Overextrusion on bottom Layers Slic3r
Posted by Banana_Luke
|
Overextrusion on bottom Layers Slic3r May 25, 2017 09:18AM |
Registered: 6 years ago Posts: 34 |
Hello Everybody 
Since im a proud 3D printer owner now, i would like to thank the reprap community first for enabling all of that. Great work!
I have a problem with Slic3r or it also maybe my printer.
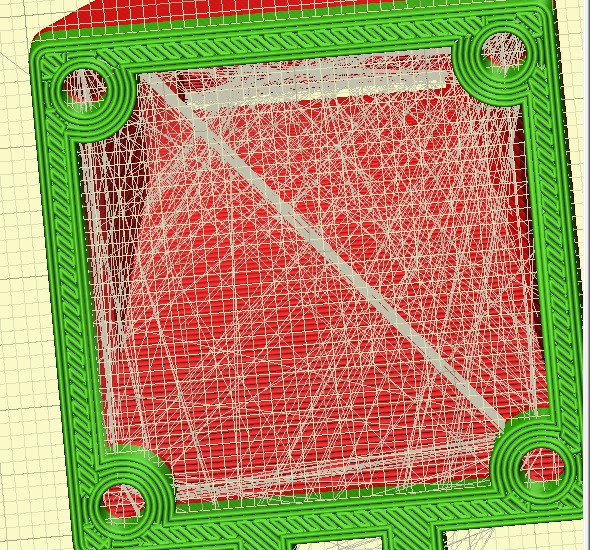
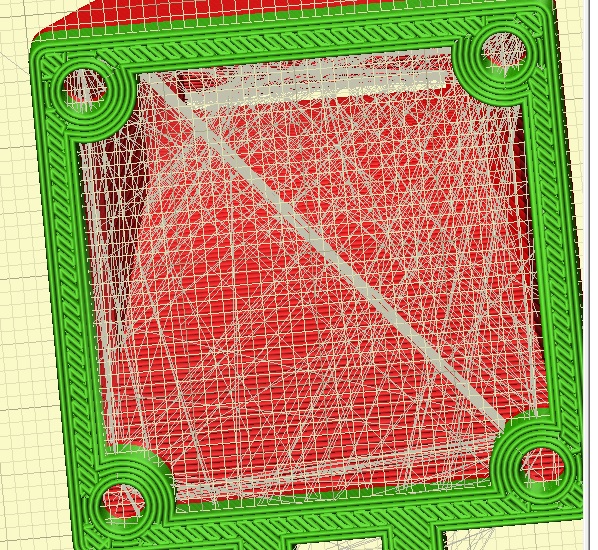
When I print bigger parts where the Printer has to make Cross-moves over the hole print (picture Unbennant.jpg) I have my nozzle knocking the print. That acurres only on the first bottom layers then it disappears.
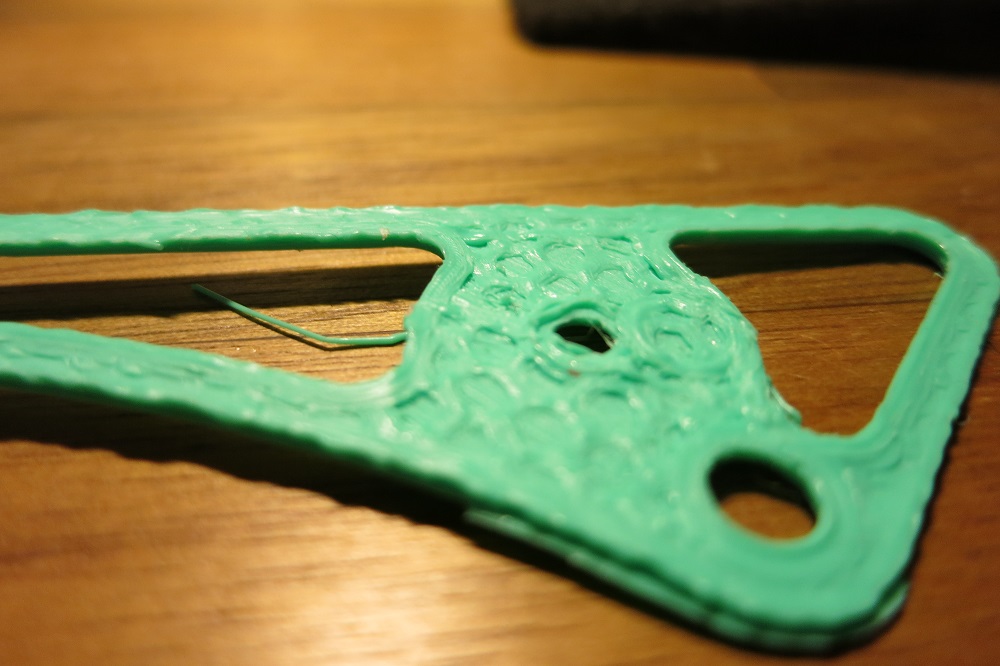
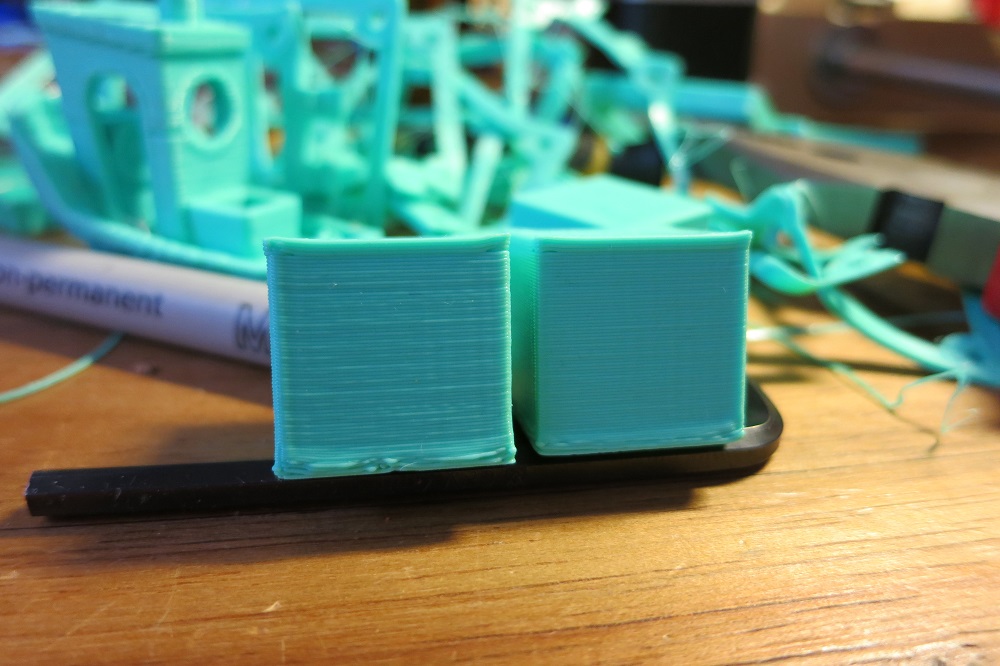
You can see the overextrusion on the walls of picture 2327.
When i lookt at my prints i can see a clear line where I have overextrusion and when the printer moves to higher layers it disappears.
Things i allready did and changed:
- Going back to slicer 1.1.7 (from 1.2.9)
