Problems from the ~15th layer..
Posted by goldiee36
|
Problems from the ~15th layer.. February 02, 2016 05:37PM |
Registered: 8 years ago Posts: 6 |
Hi All,
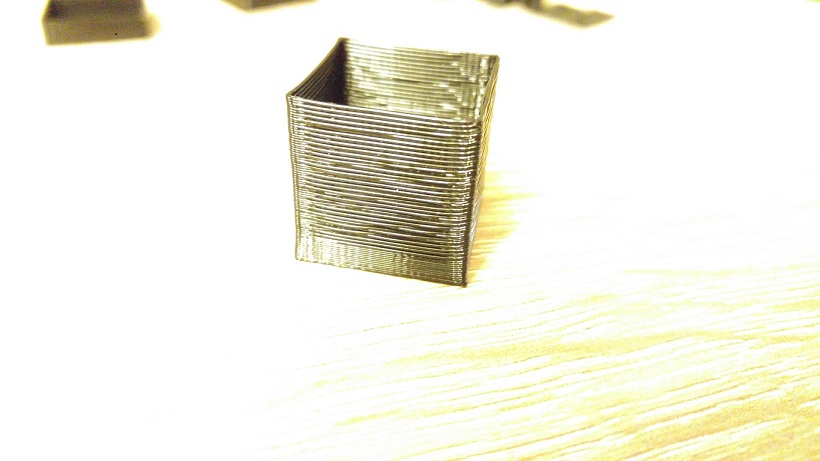
have you seen this kind of problem before? It is 100% reproducible, and it is always starting from that high. The lower layers are nice but after a while they starts to looks like, well as you can see on the picture. I tried to modifiy the Z offset so the nozzle will be closer to the bed at the first layer but it did not helped.
Thanks in advance
Adam
have you seen this kind of problem before? It is 100% reproducible, and it is always starting from that high. The lower layers are nice but after a while they starts to looks like, well as you can see on the picture. I tried to modifiy the Z offset so the nozzle will be closer to the bed at the first layer but it did not helped.
Thanks in advance
Adam
{kind=link}
{kind=link}
|
Re: Problems from the ~15th layer.. February 02, 2016 06:36PM |
Registered: 9 years ago Posts: 978 |
Hi Adam,
The Z offset will only affect the first layer.
Looks to me like your hot end is intermittently jamming/clogging after a few layers. That is probably not layer-related, but time-related.
At the 10th or so layer (when the output starts to go bad), does the extruder motor start clicking? Or does the extruder motor turn but filament is not being fed?
To give useful advice, we really need to know more: Type of printer. Type of hot end. Type of extruder. Your slicer settings.
Frank
The Z offset will only affect the first layer.
Looks to me like your hot end is intermittently jamming/clogging after a few layers. That is probably not layer-related, but time-related.
At the 10th or so layer (when the output starts to go bad), does the extruder motor start clicking? Or does the extruder motor turn but filament is not being fed?
To give useful advice, we really need to know more: Type of printer. Type of hot end. Type of extruder. Your slicer settings.
Frank
|
Re: Problems from the ~15th layer.. February 02, 2016 07:01PM |
Registered: 8 years ago Posts: 778 |
|
Re: Problems from the ~15th layer.. February 03, 2016 02:21AM |
Registered: 8 years ago Posts: 6 |
Hi,
prusa i3 rework with the standard wade extruder, e3d-lite6.
The interesting thing that this one was working flawlessly 2 days ago, then I changed the inductive sensor mount. I cant figure it out what was changed except the sensor mount height. The filament flow looks equal but I printed like 10 cubes yesterday and the bad layers were coming around the sme height every time. I tried lower filament temperature, leveling the bed, decreasing/increasing Z offset (in the past I remember that I had similar problem when the nozzle at the first layer was too far from the bad - I guess a bad first layer can ruin thing later).
I found something in the meantime, my hollow cube prints started to looks like the these: [forums.reprap.org]
or [www.google.com]
So the first layers are actually looks wider. Which is superstrange as I was not changing the filament, bed/extruder temperature nor the printing speeds. But I will try to lower the bed temp with a few degrees in the evening. (I must be going to work now..)
Edited 1 time(s). Last edit at 02/03/2016 02:22AM by goldiee36.
prusa i3 rework with the standard wade extruder, e3d-lite6.
The interesting thing that this one was working flawlessly 2 days ago, then I changed the inductive sensor mount. I cant figure it out what was changed except the sensor mount height. The filament flow looks equal but I printed like 10 cubes yesterday and the bad layers were coming around the sme height every time. I tried lower filament temperature, leveling the bed, decreasing/increasing Z offset (in the past I remember that I had similar problem when the nozzle at the first layer was too far from the bad - I guess a bad first layer can ruin thing later).
I found something in the meantime, my hollow cube prints started to looks like the these: [forums.reprap.org]
or [www.google.com]
So the first layers are actually looks wider. Which is superstrange as I was not changing the filament, bed/extruder temperature nor the printing speeds. But I will try to lower the bed temp with a few degrees in the evening. (I must be going to work now..)
