_CARRIAGE_OFFSET
Poi lo puoi modificare con i comandi Gcode dipende dal fw. Se hai MK4duo è M666.
questo che mi dice è chiaro ... ma non so come applicarlo. Io non ho MK4duo.
Se cerco nel forum non trovo
se è tanto importante perché nel firmware non c'è un posto dove io lo possa settare?
|
Re: delta determinazione dimensionale November 30, 2017 02:12AM |
Registered: 10 years ago Posts: 6,409 |
Perché stai usando un Marlin vecchio e non MK4duo. Se installi MK4duo o Marlin nuovo hai la possibilità di cambiarli da gcode o da lcd, altrimenti devi cambiare quei valori riscaricare il fw e provare finche non trovi il valore giusto...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
|
Re: delta determinazione dimensionale November 30, 2017 03:55AM |
Registered: 7 years ago Posts: 256 |
nemmeno lo sapevo che avrei potuto utilizzare MK4duo!!! Ci ho provato e funziona. E ora... ho visto la calibrazione disponibile per zxy e centro. Se procedo in successione poi il centro è alzato di 2 mm... forse cambio l'altezza, aumentandola di 2 e calibro al contrario partendo dal centro? Si fa così?
Veramente comodo ... perché non me ne sono accorto prima? Ma il mago non ha fatto che parlarmi di questo, ma io pensavo fosse per schede più moderne o un altro tipo di estrusore.
Veramente comodo ... perché non me ne sono accorto prima? Ma il mago non ha fatto che parlarmi di questo, ma io pensavo fosse per schede più moderne o un altro tipo di estrusore.
ora che ho MK4duo, non trovo dove settare il parametro di cui mi ha parlato il mago per eliminare l'effetto pendolo. Io ho provato a fare come ho detto sopra aumentando però di 1 mm l'altezza della delta nel firmware e poi calibrando gli assi. In effetti ora ho 1 mm ancora in più al centro e gli assi sono a livello. Ma poi devo dare il comando dalva in eeprom o mi succede il guaio della volta scorsa che poi non mi salva più niente?
Ma per essere molto pratici. Io mi trovo con 2 mm al centro - nella situazione precedente. Ora ho MK4duo. Premo il pulsante del pannello e... che cosa faccio per ridurre quel valore a 0?
Mago mi parlava di M666. Ok, ma se io scrivo M666 nei comandi Gcode dello slicer, mi da un errore perché probabilmente quel comando va integrato con altre istruzioni... io pensavo che inviandolo mi si sarebbe aperto un menu sulla stampante o cose simili.
Ma per essere molto pratici. Io mi trovo con 2 mm al centro - nella situazione precedente. Ora ho MK4duo. Premo il pulsante del pannello e... che cosa faccio per ridurre quel valore a 0?
Mago mi parlava di M666. Ok, ma se io scrivo M666 nei comandi Gcode dello slicer, mi da un errore perché probabilmente quel comando va integrato con altre istruzioni... io pensavo che inviandolo mi si sarebbe aperto un menu sulla stampante o cose simili.
l´'ho letta. Ma io non trovo mica dove si possa livellare il centro rispetto ai tre lati. Ho trovato finalmente la sucessione M666 come qui sotto ho incollato dopo averla copiata dal link che mi hai mandato includendola tra due righe di separazione rispetto ai miei commenti:
Ricordo inoltre che tutti i valori delle geometrie possono essere variati con il comando M666 e i suoi sotto comandi. La lista completa la si può avere con M666 L.
Per esempio io dando il comando M666 L ottengo:
10:36:44.417 : Current Delta geometry values:
10:36:44.417 : X (Endstop Adj): -1.39
10:36:44.417 : Y (Endstop Adj): -2.96
10:36:44.417 : Z (Endstop Adj): -1.94
10:36:44.433 : P (Z-Probe Offset): X0.00 Y-10.00 Z-11.50
10:36:44.433 : A (Tower A Position Correction): 0.24
10:36:44.433 : B (Tower B Position Correction): -0.24
10:36:44.433 : C (Tower C Position Correction): 0.00
10:36:44.433 : I (Tower A Radius Correction): 0.00
10:36:44.448 : J (Tower B Radius Correction): 0.00
10:36:44.448 : K (Tower C Radius Correction): 0.00
10:36:44.448 : R (Delta Radius): 106.56
10:36:44.448 : D (Diagonal Rod Length): 220.00
10:36:44.448 : H (Z-Height): 202.73
Questi sono i valori ricavati anche dopo l'autocalibrazione. Se volessi cambiare per esempio l'altezza perché il nozzle si ferma un pochino più in su del piatto basta che do il comando M666 H202.83
Come vedete ho usato il subcomando H che nella lista equivale all'altezza aumentando di 0.1 l'attuale valore di 202.73 e quindi portarlo a 202.83. A questo punto se provo a fare il G28 e portare il nozzle a zero verifico subito se l'altezza è giusta. Se trovo che sia giusta basterà salvare i valori in EEPROM con il comando M500 per riaverli a ogni accenzione della stampante.