- #define DEFAULT_MAX_FEEDRATE { 200, 200, 2, 25 } --> z from 5 to 2
- #define DEFAULT_MAX_ACCELERATION { 3000 , 3000, 10, 10000 } --> also reduced z here.
With this 3 changes I have the 20mm hollow cube same size in every axis. (before it was a little bit to small in z axis direction 2.5 mm)
Bottom Layers are a little bit overextruded. Top Layer corners seem to bend up slightly.
also i did:
- Extruder calibration
- X Y Z calibraitobn / check. (All fine)
- Distance after autobedleveling: thin business card
In slic3r i changed:
- Defalut extrusion width to 140% ( no trying again wihdth 0)
- First layer to 120%
- Extrusiom Mlutiplyer @ 0.8
At the moment I have read tons of forum entrys and dont know hot to fix the knocking and the smearing of my nossel on the first layers.
Can anyone help me and tell me maybe which settings in Slic3r i should change to have less extrusion on the bottom layers?
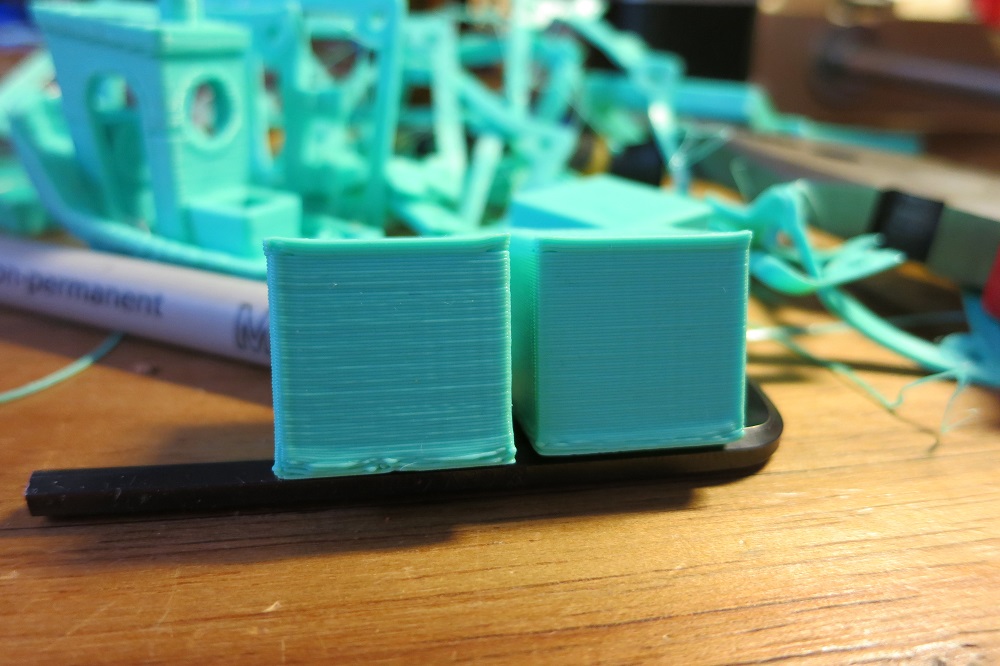
Edit: Added a picture of the Cube bottom layer (Picture 2337).
