Home
>
RepRap User Groups
>
Europe
>
Italy RepRap User Group - Gruppo RepRap Italia
>
Problemi e qualità di stampa
>
Topic
qualità bottom e top layers
Posted by takeoff_82
|
qualità bottom e top layers April 30, 2017 09:41AM |
Registered: 7 years ago Posts: 34 |
ciao a tutti,
sapete dirmi da cosa può dipendere il fatto che la mia geeetech prusa x ha problemi di qualità sulla stampa dei top e bottom layers?
ho notato che nell'estrudere i perimetri e gli infill eroga una buona quantità di materiale ed in maniera omogenea, mentre per i top layer sembra andare in sotto estrusione e mi crea superfici non lisce e grumose.
quale parametro secondo voi va modificato in slic3r?
Grazie
sapete dirmi da cosa può dipendere il fatto che la mia geeetech prusa x ha problemi di qualità sulla stampa dei top e bottom layers?
ho notato che nell'estrudere i perimetri e gli infill eroga una buona quantità di materiale ed in maniera omogenea, mentre per i top layer sembra andare in sotto estrusione e mi crea superfici non lisce e grumose.
quale parametro secondo voi va modificato in slic3r?
Grazie
|
Re: qualità bottom e top layers April 30, 2017 10:00AM |
Registered: 9 years ago Posts: 762 |
Quote
takeoff_82
ciao a tutti,
