Newbie ? on achieving smoother surfaces
Posted by jjenco
|
Newbie ? on achieving smoother surfaces April 21, 2016 04:10PM |
Registered: 7 years ago Posts: 2 |
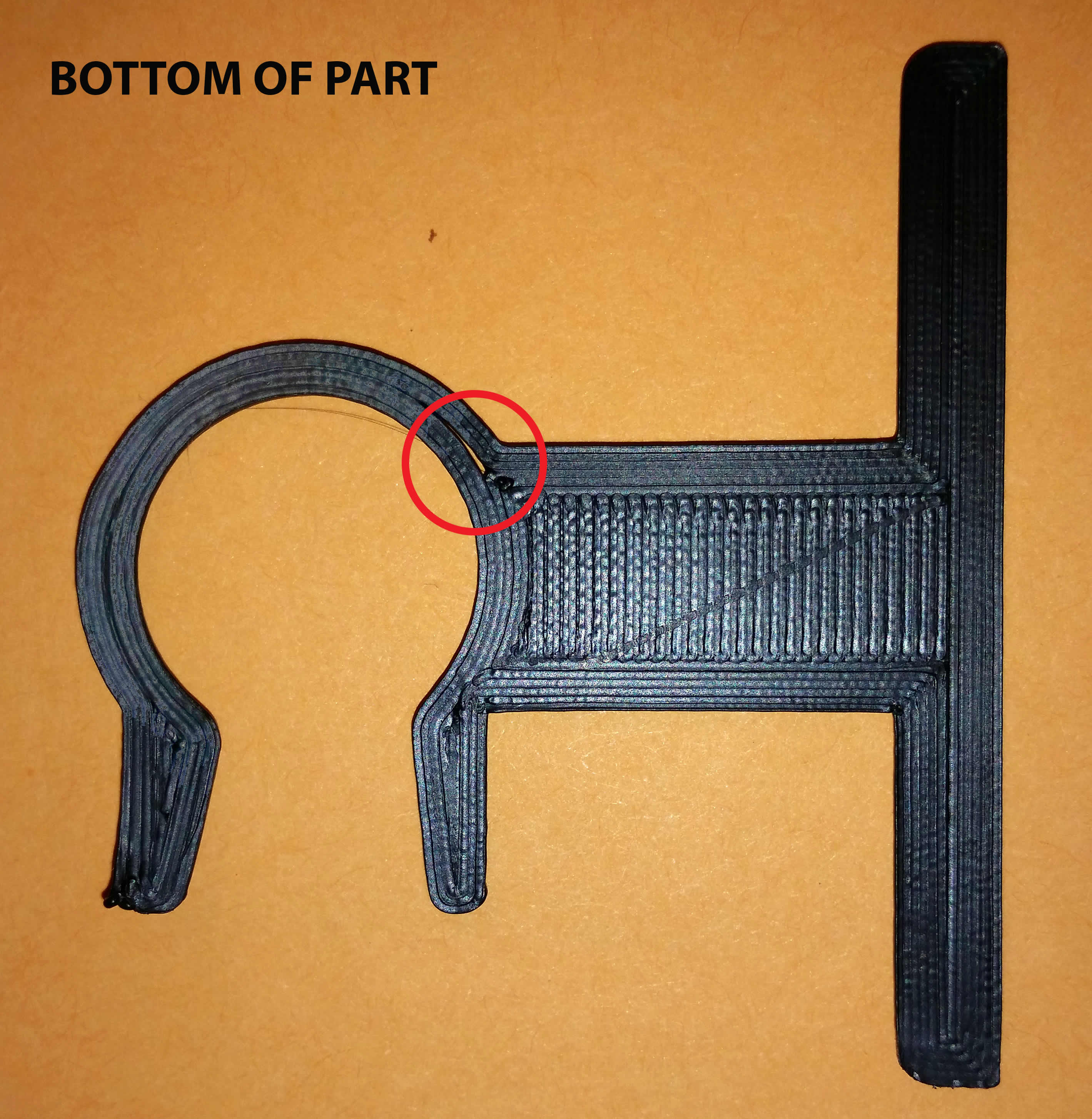
Hi, I'm experimenting with my new RostockMAX v2 printer using SeeMeCNC ABS filament. The attached file shows two issues I'm trying to resolve.