Lukas
Edited 1 time(s). Last edit at 05/25/2017 09:36AM by Banana_Luke.
Since im a proud 3D printer owner now, i would like to thank the reprap community first for enabling all of that. Great work!
I have a problem with Slic3r or it also maybe my printer.
When I print bigger parts where the Printer has to make Cross-moves over the hole print (picture Unbennant.jpg) I have my nozzle knocking the print. That acurres only on the first bottom layers then it disappears.
You can see the overextrusion on the walls of picture 2327.
When i lookt at my prints i can see a clear line where I have overextrusion and when the printer moves to higher layers it disappears.
Things i allready did and changed:
- Going back to slicer 1.1.7 (from 1.2.9)
- #define DEFAULT_MAX_FEEDRATE { 200, 200, 2, 25 } --> z from 5 to 2
- #define DEFAULT_MAX_ACCELERATION { 3000 , 3000, 10, 10000 } --> also reduced z here.
With this 3 changes I have the 20mm hollow cube same size in every axis. (before it was a little bit to small in z axis direction 2.5 mm)
Bottom Layers are a little bit overextruded. Top Layer corners seem to bend up slightly.
also i did:
- Extruder calibration
- X Y Z calibraitobn / check. (All fine)
- Distance after autobedleveling: thin business card
In slic3r i changed:
- Defalut extrusion width to 140% ( no trying again wihdth 0)
- First layer to 120%
- Extrusiom Mlutiplyer @ 0.8
At the moment I have read tons of forum entrys and dont know hot to fix the knocking and the smearing of my nossel on the first layers.
Can anyone help me and tell me maybe which settings in Slic3r i should change to have less extrusion on the bottom layers?
Edit: Added a picture of the Cube bottom layer (Picture 2337).
Lukas
Edited 1 time(s). Last edit at 05/25/2017 09:36AM by Banana_Luke.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Overextrusion on bottom Layers Slic3r May 25, 2017 11:49AM |
Registered: 7 years ago Posts: 759 |
|
Re: Overextrusion on bottom Layers Slic3r May 26, 2017 03:16AM |
Registered: 8 years ago Posts: 5,232 |
When I started 3D printing, I wasted almost a whole spool of filament until I understood my printers needs. And I used to use Cura, which is far easier to deal with and sometimes gets better results too.
I'd concentrate on nozzle height calibration to get a good 1st layer adhesion without too much squishing. ( paper test, not business card )
Adjust nozzle height in start-gcode instead of firmware with " G92 Z0.xxx" after ABL.
I'd leave all other parameters on default 0.4 nozzle width or "0" and the extrusion mutliplier on "1". Don't play with more than one parameter at a time.
I'd concentrate on nozzle height calibration to get a good 1st layer adhesion without too much squishing. ( paper test, not business card )
Adjust nozzle height in start-gcode instead of firmware with " G92 Z0.xxx" after ABL.
I'd leave all other parameters on default 0.4 nozzle width or "0" and the extrusion mutliplier on "1". Don't play with more than one parameter at a time.
|
Re: Overextrusion on bottom Layers Slic3r May 26, 2017 07:21AM |
Registered: 8 years ago Posts: 413 |
It is common practice to over extrude on the 1st layer to ensure a good pressure onto the bed and compensate for bed height errors. However you can get ridges above the layer height as a result.
In Slicer you can set filament retraction on a move. You also set the minimum distance that move should be and significantly a lift on retraction.
The lift enables you to raise the nozzle while its moving. So this should avoid your issue if you set it high enough to avoid the 1st layer ridges.
I haven't experimented all the options so I don't know if you have to have retraction for it to work, or checked it does work on the 1st layer. But you can certainly set a small retraction if you need to.
retract_before_travel = 2
retract_layer_change = 0
retract_length = 2
retract_lift = 0
In Slicer you can set filament retraction on a move. You also set the minimum distance that move should be and significantly a lift on retraction.