sapete dirmi da cosa può dipendere il fatto che la mia geeetech prusa x ha problemi di qualità sulla stampa dei top e bottom layers?
ho notato che nell'estrudere i perimetri e gli infill eroga una buona quantità di materiale ed in maniera omogenea, mentre per i top layer sembra andare in sotto estrusione e mi crea superfici non lisce e grumose.
quale parametro secondo voi va modificato in slic3r?
Grazie
Sei sicuro d'aver ben calibrato l'extrusion multiplier?
Per fare i layer "pieni" è fondamentale che dall'estrusore esca esattamente la quantità di plastica stimata dallo slicer, oppure non vengono bene...
... dai un'occhiata alla guida di calibrazione di Slic3r: Calibration of Slic3r
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: qualità bottom e top layers April 30, 2017 10:26AM |
Registered: 10 years ago Posts: 2,239 |

|
Re: qualità bottom e top layers April 30, 2017 10:58AM |
Registered: 7 years ago Posts: 34 |
|
Re: qualità bottom e top layers April 30, 2017 11:32AM |
Registered: 9 years ago Posts: 762 |
Quote
takeoff_82
ora sto stampando e non posso fare foto purtroppo.
l'extrusion multiplier è settato ad 1 come di impostazioni di base. non saprei se alzarlo o abbassarlo però, diciamo che in alcune aree appare scarno e in altre no (il top layer) ma poi nell'infill che segue è tutto omogeneo