Edited 1 time(s). Last edit at 02/03/2016 02:22AM by goldiee36.
|
Re: Problems from the ~15th layer.. February 03, 2016 02:31AM |
Registered: 8 years ago Posts: 6 |
|
Re: Problems from the ~15th layer.. February 03, 2016 03:18AM |
Registered: 8 years ago Posts: 6 |
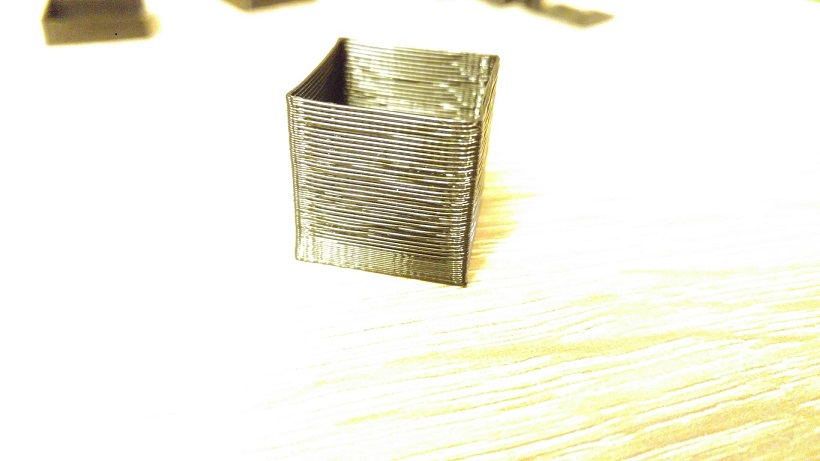
I attached a new pic.
So my theory is that the layers try to shrink and the nozzle of course extruding over the original perimeter (oh this is a one sided hollow cube btw - I forgot to mention). As the walls are not straight below the nozzle, the new layer is "turning" down.
I still do not know what introduced this change, or how to fix it - if this is the problem at all.
So my theory is that the layers try to shrink and the nozzle of course extruding over the original perimeter (oh this is a one sided hollow cube btw - I forgot to mention). As the walls are not straight below the nozzle, the new layer is "turning" down.
I still do not know what introduced this change, or how to fix it - if this is the problem at all.
{kind=link}
{kind=link}
|
Re: Problems from the ~15th layer.. February 03, 2016 02:59PM |
Registered: 10 years ago Posts: 580 |
Hi Goldiee
Can you show a photos of that last one at different angles?
What I'm curious about is which axis the offset is happening on, Y axis, X axis also?
What kind of stepper drivers do you have - DRV8825 or a4988?
It's interesting that it starts happening after a certain time. That makes me think of a thermal cause. Do you have a fan on the drivers?
It could also be mechanical - something binding.
There are about 29 different things that could cause this, which I've compiled on the Shifted Layers / Offset Layers / Missed Steps page on the Wiki.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
Can you show a photos of that last one at different angles?
What I'm curious about is which axis the offset is happening on, Y axis, X axis also?
What kind of stepper drivers do you have - DRV8825 or a4988?
It's interesting that it starts happening after a certain time. That makes me think of a thermal cause. Do you have a fan on the drivers?
It could also be mechanical - something binding.
There are about 29 different things that could cause this, which I've compiled on the Shifted Layers / Offset Layers / Missed Steps page on the Wiki.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Problems from the ~15th layer.. February 03, 2016 03:11PM |
Registered: 9 years ago Posts: 978 |
Does that happen on all sides of the cube? Or only on the X ends or Y ends?
I'm thinking that you might have a loose belt or some other play in your printer mechanism.
Are you using auto-levelling of your bed? If you are, then play in the Z axis can manifest as offsets in the X or Y direction. I found a mm or so of slack in the connection between the Z-coupler and the threaded rod... I could lift the rod a mm or so up and down relative to the Z-coupler.
[Edit]
Complete explanation, so it can be added to the Troubleshooting Wiki...
If your bed isn't level, then there's Z-axis movement all the time. For example, imagine a bed which is level in the X axis but not level in Y. (The same applies if it's level in Y and not in X, and it just gets horribly complicated if it's not level in both X and Y). The firmware compensates by printing the entire object rotated to match the plane of the bed. To do this, the Z axis will move upward in Z when printing in one direction in Y, and downward when printing the other direction in Y. This becomes particularly obvious when filling the first layer of a large (e.g. 100x100) object... as the head goes back and forth on each parallel line, the Z-axis threaded rod turns in opposite directions as it extends and retracts Y... this is the printer software compensating for the slope of the bed.
