Over-Extruding
Posted by Rockel83
|
Over-Extruding August 25, 2015 11:01AM |
Registered: 9 years ago Posts: 38 |
I recently changed my extruder motor to another one with a higher voltage and more torque, because my old one kept skipping steps.
I've tried to reconfigurate my new extruder motor in EEPROM and Slicer. When I feed 10cm of filament it gives me around 9.8cm of filament.
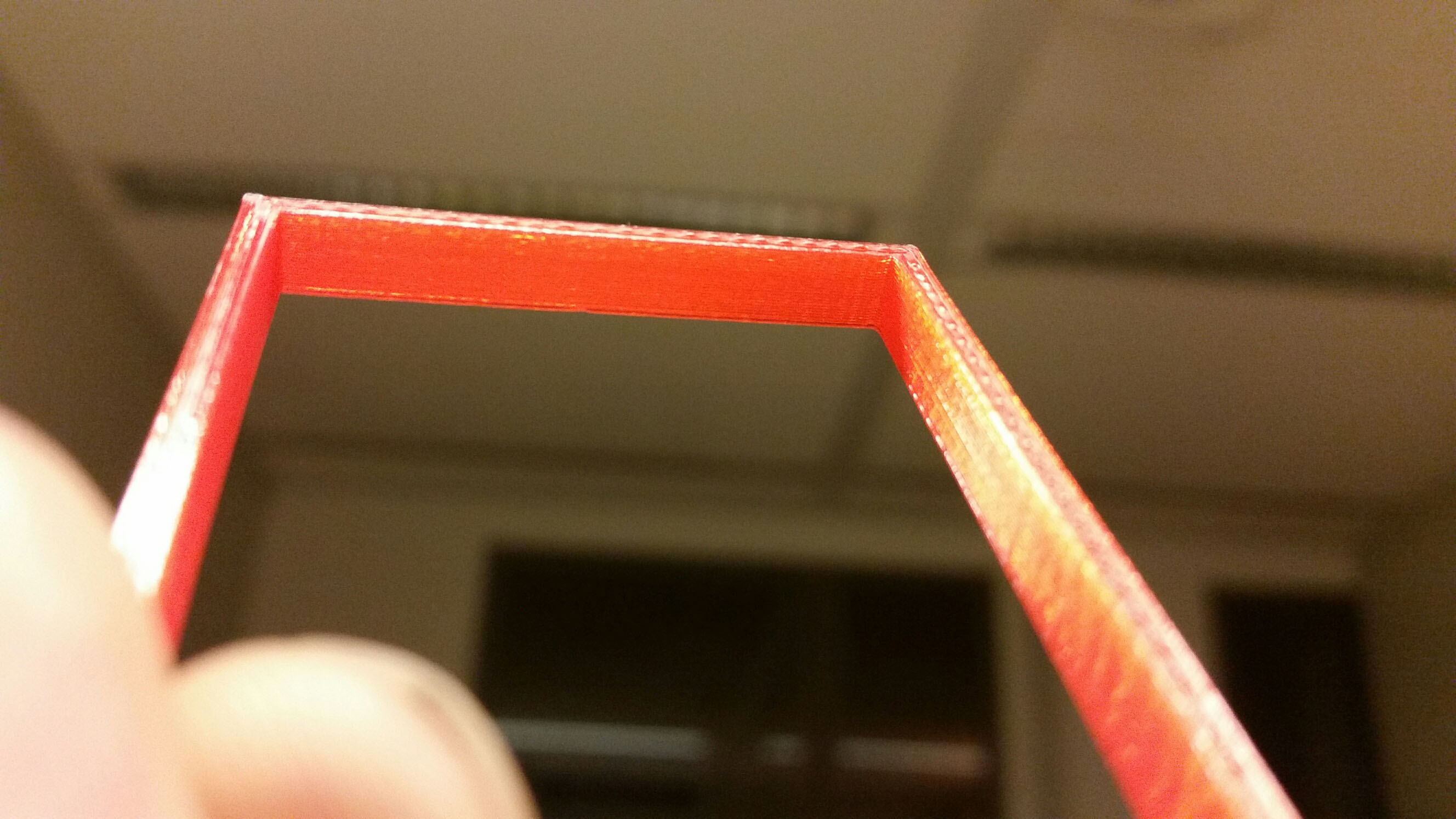
But when I'm printing I have a lot of over extrusion (especially visable on edges) now.
