first large print. Please help with issues
Posted by NikosK
|
first large print. Please help with issues April 22, 2016 04:00AM |
Registered: 8 years ago Posts: 15 |
After a long time trying, I finished a large print of a carriage for my prusa i3.
The print finished but I have some issues.
1. The print seperated in two pieces with minimal effort, as you can see from the pictures. the print never stopped or showed any issues while printing, so I don't know what changed in that layer.
2. All round holes in the xy surface have an almond shape, as if the y diameter is compressed. The problem is that I have calibrated x and y axis and I m sure that the error should be minimal (a 5x5 cube has 90 angles and the diference is .01-0.04 or the milimeter).
3. I get ripples in the layers while moving in the z axis. The strange thing is that, as you can see, the ripples are visible only on one wall of each axis ( from the pictures you can see that the x+ wall is smooth and the x- wall is full of ripples).
I m using a e3d v6 with .35 nozzle printing a .2mm layer, using Devil Design PLA. The speed is low at max 40 and the temp I use is 200C for the plastic and no heat for the table. All belts are with enough tension.
Any suggestions?
The print finished but I have some issues.
1. The print seperated in two pieces with minimal effort, as you can see from the pictures. the print never stopped or showed any issues while printing, so I don't know what changed in that layer.
2. All round holes in the xy surface have an almond shape, as if the y diameter is compressed. The problem is that I have calibrated x and y axis and I m sure that the error should be minimal (a 5x5 cube has 90 angles and the diference is .01-0.04 or the milimeter).
3. I get ripples in the layers while moving in the z axis. The strange thing is that, as you can see, the ripples are visible only on one wall of each axis ( from the pictures you can see that the x+ wall is smooth and the x- wall is full of ripples).
I m using a e3d v6 with .35 nozzle printing a .2mm layer, using Devil Design PLA. The speed is low at max 40 and the temp I use is 200C for the plastic and no heat for the table. All belts are with enough tension.
Any suggestions?
Attachments:
open | download - WP_20160422_10_15_14_Pro.jpg (334.6 KB)
open | download - WP_20160422_10_15_36_Pro.jpg (353.4 KB)
open | download - WP_20160422_10_14_45_Pro.jpg (279.5 KB)
open | download - WP_20160422_10_14_36_Pro.jpg (243.9 KB)
open | download - WP_20160422_10_41_11_Pro.jpg (208.2 KB)
open | download - WP_20160422_10_41_02_Pro.jpg (225.8 KB)
open | download - WP_20160422_10_40_48_Pro.jpg (203.8 KB)
open | download - WP_20160422_10_15_14_Pro.jpg (334.6 KB)
{kind=link}
{kind=link}
open | download - WP_20160422_10_15_36_Pro.jpg (353.4 KB)
{kind=link}
{kind=link}
open | download - WP_20160422_10_14_45_Pro.jpg (279.5 KB)
{kind=link}
{kind=link}
open | download - WP_20160422_10_14_36_Pro.jpg (243.9 KB)
{kind=link}
{kind=link}
open | download - WP_20160422_10_41_11_Pro.jpg (208.2 KB)
{kind=link}
{kind=link}
open | download - WP_20160422_10_41_02_Pro.jpg (225.8 KB)
{kind=link}
{kind=link}
open | download - WP_20160422_10_40_48_Pro.jpg (203.8 KB)
{kind=link}
{kind=link}
|
Re: first large print. Please help with issues April 22, 2016 04:39AM |
Registered: 8 years ago Posts: 778 |
There is something wrong in your setup or calibration.
The infill is not even touching the perimeters and in some areas the perimeter lines itself have no contact to each other.
Either you are not extruding enough or your real layer height is more than what you set in the slicer - did you measure with some calipers?
Let's say a small test cube 20mm heigh and with 0.2mm layers all through.
If that is not exactly 20m heigh you have the first source of the problem, if it is correct you need to check the extrusion width and multiplicator.
The infill is not even touching the perimeters and in some areas the perimeter lines itself have no contact to each other.
Either you are not extruding enough or your real layer height is more than what you set in the slicer - did you measure with some calipers?
Let's say a small test cube 20mm heigh and with 0.2mm layers all through.