Alzarlo o abbassarlo dipende da come misuri il pezzo di calibrazione, guarda il link e capisci facile
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: qualità bottom e top layers April 30, 2017 06:41PM |
Registered: 7 years ago Posts: 34 |
{kind=link}
{kind=link}
|
Re: qualità bottom e top layers April 30, 2017 07:26PM |
Registered: 10 years ago Posts: 2,239 |
|
Re: qualità bottom e top layers April 30, 2017 07:58PM |
Registered: 7 years ago Posts: 34 |
|
Re: qualità bottom e top layers May 01, 2017 03:42AM |
Registered: 10 years ago Posts: 2,239 |
E come temperatura come stai lavorando? Perchè potrebbe essere che scaldi troppo poco, e quindi hai troppo poco materiale fuso da far uscire.. 60 mm/s non sono proprio pochi, se è pla devi lavorare almeno a 200-205° circa
Andrea Lillia
Lillia.net
Pagina Facebook
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: qualità bottom e top layers May 01, 2017 04:02AM |
Registered: 7 years ago Posts: 754 |
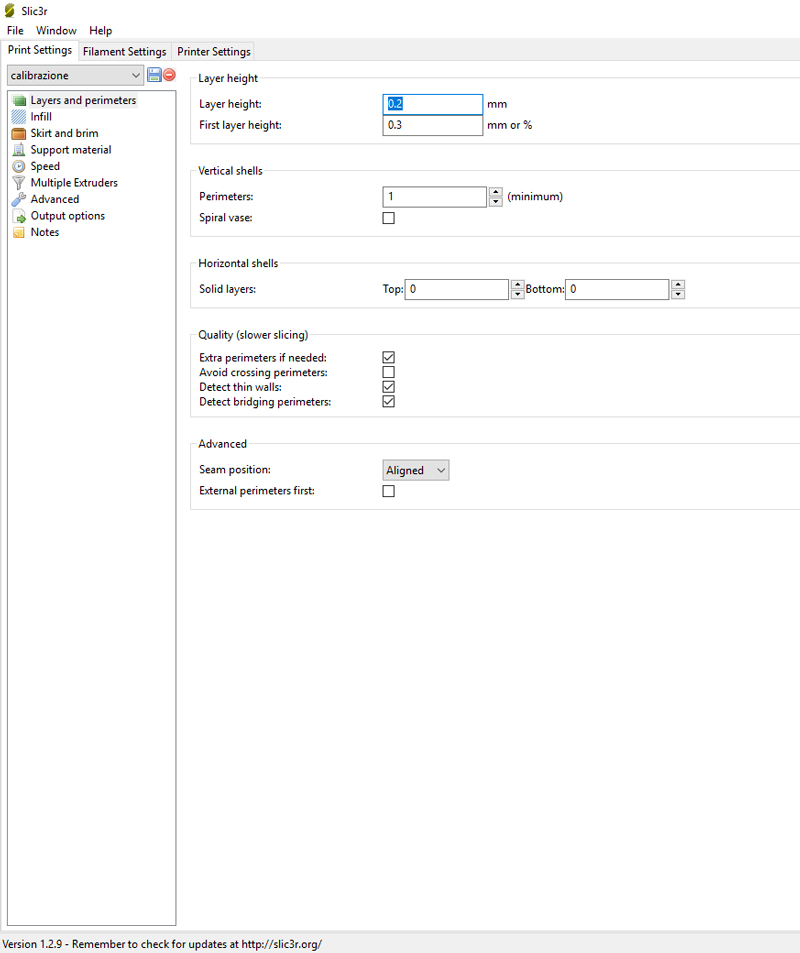
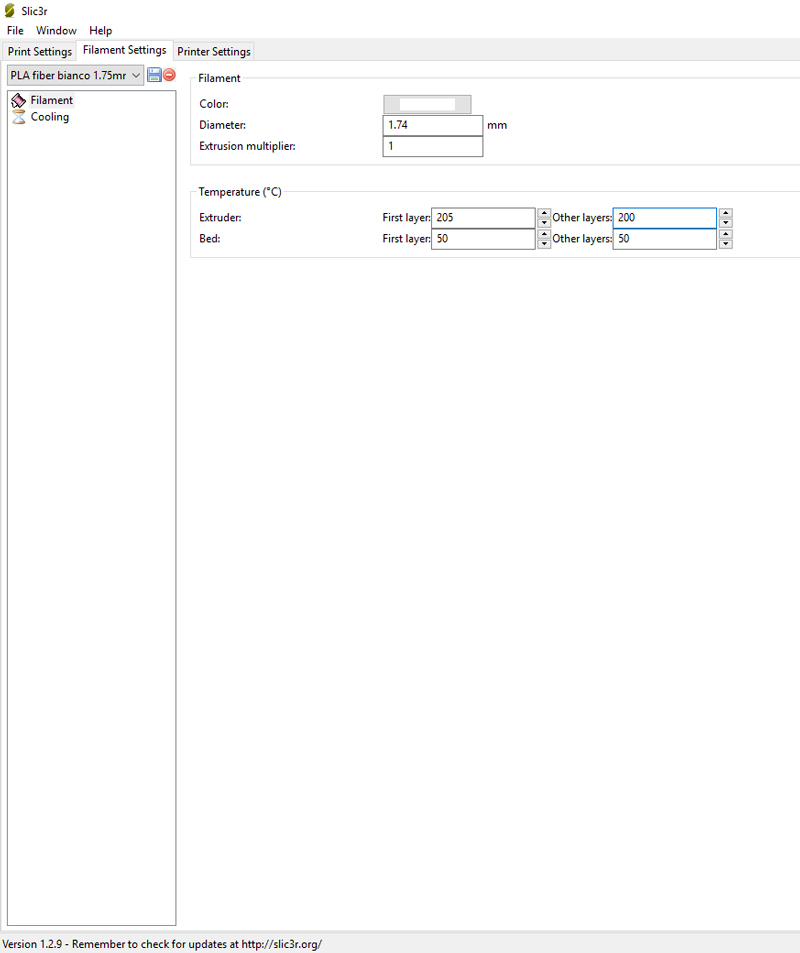
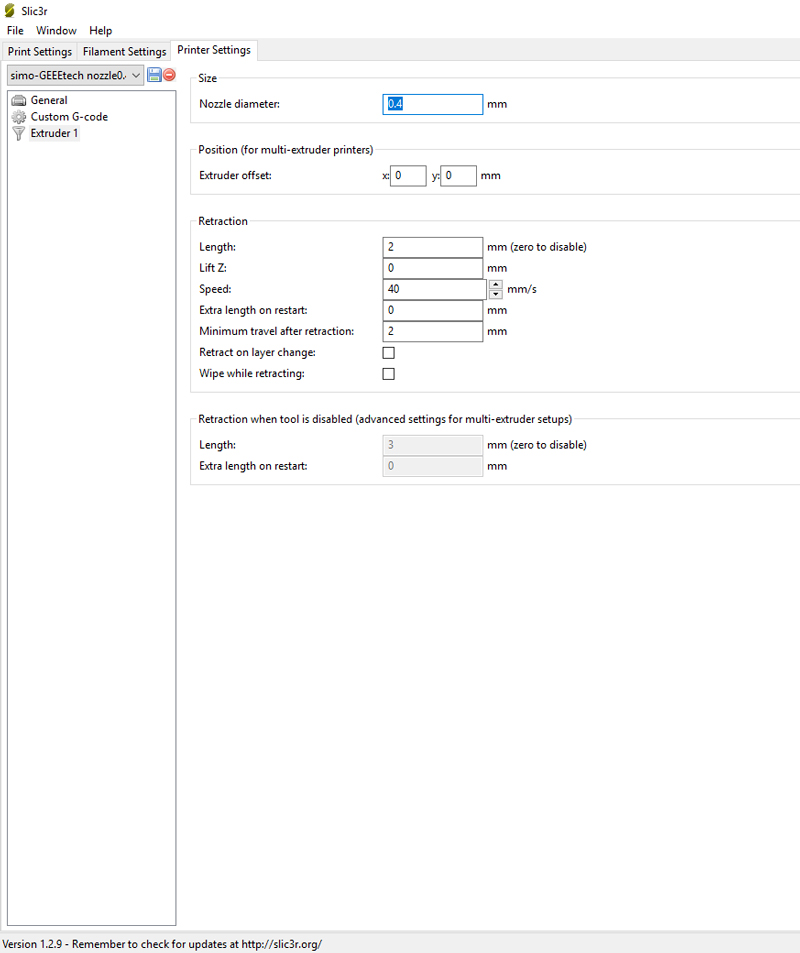
io ti chiedo invece quanti top e bottom layer utilizzi? che nozzle monti e che impostazione di larghezza estrusione hai? puoi mettere uno screen delle impostazioni dello slicer? che filo usi (marca)?
