Cura extrusion rate too high
Posted by tracyj
|
Cura extrusion rate too high September 17, 2014 11:09AM |
Registered: 10 years ago Posts: 10 |
I have decided to try Cura to see if I can get better print quality with a part that I am trying to print. The problem I am having is that the extrusion rate is way too high. The extrusion gear turns really fast, and then the hobbed nut starts to slip. I compared the gcode from Slic3r to that of Cura, and it appears that the extrusion commands are larger by several orders of magnitude.
Below is an excerpt of the first layer gcode produced from Slic3r for a small part.
G1 X84.331 Y89.055 E0.07261
G1 X88.997 Y88.223 E0.10490
G1 X111.003 Y88.223 E0.48710
G1 X114.259 Y88.621 E0.07261
G1 X117.323 Y89.793 E0.07261 F630.000
G1 X120.014 Y91.670 E0.07261
G1 X122.172 Y94.140 E0.07261
And below this is an excerpt of the first layer gcode produced from Cura for the same part.
;TYPE:WALL-OUTER
G1 F1200 X98.10 Y89.25 E16.13768
G1 X98.10 Y110.75 E17.49432
G1 X87.99 Y110.75 E18.13169
G1 X88.00 Y89.25 E19.48833
G0 F9000 X88.86 Y89.92
Cura adds the M92 command to the gcode file, and it is already in the config.g file.
M92 E416.000000
There are also M83 commands in both files.
The only things that I see in the Cura set up for filament extrusion rate is the E-Steps per 1mm filament under Machine settings, and the Flow(%) under the Basic setup. I have the E-Steps per 1mm filament set to 416, which shows up in the M92 command.
Below is an excerpt of the first layer gcode produced from Slic3r for a small part.
G1 X84.331 Y89.055 E0.07261
G1 X88.997 Y88.223 E0.10490
G1 X111.003 Y88.223 E0.48710
G1 X114.259 Y88.621 E0.07261
G1 X117.323 Y89.793 E0.07261 F630.000
G1 X120.014 Y91.670 E0.07261
G1 X122.172 Y94.140 E0.07261
And below this is an excerpt of the first layer gcode produced from Cura for the same part.
;TYPE:WALL-OUTER
G1 F1200 X98.10 Y89.25 E16.13768
G1 X98.10 Y110.75 E17.49432
G1 X87.99 Y110.75 E18.13169
G1 X88.00 Y89.25 E19.48833
G0 F9000 X88.86 Y89.92
Cura adds the M92 command to the gcode file, and it is already in the config.g file.
M92 E416.000000
There are also M83 commands in both files.
The only things that I see in the Cura set up for filament extrusion rate is the E-Steps per 1mm filament under Machine settings, and the Flow(%) under the Basic setup. I have the E-Steps per 1mm filament set to 416, which shows up in the M92 command.
|
Re: Cura extrusion rate too high September 17, 2014 11:22AM |
Registered: 10 years ago Posts: 1,230 |
Have you Franks plugin installed? - I do not know if it is needed or compatible with the new Cura version - if anybody knows please respond
[forums.reprap.org]
My start.gcode
My end.gcode
Erik
[forums.reprap.org]
My start.gcode
- G21 ;metric values
G90 ;absolute positioning
M83 ; use relative distances for extrusion
M203 X6000 Y6000 Z500 E3000 ; will allow 100mm/s sliced gcodes to work... if they have time/distance to get up to speed
T1; Select extruder
G1 Z5 F200 ; lift nozzle
G1 X0 Y50 F2000; Go to wait for warm position
M116; Wait for all temperatures
My end.gcode
- M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G1 X2 Y190; park the machine
M0; stop
Erik
|
Re: Cura extrusion rate too high September 17, 2014 11:27AM |
Registered: 10 years ago Posts: 378 |
Cura uses absolute extrusion values, Slic3r by default does relative. If you put M82 in your start g-code (and remove any occurence of M83), it should work fine. At least it did for me.