I can correct this by adjusting the extrusion multiplier in Slicer. But I have to go back to 0.8 to get propper prints. This works for now, but I was wondering if it are some settings which are not set correct, because I believe that this mulitiplier is not designed for this big corrections, right?
Edited 1 time(s). Last edit at 08/25/2015 11:05AM by Rockel83.
I've tried to reconfigurate my new extruder motor in EEPROM and Slicer. When I feed 10cm of filament it gives me around 9.8cm of filament.
But when I'm printing I have a lot of over extrusion (especially visable on edges) now.

I can correct this by adjusting the extrusion multiplier in Slicer. But I have to go back to 0.8 to get propper prints. This works for now, but I was wondering if it are some settings which are not set correct, because I believe that this mulitiplier is not designed for this big corrections, right?

Edited 1 time(s). Last edit at 08/25/2015 11:05AM by Rockel83.
|
Re: Over-Extruding August 25, 2015 11:35AM |
Registered: 9 years ago Posts: 38 |
My Firmware settings are:
17:33:00.889 : echo: Steps per unit:
17:33:00.894 : echo: M92 X100.00 Y100.00 Z400.00 E97.80
17:33:00.898 : echo: Maximum feedrates (mm/s):
17:33:00.902 : echo: M203 X200.00 Y200.00 Z10.00 E21.80
17:33:00.906 : echo: Maximum Acceleration (mm/s2):
17:33:00.906 : echo: M201 X500 Y500 Z100 E1000
17:33:00.914 : echo: Acceleration: S=acceleration, T=retract acceleration
17:33:00.914 : echo: M204 S1000.00 T1000.00
17:33:00.931 : echo: Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
17:33:00.935 : echo: M205 S0.00 T0.00 B20000 X20.00 Z0.40 E5.00
17:33:00.939 : echo: Home offset (mm):
17:33:00.939 : echo: M206 X0.00 Y0.00 Z0.00
17:33:00.943 : echo: PID settings:
17:33:00.947 : echo: M301 P15.00 I0.80 D70.55
Edited 1 time(s). Last edit at 08/25/2015 11:35AM by Rockel83.
17:33:00.889 : echo: Steps per unit:
17:33:00.894 : echo: M92 X100.00 Y100.00 Z400.00 E97.80
17:33:00.898 : echo: Maximum feedrates (mm/s):
17:33:00.902 : echo: M203 X200.00 Y200.00 Z10.00 E21.80
17:33:00.906 : echo: Maximum Acceleration (mm/s2):
17:33:00.906 : echo: M201 X500 Y500 Z100 E1000
17:33:00.914 : echo: Acceleration: S=acceleration, T=retract acceleration
17:33:00.914 : echo: M204 S1000.00 T1000.00
17:33:00.931 : echo: Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
17:33:00.935 : echo: M205 S0.00 T0.00 B20000 X20.00 Z0.40 E5.00
17:33:00.939 : echo: Home offset (mm):
17:33:00.939 : echo: M206 X0.00 Y0.00 Z0.00
17:33:00.943 : echo: PID settings:
17:33:00.947 : echo: M301 P15.00 I0.80 D70.55
Edited 1 time(s). Last edit at 08/25/2015 11:35AM by Rockel83.