ora una curiosità, il pezzo è molto piccolo oppure hai decisamente abusato coi perimetri? quanti ne hai usati?
ora una curiosità, il pezzo è molto piccolo oppure hai decisamente abusato coi perimetri? quanti ne hai usati?
|
Re: qualità bottom e top layers May 01, 2017 04:48AM |
Registered: 7 years ago Posts: 34 |
Allora il filo è pla filoprint fiberforce misurato a 1,74 mm
Temperature 220 1 layer e 215 il resto
Nozzle 0.4 ext miltiplier a 1
4top lay e 4 bottom
Ora nn ho il pc per fare screen delle impostazioni ma quelle scritte sopra sono sicuro quelle che ho usato
Sto avendo problemi con la regolazione del bed. Al centro del piatto mi risulta piu alto rispetto agli angoli
Penso influisca anche questo ma nn mi spiego perche i top layer risentano cosi tanto rispetto ai perimetri o all'infill
Temperature 220 1 layer e 215 il resto
Nozzle 0.4 ext miltiplier a 1
4top lay e 4 bottom
Ora nn ho il pc per fare screen delle impostazioni ma quelle scritte sopra sono sicuro quelle che ho usato
Sto avendo problemi con la regolazione del bed. Al centro del piatto mi risulta piu alto rispetto agli angoli
Penso influisca anche questo ma nn mi spiego perche i top layer risentano cosi tanto rispetto ai perimetri o all'infill
|
Re: qualità bottom e top layers May 01, 2017 05:32AM |
Registered: 7 years ago Posts: 754 |
Anzitutto mi inchino alla scelta del plaQuote
takeoff_82
Allora il filo è pla filoprint fiberforce misurato a 1,74 mm
Temperature 220 1 layer e 215 il resto
Nozzle 0.4 ext miltiplier a 1
4top lay e 4 bottom
Ora nn ho il pc per fare screen delle impostazioni ma quelle scritte sopra sono sicuro quelle che ho usato
Sto avendo problemi con la regolazione del bed. Al centro del piatto mi risulta piu alto rispetto agli angoli
Penso influisca anche questo ma nn mi spiego perche i top layer risentano cosi tanto rispetto ai perimetri o all'infill
 ottimo ma....
ottimo ma....Lo scaldi tropo, il FF si stampa fra i 200 e 205 perche a 240 degrada avendo un temperatura di fusione intorno ai 140°, ho notato che se lo scaldo troppo tende proprio ad estrudere materiale con flusso frastagliato (a volte mi dimentico di aver stampato il pet-cf e lancio lo slicing a 250°); la velocità non e' un problema per il filo (stampante permettendo) fino a 80-90 regge; attenzione perchè se non spingi bene sul gear slitta parecchio.
Quindi, prova a dare un po' piu' di carico alla molla se puoi ma controlla che non si mangi il filo altrimenti in ritrazione hai problemi; stampalo a 200-205 (do per scontato che la rilevazione della temperatura sia corretta ed accurata, altrimenti devi fare la torre e trovare il punto giusto.
Stampa un cubo 20x20x20 con 1 solo perimetro e 0% infill, misura le pareti sopra, sotto e al centro (per misurare il centro correttamente dovresti tagliare dal basso verso l'alto tutte e 4 le pareti. Punto uno capisci se estrudi 0.4 o meno o di piu' e regoli il flow; punto due capisci se al centro (magari per la posizione dello spool) il filo viene caricato meglio che alla base (dubito visto il pezzo ma non si sa mai) ed in fine capisci se magari è un problema di quel file gcode specifico. A volte capita (anche ocn simplify) che la correzione automatica della mesh sbagli e quindi il risultato nel gcode e sbagliato. Gia successo in passato, alcuni modelli li ho dovuti riparare e poi reimportare specialmente quelli esposrtati dai programmi online come onshape e thinkercad. Thinkercad a volte esporta proprio male, devi copiare il pezzo, creare un nuovo progetto ed incollarlo per poi esportarlo correttamente.