If that is not exactly 20m heigh you have the first source of the problem, if it is correct you need to check the extrusion width and multiplicator.
|
Re: first large print. Please help with issues April 22, 2016 04:49AM |
Registered: 8 years ago Posts: 15 |
The extrusion rate and speed are calibrated and I get constant results with the 10cm filament test, every time I try it. I was thinking if it is a retraction issue but I don't know how to check it.
I will print an 2cm cube when I return home and check it. Should I use infill for the cube?
I will print an 2cm cube when I return home and check it. Should I use infill for the cube?
|
Re: first large print. Please help with issues April 22, 2016 06:44AM |
Registered: 8 years ago Posts: 778 |
|
Re: first large print. Please help with issues April 22, 2016 06:57AM |
Registered: 8 years ago Posts: 260 |
|
Re: first large print. Please help with issues April 22, 2016 08:33AM |
Registered: 8 years ago Posts: 778 |
|
Re: first large print. Please help with issues April 22, 2016 08:46AM |
Registered: 8 years ago Posts: 15 |
just printed the 20mm cube and x-axis is a bit smaller than I thought. What do you think about the cube? It was printed with .2 step 70% infill and speed of 40. I include the config ini file for slicer if someone can see if I have done anything stupid with it.
About the z-lift, I have no idea
About the z-lift, I have no idea
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: first large print. Please help with issues April 22, 2016 11:11AM |
Registered: 8 years ago Posts: 778 |
Doesn't look too bad.
I would double check the steps for Z and maybe add a few to get exactly 20mm in height.
One axis being low and one heigh is not really good, so try the print again with a few more z steps and turn the cube by 45°.
If now the cube is even in the sides you might have to tweak the steps for X or Y too.
I prefer to measure the axis directly to check the stepping.
Using a fixed point and one on the axis I just move the axis toward the (extended) calipers by 10 or 20mm and check the reading.
Works best to do a few 0.1mm first to ensure the contact between calipers and machine is good.
I would double check the steps for Z and maybe add a few to get exactly 20mm in height.
One axis being low and one heigh is not really good, so try the print again with a few more z steps and turn the cube by 45°.
If now the cube is even in the sides you might have to tweak the steps for X or Y too.
I prefer to measure the axis directly to check the stepping.
Using a fixed point and one on the axis I just move the axis toward the (extended) calipers by 10 or 20mm and check the reading.
Works best to do a few 0.1mm first to ensure the contact between calipers and machine is good.
|
Re: first large print. Please help with issues April 22, 2016 02:07PM |
Registered: 8 years ago Posts: 15 |
|
Re: first large print. Please help with issues April 22, 2016 04:52PM |
Registered: 11 years ago Posts: 973 |
Ok you dont mess with z step values is is screw driven they stay constant, if z height issue then check 1st layer height is correct then check flow and you actually extruding the correct layer height
Check my rubbish blog for my prusa i3
up and running
[3dimetech.blogspot.co.uk]
Check my rubbish blog for my prusa i3
up and running
[3dimetech.blogspot.co.uk]
|
Re: first large print. Please help with issues April 23, 2016 01:05PM |
Registered: 8 years ago Posts: 15 |
An update after securing the z-rods and fixing the speed in all axis.
In y and z axis I get an almost perfect 20mm cube (20.01-20.02mm). In x axis I get the first time a larger cube 20.15mm and after adjusting a smaller cube 19.78mm. Now the speed is at 160.1
As for the issues I got in the z axis most of them are fixed as you can see from the new cube I have printed.