First, the sides of the model are printing nice and smooth, but the bottom (shown) and top are not finished well at all. The top is only slightly better (smoother) than the bottom. I'm printing with a 0.3 bottom layer, a 0.2 layer setting, and perimeters set at 3mm. What can I do to get a nice finish on the bottom and top?
Second, the circled area shows a gap in the fill that also results in a gap most of the way around the circular latch portion of the part. I wanted this to be solid, as well as the 'T' crossbar portion of the latch. The circular part thickness is 0.125" (3.1mm) and the crossbar thickness is 0.25" (6.4mm).
Thanks for any suggestions, tips, or tricks you can provide!
John
First, the sides of the model are printing nice and smooth, but the bottom (shown) and top are not finished well at all. The top is only slightly better (smoother) than the bottom. I'm printing with a 0.3 bottom layer, a 0.2 layer setting, and perimeters set at 3mm. What can I do to get a nice finish on the bottom and top?
Second, the circled area shows a gap in the fill that also results in a gap most of the way around the circular latch portion of the part. I wanted this to be solid, as well as the 'T' crossbar portion of the latch. The circular part thickness is 0.125" (3.1mm) and the crossbar thickness is 0.25" (6.4mm).
Thanks for any suggestions, tips, or tricks you can provide!
John
{kind=link}
{kind=link}
|
Re: Newbie ? on achieving smoother surfaces April 21, 2016 04:59PM |
Registered: 11 years ago Posts: 560 |
|
Re: Newbie ? on achieving smoother surfaces April 21, 2016 04:59PM |
Registered: 10 years ago Posts: 1,401 |
you didn't mentioned the nozzle size. for a 0.3 layer you need a 0.4 nozzle or higher.
one of the reasons for gaps in the fill that I have seen a lot is the relation between dimensions and nozzle size, when a dimension is smaller than an even number of passes of the nozzle, there is going to be gaps between them and poor adhesion will occur.
Part of the reason why the bottom layer is worst than the top one is the difference from 0.3 to 0.2 layer height, any issues will show more with higher size layers.
Just to clarify in case you didn't understood me, lets assume the following: nozzle size 0.4 and perimeter set a 3mm, if you divide 3 by 0.4 you get 7.5, usually for 0.4 nozzle, the extrusion will be 0.46 which makes 6.52 passes, the slicer will not do that, it will only do 6 as shown in your picture and 6 time 0.46 makes only a 2.76mm perimeter and you will have a gap of 0.24mm divided by 6 = 0.04mm between layered filament. this gap plus the fact that you firs layer is higher than the rest will create the issues you are facing. you can change your perimeter size to 2.76 to have a no gap fill, but to be honest, I will reduce it even mor to have a better and stronger part.
I use Simplify3d and only use 3 perimeter lines ( which will be 1.38mm) and use the infill to smooth and strength the part.
one of the reasons for gaps in the fill that I have seen a lot is the relation between dimensions and nozzle size, when a dimension is smaller than an even number of passes of the nozzle, there is going to be gaps between them and poor adhesion will occur.
Part of the reason why the bottom layer is worst than the top one is the difference from 0.3 to 0.2 layer height, any issues will show more with higher size layers.
Just to clarify in case you didn't understood me, lets assume the following: nozzle size 0.4 and perimeter set a 3mm, if you divide 3 by 0.4 you get 7.5, usually for 0.4 nozzle, the extrusion will be 0.46 which makes 6.52 passes, the slicer will not do that, it will only do 6 as shown in your picture and 6 time 0.46 makes only a 2.76mm perimeter and you will have a gap of 0.24mm divided by 6 = 0.04mm between layered filament. this gap plus the fact that you firs layer is higher than the rest will create the issues you are facing. you can change your perimeter size to 2.76 to have a no gap fill, but to be honest, I will reduce it even mor to have a better and stronger part.
I use Simplify3d and only use 3 perimeter lines ( which will be 1.38mm) and use the infill to smooth and strength the part.
|
Re: Newbie ? on achieving smoother surfaces April 21, 2016 05:12PM |
Registered: 7 years ago Posts: 2 |
Sorry, only registered users may post in this forum.