|
Re: Over-Extruding August 25, 2015 11:37AM |
Registered: 9 years ago Posts: 38 |
And my Slicer settings:
# generated by Slic3r 1.2.9 on Tue Aug 25 17:29:03 2015
[filament: PLA]
bed_temperature = 45
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 0
extrusion_multiplier = 0.8
fan_always_on = 1
fan_below_layer_time = 60
filament_colour = #FFFFFF
filament_diameter = 1.78
first_layer_bed_temperature = 45
first_layer_temperature = 195
max_fan_speed = 100
min_fan_speed = 75
min_print_speed = 10
slowdown_below_layer_time = 30
temperature = 190
[filament:[default]]
bed_temperature = 0
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 1
extrusion_multiplier = 1
fan_always_on = 0
fan_below_layer_time = 60
filament_diameter = 3
first_layer_bed_temperature = 0
first_layer_temperature = 200
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 10
slowdown_below_layer_time = 30
temperature = 200
[presets]
filament = PLA.ini
print = PLA.ini
printer = PLA.ini
[print: PLA]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 3
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0.4
external_perimeter_speed = 50%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0.4
fill_angle = 45
fill_density = 70%
fill_pattern = rectilinear
first_layer_acceleration = 0
first_layer_extrusion_width = 0.4
first_layer_height = 0.25
first_layer_speed = 30%
gap_fill_speed = 20
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.4
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 15%
infill_speed = 80
interface_shells = 0
layer_height = 0.2
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.4
perimeter_speed = 50
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = nearest
skirt_distance = 6
skirt_height = 1
skirts = 2
small_perimeter_speed = 25
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.4
solid_infill_speed = 60
spiral_vase = 0
standby_temperature_delta = -5
support_material = 1
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.4
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 1
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 60
support_material_threshold = 40
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0.4
top_solid_infill_speed = 40
top_solid_layers = 3
travel_speed = 115
xy_size_compensation = 0
[print: PLA-test]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 3
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_speed = 70%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0.32
fill_angle = 45
fill_density = 70%
fill_pattern = rectilinear
first_layer_acceleration = 0
first_layer_extrusion_width = 0.32
first_layer_height = 0.2
first_layer_speed = 30%
gap_fill_speed = 20
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.4
infill_first = 0
infill_only_where_needed = 0
infill_speed = 60
interface_shells = 0
layer_height = 0.1
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.32
perimeter_speed = 30
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = aligned
skirt_distance = 6
skirt_height = 1
skirts = 2
small_perimeter_speed = 30
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extrusion_width = 0.32
solid_infill_speed = 60
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.4
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 75%
support_material_pattern = pillars
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 0
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0.32
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 110
[print:[default]]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 0
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_speed = 70%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0
fill_angle = 45
fill_density = 40%
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_extrusion_width = 200%
first_layer_height = 0.35
first_layer_speed = 30%
gap_fill_speed = 20
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0
infill_first = 0
infill_only_where_needed = 0
infill_speed = 60
interface_shells = 0
layer_height = 0.4
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 30
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = aligned
skirt_distance = 6
skirt_height = 1
skirts = 1
small_perimeter_speed = 30
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extrusion_width = 0
solid_infill_speed = 60
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = pillars
support_material_spacing = 2.5
support_material_speed = 60
support_material_threshold = 0
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 130
[printer: PLA]
bed_shape = 0x0,200x0,200x200,0x200
before_layer_gcode =
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.4
octoprint_apikey =
octoprint_host =
pressure_advance = 0
retract_before_travel = 2
retract_layer_change = 1
retract_length = 1
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 40
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
z_offset = 0
[printer:[default]]
bed_shape = 0x0,200x0,200x200,0x200
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.5
retract_before_travel = 2
retract_layer_change = 1
retract_length = 1
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 30
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
vibration_limit = 0
wipe = 0
z_offset = 0
[settings]
autocenter = 1
mode = expert
Edited 1 time(s). Last edit at 08/25/2015 11:38AM by Rockel83.
# generated by Slic3r 1.2.9 on Tue Aug 25 17:29:03 2015
[filament: PLA]
bed_temperature = 45
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 0
extrusion_multiplier = 0.8
fan_always_on = 1
fan_below_layer_time = 60
filament_colour = #FFFFFF
filament_diameter = 1.78
first_layer_bed_temperature = 45
first_layer_temperature = 195
max_fan_speed = 100
min_fan_speed = 75
min_print_speed = 10
slowdown_below_layer_time = 30
temperature = 190
[filament:[default]]
bed_temperature = 0
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 1
extrusion_multiplier = 1
fan_always_on = 0
fan_below_layer_time = 60
filament_diameter = 3
first_layer_bed_temperature = 0
first_layer_temperature = 200
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 10
slowdown_below_layer_time = 30
temperature = 200
[presets]
filament = PLA.ini
print = PLA.ini
printer = PLA.ini
[print: PLA]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 3
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0.4
