Print issues with ABS
Posted by jimmyvinnie
|
Print issues with ABS February 08, 2016 04:38PM |
Registered: 8 years ago Posts: 16 |
Hi
Can anyone please lend an experienced eye and point me in the right direction to fixing a couple of printing issues?
I don't seem to be getting fusion between extrusions in solid layers (top and bottom included).Its not just per layer but also layer to layer?
I'm also seeing what I'm describing as 'curl up'.
Please take a look at the attached photos and let me know what you think?
My machine details and config are as follows:
Prusa scratch built i3 with Alu heatbed, hexagon Ao hotend 1.75mm filament 0.4mm nozzle. Running Marlin firmware and slicing with slic3r and printing with Repetier.
Happy to provide as much info as anyone would like. Just ask.
Thanks
Jamie
Can anyone please lend an experienced eye and point me in the right direction to fixing a couple of printing issues?
I don't seem to be getting fusion between extrusions in solid layers (top and bottom included).Its not just per layer but also layer to layer?
I'm also seeing what I'm describing as 'curl up'.
Please take a look at the attached photos and let me know what you think?
My machine details and config are as follows:
Prusa scratch built i3 with Alu heatbed, hexagon Ao hotend 1.75mm filament 0.4mm nozzle. Running Marlin firmware and slicing with slic3r and printing with Repetier.
Happy to provide as much info as anyone would like. Just ask.
Thanks
Jamie
|
Re: Print issues with ABS February 08, 2016 04:49PM |
Registered: 9 years ago Posts: 1,873 |
What temperatures, what speed would be the main questions. If you don't have an enclosure you'll be fighting warping and de-lamination, but you can compensate a bit by printing slowly (30 to 40 mm/s), using the high end of the abs temperature range (around 260C) and keeping the bed up around 110C to provide some warmth for at least shorter models. If you have a print cooling fan you probably don't want to use it on abs, and you should make sure that any cold-end cooling fan (or anything else for that matter) doesn't make a draft that affects the print.
|
Re: Print issues with ABS February 08, 2016 04:58PM |
Registered: 11 years ago Posts: 5,780 |
What are the extruder and bed temperatures? Is the printer enclosed? What is the temperature inside the enclosure? What surface is on the bed to keep the part stuck down?
ABS is difficult to print unless you do a lot of things just right. For a long narrow part like that it is usually a good idea to use a brim or raft.
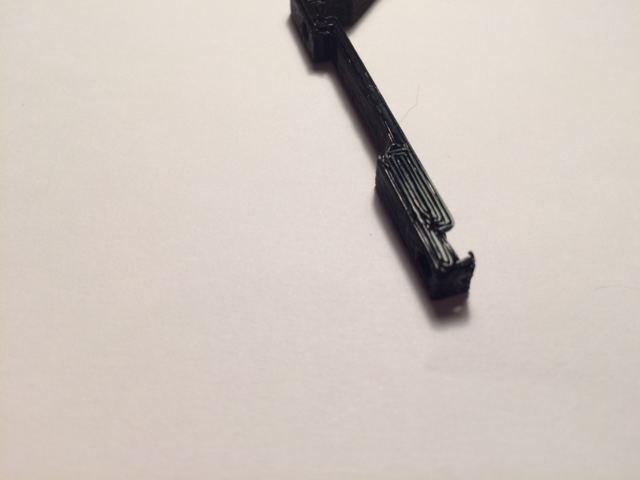
I use bed temp of 105C, with nothing but clean kapton tape on the bed, extruder temperature typically 235C, enclosed print chamber at 45C and have minimal problems with parts letting go, warping, or delaminating. I never use a print cooling fan on ABS, though others do and claim some success. Here's a 210mm long ABS print I recently made:
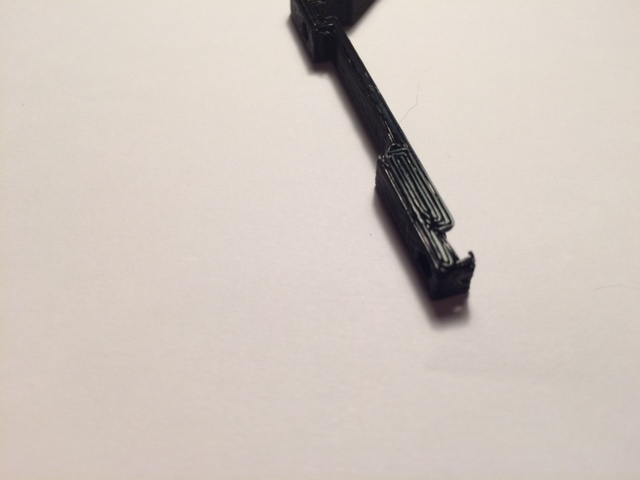
And here's the final assembly using that part:
Though there are many printers out there that advertise that they can be used for ABS printing, very few are enclosed, very few have heaters that can get the bed sufficiently warm, and very few have a warm build chamber. For most of those machines, the only thing that makes them ABS compatible is an extruder that can get hot enough to melt ABS. They really should say that they are capable of extruding ABS. Printing is a whole 'nuther thing.