Ricordo inoltre che eventuali download di aggiornamenti di firmware non sovrascrivono i valori in EEPROM, quindi se faccio variazioni nei valori dopo essermi collegato alla stampante col il mio software di gestione dovrò dare il comando M502 (richiama i valori di default, che poi sono quelli del FW) e poi storarli in memoria con il comando M500.
In molti si scordano di questa operazione, ma è importante altrimenti si cambiano i valori e poi non si ha nessun riscontro positivo o negativo del cambiamento perché si stanno usando sempre quelli precedenti che si trovano in memoria.
non ho ancora capito che ci faccio con M666.
Supponiamo abbia 2 mm in più al centro rispetto ai 3 punti laterali ho un'altezza di 200 allora digito.... M666 H198 e poi M500. Ok... ma non è questo che devo fare vero? Io non devo abbassare il centro e di conseguenza anche i tre punti che prima erano livellati, ma devo ridurre la convessità. Possibile che non ci sia una successione di comandi?
Dal link poi la distanza presa per misurare DELTA EFFECTOR OFFSET non si direbbe essere la proiezione, ma la distanza reale tra il giunto e il centro dell'ugello... così almeno pare in descrizione perché dice: "Questo valore è la distanza tra il centro dell'effector e il centro dell'attacco delle ROD" - che non è certo una proiezione.
Ma insomma anche voi ad un certo momento per calibrare le vostre stampanti avrete preso delle misure precise no? Le proiezioni o le distanze reali dai giunti? Con le proiezioni mi andrebbe se non fosse per la convessità che non ho ancora capito come vado a modificare.
Ora ho MK4 duo... ma come applico questa indicazione che riporto qui sotto?
Quel parametro è il delta radius, ma non c'è come parametro diretto viene calcolato dal firmware sulla base delle tre misure DELTA_SMOOTH_ROD_OFFSET, DELTA_EFFECTOR_OFFSET e DELTA_CARRIAGE_OFFSET.
Delta radius è uguale a DELTA_SMOOTH_ROD_OFFSET - DELTA_EFFECTOR_OFFSET - DELTA_CARRIAGE_OFFSET
Poi lo puoi modificare con i comandi Gcode dipende dal fw. Se hai MK4duo è M666.
Ricordo inoltre che tutti i valori delle geometrie possono essere variati con il comando M666 e i suoi sotto comandi. La lista completa la si può avere con M666 L.
Per esempio io dando il comando M666 L ottengo:
10:36:44.417 : Current Delta geometry values:
10:36:44.417 : X (Endstop Adj): -1.39
10:36:44.417 : Y (Endstop Adj): -2.96
10:36:44.417 : Z (Endstop Adj): -1.94
10:36:44.433 : P (Z-Probe Offset): X0.00 Y-10.00 Z-11.50
10:36:44.433 : A (Tower A Position Correction): 0.24
10:36:44.433 : B (Tower B Position Correction): -0.24
10:36:44.433 : C (Tower C Position Correction): 0.00
10:36:44.433 : I (Tower A Radius Correction): 0.00
10:36:44.448 : J (Tower B Radius Correction): 0.00
10:36:44.448 : K (Tower C Radius Correction): 0.00
10:36:44.448 : R (Delta Radius): 106.56
10:36:44.448 : D (Diagonal Rod Length): 220.00
10:36:44.448 : H (Z-Height): 202.73
Questi sono i valori ricavati anche dopo l'autocalibrazione. Se volessi cambiare per esempio l'altezza perché il nozzle si ferma un pochino più in su del piatto basta che do il comando M666 H202.83
Come vedete ho usato il subcomando H che nella lista equivale all'altezza aumentando di 0.1 l'attuale valore di 202.73 e quindi portarlo a 202.83. A questo punto se provo a fare il G28 e portare il nozzle a zero verifico subito se l'altezza è giusta. Se trovo che sia giusta basterà salvare i valori in EEPROM con il comando M500 per riaverli a ogni accenzione della stampante.