Non credo che il problema risieda nel filo. prova a stampare solo il primo layer e fare una foto, così si vede anche l'adesione al piano
|
Re: qualità bottom e top layers May 01, 2017 05:37AM |
Registered: 7 years ago Posts: 34 |
|
Re: qualità bottom e top layers May 01, 2017 02:54PM |
Registered: 7 years ago Posts: 34 |
|
Re: qualità bottom e top layers May 01, 2017 03:29PM |
Registered: 10 years ago Posts: 2,239 |
Come larghezza del perimetro.
L'altezza del layer NON deve superare mai e poi mai il 70-80% del diametro dell'ugello. Ad esempio, se hai uno 0.4mm di ugello, NON puoi andare oltre a 0.32mm di altezza layer.
Andrea Lillia
Lillia.net
Pagina Facebook
L'altezza del layer NON deve superare mai e poi mai il 70-80% del diametro dell'ugello. Ad esempio, se hai uno 0.4mm di ugello, NON puoi andare oltre a 0.32mm di altezza layer.
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: qualità bottom e top layers May 01, 2017 04:02PM |
Registered: 7 years ago Posts: 34 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: qualità bottom e top layers May 01, 2017 04:09PM |
Registered: 7 years ago Posts: 34 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: qualità bottom e top layers May 01, 2017 06:10PM |
Registered: 7 years ago Posts: 754 |
Estrudi troppo poco... o il filo scivola sul gear... cmq sia esce poco materiale inoltre mi pare che la Z non sia tarata bene....
misura la distanza dall'asse X al piatto o cmq un punto fisso, poi alza Z di 10mm e misura di nuovo vedi cosa ti da.. ovviamente se usi il piatto misura sempre nello stesso punto che se non è dritto sbagli misurazione
inoltre verifica che entrambe le Z siano alla stessa altezza (usa le barre della Y come riferimento)
misura la distanza dall'asse X al piatto o cmq un punto fisso, poi alza Z di 10mm e misura di nuovo vedi cosa ti da.. ovviamente se usi il piatto misura sempre nello stesso punto che se non è dritto sbagli misurazione
inoltre verifica che entrambe le Z siano alla stessa altezza (usa le barre della Y come riferimento)
|
Re: qualità bottom e top layers May 01, 2017 06:35PM |
Registered: 7 years ago Posts: 34 |
domani smonterò l'estrusore per verificare che non sia sporco... non ho regolazioni per aumentare la presa sul filo, qualche consiglio?
ho l'mk8 quello che da la geeetech sulla prusa i3 pro x.
sto aspettando l'hotend di immaginaecrea ma contavo di utilizzare lo stesso sistema per spingere il filo, quindi se il gear lascia scivolare il filamento ho un problema serio.
ho l'mk8 quello che da la geeetech sulla prusa i3 pro x.
sto aspettando l'hotend di immaginaecrea ma contavo di utilizzare lo stesso sistema per spingere il filo, quindi se il gear lascia scivolare il filamento ho un problema serio.
|
Re: qualità bottom e top layers May 02, 2017 02:25AM |
Registered: 10 years ago Posts: 2,239 |
Non è che tu abbia molte opzioni, cambiare anche estrusore mi pare l'unica via..
Per la tua domanda di ieri, misuri lo spessore delle pareti su x e y, per verificare che sia effettivamente 0.4mm (larghezza di estrusione), è una delle misurazioni che si fanno per verificare che sia tutto funzionante nel processo di estrusione..
Andrea Lillia
Lillia.net
Pagina Facebook
Per la tua domanda di ieri, misuri lo spessore delle pareti su x e y, per verificare che sia effettivamente 0.4mm (larghezza di estrusione), è una delle misurazioni che si fanno per verificare che sia tutto funzionante nel processo di estrusione..