Edited 1 time(s). Last edit at 02/08/2016 04:59PM by the_digital_dentist.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
ABS is difficult to print unless you do a lot of things just right. For a long narrow part like that it is usually a good idea to use a brim or raft.
I use bed temp of 105C, with nothing but clean kapton tape on the bed, extruder temperature typically 235C, enclosed print chamber at 45C and have minimal problems with parts letting go, warping, or delaminating. I never use a print cooling fan on ABS, though others do and claim some success. Here's a 210mm long ABS print I recently made:

And here's the final assembly using that part:

Though there are many printers out there that advertise that they can be used for ABS printing, very few are enclosed, very few have heaters that can get the bed sufficiently warm, and very few have a warm build chamber. For most of those machines, the only thing that makes them ABS compatible is an extruder that can get hot enough to melt ABS. They really should say that they are capable of extruding ABS. Printing is a whole 'nuther thing.
Edited 1 time(s). Last edit at 02/08/2016 04:59PM by the_digital_dentist.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Print issues with ABS February 08, 2016 05:02PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Print issues with ABS February 08, 2016 05:02PM |
Registered: 8 years ago Posts: 16 |
Cheers for the really quick response! I'm printing with the following settings:
Bed temp 110, extrude temp 240. I'm using a 0.4 nozzle so printing height 0.3 (first layer 0.35).
Here's a screen grab of speed settings
I do have a fan on the cold end but it is blowing on the job too.
Bed temp 110, extrude temp 240. I'm using a 0.4 nozzle so printing height 0.3 (first layer 0.35).
Here's a screen grab of speed settings

I do have a fan on the cold end but it is blowing on the job too.
|
Re: Print issues with ABS February 08, 2016 05:07PM |
Registered: 9 years ago Posts: 1,873 |
OK, so slow down, and blank off the fan from the print. Maybe add a few degrees to the hotend. The other thing that can help is wider extrusion - I've used up to .7, but .6 should be fine. Not great for detailed decorative prints, but good for functional pieces. DD's solution of using an enclosure is of course the best idea 
|
Re: Print issues with ABS February 08, 2016 05:08PM |
Registered: 8 years ago Posts: 16 |
I'm printing on Kapton tape as a starter whilst deciding where to go. No enclosure as of yet. I'm managing to get a max bed temp of about 113 degrees C. I used a 5mm brim to aid the printing adhesion, maybe a bigger brim?
The hot end I have is good to 300 so no problems ramping up the extrusion temp! That was at 240 extrude temp and 110 bed.
It'd wouldn't be a challenge or fun if it was too easy! it's finding the solution to a problem and exercising the old noodle!
The hot end I have is good to 300 so no problems ramping up the extrusion temp! That was at 240 extrude temp and 110 bed.
It'd wouldn't be a challenge or fun if it was too easy! it's finding the solution to a problem and exercising the old noodle!
|
Re: Print issues with ABS February 08, 2016 05:12PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Print issues with ABS February 08, 2016 05:17PM |
Registered: 8 years ago Posts: 16 |
|
Re: Print issues with ABS February 08, 2016 05:17PM |
Registered: 11 years ago Posts: 5,780 |
I'd use a thinner first layer with at least 0.5mm line width (don't let slic3r pick the line widths- set them yourself). Set the width in the submenu labeled "advanced" under the "print" tab. In fact, I'd typically print everything at 0.25mm layer height or start with 0.25 and drop to 0.2 or less.
Block off the airflow from the fan that is hitting the print. You can get away with that for PLA but not ABS.
What's covering the bed plate? Nevermind- kapton- that's good. make sure it is clean before you start printing by wiping with pure acetone (NOT fingernail polish remover!) while the bed is at room temp. Acetone boils at 60C so it won't do much for you if the bed is above 60C.