Ricordo inoltre che eventuali download di aggiornamenti di firmware non sovrascrivono i valori in EEPROM, quindi se faccio variazioni nei valori dopo essermi collegato alla stampante col il mio software di gestione dovrò dare il comando M502 (richiama i valori di default, che poi sono quelli del FW) e poi storarli in memoria con il comando M500.
In molti si scordano di questa operazione, ma è importante altrimenti si cambiano i valori e poi non si ha nessun riscontro positivo o negativo del cambiamento perché si stanno usando sempre quelli precedenti che si trovano in memoria.
non ho ancora capito che ci faccio con M666.
Supponiamo abbia 2 mm in più al centro rispetto ai 3 punti laterali ho un'altezza di 200 allora digito.... M666 H198 e poi M500. Ok... ma non è questo che devo fare vero? Io non devo abbassare il centro e di conseguenza anche i tre punti che prima erano livellati, ma devo ridurre la convessità. Possibile che non ci sia una successione di comandi?
Dal link poi la distanza presa per misurare DELTA EFFECTOR OFFSET non si direbbe essere la proiezione, ma la distanza reale tra il giunto e il centro dell'ugello... così almeno pare in descrizione perché dice: "Questo valore è la distanza tra il centro dell'effector e il centro dell'attacco delle ROD" - che non è certo una proiezione.
Ma insomma anche voi ad un certo momento per calibrare le vostre stampanti avrete preso delle misure precise no? Le proiezioni o le distanze reali dai giunti? Con le proiezioni mi andrebbe se non fosse per la convessità che non ho ancora capito come vado a modificare.
Ora ho MK4 duo... ma come applico questa indicazione che riporto qui sotto?
Quel parametro è il delta radius, ma non c'è come parametro diretto viene calcolato dal firmware sulla base delle tre misure DELTA_SMOOTH_ROD_OFFSET, DELTA_EFFECTOR_OFFSET e DELTA_CARRIAGE_OFFSET.
Delta radius è uguale a DELTA_SMOOTH_ROD_OFFSET - DELTA_EFFECTOR_OFFSET - DELTA_CARRIAGE_OFFSET
Poi lo puoi modificare con i comandi Gcode dipende dal fw. Se hai MK4duo è M666.
|
Re: delta December 05, 2017 10:38AM |
Registered: 10 years ago Posts: 6,409 |
Allora non è che se regoli i lati il centro lo segue l'altezza giusta la devi regolare al centro con M666 H. Poi se ai lati tende a salire devi aumentare il delta radius che è il parametro che regola l'effetto dondolo. quindi lo regoli con M666 R
Poi rifai tutto d'accapo regoli gli endstop regoli il centro, regoli il delta radius fino a che non trovi i giusti valori.. Ma l'altezza è solo al centro...
Poi te lo dice con M666 L
10:36:44.448 : R (Delta Radius): 106.56
E' il delta radius che è la proiezione da centro a centro della rod... Che non può essere misurata in nessun modo a meno che tu non abbia un qualcosa per farlo... Allora per farlo si prendono dei punti di riferimento per esempio la torre si misura dalla torre al centro rod, poi dalla torre al centro del piatto, poi dal centro rod al centro del piatto si fa l'operazione e si ottiene la lunghezza da centro rod a centro rod... è chiaro si o no???
Edited 3 time(s). Last edit at 12/05/2017 10:42AM by MagoKimbra.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
Poi rifai tutto d'accapo regoli gli endstop regoli il centro, regoli il delta radius fino a che non trovi i giusti valori.. Ma l'altezza è solo al centro...
Poi te lo dice con M666 L
10:36:44.448 : R (Delta Radius): 106.56
E' il delta radius che è la proiezione da centro a centro della rod... Che non può essere misurata in nessun modo a meno che tu non abbia un qualcosa per farlo... Allora per farlo si prendono dei punti di riferimento per esempio la torre si misura dalla torre al centro rod, poi dalla torre al centro del piatto, poi dal centro rod al centro del piatto si fa l'operazione e si ottiene la lunghezza da centro rod a centro rod... è chiaro si o no???
Edited 3 time(s). Last edit at 12/05/2017 10:42AM by MagoKimbra.
