Geared_extruder_nozzle
Posted by wakeer
|
Geared_extruder_nozzle August 01, 2010 02:10PM |
Registered: 13 years ago Posts: 470 |
Guten Abend,
[reprap.org]
nachdem ich die Drehteile begonnen habe, sind mir ein paar dinge aufgefallen
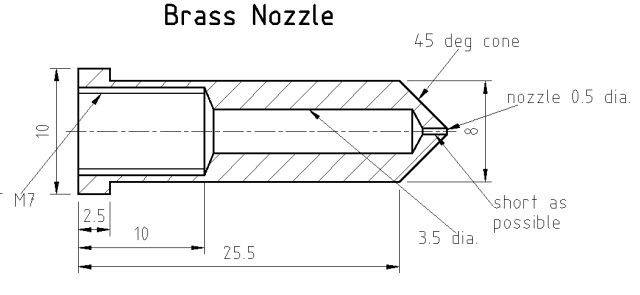
M7 ist sehr untypische für die deutsche Metallverarbeitung - Umgestellt auf M8
Kann mir jemand sagen ob es besser ist einen langen 0,5 mm Kanal zu haben oder einen kurzen.
Und muss die 45° schräge am 0,5mm Kanal sein oder ist es nicht besser das gerade zu lassen. (Mehr Material = höherer Wärmesspeicher)
Und wäre es nicht besser überhaupt kein Gewinde zu verwenden. Es wäre doch zweckmäßiger an der Stelle einen Luftspalt stehen zu lassen. Luft ist ein sehr guter Isolator.
[reprap.org]
nachdem ich die Drehteile begonnen habe, sind mir ein paar dinge aufgefallen
M7 ist sehr untypische für die deutsche Metallverarbeitung - Umgestellt auf M8
Kann mir jemand sagen ob es besser ist einen langen 0,5 mm Kanal zu haben oder einen kurzen.
Und muss die 45° schräge am 0,5mm Kanal sein oder ist es nicht besser das gerade zu lassen. (Mehr Material = höherer Wärmesspeicher)
Und wäre es nicht besser überhaupt kein Gewinde zu verwenden. Es wäre doch zweckmäßiger an der Stelle einen Luftspalt stehen zu lassen. Luft ist ein sehr guter Isolator.
|
Re: Geared_extruder_nozzle August 01, 2010 02:21PM |
Registered: 13 years ago Posts: 833 |
Da ist nur ein Gewinde, und zwar das, mit dem die Messingdüse an den PTFE-Hohlzylinder geschraubt wird.
Wie Du Dir das mit Luft vorstellst, ist mir nicht klar. Es geht ja auch um die Festigkeit der Verbindung. Und das PTFE wird ja u.a. deswegen verwendet, weil es so ein guter Wärmeisolater ist.
Aber vielleicht kann man die Fertigung vereinfachen kann, indem man statt des Gewindes einfach einen 45°-Kegel (evtl. mit einem spitzeren Winkel, damit er etwas länger ist) verwendet. Der wäre leichter zu drehen, spielfrei selbstzentrierend, und die Haltbarkeit kommt dann vom Druck des Stahlstreifens, der die Düse gegen das PTFE-Teil drückt.
Wie Du Dir das mit Luft vorstellst, ist mir nicht klar. Es geht ja auch um die Festigkeit der Verbindung. Und das PTFE wird ja u.a. deswegen verwendet, weil es so ein guter Wärmeisolater ist.
Aber vielleicht kann man die Fertigung vereinfachen kann, indem man statt des Gewindes einfach einen 45°-Kegel (evtl. mit einem spitzeren Winkel, damit er etwas länger ist) verwendet. Der wäre leichter zu drehen, spielfrei selbstzentrierend, und die Haltbarkeit kommt dann vom Druck des Stahlstreifens, der die Düse gegen das PTFE-Teil drückt.
|
Re: Geared_extruder_nozzle August 01, 2010 03:07PM |
Registered: 14 years ago Posts: 7,505 |
Wenns um dieses Teil geht, dann sollte die 0.5er Bohrung so kurz wie möglich sein.
An der Stelle wo das Teflonteil in das Messingteil geschraubt wird, darf auf keinen Fall ein Luftspalt entstehen, da würde sich das Material drinn fest setzen und die Spitze nach dem Erkalten unbrauchbar machen.
Der Konus hat den Sinn, das beim Drucken die 45° Spitze nicht so vollmatscht. Ein kleiner Zapfen würde den selben Zweck erfüllen, aber dann kann man bestimmte Funktionen nicht mehr nutzen .... Spezielle Druckfunktionen die aber jetzt zu weit führen würden.
Edited 2 time(s). Last edit at 08/01/2010 03:11PM by Stoffel15.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.