The lift enables you to raise the nozzle while its moving. So this should avoid your issue if you set it high enough to avoid the 1st layer ridges.
I haven't experimented all the options so I don't know if you have to have retraction for it to work, or checked it does work on the 1st layer. But you can certainly set a small retraction if you need to.
retract_before_travel = 2
retract_layer_change = 0
retract_length = 2
retract_lift = 0
|
Re: Overextrusion on bottom Layers Slic3r May 26, 2017 07:33AM |
Registered: 8 years ago Posts: 413 |
Just reread part of your post. Seems your multipliers are back to front.
Extrusion multiplier should be at 100% - only use this to fine tune for filament diameter
1st layer should be about 150%. Currently you have 120% with an extrusion multiplier of 80% so the total is 100% - however the don't do the same thing so there are other issues.
Default extrusion width should be 0 or close to 100% (or some people use a fixed width). Currently you have 140% with an extrusion multiplier of 80% so the total is 120% - over extrusion on normal printing.
Extrusion multiplier should be at 100% - only use this to fine tune for filament diameter
1st layer should be about 150%. Currently you have 120% with an extrusion multiplier of 80% so the total is 100% - however the don't do the same thing so there are other issues.
Default extrusion width should be 0 or close to 100% (or some people use a fixed width). Currently you have 140% with an extrusion multiplier of 80% so the total is 120% - over extrusion on normal printing.
|
Re: Overextrusion on bottom Layers Slic3r May 27, 2017 06:14AM |
Registered: 6 years ago Posts: 34 |
Hey! thank you for your answer...
I change the parameter back to the original ones...
Today I wanted to try the new settings... what happend meanwhile:
Sooo well... i think next week i will get the PSU fixed. at the moment i have the problem that my print wont stickt to the Aluminium bed, but thats another storry... so it will take some time to get back to print again
Does Anybody know if there is a similar mosfet for this one: 1M0880 KA1M0880 [www.datasheet.hk]