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
ho digitato M666 L
e ho ottenuto questo:
10:14:40.889 : Config:R (Delta Radius): 95.2000
10:14:40.894 : Config (Diagonal Rod Length): 213.0000
(Diagonal Rod Length): 213.0000
10:14:40.897 : Config (Delta Segments per second): 200.0
10:14:40.899 : Config:H (Z-Height): 0.000
al centro ho circa 2 mm in più
poi ho digitato:
M666 R 95.1
poi enter
ed è successo un macello. Adesso è completamente fuori
ma qualcuno mi può scrivere come inserire i parametri, ma senza presumere che io conosca tutto.... io sto collegando la stampante e comunico impartendo i comandi da Repetier.
mi servirà un comando che mi permetta di leggere i valori e mi pare che sia M666 L
poi uno per immettere le varianti a diagonal rod e supponevo fosse M666 R.... ma poi non so come esattamente
quindi mi serve un comando per salvare e penso sia M500 io però non l'ho dato ancora - infatti spenta e riaccesa si è dimenticata i miei comandi strampalati
e ho ottenuto questo:
10:14:40.889 : Config:R (Delta Radius): 95.2000
10:14:40.894 : Config
(Diagonal Rod Length): 213.000010:14:40.897 : Config
(Delta Segments per second): 200.010:14:40.899 : Config:H (Z-Height): 0.000
al centro ho circa 2 mm in più
poi ho digitato:
M666 R 95.1
poi enter
ed è successo un macello. Adesso è completamente fuori
ma qualcuno mi può scrivere come inserire i parametri, ma senza presumere che io conosca tutto.... io sto collegando la stampante e comunico impartendo i comandi da Repetier.
mi servirà un comando che mi permetta di leggere i valori e mi pare che sia M666 L
poi uno per immettere le varianti a diagonal rod e supponevo fosse M666 R.... ma poi non so come esattamente
quindi mi serve un comando per salvare e penso sia M500 io però non l'ho dato ancora - infatti spenta e riaccesa si è dimenticata i miei comandi strampalati
|
Re: delta December 06, 2017 08:44AM |
Registered: 10 years ago Posts: 6,409 |
No ha sbagliato, è una delta e non può essere che ha un'altezza di zero...
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
ma no se accendo ora mi scrive questo:
14:48:11.741 : FIRMWARE_NAME:MK4duo 4.3.1 FIRMWARE_URL:marlinkimbra.it PROTOCOL_VERSION:2.0 MACHINE_TYPEelta EXTRUDER_COUNT:1 UUID:00000000-0000-0000-0000-000000000000
14:48:11.780 : X:0.00 Y:0.00 Z:0.00 E:0.00 Count Alpha:20325 Beta:20325 Teta:20325
14:48:11.795 : EchoEBUG:INFO,ERRORS
14:48:11.797 : Echo:Active Driver: 0
14:48:11.800 : Echo:Active Extruder: 0
14:48:11.800 : Begin file list
14:48:11.803 : End file list
14:48:11.817 : Config:Current Delta geometry values:
14:48:11.817 : Config (Endstop Adj): 0.000
14:48:11.819 : Config:Y (Endstop Adj): 0.000
14:48:11.822 : Config:Z (Endstop Adj): 0.000
14:48:11.827 : Config:A (Tower A Radius Correction): 0.000
14:48:11.830 : Config:B (Tower B Radius Correction): 0.000
14:48:11.833 : Config:C (Tower C Radius Correction): 0.000
14:48:11.839 : Config:I (Tower A Position Correction): 0.000
14:48:11.841 : Config:J (Tower B Position Correction): 0.000
14:48:11.847 : Config:K (Tower C Position Correction): 0.000
14:48:11.849 : Config:U (Tower A Diagonal Rod Correction): 0.000
14:48:11.855 : Config:V (Tower B Diagonal Rod Correction): 0.000
14:48:11.858 : Config:W (Tower C Diagonal Rod Correction): 0.000
14:48:11.860 : Config:R (Delta Radius): 95.2000
14:48:11.866 : Config (Diagonal Rod Length): 213.0000
14:48:11.868 : Config (Delta Segments per second): 200.0
14:48:11.871 : Config:H (Z-Height): 241.000
14:48:11.874 : EchoEBUG:INFO,ERRORS
14:48:11.877 : Echo:Active Driver: 0
14:48:11.879 : Echo:Active Extruder: 0
14:48:11.741 : FIRMWARE_NAME:MK4duo 4.3.1 FIRMWARE_URL:marlinkimbra.it PROTOCOL_VERSION:2.0 MACHINE_TYPE