external_perimeter_speed = 50%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0.4
fill_angle = 45
fill_density = 70%
fill_pattern = rectilinear
first_layer_acceleration = 0
first_layer_extrusion_width = 0.4
first_layer_height = 0.25
first_layer_speed = 30%
gap_fill_speed = 20
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.4
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 15%
infill_speed = 80
interface_shells = 0
layer_height = 0.2
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.4
perimeter_speed = 50
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = nearest
skirt_distance = 6
skirt_height = 1
skirts = 2
small_perimeter_speed = 25
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.4
solid_infill_speed = 60
spiral_vase = 0
standby_temperature_delta = -5
support_material = 1
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.4
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 1
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 60
support_material_threshold = 40
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0.4
top_solid_infill_speed = 40
top_solid_layers = 3
travel_speed = 115
xy_size_compensation = 0
[print: PLA-test]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 3
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_speed = 70%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0.32
fill_angle = 45
fill_density = 70%
fill_pattern = rectilinear
first_layer_acceleration = 0
first_layer_extrusion_width = 0.32
first_layer_height = 0.2
first_layer_speed = 30%
gap_fill_speed = 20
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.4
infill_first = 0
infill_only_where_needed = 0
infill_speed = 60
interface_shells = 0
layer_height = 0.1
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.32
perimeter_speed = 30
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = aligned
skirt_distance = 6
skirt_height = 1
skirts = 2
small_perimeter_speed = 30
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extrusion_width = 0.32
solid_infill_speed = 60
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.4
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 75%
support_material_pattern = pillars
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 0
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0.32
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 110
[print:[default]]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 0
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_speed = 70%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0
fill_angle = 45
fill_density = 40%
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_extrusion_width = 200%
first_layer_height = 0.35
first_layer_speed = 30%
gap_fill_speed = 20
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0
infill_first = 0
infill_only_where_needed = 0
infill_speed = 60
interface_shells = 0
layer_height = 0.4
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 30
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = aligned
skirt_distance = 6
skirt_height = 1
skirts = 1
small_perimeter_speed = 30
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extrusion_width = 0
solid_infill_speed = 60
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = pillars
support_material_spacing = 2.5
support_material_speed = 60
support_material_threshold = 0
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 130
[printer: PLA]
bed_shape = 0x0,200x0,200x200,0x200
before_layer_gcode =
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.4
octoprint_apikey =
octoprint_host =
pressure_advance = 0
retract_before_travel = 2
retract_layer_change = 1
retract_length = 1
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 40
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
z_offset = 0
[printer:[default]]
bed_shape = 0x0,200x0,200x200,0x200
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.5
retract_before_travel = 2
retract_layer_change = 1
retract_length = 1
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 30
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
vibration_limit = 0
wipe = 0
z_offset = 0
[settings]
autocenter = 1
mode = expert
Edited 1 time(s). Last edit at 08/25/2015 11:38AM by Rockel83.
|
Re: Over-Extruding August 25, 2015 06:33PM |
Registered: 8 years ago Posts: 25 |
The extrusion multiplier is a fudge factor that allows you to do small adjustments to your extrusion rate without changing the steps/mm in firmware.
The steps/mm for the extruder depend on the number of teeth of your gears and the diameter of your hobbed bolt at the location where the filament is fed.
But yours seems to be roughly correct if you are extruding 9.8cm for 10cm.
Have you chosen the correct nozzle diameter for your hot end in Slic3r?
The steps/mm for the extruder depend on the number of teeth of your gears and the diameter of your hobbed bolt at the location where the filament is fed.
But yours seems to be roughly correct if you are extruding 9.8cm for 10cm.
Have you chosen the correct nozzle diameter for your hot end in Slic3r?
|
Re: Over-Extruding August 25, 2015 06:45PM |
Registered: 8 years ago Posts: 25 |
|
Re: Over-Extruding August 25, 2015 08:05PM |
Registered: 9 years ago Posts: 38 |
Thanks for your input!
I'm using a 0.4 nozzle, and I've measured the filament diameter with a digital caliper. So I believe these settings are fairly correct.
I even had to lower extrusion multiplier from 0.8 to 0.7 to get propper prints. Guess this is quite a big adjustment?
Guess I have to look after the extruder steps/mm again. Maybe I've overlooked something.
Edit: I will try to measure the nozzle diameter aswel, maybe it's not the 0.4mm as it should be.
Edited 1 time(s). Last edit at 08/26/2015 01:30AM by Rockel83.
I'm using a 0.4 nozzle, and I've measured the filament diameter with a digital caliper. So I believe these settings are fairly correct.
I even had to lower extrusion multiplier from 0.8 to 0.7 to get propper prints. Guess this is quite a big adjustment?
Guess I have to look after the extruder steps/mm again. Maybe I've overlooked something.
Edit: I will try to measure the nozzle diameter aswel, maybe it's not the 0.4mm as it should be.
Edited 1 time(s). Last edit at 08/26/2015 01:30AM by Rockel83.
|
Re: Over-Extruding August 26, 2015 12:51PM |
Registered: 9 years ago Posts: 38 |
I've just measured the extruder steps/mm again.