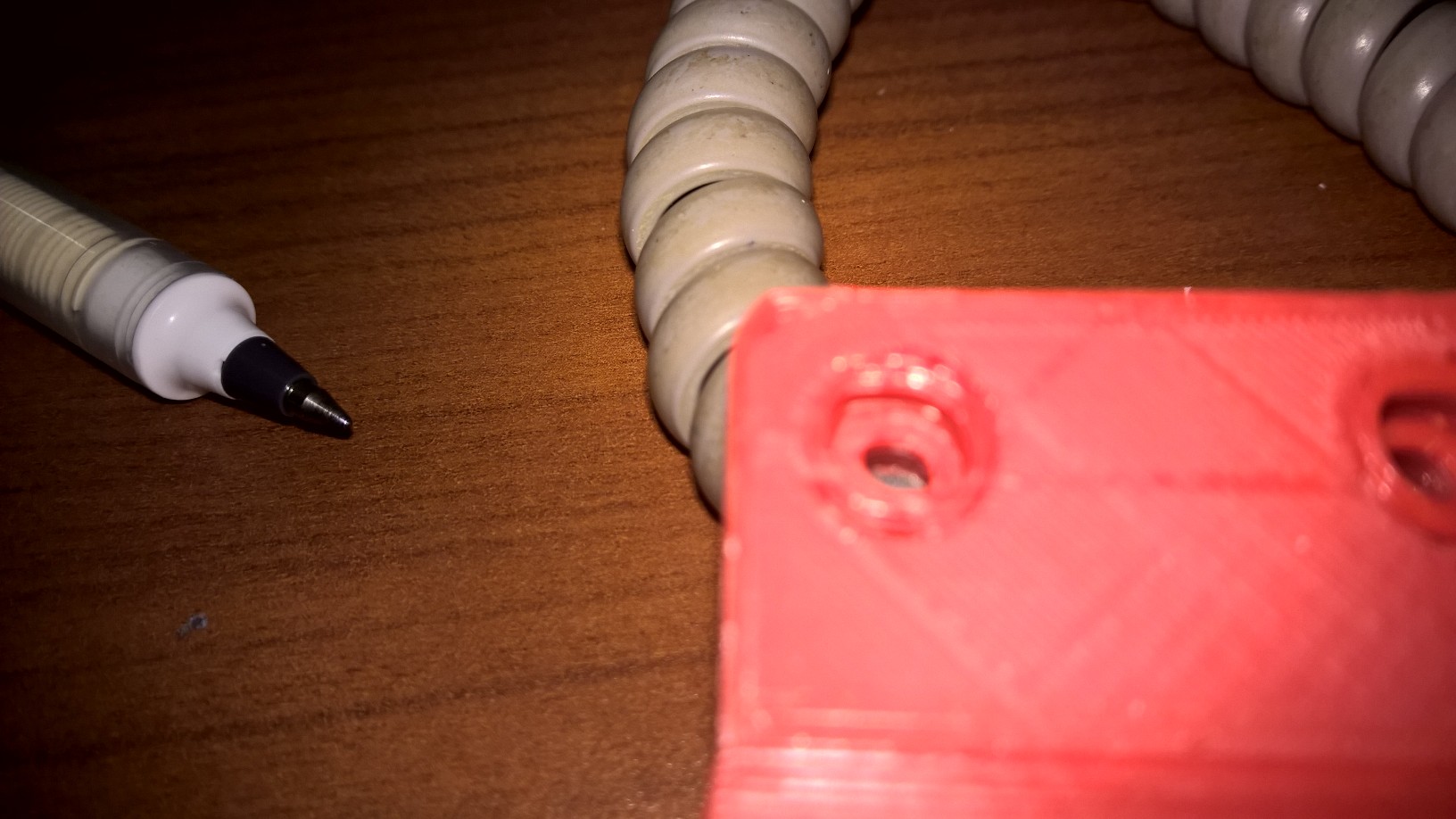
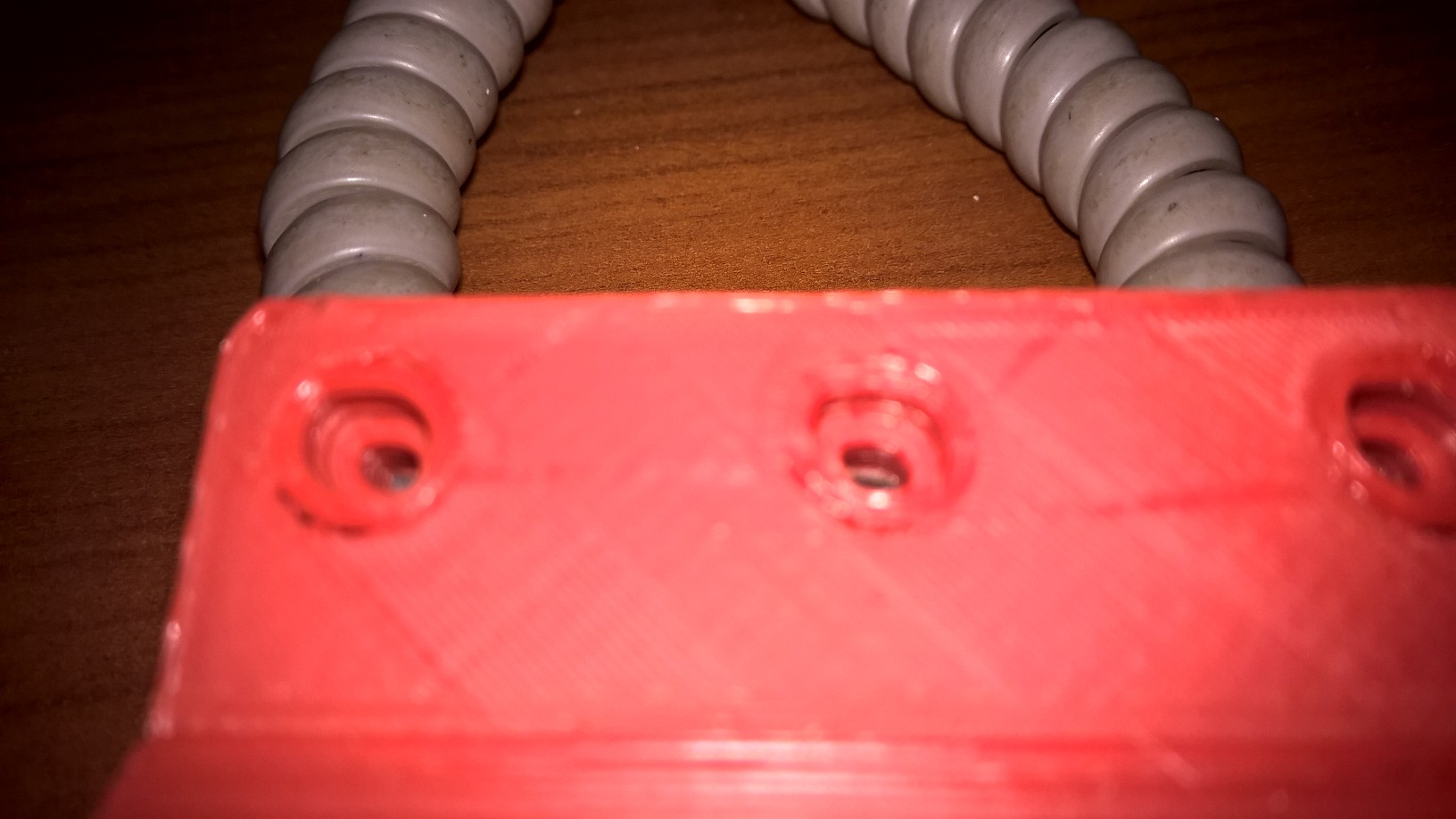
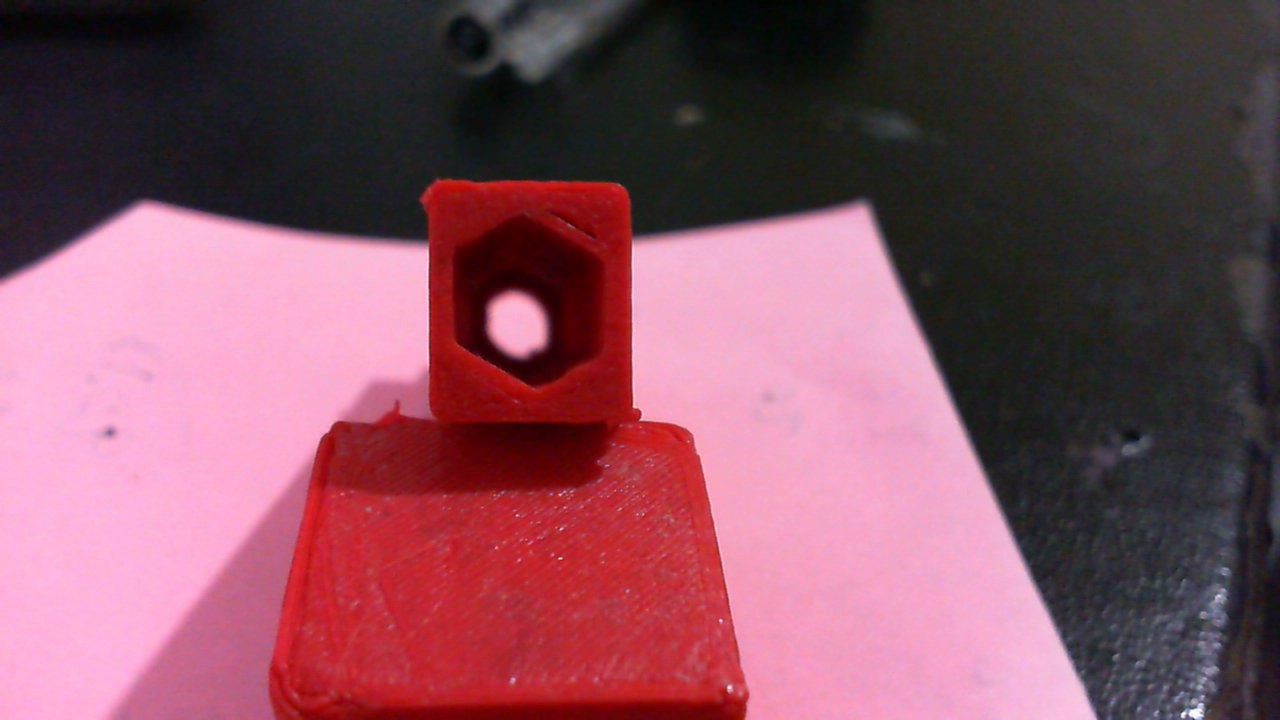