The part is for a chocolate printer than I've been working on sort of on and off. It will wobble the extruder nozzle that will attach to the bearing block on the right, so I call it the "nozzle wobbler", because what sort of person wouldn't want their nozzle wobbled? The connecting rod at the top has two ball bearings salvaged from hard disk drives and using the linear guide makes the motion extremely smooth and precise- far better than necessary for this project. In the first picture it looks like there's some distortion in the edges of the print at the far right and left sides. That's not distortion- it's part of the design so the piece could be screwed to a piece of 2" PVC pipe, which is what you're seeing in the second picture.
Edited 2 time(s). Last edit at 02/08/2016 05:21PM by the_digital_dentist.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Block off the airflow from the fan that is hitting the print. You can get away with that for PLA but not ABS.
What's covering the bed plate? Nevermind- kapton- that's good. make sure it is clean before you start printing by wiping with pure acetone (NOT fingernail polish remover!) while the bed is at room temp. Acetone boils at 60C so it won't do much for you if the bed is above 60C.
The part is for a chocolate printer than I've been working on sort of on and off. It will wobble the extruder nozzle that will attach to the bearing block on the right, so I call it the "nozzle wobbler", because what sort of person wouldn't want their nozzle wobbled? The connecting rod at the top has two ball bearings salvaged from hard disk drives and using the linear guide makes the motion extremely smooth and precise- far better than necessary for this project. In the first picture it looks like there's some distortion in the edges of the print at the far right and left sides. That's not distortion- it's part of the design so the piece could be screwed to a piece of 2" PVC pipe, which is what you're seeing in the second picture.
Edited 2 time(s). Last edit at 02/08/2016 05:21PM by the_digital_dentist.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Print issues with ABS February 08, 2016 05:38PM |
Registered: 8 years ago Posts: 16 |
Thanks for all the help. I've located the settings after realizing there is an option in preferences to switch to advanced mode.....boom after a restart the advanced option appears at the bottom of every tab. I've changed the widths, heights and increased the extrude temp. I will have another shot at printing tomorrow (getting a bit late here now). Hopefully I can cobble together something to keep the cooling fan wafting on the print surface.
I have to ask....Whats the reason for 'wobbling your nozzle'? Some infill special?
I have to ask....Whats the reason for 'wobbling your nozzle'? Some infill special?
|
Re: Print issues with ABS February 08, 2016 05:55PM |
Registered: 11 years ago Posts: 5,780 |
You want to prevent the fan from blowing on the print. Tape a piece of cardboard to it to redirect the airflow away from the print.
The machine is intended to print fluted chocolate vases, so the print plate is on the end of a screw and it moves downward as it rotates. The nozzle remains at a fixed Z point but the wobbler just moves it back and forth along the circumference of the print, creating flutes. By syncing or not syncing the wobbler motor with the bed drive motor I can control the number of flutes and even cause them to spiral around the sides of the vase. The machine's frame is entirely 2" PVC pipe (I'm not going for high res, precise printing here).
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
The machine is intended to print fluted chocolate vases, so the print plate is on the end of a screw and it moves downward as it rotates. The nozzle remains at a fixed Z point but the wobbler just moves it back and forth along the circumference of the print, creating flutes. By syncing or not syncing the wobbler motor with the bed drive motor I can control the number of flutes and even cause them to spiral around the sides of the vase. The machine's frame is entirely 2" PVC pipe (I'm not going for high res, precise printing here).
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Print issues with ABS February 08, 2016 07:03PM |
Registered: 9 years ago Posts: 1,873 |
Sounds fantastic DD. Edible prints, what's not to like?
I was down in the basement when I read that, and my wife heard the laughter from upstairs
Edited 1 time(s). Last edit at 02/08/2016 07:16PM by JamesK.
Quote
I call it the "nozzle wobbler", because what sort of person wouldn't want their nozzle wobbled?
I was down in the basement when I read that, and my wife heard the laughter from upstairs
Edited 1 time(s). Last edit at 02/08/2016 07:16PM by JamesK.
|
Re: Print issues with ABS February 09, 2016 07:29AM |
Registered: 8 years ago Posts: 16 |
After a little fiddling (and a blocked nozzle). I managed to get a fairly successful print this morning:
Much happier with these prints. There are still a few niggles; infill was only 20% and appeared to be extremely sporadic (gonna try again with 40% and increase as appropriate); got a weird error a couple of times on screen 11:32:45.501 : echo:Unknown command: "7". Not sure if means anything at all but thought I'd post it anyhow.
My top level final layers didn't quite merge as well as i would like. may increase the width for these?
Settings for this print were:
Thanks again for all the suggestions and help. great to get advice from those in the know!
Jamie



Much happier with these prints. There are still a few niggles; infill was only 20% and appeared to be extremely sporadic (gonna try again with 40% and increase as appropriate); got a weird error a couple of times on screen 11:32:45.501 : echo:Unknown command: "7". Not sure if means anything at all but thought I'd post it anyhow.