An der Stelle wo das Teflonteil in das Messingteil geschraubt wird, darf auf keinen Fall ein Luftspalt entstehen, da würde sich das Material drinn fest setzen und die Spitze nach dem Erkalten unbrauchbar machen.
Der Konus hat den Sinn, das beim Drucken die 45° Spitze nicht so vollmatscht. Ein kleiner Zapfen würde den selben Zweck erfüllen, aber dann kann man bestimmte Funktionen nicht mehr nutzen .... Spezielle Druckfunktionen die aber jetzt zu weit führen würden.
Edited 2 time(s). Last edit at 08/01/2010 03:11PM by Stoffel15.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 01, 2010 03:10PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 01, 2010 05:36PM |
Registered: 14 years ago Posts: 7,505 |
Dann hattest du ja schon fast eine Filamentdüse für dem Flo seinen Granulat-Extruder 
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 01, 2010 05:47PM |
Registered: 13 years ago Posts: 833 |
|
Re: Geared_extruder_nozzle August 01, 2010 08:36PM |
Registered: 14 years ago Posts: 7,505 |
Ja, das will er auch. War blödsinn.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 02:07PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 02, 2010 02:11PM |
Registered: 14 years ago Posts: 7,505 |
Wakeer... du mußt die Spitzer machen... mit der Fläche um das Loch bekommst du Probleme.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 02:24PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 02, 2010 02:27PM |
Registered: 14 years ago Posts: 7,505 |
Ja. müßte. Die BfB spitze ist ähnlich. Da ist am Loch ein kleiner Zylinder und dann wird sie schräg.
Du "bügelst" sonst immer über die Fläche... und wenn du Pech hast ziehst du dir damit das Material wieder hoch. Vor allem beim 1. Layer.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Du "bügelst" sonst immer über die Fläche... und wenn du Pech hast ziehst du dir damit das Material wieder hoch. Vor allem beim 1. Layer.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 02:29PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 02, 2010 02:29PM |
Registered: 14 years ago Posts: 7,505 |
Auch bei kleinen Flächen die du drucken willst, würde diese große Auflagefläche die Druckfläche unnötig aufheizen. Das ist nicht gut.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 02:33PM |
Registered: 14 years ago Posts: 7,505 |
Vorne, wo ich markiert habe, könntest du ruhig Dünner werden. Was hast du da für eine Wandstärke ?
Edited 1 time(s). Last edit at 08/02/2010 02:34PM by Stoffel15.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.

Edited 1 time(s). Last edit at 08/02/2010 02:34PM by Stoffel15.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 02:39PM |
Registered: 14 years ago Posts: 7,505 |
wakeer Wrote:
-------------------------------------------------------
> ok wenn dann reh ich das morgen an. Sonst noch was
> aufgefallen?
> Sobald das PEEK teil fertig ist schick ich´s dir.
Ok, dann kriegst du von mir den Extruder dazu.... alles klar.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
-------------------------------------------------------
> ok wenn dann reh ich das morgen an. Sonst noch was
> aufgefallen?
> Sobald das PEEK teil fertig ist schick ich´s dir.
Ok, dann kriegst du von mir den Extruder dazu.... alles klar.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 02:42PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 02, 2010 02:50PM |
Registered: 14 years ago Posts: 7,505 |
Aber nur so einen 5-7mm breites Stück... dann kann man da später den Heizdraht rein Wickeln. Je kürzer der der beheizte Bereich ist, desto weniger "rotzt" die Spitze nach.
Wie der Peer will auch mit dieser Spitze arbeiten ? Der hätte das aber ruhig sahen können... die Pappnase. Jetzt hat er den Standart-Block.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Wie der Peer will auch mit dieser Spitze arbeiten ? Der hätte das aber ruhig sahen können... die Pappnase. Jetzt hat er den Standart-Block.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 03:45PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 02, 2010 04:01PM |
Registered: 14 years ago Posts: 7,505 |
Direkt unten an dem Radius angefangen, und dann 5-7mm Breite auf 1mm Wandstärke. Also möglichst nah zur Spitze hin. Dann ist vorne der Radius, der verhindert das die Wicklung nach unten runter Fällt.
Da kann auch ein 1mm Kranz stehen... das spielt keine Rolle.
Es geht nur darum das die Wicklung nicht runter fallen kann und ein kleines Wärme-Reservoir da ist. Um das 0.5er Loch darf keine Fläche sein (oder möglichst wenig) Dann lieber vorne einen 0.5-1mm langen Zylinder um das Loch.
Bei einem 45° Konus war beides vereint.. Die Spitze hat keine Fläche, und du hast einen kleinen Wärmepuffer.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Da kann auch ein 1mm Kranz stehen... das spielt keine Rolle.