Or where in Austria/Germany i can get a cheap replacement?
regards Lukas
I change the parameter back to the original ones...
Today I wanted to try the new settings... what happend meanwhile:
- Bought Blue Tape cause gluestick was getting to messy on aluminium bed
- My fan stopped working
- bought new fan
- Today i smoked my PSU (cheap chineese one)
- 12V 20A 240W...
Sooo well... i think next week i will get the PSU fixed. at the moment i have the problem that my print wont stickt to the Aluminium bed, but thats another storry... so it will take some time to get back to print again
Does Anybody know if there is a similar mosfet for this one: 1M0880 KA1M0880 [www.datasheet.hk]
Or where in Austria/Germany i can get a cheap replacement?
regards Lukas
|
Re: Overextrusion on bottom Layers Slic3r June 18, 2017 01:53PM |
Registered: 6 years ago Posts: 34 |
Hey Guys!
Back in business! Bought a PSU from a PC last week and hooked it up today...
So...
I tried the suggested changes and I dont have the hitting on the print anymore. Great!
- After printing some time my nozzle got clogged up.
- I Thought... this is due to overextrusion (?)
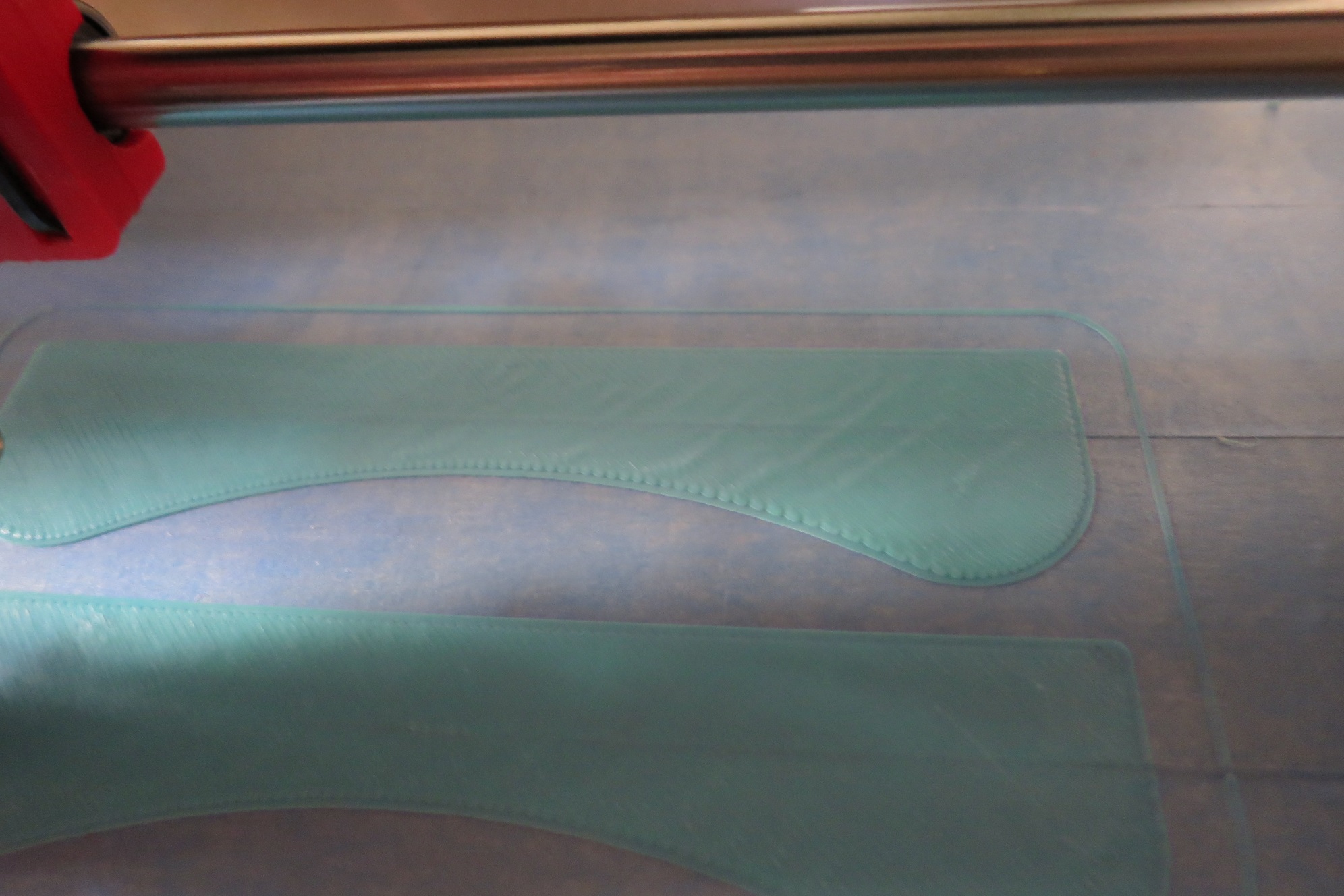
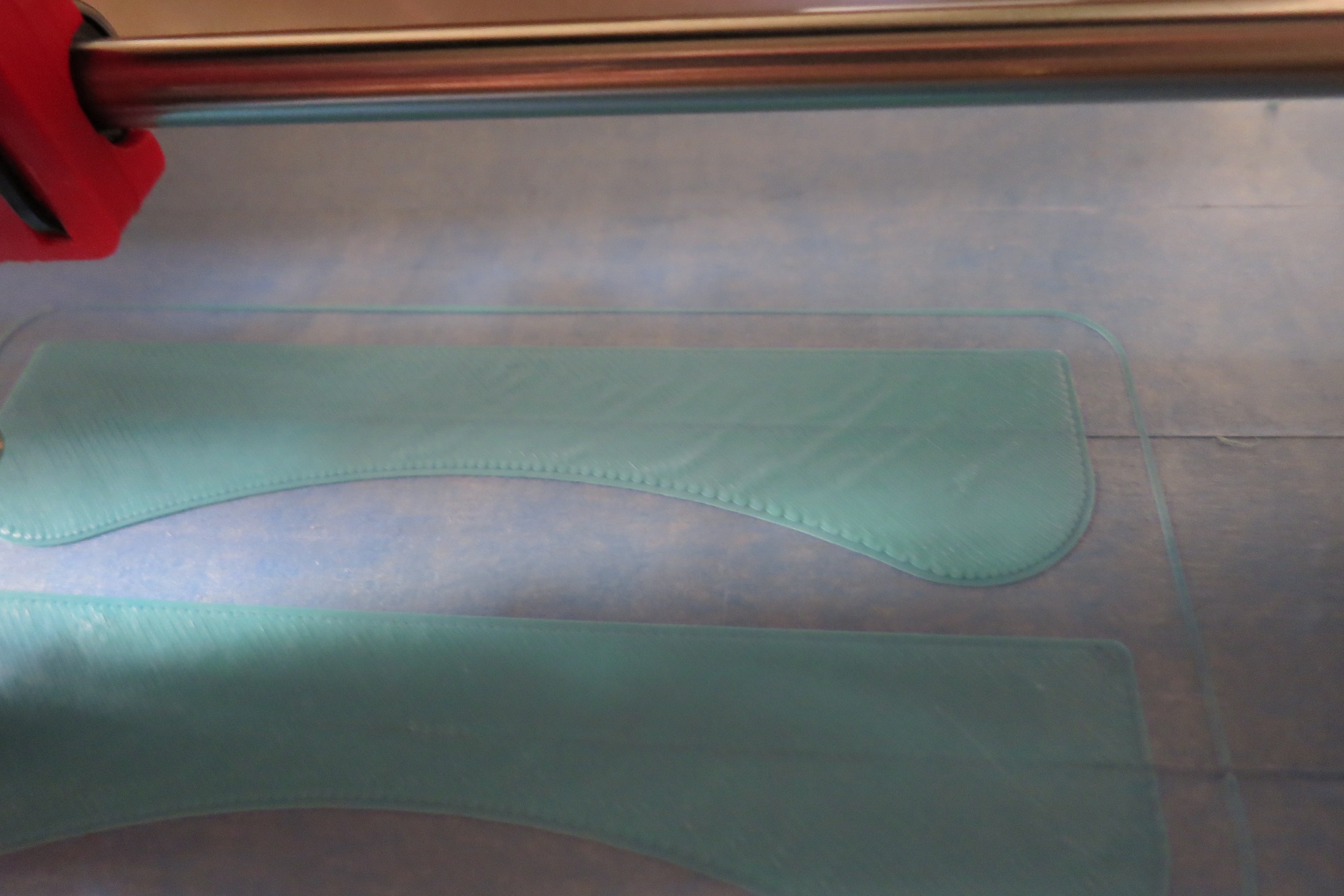
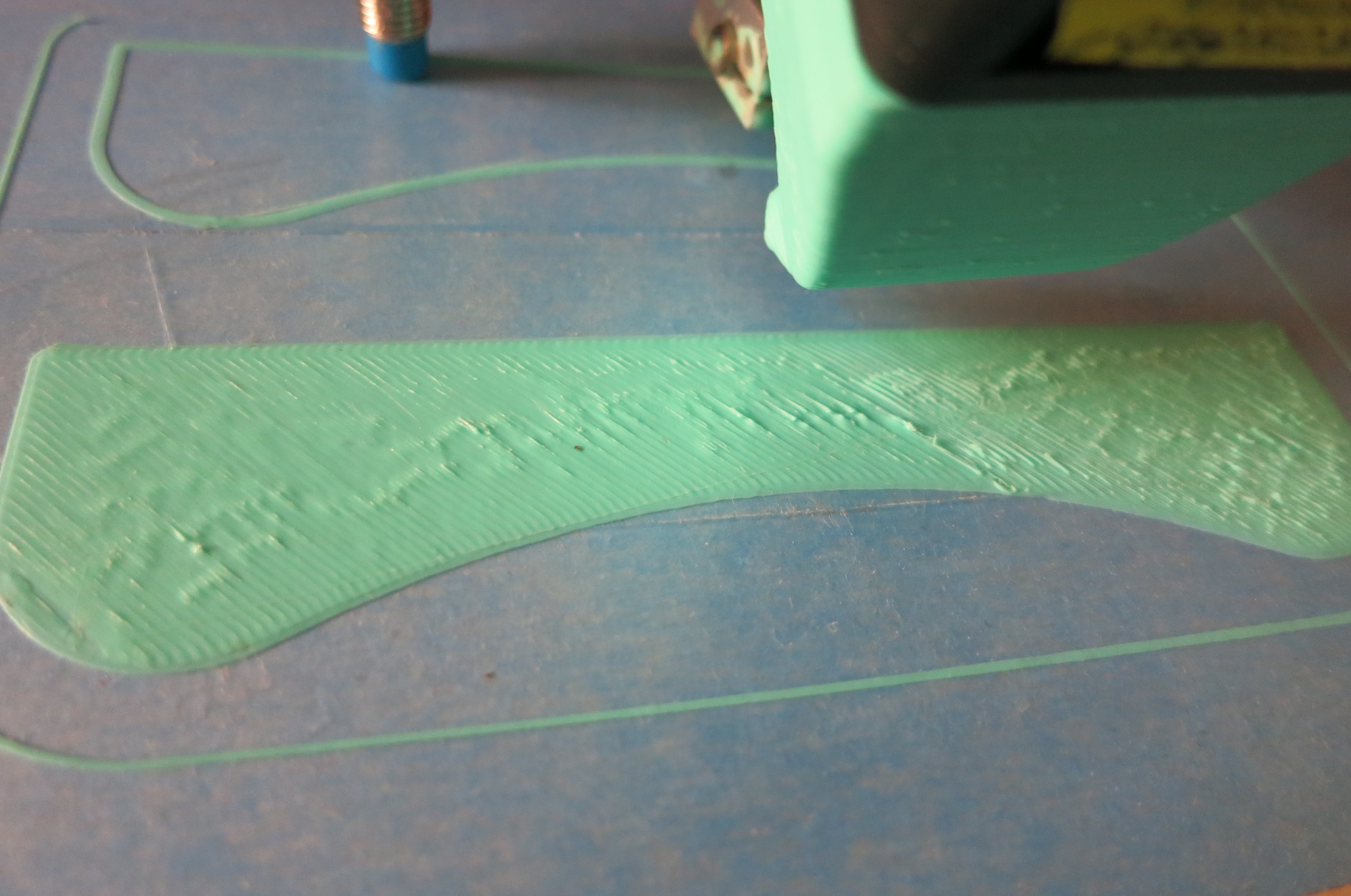
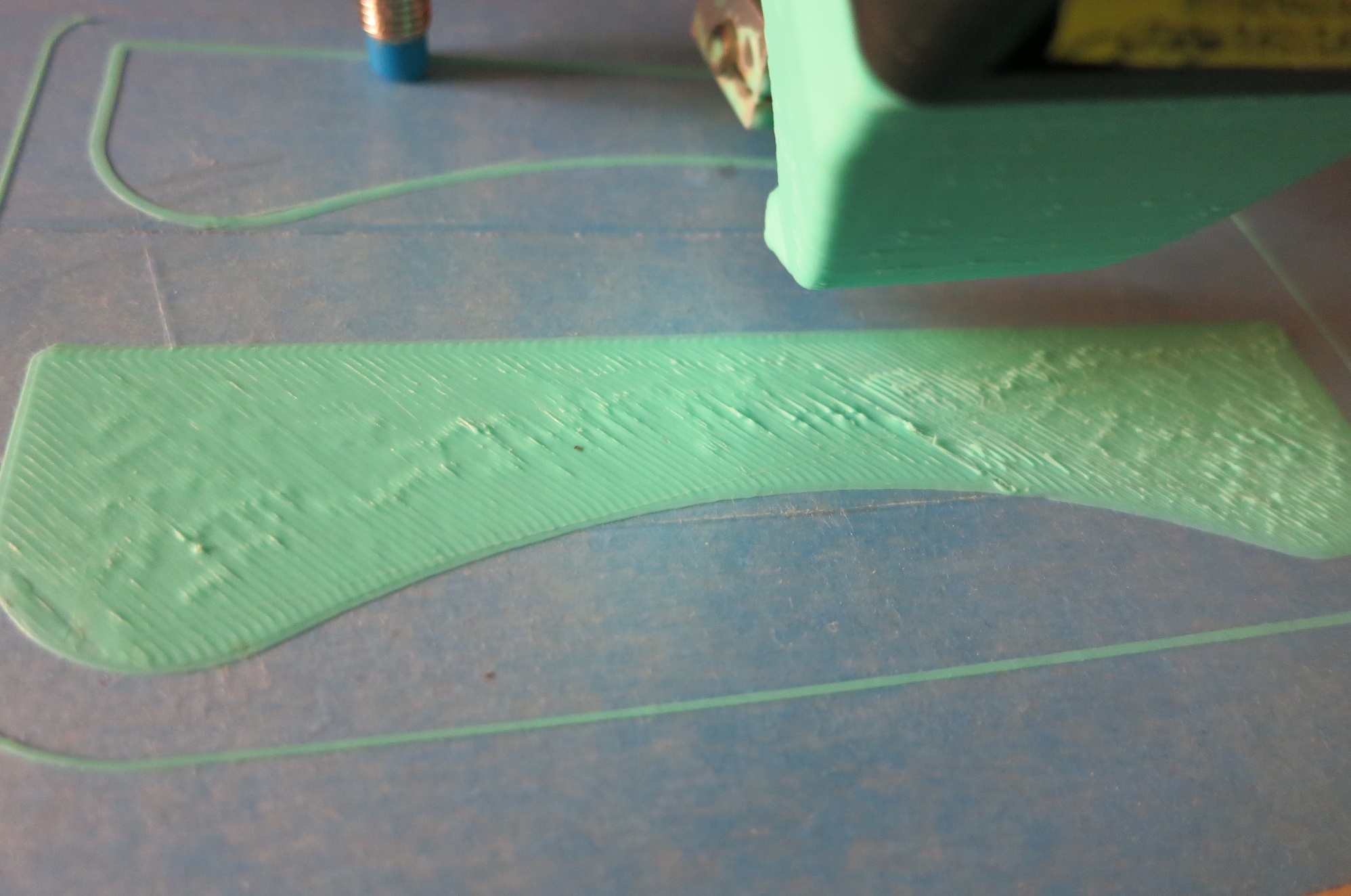
I have a picture from the bottom lines. dont know if they look good or bad... Its the wrong blue tape with glue stick.
My question: Is this problem related to the overextrusion or even uneaven heated bed? I use 3 point auto bed leveling.
Or is this problem maybe to insufficient cooling on the heatbreak? (It allways gets jammed before the heatbreak, in the bigger hole)
maybe someone can help me out with checking some new stuff.
Kind regards,
Banana_Luke
Back in business! Bought a PSU from a PC last week and hooked it up today...
So...
I tried the suggested changes and I dont have the hitting on the print anymore. Great!
- After printing some time my nozzle got clogged up.
- I Thought... this is due to overextrusion (?)
I have a picture from the bottom lines. dont know if they look good or bad... Its the wrong blue tape with glue stick.