My extruder is a bit leaking when on temperature, so I've made 2 measurements while extracting 100mm of filament.
- When the extruder has leaked out, I guess there is less force needed for the first part, because this has already leaked out. I've measured 100.5mm here.
- When I've extracted filament, marked the incomming filament and fed 100mm again. Extruder had almost no time to leak here, so the presure should be constant I guess. I've measured 99.54mm here.
So I guess the steps/mm are set quite correct.
I've also tried to measure the nozzle diameter. I don't have the propper tools for this, so I've measured the outcomming and hardened filament on different spots. I measure around 0.5mm here all the time. It should be a 0.4mm nozzle.
So I don't know if the molten filament expands a lot when it's pushed out of the nozzle. Otherwise this maybe could be the problem?
Edit: 0.4 / 0.5 = 0.8 so this matches quite the extrusion multiplier of 0.7 if I'm correct.
Edited 1 time(s). Last edit at 08/26/2015 12:55PM by Rockel83.
My extruder is a bit leaking when on temperature, so I've made 2 measurements while extracting 100mm of filament.
- When the extruder has leaked out, I guess there is less force needed for the first part, because this has already leaked out. I've measured 100.5mm here.
- When I've extracted filament, marked the incomming filament and fed 100mm again. Extruder had almost no time to leak here, so the presure should be constant I guess. I've measured 99.54mm here.
So I guess the steps/mm are set quite correct.
I've also tried to measure the nozzle diameter. I don't have the propper tools for this, so I've measured the outcomming and hardened filament on different spots. I measure around 0.5mm here all the time. It should be a 0.4mm nozzle.
So I don't know if the molten filament expands a lot when it's pushed out of the nozzle. Otherwise this maybe could be the problem?
Edit: 0.4 / 0.5 = 0.8 so this matches quite the extrusion multiplier of 0.7 if I'm correct.
Edited 1 time(s). Last edit at 08/26/2015 12:55PM by Rockel83.
|
Re: Over-Extruding August 27, 2015 02:57AM |
Registered: 8 years ago Posts: 5,232 |
|
Re: Over-Extruding August 27, 2015 08:50AM |
Registered: 9 years ago Posts: 38 |
Thanks Olaf,
The filament diameter is 1.78 so this is set correct to.
I was wondering if it is a reliable way to measure the nozzle diamter the way I did. I took the 10cm strings which I extruded in mid air to check the extruder steps/mm. I can emagine that the molten PLA expands when it's pushed out of a small hole with force. So maybe I'm measuring a slightly thicker diameter this way?
The filament diameter is 1.78 so this is set correct to.
I was wondering if it is a reliable way to measure the nozzle diamter the way I did. I took the 10cm strings which I extruded in mid air to check the extruder steps/mm. I can emagine that the molten PLA expands when it's pushed out of a small hole with force. So maybe I'm measuring a slightly thicker diameter this way?
|
Re: Over-Extruding September 17, 2015 02:48PM |
Registered: 9 years ago Posts: 38 |
My nozzle is leaking a bit while it's idle and heating up. It's not under pressure at this moment and the PLA will not expand while oozing out of the nozzle (I think). So I took a string of this leaked PLA and measured this on several places. It gives me all the time measurments around 0,4mm , the same as my nozzle diameter.
So I had to look further. I've tried some other slicing software like simplify3d and Cura. Ive tried to configure them with the same settings as I had in Slic3r, and i printed the same STL's with them. The results came out much better, even on a higher extrusion multiplier vallue. around 0.8 to 0.9 instead of the 0.7 I had to put into Slic3r to avoid these blobs (overextruding).
So I took a closer look at my Slic3r settings. It seems I've configured the extrusion widt settings in the advance tab too narrow. I put them all to 0.4, the same as my nozzle size because I was not pleased of the quality of the automatic settings of Slic3r. When I put every width setting back to 0 (automatic calculation of Slic3r) and looked after a sliced G-code file. I saw several width vallues of 0.67 (which create bad detailed prints). So I guess I have to find apropiate settings between 0.4 and 0.65.
So I had to look further. I've tried some other slicing software like simplify3d and Cura. Ive tried to configure them with the same settings as I had in Slic3r, and i printed the same STL's with them. The results came out much better, even on a higher extrusion multiplier vallue. around 0.8 to 0.9 instead of the 0.7 I had to put into Slic3r to avoid these blobs (overextruding).