Andrea Lillia
Lillia.net
Pagina Facebook
|
Re: qualità bottom e top layers May 02, 2017 02:26AM |
Registered: 9 years ago Posts: 144 |
|
Re: qualità bottom e top layers May 02, 2017 03:58AM |
Registered: 7 years ago Posts: 34 |
Quote
alil2096
Non è che tu abbia molte opzioni, cambiare anche estrusore mi pare l'unica via..
Per la tua domanda di ieri, misuri lo spessore delle pareti su x e y, per verificare che sia effettivamente 0.4mm (larghezza di estrusione), è una delle misurazioni che si fanno per verificare che sia tutto funzionante nel processo di estrusione..
...si ma prima devo ottenere un'estrusione degna di questo nome altrimenti non ha senso misurare le pareti, non ci sono le pareti :-D
c11610o si carico le impostazioni giuste. ci faccio le nottate e a volte sono poco lucido, ma non credo fino a questo punto :-)
ma se cerco un progetto su thingiverse con un sistema di trascinamento piu performante che si adatti al mio estrusore? si trova? che dite?
|
Re: qualità bottom e top layers May 02, 2017 05:24AM |
Registered: 9 years ago Posts: 762 |
Quote
takeoff_82
domani smonterò l'estrusore per verificare che non sia sporco... non ho regolazioni per aumentare la presa sul filo, qualche consiglio?
ho l'mk8 quello che da la geeetech sulla prusa i3 pro x.
sto aspettando l'hotend di immaginaecrea ma contavo di utilizzare lo stesso sistema per spingere il filo, quindi se il gear lascia scivolare il filamento ho un problema serio.
Purtroppo il nuovo feeder GEETech, quello nero per intenderci, non ha più la regolazione del pre-carico, cosa che aveva il precedente feeder metallico...
... io ho risolto disegnando questa cosetta (Precarico-4mm.stl) da mettere sotto la molla così da aumentare il precarico.
Edited 1 time(s). Last edit at 05/02/2017 05:26AM by Luca_Benedetto.
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: qualità bottom e top layers May 02, 2017 05:31AM |
Registered: 7 years ago Posts: 34 |
Quote
Luca_Benedetto
Purtroppo il nuovo feeder GEETech, quello nero per intenderci, non ha più la regolazione del pre-carico, cosa che aveva il precedente feeder metallico...
... io ho risolto disegnando questa cosetta ([attachment 93652 Precarico-4mm.stl]) da mettere sotto la molla così da aumentare il precarico.
Grazie Luca, proverò a stamparlo, anche se non verrà bene l'importante è che faccia spessore.
ho visto su amazon dei kit full metal con vite di regolazione, forse mi conviene prenderlo?
questo
che fatica ste stampanti... convivo con la frustrazione ormai da un mese... mah teniamo duro
|
Re: qualità bottom e top layers May 02, 2017 05:45AM |
Registered: 9 years ago Posts: 762 |
Quote
takeoff_82
Grazie Luca, proverò a stamparlo, anche se non verrà bene l'importante è che faccia spessore.
ho visto su amazon dei kit full metal con vite di regolazione, forse mi conviene prenderlo?
questo
che fatica ste stampanti... convivo con la frustrazione ormai da un mese... mah teniamo duro
Di fatto è lo stesso estrusore "metallico" della precedente versione dell'MK8 GEEETech, feeder che si può ancora acquistare anche da loro qui, sia questo metallico che quello nero che hai te hanno pregi e difetti, ed una volta capiti li riesci a far andare bene entrambi...
... di fatto questo nero l'unico vero difetto che ha è la mancanza di regolazione del precarico, almeno dal mio punto di vista!
Qualcosetta più che un neofina oramai, anche se non si finisce mai d'imparare!