Es geht nur darum das die Wicklung nicht runter fallen kann und ein kleines Wärme-Reservoir da ist. Um das 0.5er Loch darf keine Fläche sein (oder möglichst wenig) Dann lieber vorne einen 0.5-1mm langen Zylinder um das Loch.
Bei einem 45° Konus war beides vereint.. Die Spitze hat keine Fläche, und du hast einen kleinen Wärmepuffer.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 04:02PM |
Registered: 13 years ago Posts: 833 |
> Wie der Peer will auch mit dieser Spitze arbeiten ? Der hätte das aber ruhig sahen können... die Pappnase.
Mir fehlt noch ein wenig der Gesamtüberblick. Aber ich komme der Sache langsam näher.
Ich habe auch das PTFE-Stück für den Standardextruder und eine Hutmutterdüse, beides von der grrf. Da fehlt mir nur das Zwischenteil. Den M8-Messingstab habe ich schon da, und auch den 3,2 mm Bohrer. Vielleicht kriege ich das hin und kann damit drucken.
(Dass das hier jetzt etwas quer geht, liegt auch daran, dass manche Dinge über PM gemacht werden.)
Mir fehlt noch ein wenig der Gesamtüberblick. Aber ich komme der Sache langsam näher.
Ich habe auch das PTFE-Stück für den Standardextruder und eine Hutmutterdüse, beides von der grrf. Da fehlt mir nur das Zwischenteil. Den M8-Messingstab habe ich schon da, und auch den 3,2 mm Bohrer. Vielleicht kriege ich das hin und kann damit drucken.
(Dass das hier jetzt etwas quer geht, liegt auch daran, dass manche Dinge über PM gemacht werden.)
|
Re: Geared_extruder_nozzle August 02, 2010 04:15PM |
Registered: 14 years ago Posts: 7,505 |
@Peer
Warst du schon bei der Post ?
@Wakeer
Mit der Maus in dem Bild zeichnen ist etwas gewöhnungsbedürftig
Ich hatte dich aber auch per PM noch angeschrieben... wegen einem anderen Vorschlag ?
Edited 1 time(s). Last edit at 08/02/2010 04:16PM by Stoffel15.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Warst du schon bei der Post ?
@Wakeer
Mit der Maus in dem Bild zeichnen ist etwas gewöhnungsbedürftig

Ich hatte dich aber auch per PM noch angeschrieben... wegen einem anderen Vorschlag ?
Edited 1 time(s). Last edit at 08/02/2010 04:16PM by Stoffel15.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 02, 2010 04:19PM |
Registered: 13 years ago Posts: 833 |
> Warst du schon bei der Post ?
Vor morgen 10h brauche ich da gar nicht auftauchen, sagt mir der Benachrichtigungszettel. Und ich werde sogar erst viel später am Tag dort hin können, da ich noch andere Lieferanten abpassen muss, sonst wiederholt sich dieses blöde Spiel mit anderen Sachen.
Vor morgen 10h brauche ich da gar nicht auftauchen, sagt mir der Benachrichtigungszettel. Und ich werde sogar erst viel später am Tag dort hin können, da ich noch andere Lieferanten abpassen muss, sonst wiederholt sich dieses blöde Spiel mit anderen Sachen.
|
Re: Geared_extruder_nozzle August 02, 2010 04:26PM |
Registered: 14 years ago Posts: 548 |
Hier nochmal der Link fürs Messingbohren bzw. Bohrer für Messing anschleifen.
[www.zellix.de]
[www.zellix.de]
Gruss Reiner
Edited 1 time(s). Last edit at 08/02/2010 04:29PM by Holzwurm.
Ich könnte es auf meine Tastatur schieben, aber nein ich war es selber.
[www.zellix.de]
[www.zellix.de]
Gruss Reiner
Edited 1 time(s). Last edit at 08/02/2010 04:29PM by Holzwurm.
Ich könnte es auf meine Tastatur schieben, aber nein ich war es selber.
|
Re: Geared_extruder_nozzle August 02, 2010 04:49PM |
Registered: 14 years ago Posts: 7,505 |
wakeer Wrote:
-------------------------------------------------------
>
> soll das teflonteil durch peek ersetzt werden?
Wäre nicht schlecht... dann ist das Problem mit dem Aufblähen weg. Ich hab aber auch noch Teflonschlauch, dem man da rein tun könnte
Von der gewindeseite eine Bohrung 5mm im Durchmesser, nicht ganz durch. Am dem Ende was in dem Extruder sitzt 2mm von der 3mm bohrung übrig lassen. Und dann schieben wir in das PEEK den Schlauch rein, der wird dann mit dem Gewinde gegen das Aluminium gedrückt
Denn das Teflon gleitet besser wie das PEEK.