However, if there is play in the Z axis (as I had at the Z-coupler of my PrintrBot 1405), then the print head doesn't actually go up and down as much as it should. Now add in that the slicer/firmware may print whilst extending Y in one place and the nozzle will correctly increase Z, but when it prints while retracting Y, perhaps in another place, the nozzle doesn't decrease Z. So two points on the object which should be at slightly different Z values (but parallel to the bed) are printed at the same level. If the Y axis motions have a pattern to them, then the errors in the print will have a pattern too.
Symptoms:
Edited 1 time(s). Last edit at 02/03/2016 04:31PM by frankvdh.
I'm thinking that you might have a loose belt or some other play in your printer mechanism.
Are you using auto-levelling of your bed? If you are, then play in the Z axis can manifest as offsets in the X or Y direction. I found a mm or so of slack in the connection between the Z-coupler and the threaded rod... I could lift the rod a mm or so up and down relative to the Z-coupler.
[Edit]
Complete explanation, so it can be added to the Troubleshooting Wiki...
If your bed isn't level, then there's Z-axis movement all the time. For example, imagine a bed which is level in the X axis but not level in Y. (The same applies if it's level in Y and not in X, and it just gets horribly complicated if it's not level in both X and Y). The firmware compensates by printing the entire object rotated to match the plane of the bed. To do this, the Z axis will move upward in Z when printing in one direction in Y, and downward when printing the other direction in Y. This becomes particularly obvious when filling the first layer of a large (e.g. 100x100) object... as the head goes back and forth on each parallel line, the Z-axis threaded rod turns in opposite directions as it extends and retracts Y... this is the printer software compensating for the slope of the bed.
However, if there is play in the Z axis (as I had at the Z-coupler of my PrintrBot 1405), then the print head doesn't actually go up and down as much as it should. Now add in that the slicer/firmware may print whilst extending Y in one place and the nozzle will correctly increase Z, but when it prints while retracting Y, perhaps in another place, the nozzle doesn't decrease Z. So two points on the object which should be at slightly different Z values (but parallel to the bed) are printed at the same level. If the Y axis motions have a pattern to them, then the errors in the print will have a pattern too.
Symptoms:
- When printing cylinders (assuming continuous extruding in the same rotational direction (e.g. clockwise), the output leans in the X direction, because it is extending Y on one side of the cylinder, and retracting Y on the other.
- It is difficult to start a print with a large first layer, because the head is pressing down on the bed in some places (when extending Y) and therefore not extruding, whereas at other places (when retracting Y) the head is too high and the output all wiggly and not attached.
- If printing an object involves printing one layer's perimeter in one direction, and the next layer's perimeter in the opposite direction, you end up with striping rather than leaning.
- Holding continuous upward pressure against the bottom of the Y-carriage, makes it print OK.
Edited 1 time(s). Last edit at 02/03/2016 04:31PM by frankvdh.
|
Re: Problems from the ~15th layer.. February 04, 2016 03:23AM |
Registered: 8 years ago Posts: 6 |
Hi guys, thanks for the great help to everyone!
Yesterday I checked everything I could, steppers (a4988), belts, bed level, nozzle movement, Z axis backlash, bearings, fasteners.. I increased the print size of the object, decreased the bed temperature., nothing. (The fault was present on all four sides of the cube.)
As it turned out the printing speed was not OK. I noticed that this little 20x20x20 cube print time was around 7 minutes before and now it is only 3:50. So I decreased the speed in slic3r to the half and tada! (no picture as I forgot to make some and now I am in work)
I still don't know how it was changed! I did not install new software I didn't touch anything in the speed settings.. strange.
Btw. 30 mm/s for external perimeters was the too fast speed and with 15mm/s they are perfect.
Thanks again and happy printing
Yesterday I checked everything I could, steppers (a4988), belts, bed level, nozzle movement, Z axis backlash, bearings, fasteners.. I increased the print size of the object, decreased the bed temperature., nothing. (The fault was present on all four sides of the cube.)
As it turned out the printing speed was not OK. I noticed that this little 20x20x20 cube print time was around 7 minutes before and now it is only 3:50. So I decreased the speed in slic3r to the half and tada! (no picture as I forgot to make some and now I am in work)
I still don't know how it was changed! I did not install new software I didn't touch anything in the speed settings.. strange.
Btw. 30 mm/s for external perimeters was the too fast speed and with 15mm/s they are perfect.
Thanks again and happy printing
|
Re: Problems from the ~15th layer.. February 04, 2016 05:11AM |
Registered: 8 years ago Posts: 778 |
|
Re: Problems from the ~15th layer.. February 04, 2016 08:24AM |
Registered: 9 years ago Posts: 1,873 |
What sort of plastic are you using? 15mm/s is very slow for most printers. You'd expect to prusa style printer to manage ok at 60mm/s with pla, maybe a little less with abs. It might suggest a mechanical problem with the printer if you have to drop to 15 to get a successful print (although I find 15mm/s a good speed for the first layer).
|
Re: Problems from the ~15th layer.. February 05, 2016 08:15AM |
Registered: 8 years ago Posts: 6 |
Sorry, only registered users may post in this forum.