Got me beat what is causing this
Posted by Darce
|
Got me beat what is causing this June 12, 2016 04:59AM |
Registered: 10 years ago Posts: 3 |
I hope someone recognises the issue here. I've just changed controller boards over to a Mega2560 with RAMPS1.4 and Drv8825. I'm using Simplify3d on a windoze PC, printing over USB.
I am trying to calibrate the printer with the new board, extruder is accurate with 100 mm on demand. MS1-MS3 were Jumpered for 1/32 steps and it was quite noisy with a lot of horizontal banding in the z axis.
Aside from that, it was an acceptable print (see initial.jpg).
I then removed the MS1 &2 jumpers to specify 1/16th stepping and corrected steps per mm to reflect changes.
When I print the 40 mm calibration square I get the results in blob.jpg. (I stopped the print and retracted, which caused the blobbing and strand on the top left corner)
In blob.jpg the end of each loop is the top right hand corner, which is where the problem seems to originate only after finishing the base plate.
It seems to start with a tiny blob which the nozzle then rides over each successive loop, progressively getting worse until it begins to form steps and the diagonal banding that can be seen in the picture.
Initial print with 1/32 was at 0.20 layer height, 0.90 extrusion multiplier with 3 mm retract @ 1800 mm/s Bed temp 60°, Head 200°, when I changed to 1/16th it went like you see in blob.jpg
I have tried zero retract as well as increasing to up to 8mm, dropped 5° each attempt (currently down to 190°) and reduced to 0.80 extrusion multiplier and am yet to see any appreciable change.
If I specify random start points for all perimeters I get the exact same result (plus some stranding even at 190°, but I'll tackle that later).
Can anyone suggest anything else to try?
I am trying to calibrate the printer with the new board, extruder is accurate with 100 mm on demand. MS1-MS3 were Jumpered for 1/32 steps and it was quite noisy with a lot of horizontal banding in the z axis.
Aside from that, it was an acceptable print (see initial.jpg).
I then removed the MS1 &2 jumpers to specify 1/16th stepping and corrected steps per mm to reflect changes.
When I print the 40 mm calibration square I get the results in blob.jpg. (I stopped the print and retracted, which caused the blobbing and strand on the top left corner)
In blob.jpg the end of each loop is the top right hand corner, which is where the problem seems to originate only after finishing the base plate.
It seems to start with a tiny blob which the nozzle then rides over each successive loop, progressively getting worse until it begins to form steps and the diagonal banding that can be seen in the picture.
Initial print with 1/32 was at 0.20 layer height, 0.90 extrusion multiplier with 3 mm retract @ 1800 mm/s Bed temp 60°, Head 200°, when I changed to 1/16th it went like you see in blob.jpg
I have tried zero retract as well as increasing to up to 8mm, dropped 5° each attempt (currently down to 190°) and reduced to 0.80 extrusion multiplier and am yet to see any appreciable change.
If I specify random start points for all perimeters I get the exact same result (plus some stranding even at 190°, but I'll tackle that later).
Can anyone suggest anything else to try?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Got me beat what is causing this June 12, 2016 07:28AM |
Registered: 9 years ago Posts: 1,873 |
If the only thing you changed was the micro-stepping on the extruder then it has to be the extruder calibration that's at fault. Have you done the fine calibration described in the guide? The initial 100mm input test is just a ballpark setting (but worth repeating after changing the stepper settings just as a sanity check). Sometimes you get a ramps board with a dodgy jumper connection, and because the drv8825 has mutliple encodings for 1/32 it can be masked at 1/32 and cause problems when you try anything else.
Edited 1 time(s). Last edit at 06/12/2016 07:30AM by JamesK.
Edited 1 time(s). Last edit at 06/12/2016 07:30AM by JamesK.
|
Re: Got me beat what is causing this June 12, 2016 07:50AM |
Registered: 10 years ago Posts: 3 |
JamesK, it looks like you are spot on!
