Difficulties to print real parts
Posted by math7189
|
Difficulties to print real parts February 15, 2017 03:35AM |
Registered: 7 years ago Posts: 4 |
Hello all,
I'm new on the forum but came several times to read in order to get information.
I have a Prusa I3 X pro from Geeethech. I printed 1cm test cubes to calibrate it. I managed to get good results after few adjustments (see test1 and test2)
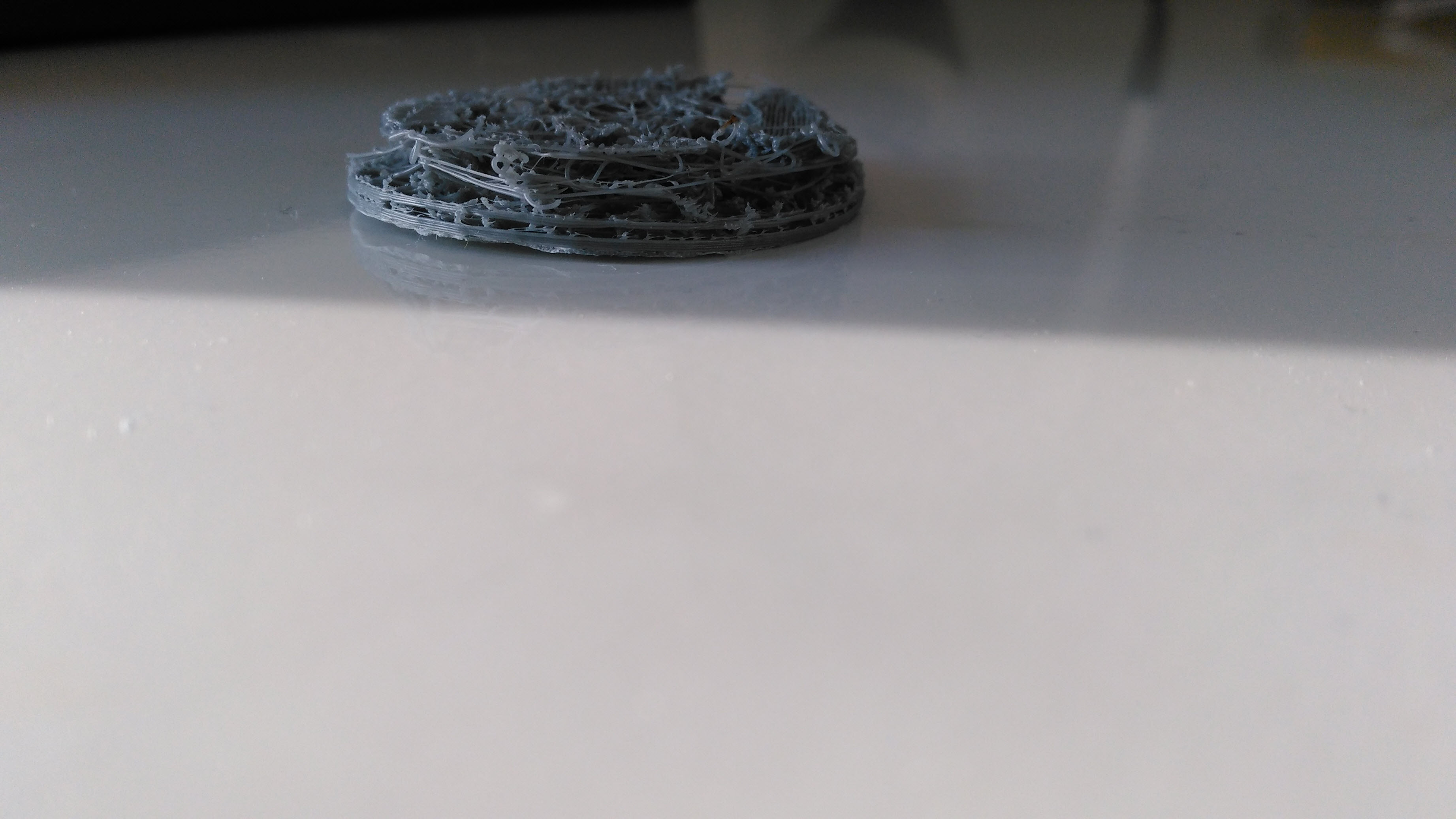
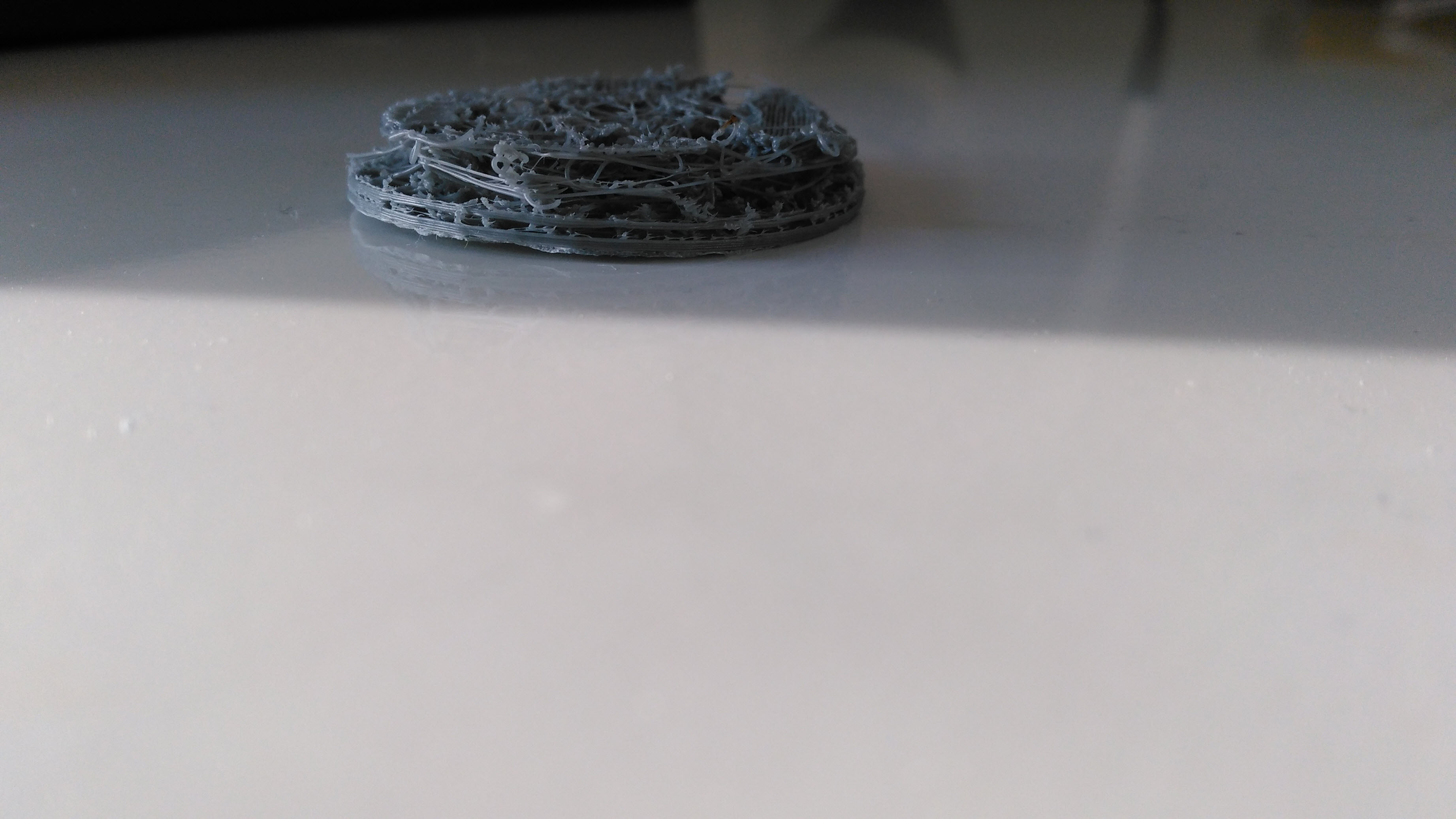
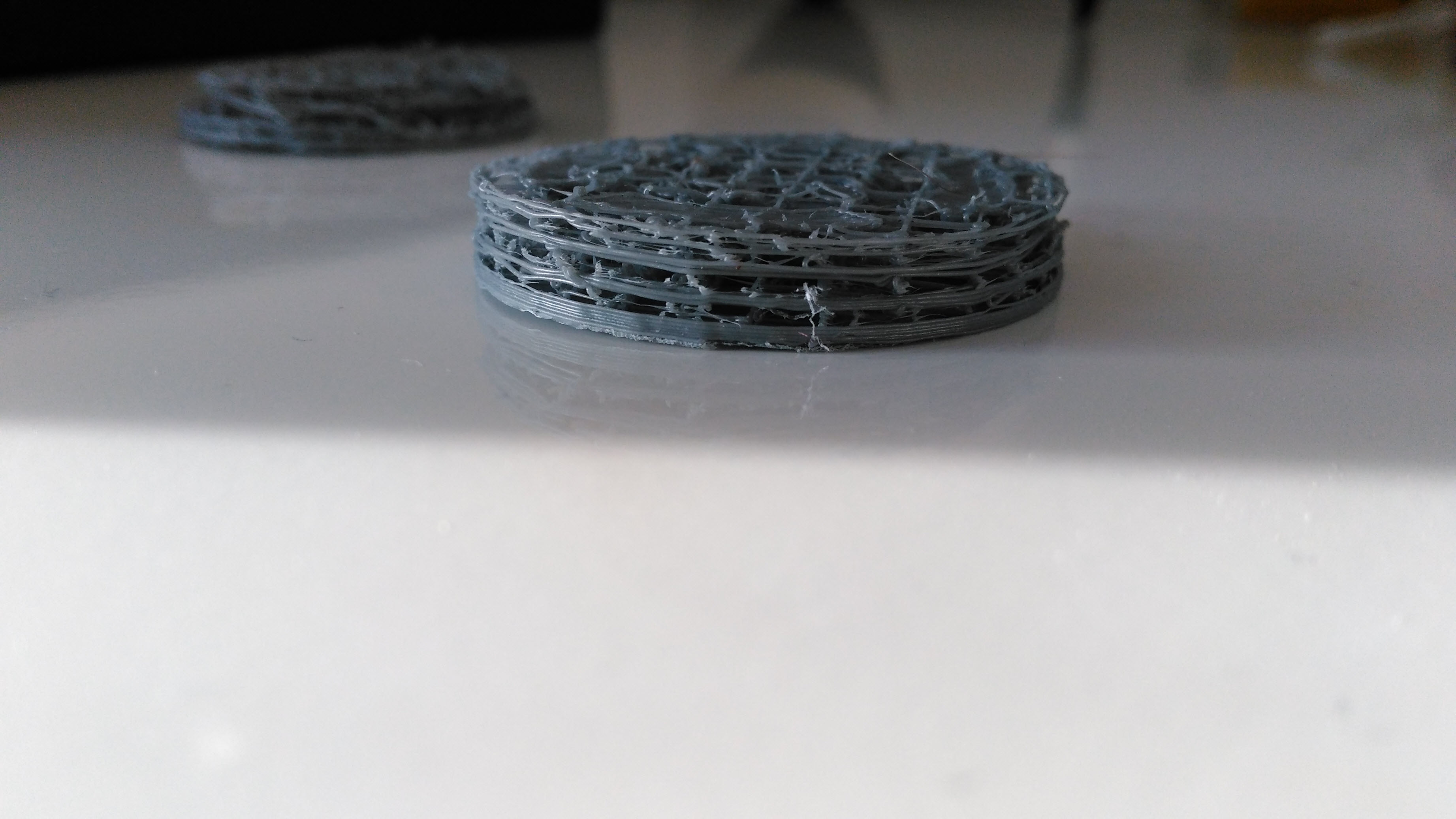
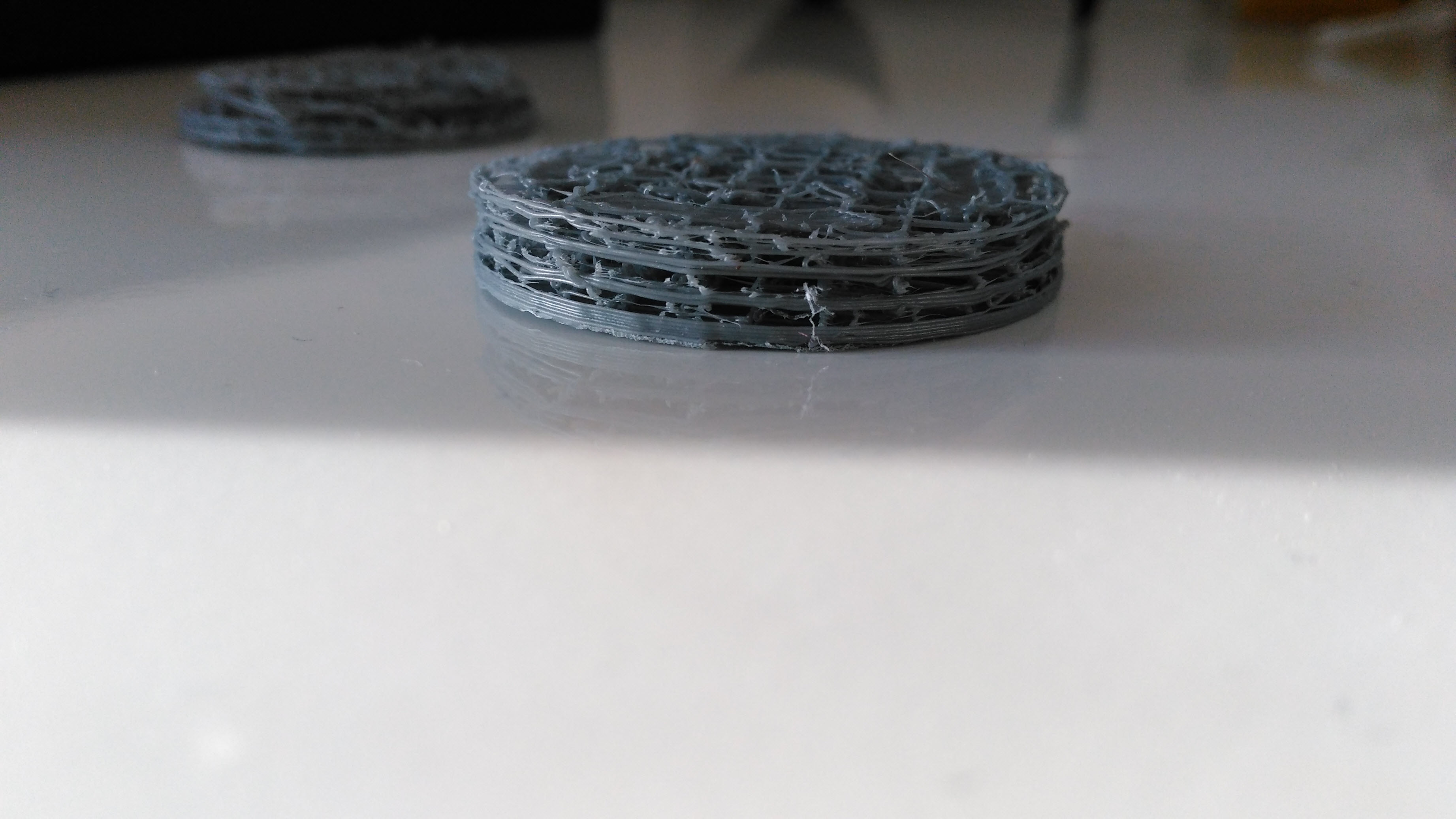
However when I try to print a "real" part, results are very bad. The first minutes are OK but then it is awful (see other pics)
I use ABS filament, bed at 100°C and extruder at 245°C.