My question: Is this problem related to the overextrusion or even uneaven heated bed? I use 3 point auto bed leveling.
Or is this problem maybe to insufficient cooling on the heatbreak? (It allways gets jammed before the heatbreak, in the bigger hole)
maybe someone can help me out with checking some new stuff.
Kind regards,
Banana_Luke
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Overextrusion on bottom Layers Slic3r June 18, 2017 11:56PM |
Registered: 8 years ago Posts: 11 |
|
Re: Overextrusion on bottom Layers Slic3r June 23, 2017 01:06PM |
Registered: 6 years ago Posts: 34 |
Thank you.
Bed leveling is kind a mess cause im using a inductive probe on aluminium. Works but not very reliable. Will get a capacitiv probe soon...
I figured out that my nozzle is touching the print in the second layer.
First bottom layers is very good i would say. just in the second one the nozzle starts to hit the print.
Allready reduced the z accelaration and speed. moving manuel distance is very exact. (3.98 mm instead of 4 mm)
Only during the print it hits the honeycomb infill or so ever...
Someone any ideas I could check?
regards
Lukas
Bed leveling is kind a mess cause im using a inductive probe on aluminium. Works but not very reliable. Will get a capacitiv probe soon...
I figured out that my nozzle is touching the print in the second layer.
First bottom layers is very good i would say. just in the second one the nozzle starts to hit the print.
Allready reduced the z accelaration and speed. moving manuel distance is very exact. (3.98 mm instead of 4 mm)
Only during the print it hits the honeycomb infill or so ever...
Someone any ideas I could check?
regards
Lukas
|
Re: Overextrusion on bottom Layers Slic3r June 23, 2017 04:21PM |
Registered: 7 years ago Posts: 759 |
|
Re: Overextrusion on bottom Layers Slic3r June 24, 2017 02:18PM |
Registered: 6 years ago Posts: 34 |
|
Re: Overextrusion on bottom Layers Slic3r June 24, 2017 02:56PM |
Registered: 7 years ago Posts: 759 |
|
Re: Overextrusion on bottom Layers Slic3r June 25, 2017 06:30AM |
Registered: 6 years ago Posts: 34 |
Z axis: I did 4 x 10 mm and i landed at 39.98 mm. I dont think I am even able to measure that exact...
Extrusion: I extruded 3x10 mm and it overextruded 1 mm. Gonna fix that but dont think that one mm on 30 mm is gonna make a big difference.
EDIT: Tunned up the stepper driver voltage a bit to 0.68 V... lets see... since both motors are parallel i would suggest that the system while running is draining to much voltag so if I only move z. Everything ok. During print. Voltage is a bit lower since there are other sources working aswell... and then... no steps in Z... lets see
Edited 1 time(s). Last edit at 06/25/2017 06:35AM by Banana_Luke.
Extrusion: I extruded 3x10 mm and it overextruded 1 mm. Gonna fix that but dont think that one mm on 30 mm is gonna make a big difference.
EDIT: Tunned up the stepper driver voltage a bit to 0.68 V... lets see... since both motors are parallel i would suggest that the system while running is draining to much voltag so if I only move z. Everything ok. During print. Voltage is a bit lower since there are other sources working aswell... and then... no steps in Z... lets see
Edited 1 time(s). Last edit at 06/25/2017 06:35AM by Banana_Luke.
|
Re: Overextrusion on bottom Layers Slic3r June 30, 2017 09:07AM |
Registered: 6 years ago Posts: 34 |
Hello every body!
i finally fixe the problem. It was bad G92 code i had in the slicer code settings...
My fault!
What is the best way to get the first layer on the printbed?
atm I am using G92 z-0.35 so the printer will start at actuall z=0 with the print (first layer height = 0.35).
Regards
Luke
i finally fixe the problem. It was bad G92 code i had in the slicer code settings...
My fault!
What is the best way to get the first layer on the printbed?
atm I am using G92 z-0.35 so the printer will start at actuall z=0 with the print (first layer height = 0.35).
Regards
Luke
|
Re: Overextrusion on bottom Layers Slic3r June 30, 2017 11:40AM |
Registered: 7 years ago Posts: 759 |
Quote
What is the best way to get the first layer on the printbed?
atm I am using G92 z-0.35 so the printer will start at actuall z=0 with the print (first layer height = 0.35).
You dont want to do this, your nozzle will not be able to squeeze any fillament out at Z=0
Forget the G92 Z-0.35
Set the Z home position so that at Z 0 there is a thin paper distance between hot nozzle and bed surface.
Then in the slicer set the initial layer height at Z0.35 and set the initial layer extrusion width to between 120% and 150%,
this should squish the 1st layer onto the bed and give good adhesion.
|
Re: Overextrusion on bottom Layers Slic3r July 22, 2017 03:51PM |
Registered: 6 years ago Posts: 34 |
Sorry, only registered users may post in this forum.