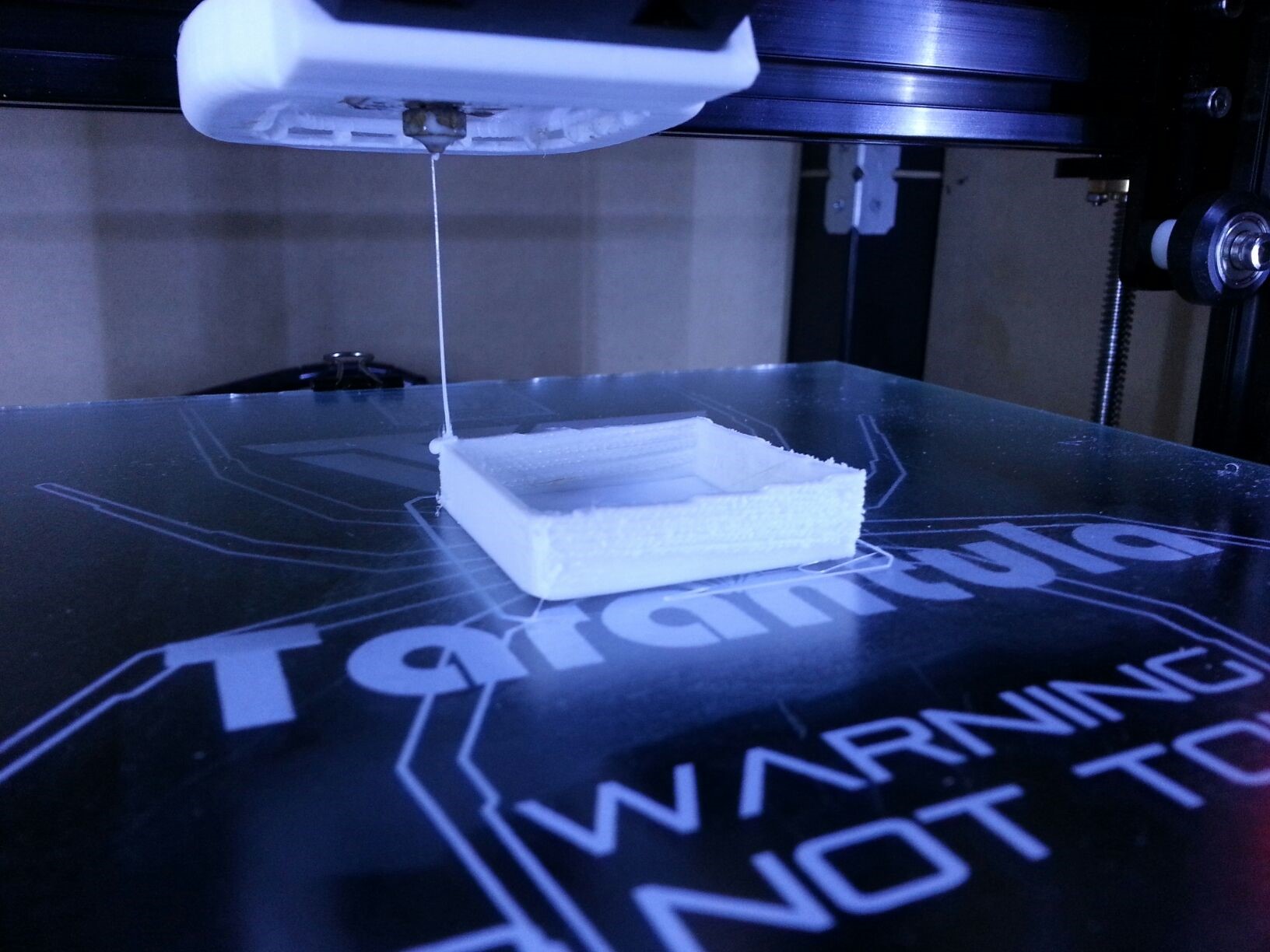
I set the 20 mm XYZ cube to print and went inside for dinner. When I got back I saw this squat little thing hunkered down under the tool head.
Thinking the print had stopped for some reason, I removed it only to see that Z had printed on the top face. When measured, I had a 20.49 x 20.51 x 8.5mm "cube".
If I hadn't stopped the print each time it started to go wrong and simply let it finish I would have figured it out much earlier - z axis steps per mm obviously out the wazzoo. It looks like the Z stepper is still sending 1/32 steps.
Cheers.
I set the 20 mm XYZ cube to print and went inside for dinner. When I got back I saw this squat little thing hunkered down under the tool head.
Thinking the print had stopped for some reason, I removed it only to see that Z had printed on the top face. When measured, I had a 20.49 x 20.51 x 8.5mm "cube".
If I hadn't stopped the print each time it started to go wrong and simply let it finish I would have figured it out much earlier - z axis steps per mm obviously out the wazzoo. It looks like the Z stepper is still sending 1/32 steps.
Cheers.
Sorry, only registered users may post in this forum.