Material buildup by transfer movement - Cura/PrusaBig/PLA
Posted by KarlLngf
|
Material buildup by transfer movement - Cura/PrusaBig/PLA January 24, 2016 07:39AM |
Registered: 8 years ago Posts: 1 |
Hey RepRap´ers,
after a lot of reading and building my printer i´m printing since 1/2 year now.
Now i have a question:
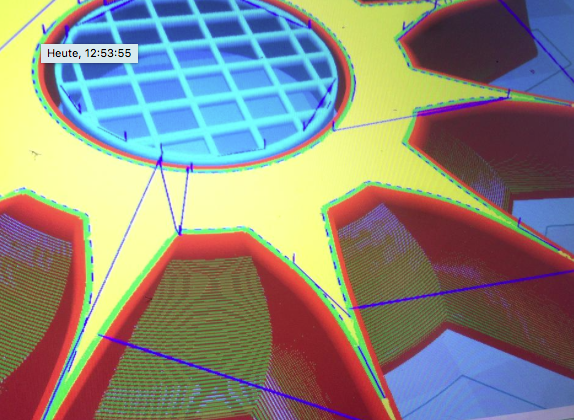
Sadly i have a material buildup on the surface. Thats caused due to transfer movements from cura in the code (blue). Have to clean it by hand, so it scraches the surface (ugly).
My thougts:
- other program or setting?
- colder and hotter not the way, it´s perfect with 208 degree celsius
- slower.. not the way i´ve tested
Thanks so much,
greetings from Munich!
Karl
after a lot of reading and building my printer i´m printing since 1/2 year now.
Now i have a question:
Sadly i have a material buildup on the surface. Thats caused due to transfer movements from cura in the code (blue). Have to clean it by hand, so it scraches the surface (ugly).
My thougts:
- other program or setting?
- colder and hotter not the way, it´s perfect with 208 degree celsius
- slower.. not the way i´ve tested
Thanks so much,
greetings from Munich!
Karl
Attachments:
open | download - Bildschirmfoto 2016-01-24 um 13.14.37.png (254.1 KB)
open | download - Bildschirmfoto 2016-01-24 um 13.14.54.png (498.9 KB)
open | download - Bildschirmfoto 2016-01-24 um 13.32.58.png (227.5 KB)
open | download - Bildschirmfoto 2016-01-24 um 13.29.31.png (328 KB)
open | download - Bildschirmfoto 2016-01-24 um 13.15.05.png (283.1 KB)
open | download - Bildschirmfoto 2016-01-24 um 13.14.37.png (254.1 KB)
{kind=link}
{kind=link}
open | download - Bildschirmfoto 2016-01-24 um 13.14.54.png (498.9 KB)
{kind=link}
{kind=link}
open | download - Bildschirmfoto 2016-01-24 um 13.32.58.png (227.5 KB)
{kind=link}
{kind=link}
open | download - Bildschirmfoto 2016-01-24 um 13.29.31.png (328 KB)
{kind=link}
{kind=link}
open | download - Bildschirmfoto 2016-01-24 um 13.15.05.png (283.1 KB)
{kind=link}
{kind=link}
|
Re: Material buildup by transfer movement - Cura/PrusaBig/PLA January 24, 2016 08:51AM |
Registered: 9 years ago Posts: 1,873 |
Hi, and welcome to the forum.
Things that might help are
increasing retraction
using Z-hop with retraction
increasing the travel speed
using wipe while retracting (maybe slic3r specific, in printer settings/Extruder)
Experiment with setting to avoid crossing perimeters (slic3r, I think it's called combing in cura) - it sometimes causes very long travel paths that increase oozing, but sometimes it helps.
Temperature and filament choice have a big impact on stringing, you may need to compromise your temperature choice if reducing stringing is particularly important to you.
Edited 1 time(s). Last edit at 01/24/2016 08:52AM by JamesK.
Things that might help are
increasing retraction
using Z-hop with retraction
increasing the travel speed
using wipe while retracting (maybe slic3r specific, in printer settings/Extruder)
Experiment with setting to avoid crossing perimeters (slic3r, I think it's called combing in cura) - it sometimes causes very long travel paths that increase oozing, but sometimes it helps.