I think the cura engine can be configured to output relative values, but as far as I know there is no way to set that in the GUI.
I think the cura engine can be configured to output relative values, but as far as I know there is no way to set that in the GUI.
|
Re: Cura extrusion rate too high September 17, 2014 11:53AM |
Registered: 10 years ago Posts: 1,230 |
Quote
jstck
I think the cura engine can be configured to output relative values, but as far as I know there is no way to set that in the GUI.

Erik
|
Re: Cura extrusion rate too high September 17, 2014 11:59AM |
Registered: 10 years ago Posts: 2,472 |
I suspect that you have set the printer to relative extrusion distances (M83 command), but Cura outputs absolute distances. Older Duet firmware did not work with absolute E distances, but I believe that DC42's firmware will work OK - you just need to put the Ormerod into absolute E mode with the command M82. In addition Cura outputs Z moves combined with XY moves at layer changes, which older firmware also cannot cope with but I believe is fixed in DC42's firmware. I don't know where those two issues stand in RRP's latest firmware - they might be fixed there also.
Alternatively, instead of changing your printer to relative E moves there was a thread quite a while back that discusses Cura, and someone uploaded a plugin for Cura that causes it to output relative E distance and also separates combined XYZ moves to separate XY and Z moves. I have attached it to this post (I hope the original poster doesn't mind) - to use, download it and put it into the "Plugin" subdirectory under your "Cura" folder. You then need to enable it by selecting that plugin in the Cura "Plugins" tab. If you have the attached file in the "Plugins" folder you will find it called "Extrusion to relative Ormerod RepRapPro". You can also set retract on layer change in that plugin. Make sure the plugin is enabled before saving the gcode from Cura (some versions of Cura keep disabling the plugin).
Ensure that you have the correct filament diameter set up (1.75). You do not say what you have set your Flow Percentage to - this should be the same as you have set in Slic3r under "extrusion multiplier" expressed as a percentage (i.e. 100 times the Slic3r setting). Mine is set to 0.833 in Slic3r and 83.3 in Cura, for example. Set the E-steps to 0 so Cura doesn't use it (you don't need Cura to set the E-steps because it is already set in your config.sys file on the SD card).
Dave
Alternatively, instead of changing your printer to relative E moves there was a thread quite a while back that discusses Cura, and someone uploaded a plugin for Cura that causes it to output relative E distance and also separates combined XYZ moves to separate XY and Z moves. I have attached it to this post (I hope the original poster doesn't mind) - to use, download it and put it into the "Plugin" subdirectory under your "Cura" folder. You then need to enable it by selecting that plugin in the Cura "Plugins" tab. If you have the attached file in the "Plugins" folder you will find it called "Extrusion to relative Ormerod RepRapPro". You can also set retract on layer change in that plugin. Make sure the plugin is enabled before saving the gcode from Cura (some versions of Cura keep disabling the plugin).
Ensure that you have the correct filament diameter set up (1.75). You do not say what you have set your Flow Percentage to - this should be the same as you have set in Slic3r under "extrusion multiplier" expressed as a percentage (i.e. 100 times the Slic3r setting). Mine is set to 0.833 in Slic3r and 83.3 in Cura, for example. Set the E-steps to 0 so Cura doesn't use it (you don't need Cura to set the E-steps because it is already set in your config.sys file on the SD card).
Dave
|
Re: Cura extrusion rate too high September 17, 2014 12:20PM |
Registered: 10 years ago Posts: 1,230 |
Quote
dmould
...I have attached it to this post (I hope the original poster doesn't mind) - to use, download it and put it into the "Plugin" subdirectory under your "Cura" folder..
Frank's original archive (that I linked to upstream) had ini files included, I installed them over the old version of Cura's ini's, but are they needed? - and will the work with a newer version of Cura?

README.md only read: Cura Plugin for RepRapPro Ormerod support (convert absolute to relative extrution values etc.)