I use Cura as slicer engine. The printer is in a home made box.
I'm asking you guys if you have any idea or advise to improve my prints.
Thanks in advance
Math
I'm new on the forum but came several times to read in order to get information.
I have a Prusa I3 X pro from Geeethech. I printed 1cm test cubes to calibrate it. I managed to get good results after few adjustments (see test1 and test2)
However when I try to print a "real" part, results are very bad. The first minutes are OK but then it is awful (see other pics)
I use ABS filament, bed at 100°C and extruder at 245°C.
I use Cura as slicer engine. The printer is in a home made box.
I'm asking you guys if you have any idea or advise to improve my prints.
Thanks in advance
Math
Attachments:
open | download - test1.jpg (566.7 KB)
open | download - test2.jpg (415.9 KB)
open | download - debut.jpg (501.2 KB)
open | download - suite.jpg (573.8 KB)
open | download - suite1.jpg (479.8 KB)
open | download - suite2.jpg (534.6 KB)
open | download - suite3.jpg (433.6 KB)
open | download - suite4.jpg (552.2 KB)
open | download - suite5.jpg (465.3 KB)
open | download - suite6.jpg (558 KB)
open | download - test1.jpg (566.7 KB)
{kind=link}
{kind=link}
open | download - test2.jpg (415.9 KB)
{kind=link}
{kind=link}
open | download - debut.jpg (501.2 KB)
{kind=link}
{kind=link}
open | download - suite.jpg (573.8 KB)
{kind=link}
{kind=link}
open | download - suite1.jpg (479.8 KB)
{kind=link}
{kind=link}
open | download - suite2.jpg (534.6 KB)
{kind=link}
{kind=link}
open | download - suite3.jpg (433.6 KB)
{kind=link}
{kind=link}
open | download - suite4.jpg (552.2 KB)
{kind=link}
{kind=link}
open | download - suite5.jpg (465.3 KB)
{kind=link}
{kind=link}
open | download - suite6.jpg (558 KB)
{kind=link}
{kind=link}
|
Re: Difficulties to print real parts February 15, 2017 05:00AM |
Registered: 7 years ago Posts: 201 |
You should try to increase bed temp by 10 or 20 deg, and reduce extruder temp by maybe 5 or 10. Is your bottom layer good? Extrusion width, speed, layer height do fit the nozzle diameter? If I print ABS too hot or too slow, the bridges get ugly like yours.