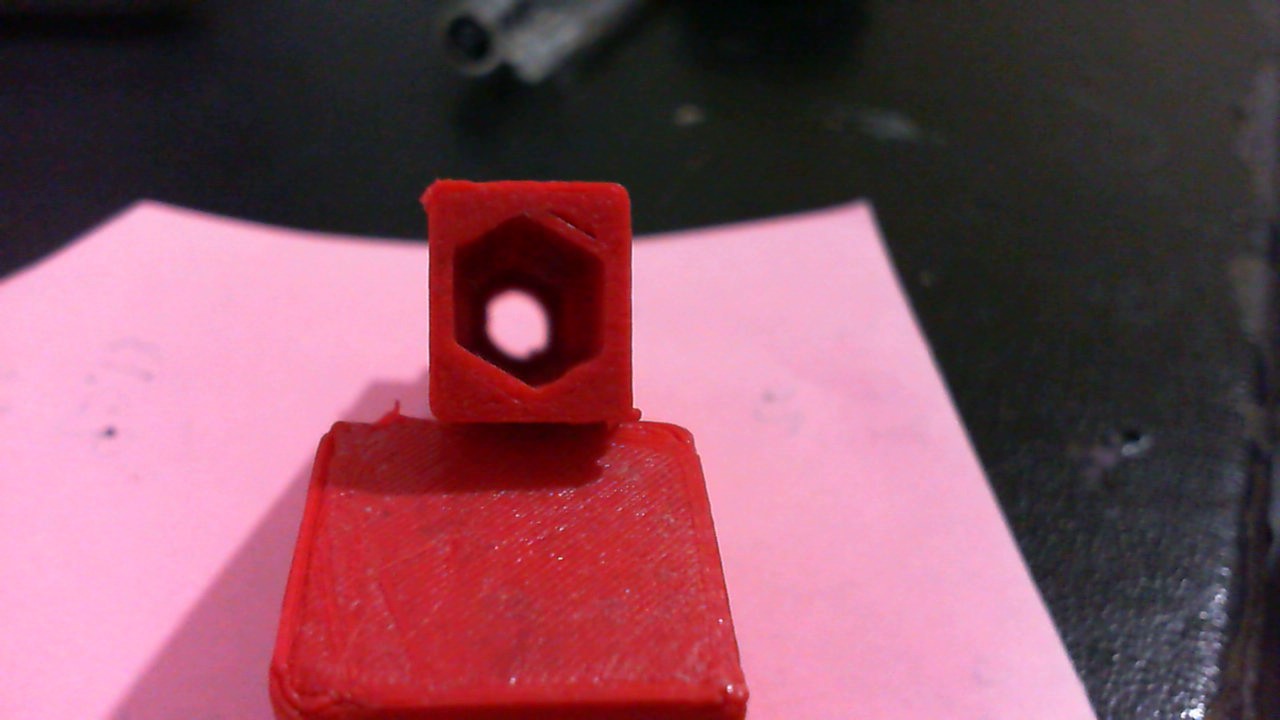
I also tried to print a small part which uses 2 m5 nuts and a spring betwin them to keep the z-rod straight and as you can see fromt he pixtures the hexagon is deformed. I can slot the m5 nuts in the part without issue but the part is far from perfect.