Erik
|
Re: Cura extrusion rate too high September 17, 2014 12:31PM |
Registered: 10 years ago Posts: 2,472 |
Quote
ormerod168
Quote
dmould
...I have attached it to this post (I hope the original poster doesn't mind) - to use, download it and put it into the "Plugin" subdirectory under your "Cura" folder..
Frank's original archive (that I linked to upstream) had ini files included, I installed them over the old version of Cura's ini's, but are they needed? - and will the work with a newer version of Cura?
[attachment 40408 franksplugin1.JPG]
README.md only read: Cura Plugin for RepRapPro Ormerod support (convert absolute to relative extrution values etc.)
Erik
Wrong directory. Look for a directory call "plugins" under Cura (see attached screenshots of my file explorer)
Dave
|
Re: Cura extrusion rate too high September 17, 2014 01:14PM |
Registered: 10 years ago Posts: 1,230 |
Quote
dmould
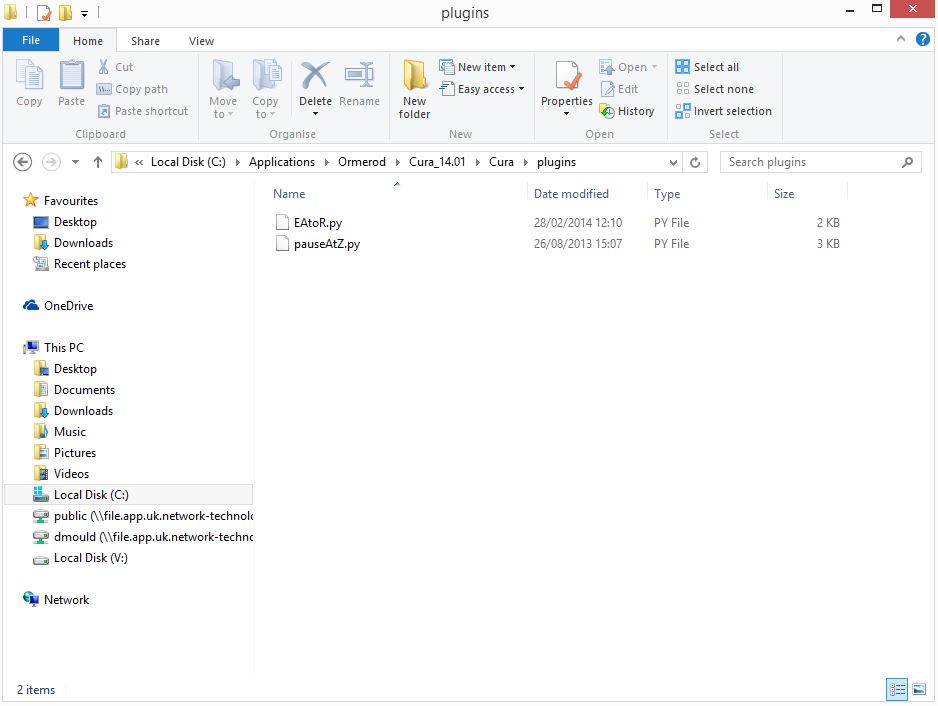
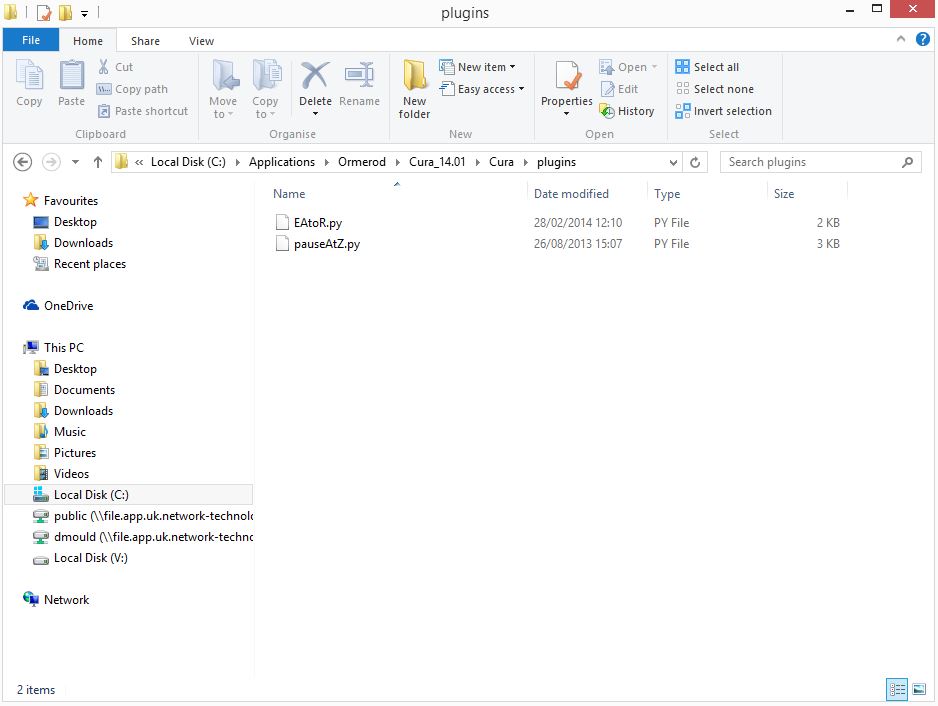
Wrong directory. Look for a directory call "plugins" under Cura (see attached screenshots of my file explorer)
Dave
I think we have a communication problem :-)), yes I know Frank's plugin should be in the plugins folder, but the ini files in Frank's original archive, should they be installed, as in overwrite the original Cura file or not?
Left: Cura directory - Right: Frank's original archive
The ini's in the archive, to install or not install, that is the Q

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Erik
|
Re: Cura extrusion rate too high September 17, 2014 01:47PM |
Registered: 10 years ago Posts: 665 |
You really don't need that "Relative Es" plugin any more, just put M82 into your start G-Code as jstck already said and you're ready to go  If you get poor results at the first layer, you may also want to have a look at this plugin: [wiki.ultimaker.com]
If you get poor results at the first layer, you may also want to have a look at this plugin: [wiki.ultimaker.com]
If you get poor results at the first layer, you may also want to have a look at this plugin: [wiki.ultimaker.com]
|
Re: Cura extrusion rate too high September 17, 2014 01:59PM |