Dann leg ich dir ein Stück von dem Schlauch zu dem Extruderblock.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
-------------------------------------------------------
>
> soll das teflonteil durch peek ersetzt werden?
Wäre nicht schlecht... dann ist das Problem mit dem Aufblähen weg. Ich hab aber auch noch Teflonschlauch, dem man da rein tun könnte
Von der gewindeseite eine Bohrung 5mm im Durchmesser, nicht ganz durch. Am dem Ende was in dem Extruder sitzt 2mm von der 3mm bohrung übrig lassen. Und dann schieben wir in das PEEK den Schlauch rein, der wird dann mit dem Gewinde gegen das Aluminium gedrückt
Denn das Teflon gleitet besser wie das PEEK.
Dann leg ich dir ein Stück von dem Schlauch zu dem Extruderblock.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 03, 2010 03:15AM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 03, 2010 03:59AM |
Registered: 14 years ago Posts: 7,505 |
Kannst du dich an die Skitze von der BfB-Spitze erinnern ?
Wenn du das obere Teflonteil durch PEEK ersetzen willst, dann mach erst die 3,5mm Bohrung da rein, und dann bohrst du mit 5mm von der gewindeseite aus nach bis oben ein 2-3mm kragen stehen bleibt. in diese 5mm Bohrung schieben wir dann einen Teflonschlauch mit 5mm Außendurchmesser und 3,5mm innendurchmesser. Der liegt dann oben an dem Kragen an, und wird unten nicht hanz bündig abgeschnitten, sodas der mit dem Gewinde und dem Aluteil in die Bohrung gedrückt wird und auf Position bleibt. Dann ist das PEEK innen mit Teflon "Ausgekleidet".
Ähnlich wie bei der BfB-Spitze.
Jetzt klar ?
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Wenn du das obere Teflonteil durch PEEK ersetzen willst, dann mach erst die 3,5mm Bohrung da rein, und dann bohrst du mit 5mm von der gewindeseite aus nach bis oben ein 2-3mm kragen stehen bleibt. in diese 5mm Bohrung schieben wir dann einen Teflonschlauch mit 5mm Außendurchmesser und 3,5mm innendurchmesser. Der liegt dann oben an dem Kragen an, und wird unten nicht hanz bündig abgeschnitten, sodas der mit dem Gewinde und dem Aluteil in die Bohrung gedrückt wird und auf Position bleibt. Dann ist das PEEK innen mit Teflon "Ausgekleidet".
Ähnlich wie bei der BfB-Spitze.
Jetzt klar ?
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 03, 2010 12:31PM |
Registered: 13 years ago Posts: 470 |
ok ich habe soeben das PEEK bestellt. Bin aber gleich auf PEEK GF 25 gegangen( 1m 93.-). Lieferzeit eine Woche.
Ich dreh das PTFE und PEEK teil aus einem Stück.
Um das Gewindeproblem zu lösen.... ich könnte doch das AL-teil mit dem PEEK reibschweißen?
Und ich hab ein Preisangebot zu PBI. da Zahl ich für 30cm 280,. (Netto) bei 25mm Durchmesser.
Ich dreh das PTFE und PEEK teil aus einem Stück.
Um das Gewindeproblem zu lösen.... ich könnte doch das AL-teil mit dem PEEK reibschweißen?
Und ich hab ein Preisangebot zu PBI. da Zahl ich für 30cm 280,. (Netto) bei 25mm Durchmesser.
|
Re: Geared_extruder_nozzle August 03, 2010 04:24PM |
Registered: 14 years ago Posts: 7,505 |
Ich würde es nicht schweißen... was machst du wenn du mal eine Verstopfung hast ? Dann bist du Froh wenn du das da auseinander schrauben kannst. Außerdem wird das ja mit den Stiften und dem Blech gesichert, warum dann noch verschweißen ?
93.- ist aber heftig.... was macht das "GF 25" denn aus , das das dann fast doppelt so teuer ist ?
PBI... da war doch was mit Scheineteuer
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
93.- ist aber heftig.... was macht das "GF 25" denn aus , das das dann fast doppelt so teuer ist ?
PBI... da war doch was mit Scheineteuer
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 04, 2010 02:50AM |
Registered: 14 years ago Posts: 326 |
93,- € für 1m PEEK.... wow
Dein Lieferant hat aber ne sehr große Marge drauf.
Hättet ihr mal gefragt bei uns dann hätten wir euch das besorgt.
Gruß
Flo
GRR - German RepRap
Dein Lieferant hat aber ne sehr große Marge drauf.
Hättet ihr mal gefragt bei uns dann hätten wir euch das besorgt.
Gruß
Flo
GRR - German RepRap
|
Re: Geared_extruder_nozzle August 04, 2010 03:09AM |
Registered: 13 years ago Posts: 470 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, you do not have permission to post/reply in this forum.