DUE Stampati GEEETech i3B, GT2560+, Marlin GEEETech originale con un paio di modifichine personali (Pin dedicato per la Z Probe e stampa dell'ETE da SD), Barre Trapezie, Estrusore da 0.3 con filo da 1.75, una con estrusore metallico ed una con estrusore ridisegnato e stampato da me, Software AutoCAD/Slic3r/Repetier
My Thingiverse
My Linkedin
|
Re: qualità bottom e top layers May 03, 2017 04:46AM |
Registered: 7 years ago Posts: 34 |
Aggiornamento:
ieri ho smontato l'estrusore e ho trovato il "cuscinetto" perdonatemi il temine ma non so come si chiama, un po sporco e appiccicoso.
Perche appiccicoso direte voi? imbecille io che avevo qualche settimana fa tentato di rivestire l'interno incavo della ruota con del nastro isolante per aumentare il grip (pessima idea).
Dopo aver rimosso il nastro non ho pensato ai residui di colla che potevano rimanere sull metallo. Comunquel l'ho pulito con dell'acetone e ho rimontato tutto lasciando la vite della leva molto lenta (prima era stretta e non permetteva il movimento della leva rimuovendo la molla).
il filamento in prossimità del gear non era mangiato solo un po ruvido ma penso sia normale
Fatto sta che dopo l'operazione di pulizia ho ristampato il cubo da un perimetro senza infill e top/bottom layer ed è venuto decisamente meglio delle foto nei post precedenti. Una cagata, però almeno sono riuscito a misurarne i lati.
Calcolata la media dei tre lati piu sottili e diviso il risultato per 0,67 (misura data dal gcode del cubo) (0.67/media pareti) mi è uscito un valore per l'extrusion multiplier di 1.26.
penso sia veramente troppo, comunque l'ho impostato nel flow e ho rilanciato la stampa senza passare dal pc (tutto da display) e questa seconda stampa devo dire che è venuta decisamente meglio.
postrò le fot sta sera del cubo, niente di che come qualità ma gia qualcosa.
ho notato in tutte le prove di stampa che nel lato posteriore (faccia vicino all'endstop dell'asse y) si manifestano dei buchi. meno evidenti dopo l'aumento dell'extrusion multiplier ma comunque ci sono.
Potrebbe essere il livellamento del piatto?
Scusate il post chilometrico
ieri ho smontato l'estrusore e ho trovato il "cuscinetto" perdonatemi il temine ma non so come si chiama, un po sporco e appiccicoso.
Perche appiccicoso direte voi? imbecille io che avevo qualche settimana fa tentato di rivestire l'interno incavo della ruota con del nastro isolante per aumentare il grip (pessima idea).
Dopo aver rimosso il nastro non ho pensato ai residui di colla che potevano rimanere sull metallo. Comunquel l'ho pulito con dell'acetone e ho rimontato tutto lasciando la vite della leva molto lenta (prima era stretta e non permetteva il movimento della leva rimuovendo la molla).
il filamento in prossimità del gear non era mangiato solo un po ruvido ma penso sia normale
Fatto sta che dopo l'operazione di pulizia ho ristampato il cubo da un perimetro senza infill e top/bottom layer ed è venuto decisamente meglio delle foto nei post precedenti. Una cagata, però almeno sono riuscito a misurarne i lati.
Calcolata la media dei tre lati piu sottili e diviso il risultato per 0,67 (misura data dal gcode del cubo) (0.67/media pareti) mi è uscito un valore per l'extrusion multiplier di 1.26.
penso sia veramente troppo, comunque l'ho impostato nel flow e ho rilanciato la stampa senza passare dal pc (tutto da display) e questa seconda stampa devo dire che è venuta decisamente meglio.
postrò le fot sta sera del cubo, niente di che come qualità ma gia qualcosa.
ho notato in tutte le prove di stampa che nel lato posteriore (faccia vicino all'endstop dell'asse y) si manifestano dei buchi. meno evidenti dopo l'aumento dell'extrusion multiplier ma comunque ci sono.
Potrebbe essere il livellamento del piatto?