Registered: 10 years ago Posts: 1,230 |
|
Re: Cura extrusion rate too high September 18, 2014 10:42AM |
Registered: 10 years ago Posts: 2,472 |
Quote
ormerod168
Quote
dmould
Wrong directory. Look for a directory call "plugins" under Cura (see attached screenshots of my file explorer)
Dave
I think we have a communication problem :-)), yes I know Frank's plugin should be in the plugins folder, but the ini files in Frank's original archive, should they be installed, as in overwrite the original Cura file or not?
Left: Cura directory - Right: Frank's original archive
The ini's in the archive, to install or not install, that is the Q
[attachment 40416 franksplugin.2.JPG]
Erik
The ini files just set up all the print and machine variables. Cura's original machine settings have to be changed to suit the Ormerod, and you can either do that once by hand or use Frank's file. If you want to use Frank's settings there is no need to overwrite anything, you can put his ini file anywhere you like and then apply it by browsing to it from the "File" > "Open Profile" drop-down in Cura. You can then make your own changes to his settings and save them in the same or a different ini file. You can have various different profiles saved under different names so you can quickly apply all the settings you want to use for a particular type of print (layer height, speeds, brim, raft, support etc.) When you close Cura it automatically saves all its current settings by overwriting "current_profile.ini" and when you next open Cura it will automatically load all the settings from that file, so if you load Frank's ini file and then close Cura it will automatically overwrite the original file and so make the change "sticky" - no need to load his file every time.
You can also import Cura's settings from a gcode file that Cura previously generated. That is a very handy feature, because it means that you can quickly and easily apply all the print settings used in a previous print to a new print even if you do not recall what settings you used.
Dave
Sorry, only registered users may post in this forum.