Temperature and filament choice have a big impact on stringing, you may need to compromise your temperature choice if reducing stringing is particularly important to you.
Edited 1 time(s). Last edit at 01/24/2016 08:52AM by JamesK.
|
Re: Material buildup by transfer movement - Cura/PrusaBig/PLA January 24, 2016 10:51AM |
Registered: 8 years ago Posts: 778 |
First have a nice and cold Salvator for me one day if you can, would prefer a glass Andechser Klosterbäu but... 
Anyway what you experience is not totally avoidable.
In the slicer you activate that crossing of perimeters is to be avoided and in some slicers you can even set a multiplicator for a possible detour.
That means if you set this to lets say 5 the slicer would accept a detour that is 5 times longer to avoid crossing a parameter.
But IMHO the best way to fix is to have a drip and ooze free nozzle.
Especially when printing nylon it will otherwise ruin a print optically and cause a massive cleanup.
Make some simple testobjects that are quick to print and adjust the retraction, wipe and maybe the Z-lift (although I hate to use it).
With two testcubes next to each other you can nicely observe any stringing and oozing, better with multiple small ones close to each other.
The retraction should be long enough to stop plastic coming out but not so long that it causes a lot air being sucked into the nozzle - causes discoloration.
The wipe depends on the material, nozzle diameter and how much room you have on the print, so try to keep in under 5mm.
The z-lift will make sure the nozzle is off the print surface to get to the startpoint of the next move - if nothing else helps that should make sure no plastic ends up where it shouldn't be.
Anyway what you experience is not totally avoidable.
In the slicer you activate that crossing of perimeters is to be avoided and in some slicers you can even set a multiplicator for a possible detour.
That means if you set this to lets say 5 the slicer would accept a detour that is 5 times longer to avoid crossing a parameter.
But IMHO the best way to fix is to have a drip and ooze free nozzle.
Especially when printing nylon it will otherwise ruin a print optically and cause a massive cleanup.
Make some simple testobjects that are quick to print and adjust the retraction, wipe and maybe the Z-lift (although I hate to use it).
With two testcubes next to each other you can nicely observe any stringing and oozing, better with multiple small ones close to each other.
The retraction should be long enough to stop plastic coming out but not so long that it causes a lot air being sucked into the nozzle - causes discoloration.
The wipe depends on the material, nozzle diameter and how much room you have on the print, so try to keep in under 5mm.
The z-lift will make sure the nozzle is off the print surface to get to the startpoint of the next move - if nothing else helps that should make sure no plastic ends up where it shouldn't be.
|
Re: Material buildup by transfer movement - Cura/PrusaBig/PLA January 25, 2016 06:39AM |
Registered: 8 years ago Posts: 916 |
Don't forget to speed up the retraction max speed in your firmware. I was having lots of issues before figuring out that my speed was being restricted in firmware.
The secret is to move so fast between points that there isn't time to ooze. You need a fast retract, and a fast travel speed. Once I had those tuned, the little strings haven't appeared again.
Hope this helps.
The secret is to move so fast between points that there isn't time to ooze. You need a fast retract, and a fast travel speed. Once I had those tuned, the little strings haven't appeared again.
Hope this helps.
|
Re: Material buildup by transfer movement - Cura/PrusaBig/PLA January 25, 2016 02:31PM |
Registered: 8 years ago Posts: 778 |
Fast retraction sounds like the way to go until it causes more problems than good
Retraction speeds should really be hogher than the fastest exrtusion moves your machine can handle during printing.
Otherwise you will risk a lot of dust build up in the extruder and possible break offs from the filament causing a block further down the line - especially in bowden system with the high retraction rates.
In 80% of cases bad oozing is not cuased by wrong retraction settings but by the temp being too high
Retraction speeds should really be hogher than the fastest exrtusion moves your machine can handle during printing.
Otherwise you will risk a lot of dust build up in the extruder and possible break offs from the filament causing a block further down the line - especially in bowden system with the high retraction rates.
In 80% of cases bad oozing is not cuased by wrong retraction settings but by the temp being too high
Sorry, only registered users may post in this forum.