I do print ABS at bed 125-130, extruder 230-235, heigth 0.2-0.3 and 1st layer at 150% width with a 0.5mm nozzle.
Edited 1 time(s). Last edit at 02/15/2017 05:03AM by Inhumierer.
I do print ABS at bed 125-130, extruder 230-235, heigth 0.2-0.3 and 1st layer at 150% width with a 0.5mm nozzle.
Edited 1 time(s). Last edit at 02/15/2017 05:03AM by Inhumierer.
|
Re: Difficulties to print real parts February 15, 2017 08:00AM |
Registered: 7 years ago Posts: 4 |
Hi, thanks for your post.
Bottom layer is quiet good but can be better, maybe you are right regarding bed temp, however I have difficulties to go higher than 110°C even if printer is in a box, bed cannot heat more.
Regarding extruder temp, someone else advised me to increase it, but can have a try with 230-235.
I'm using a 0.4mm nozzle, and cura default settings, I can give you them latter (I'm at the office right now)
Bottom layer is quiet good but can be better, maybe you are right regarding bed temp, however I have difficulties to go higher than 110°C even if printer is in a box, bed cannot heat more.
Regarding extruder temp, someone else advised me to increase it, but can have a try with 230-235.
I'm using a 0.4mm nozzle, and cura default settings, I can give you them latter (I'm at the office right now)
|
Re: Difficulties to print real parts February 15, 2017 09:30AM |
Registered: 7 years ago Posts: 201 |
|
Re: Difficulties to print real parts February 15, 2017 09:43AM |
Registered: 10 years ago Posts: 770 |
|
Re: Difficulties to print real parts February 15, 2017 09:48AM |
Registered: 11 years ago Posts: 5,780 |
Calibrating with such a small object is a bad idea. There are always errors in our measurements. The error gets built into the calibration. If you calibrate with a small part then try to print bigger parts the error will be multiplied. If you calibrate with a larger part since the error remains about the same (error in your caliper and the way you hold it when you make the measurement, etc.) when you print smaller parts the error will get divided.
Temperature settings from one printer to another vary a lot, especially the bed temperature, because some people print on a thick piece of glass, others print on aluminum with a thin layer of PET, PEI, or kapton. Thermistors aren't very accurate at 230C, so in both cases you just have to experiment to see what works best for your printer and filament. Run a test print of a cylinder using slic3r's spiral vase mode. Vary the extruder temperature in 5C steps as it goes up, then take the print off the machine and try to pull apart the layers. You'll find it easy to pull apart at temperatures that are too low, very hard to pull apart above some minimum temperature. As the temperature increases, you'll also see changes in the appearance of the print's surface. At very high temperatures it will get ugly. Pick one of the middle temperatures where the layers are hard to separate and the surface still looks good.
You'll need to conduct some experiments with bed adhesion temperature, too. Long, narrow parts are a good test of bed adhesion with ABS. Try printing the same object at different bed temperatures. The first layer can be run hot to improve adhesion, but if you leave the temperature too high throughout the print you'll get "elephant footing". Start hot for the first layer to get the print to stick, then drop back to a temperature that keeps the print stuck down but doesn't cause elephant footing. I print on aluminum with thin PEI and use 105C and 95C for the first layer and the remaining layers respectively.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Temperature settings from one printer to another vary a lot, especially the bed temperature, because some people print on a thick piece of glass, others print on aluminum with a thin layer of PET, PEI, or kapton. Thermistors aren't very accurate at 230C, so in both cases you just have to experiment to see what works best for your printer and filament. Run a test print of a cylinder using slic3r's spiral vase mode. Vary the extruder temperature in 5C steps as it goes up, then take the print off the machine and try to pull apart the layers. You'll find it easy to pull apart at temperatures that are too low, very hard to pull apart above some minimum temperature. As the temperature increases, you'll also see changes in the appearance of the print's surface. At very high temperatures it will get ugly. Pick one of the middle temperatures where the layers are hard to separate and the surface still looks good.
You'll need to conduct some experiments with bed adhesion temperature, too. Long, narrow parts are a good test of bed adhesion with ABS. Try printing the same object at different bed temperatures. The first layer can be run hot to improve adhesion, but if you leave the temperature too high throughout the print you'll get "elephant footing". Start hot for the first layer to get the print to stick, then drop back to a temperature that keeps the print stuck down but doesn't cause elephant footing. I print on aluminum with thin PEI and use 105C and 95C for the first layer and the remaining layers respectively.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Sorry, only registered users may post in this forum.