elta EXTRUDER_COUNT:1 UUID:00000000-0000-0000-0000-00000000000014:48:11.780 : X:0.00 Y:0.00 Z:0.00 E:0.00 Count Alpha:20325 Beta:20325 Teta:20325
14:48:11.795 : Echo
EBUG:INFO,ERRORS14:48:11.797 : Echo:Active Driver: 0
14:48:11.800 : Echo:Active Extruder: 0
14:48:11.800 : Begin file list
14:48:11.803 : End file list
14:48:11.817 : Config:Current Delta geometry values:
14:48:11.817 : Config
(Endstop Adj): 0.00014:48:11.819 : Config:Y (Endstop Adj): 0.000
14:48:11.822 : Config:Z (Endstop Adj): 0.000
14:48:11.827 : Config:A (Tower A Radius Correction): 0.000
14:48:11.830 : Config:B (Tower B Radius Correction): 0.000
14:48:11.833 : Config:C (Tower C Radius Correction): 0.000
14:48:11.839 : Config:I (Tower A Position Correction): 0.000
14:48:11.841 : Config:J (Tower B Position Correction): 0.000
14:48:11.847 : Config:K (Tower C Position Correction): 0.000
14:48:11.849 : Config:U (Tower A Diagonal Rod Correction): 0.000
14:48:11.855 : Config:V (Tower B Diagonal Rod Correction): 0.000
14:48:11.858 : Config:W (Tower C Diagonal Rod Correction): 0.000
14:48:11.860 : Config:R (Delta Radius): 95.2000
14:48:11.866 : Config
(Diagonal Rod Length): 213.000014:48:11.868 : Config
(Delta Segments per second): 200.014:48:11.871 : Config:H (Z-Height): 241.000
14:48:11.874 : Echo
EBUG:INFO,ERRORS14:48:11.877 : Echo:Active Driver: 0
14:48:11.879 : Echo:Active Extruder: 0
però mi potete dire come faccio a inserire i valori che mi dice il Mago?
Poi farò anche le foto, ma lasciatemi prima configurare tutto. È una semplice delta con telaio di metallo autocostruita.
Per favore ditemi come inserire i comandi correttamente per modificare il delta radius e livellare il dislivello tra le torri e il centro.
Poi farò anche le foto, ma lasciatemi prima configurare tutto. È una semplice delta con telaio di metallo autocostruita.
Per favore ditemi come inserire i comandi correttamente per modificare il delta radius e livellare il dislivello tra le torri e il centro.
|
Re: delta December 06, 2017 09:15AM |
Registered: 10 years ago Posts: 6,409 |
Ricominciamo...
M666 L e hai la lista di tutte le cose che puoi cambiare nella geometria della delta.
Quando fai la lista ti escono anche i sub comandi...
Config:R (Delta Radius): 95.2000
Config:H (Z-Height): 241.000
Quindi se vuoi cambiare l'altezza fai M666 H241.5 per esempio oppure M666 R95.3 e cambi il delta radius. Cosa non ti è chiaro???
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
M666 L e hai la lista di tutte le cose che puoi cambiare nella geometria della delta.
Quando fai la lista ti escono anche i sub comandi...
Config:R (Delta Radius): 95.2000
Config:H (Z-Height): 241.000
Quindi se vuoi cambiare l'altezza fai M666 H241.5 per esempio oppure M666 R95.3 e cambi il delta radius. Cosa non ti è chiaro???
COMPRA ITALIANO - sostieni le nostre aziende - sostieni la nostra gente - sostieni il tuo popolo - sosterrai te stesso.
Alberto C. felice possessore di una Kossel K2
My Blog - My Thingiverse
ora mi pare chiaro. Ma alla fine non devo digitare anche M500 ogni volta che cambio il parametro?
e poi per essere concreti. io ho 2mm al centro in più dovrei quindi ridurre il delta raduis... vero?
Cioè io ho prima impostato l'altezza, poi ho livellato i 3 punti con le viti e gli endstop e quindi al centro ho 2 mm circa in più - riduco il delta radius e ripeto tutto?
Edited 1 time(s). Last edit at 12/06/2017 09:20AM by mga.
e poi per essere concreti. io ho 2mm al centro in più dovrei quindi ridurre il delta raduis... vero?
Cioè io ho prima impostato l'altezza, poi ho livellato i 3 punti con le viti e gli endstop e quindi al centro ho 2 mm circa in più - riduco il delta radius e ripeto tutto?
Edited 1 time(s). Last edit at 12/06/2017 09:20AM by mga.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.