My top level final layers didn't quite merge as well as i would like. may increase the width for these?
Settings for this print were:


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Thanks again for all the suggestions and help. great to get advice from those in the know!
Jamie
|
Re: Print issues with ABS February 09, 2016 07:43AM |
Registered: 9 years ago Posts: 1,873 |
Excellent, I'm still new enough at this to remember well how good it felt when my first abs prints started working.
I can't see from the photos (black plastic is hard to get a good photograph of), but if the top layer doesn't completely merge it might be a sign of under-extrusion. Have you done an extrusion fine tuning along the lines of the calibration guide?
I can't see from the photos (black plastic is hard to get a good photograph of), but if the top layer doesn't completely merge it might be a sign of under-extrusion. Have you done an extrusion fine tuning along the lines of the calibration guide?
|
Re: Print issues with ABS February 09, 2016 04:32PM |
Registered: 10 years ago Posts: 580 |
As James said, definitely do calibrate.
You should also calibrate your retraction.
Here are other Slic3r Tutorials and videos.
The sparse infill in Slic3r is very much like bridging. It doesn't touch except at the ends and where it crosses other infill. As a result if the extrusion width is not set wide enough it will be too thin and will snap, especially where it crosses other infill. To fix this you can slow it down a bit, and set the infill extrusion width wider - say .65. You have it at auto settings now, so it's trying to extrude a circular profile with not enough filament.
Note that the first layer over infill is printed using the flow rate from the Bridge Flow Ratio, under Printing, Advanced. You can increase the bridge flow ratio to make that come out nice.
Try to keep your extrusion rates similar for different features so there are not large swings in pressure in the hot end - for wider extrusion set a lower speed.
If this isn't done it will cause artifacts. For instance: it takes time to ramp up pressure, so the beginning of a large fast extrude will be starved (lower the speed). After a high pressure extrude, when it starts a low pressure area - extra will be deposited.
Hope that helps.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
You should also calibrate your retraction.
Here are other Slic3r Tutorials and videos.
Quote
jimmyvinnie
infill was only 20% and appeared to be extremely sporadic
The sparse infill in Slic3r is very much like bridging. It doesn't touch except at the ends and where it crosses other infill. As a result if the extrusion width is not set wide enough it will be too thin and will snap, especially where it crosses other infill. To fix this you can slow it down a bit, and set the infill extrusion width wider - say .65. You have it at auto settings now, so it's trying to extrude a circular profile with not enough filament.
Note that the first layer over infill is printed using the flow rate from the Bridge Flow Ratio, under Printing, Advanced. You can increase the bridge flow ratio to make that come out nice.
Try to keep your extrusion rates similar for different features so there are not large swings in pressure in the hot end - for wider extrusion set a lower speed.
If this isn't done it will cause artifacts. For instance: it takes time to ramp up pressure, so the beginning of a large fast extrude will be starved (lower the speed). After a high pressure extrude, when it starts a low pressure area - extra will be deposited.
Hope that helps.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Print issues with ABS February 15, 2016 01:27PM |
Registered: 8 years ago Posts: 16 |
Thanks for all the help! After returning to calibration I managed to break the hot end and had to buy a new part. Managed to get it all back together at weekend only for everything to go completely wrong!
Repetier crashes after every slice using slic3r; When eventually I get it to slice with Cura, the print crashes half way through with the LCD saying thermal runaway (temps were fine on the LCD screen). haven't managed a full print since without a error. Can't for the life of me fathom whats wrong anywhere!
Repetier crashes after every slice using slic3r; When eventually I get it to slice with Cura, the print crashes half way through with the LCD saying thermal runaway (temps were fine on the LCD screen). haven't managed a full print since without a error. Can't for the life of me fathom whats wrong anywhere!
|
Re: Print issues with ABS February 16, 2016 01:58AM |
Registered: 10 years ago Posts: 580 |
Ugh, not good.
I would recommend always slicing in the stand-alone slicer, then just print it with Repetier or Pronterface. Even better, use one of those to command it to print from SD. Then you have the latest/known version slicing engine.
Make sure your thermistor connections are good, and that the correct thermistor type is in firmware if it changed, and re-do the PID calibration.
I would recommend always slicing in the stand-alone slicer, then just print it with Repetier or Pronterface. Even better, use one of those to command it to print from SD. Then you have the latest/known version slicing engine.
Make sure your thermistor connections are good, and that the correct thermistor type is in firmware if it changed, and re-do the PID calibration.
Sorry, only registered users may post in this forum.