I can't understand why this happens, and i don't know where to start. Any suggections?
Finaly in the last picture you can see that a corner is deformed because it was the pont where the filament retracted to change level. I thing that this retraction is too much for a direct feed extruder, or there is someting else I haven't thought.
The part was printed at 100% fill with 0.2 step and 40 max speed. I used cooling from the 3rd layer up.
In y and z axis I get an almost perfect 20mm cube (20.01-20.02mm). In x axis I get the first time a larger cube 20.15mm and after adjusting a smaller cube 19.78mm. Now the speed is at 160.1
As for the issues I got in the z axis most of them are fixed as you can see from the new cube I have printed.
I also tried to print a small part which uses 2 m5 nuts and a spring betwin them to keep the z-rod straight and as you can see fromt he pixtures the hexagon is deformed. I can slot the m5 nuts in the part without issue but the part is far from perfect.
I can't understand why this happens, and i don't know where to start. Any suggections?
Finaly in the last picture you can see that a corner is deformed because it was the pont where the filament retracted to change level. I thing that this retraction is too much for a direct feed extruder, or there is someting else I haven't thought.
The part was printed at 100% fill with 0.2 step and 40 max speed. I used cooling from the 3rd layer up.
Attachments:
open | download - WIN_20160423_19_50_19_Pro.jpg (93.1 KB)
open | download - WIN_20160423_19_50_40_Pro.jpg (88.6 KB)
open | download - WIN_20160423_19_51_15_Pro.jpg (110 KB)
open | download - WIN_20160423_19_51_25_Pro.jpg (101.1 KB)
open | download - WIN_20160423_19_51_43_Pro.jpg (139.7 KB)
open | download - WIN_20160423_19_50_19_Pro.jpg (93.1 KB)
{kind=link}
{kind=link}
open | download - WIN_20160423_19_50_40_Pro.jpg (88.6 KB)
{kind=link}
{kind=link}
open | download - WIN_20160423_19_51_15_Pro.jpg (110 KB)
{kind=link}
{kind=link}
open | download - WIN_20160423_19_51_25_Pro.jpg (101.1 KB)
{kind=link}
{kind=link}
open | download - WIN_20160423_19_51_43_Pro.jpg (139.7 KB)
{kind=link}
{kind=link}
|
Re: first large print. Please help with issues April 24, 2016 10:25AM |
Registered: 9 years ago Posts: 17 |
Γειά σου Νίκο
Πρέπει να ρυθμίσεις τα βήματα των μοτέρ από το marlin για να πετύχεις ακρίβεια στην εκτύπωση. Παίζουν online calculators οπως εδώ : [prusaprinters.org]
Και για τον κύβο που εκτύπωσες υπολόγισε: Πραγματικό μήκος / Μήκος εκτύπωσης * Βήματα
Για τη γωνία ρύθμισε το retract accelaration από το firmware.
Το μόνο που σου συνιστώ είναι υπομονή
Πρέπει να ρυθμίσεις τα βήματα των μοτέρ από το marlin για να πετύχεις ακρίβεια στην εκτύπωση. Παίζουν online calculators οπως εδώ : [prusaprinters.org]
Και για τον κύβο που εκτύπωσες υπολόγισε: Πραγματικό μήκος / Μήκος εκτύπωσης * Βήματα
Για τη γωνία ρύθμισε το retract accelaration από το firmware.
Το μόνο που σου συνιστώ είναι υπομονή
Sorry, only registered users may post in this forum.