Scusate il post chilometrico
|
Re: qualità bottom e top layers May 05, 2017 05:45AM |
Registered: 7 years ago Posts: 34 |
Buongiorno a tutti.
allora pensando che il flow rate fosse esagerato a 126% ho rifatto la calibrazione degli step estrusore, ho segnato 100mm di filamento e a 200° ho estruso 100 da repiter host, il risultato è stato di 34,26mm in meno di filamento estruso.
allora ho applicato la formula 100-34.26= 65.74 e 100:65,74x 93(step originali nel marlin) e mi e uscito 141,46
dal display della stampante ho impostato il valore 141,4 e ho salvato in eeprom. il problema è che nella prova successiva l'estrusione non ha raggiunto lo stesso i 10 cm mancavano ancora 2cm piu o meno.
Ho sbagliato qualcosa io?
forse la misurazione del filamento estruso va fatta a freddo?
ho comunque ri stampato il cubetto notando sta volta una sovreaestrusione, dopo varie prove sono arrivato ad un flow rate del 92% e ho abbassato la temperatura del nozzle a 193° perche avevo sempre un effetto di over extrution.
allora pensando che il flow rate fosse esagerato a 126% ho rifatto la calibrazione degli step estrusore, ho segnato 100mm di filamento e a 200° ho estruso 100 da repiter host, il risultato è stato di 34,26mm in meno di filamento estruso.
allora ho applicato la formula 100-34.26= 65.74 e 100:65,74x 93(step originali nel marlin) e mi e uscito 141,46
dal display della stampante ho impostato il valore 141,4 e ho salvato in eeprom. il problema è che nella prova successiva l'estrusione non ha raggiunto lo stesso i 10 cm mancavano ancora 2cm piu o meno.
Ho sbagliato qualcosa io?
forse la misurazione del filamento estruso va fatta a freddo?
ho comunque ri stampato il cubetto notando sta volta una sovreaestrusione, dopo varie prove sono arrivato ad un flow rate del 92% e ho abbassato la temperatura del nozzle a 193° perche avevo sempre un effetto di over extrution.
|
Re: qualità bottom e top layers May 05, 2017 08:31AM |
Registered: 7 years ago Posts: 754 |
Cosa fondamentale in questa procedura è eliminare tutti gli altri fattori, è quindi consigliato togliere il nozzle e far eun estrusione diretta (sarebbe utile togliere la protezione alle estrusioni fredde in modo da poter estrudere con il riscaldatore spento; ma per ora basta che togli il nozzle).Quote
takeoff_82
Buongiorno a tutti.
allora pensando che il flow rate fosse esagerato a 126% ho rifatto la calibrazione degli step estrusore, ho segnato 100mm di filamento e a 200° ho estruso 100 da repiter host, il risultato è stato di 34,26mm in meno di filamento estruso.
allora ho applicato la formula 100-34.26= 65.74 e 100:65,74x 93(step originali nel marlin) e mi e uscito 141,46
dal display della stampante ho impostato il valore 141,4 e ho salvato in eeprom. il problema è che nella prova successiva l'estrusione non ha raggiunto lo stesso i 10 cm mancavano ancora 2cm piu o meno.
Ho sbagliato qualcosa io?
forse la misurazione del filamento estruso va fatta a freddo?
ho comunque ri stampato il cubetto notando sta volta una sovreaestrusione, dopo varie prove sono arrivato ad un flow rate del 92% e ho abbassato la temperatura del nozzle a 193° perche avevo sempre un effetto di over extrution.
Inoltre controlla che il filo non slitti mai nell'estrusore, spesso si estrude con il comando veloce per fare prima.... pessima idea
Escluso tutto quello che influenzerebbe il test estrudi 100mm assicurandoti che il gear dell'estrusore (la ruota dentata/zigrinata che spinge il filo) non slitti sul filo o non perda step (se perde step senti il motore che fa dei "tak").
Se quando calibri perdi filo per uno di questi motivi poi imposti un valore eccessivo con ovvi problemi
Sorry, only registered users may post in this forum.