So I took a closer look at my Slic3r settings. It seems I've configured the extrusion widt settings in the advance tab too narrow. I put them all to 0.4, the same as my nozzle size because I was not pleased of the quality of the automatic settings of Slic3r. When I put every width setting back to 0 (automatic calculation of Slic3r) and looked after a sliced G-code file. I saw several width vallues of 0.67 (which create bad detailed prints). So I guess I have to find apropiate settings between 0.4 and 0.65.
|
Re: Over-Extruding September 17, 2015 04:14PM |
Registered: 10 years ago Posts: 770 |
|
Re: Over-Extruding September 17, 2015 05:31PM |
Registered: 9 years ago Posts: 38 |
Well thanks!
I've never looked really after the Cura because of the versatility of Slic3r. I've managed to get some good prints with slic3r, but it's starting to give me an headache.
Just compared some test prints I've made with both, and I must say that until now the prints I've made with Slic3r look a bit more polished and nicer. Maybe just some settings I've missed, but I don't see a way to tweak cura a bit more to perfect this finishing look. That's the only reason I'm still hanging onto slic3r.
Looking forward to the new version (the beta version already looks nice) of Cura, maybe this will help me decide eventually.
I've never looked really after the Cura because of the versatility of Slic3r. I've managed to get some good prints with slic3r, but it's starting to give me an headache.
Just compared some test prints I've made with both, and I must say that until now the prints I've made with Slic3r look a bit more polished and nicer. Maybe just some settings I've missed, but I don't see a way to tweak cura a bit more to perfect this finishing look. That's the only reason I'm still hanging onto slic3r.
Looking forward to the new version (the beta version already looks nice) of Cura, maybe this will help me decide eventually.
|
Re: Over-Extruding September 17, 2015 09:42PM |
Registered: 8 years ago Posts: 778 |
I will try to sum up my findings with extrusion problems:
Most nozzles don't have the diameter stated on their label, especiall 0.3 and 0.4mm nozzles seem to have around 25% of tolerance with the hole size - usually going bigger and not smaller.
The extrusion multiplier is a very funny thing and IMHO not the clearest indicator for what's going on.
For axample in Slic3r I have to use a multiplicator of 1.1 for proper prints.
Same filament, same other settings and in Simplify3D I have to go down to 0.82 to get similar results, using 1 or even 1.1 and all I get is a big mess on build table.
A major contributer to bad outside walls is the infill as well as the retraction settings.
Especially thinner walls tend to suffer if the infill goes over it too much.
Similar story for the retraction and starting point settings.
Although randomising the start points should give better results in general, I noticed the prints come out better without this option.
Sure you have some visible marks at the start points but far less than with random start points.
This way you can optimise retaction, wipe and so on until this blob area is as clean as possible - still just switching to random in my cases causes the outer perimeter to bet a bit messy again from single blobs.
Finding the perfect settings is no rocket science, not even science at all - it must be witchcraft LOOOL
Most nozzles don't have the diameter stated on their label, especiall 0.3 and 0.4mm nozzles seem to have around 25% of tolerance with the hole size - usually going bigger and not smaller.
The extrusion multiplier is a very funny thing and IMHO not the clearest indicator for what's going on.
For axample in Slic3r I have to use a multiplicator of 1.1 for proper prints.
Same filament, same other settings and in Simplify3D I have to go down to 0.82 to get similar results, using 1 or even 1.1 and all I get is a big mess on build table.
A major contributer to bad outside walls is the infill as well as the retraction settings.
Especially thinner walls tend to suffer if the infill goes over it too much.
Similar story for the retraction and starting point settings.
Although randomising the start points should give better results in general, I noticed the prints come out better without this option.
Sure you have some visible marks at the start points but far less than with random start points.
This way you can optimise retaction, wipe and so on until this blob area is as clean as possible - still just switching to random in my cases causes the outer perimeter to bet a bit messy again from single blobs.
Finding the perfect settings is no rocket science, not even science at all - it must be witchcraft LOOOL
|
Re: Over-Extruding September 18, 2015 07:50AM |
Registered: 9 years ago Posts: 158 |
Quote
Rockel83
. . . I took the 10cm strings which I extruded in mid air to check the extruder steps/mm. . .
Nooo.
You measure how far the filament travels thru the extruder alone without the hotend on if possible, not the extruded strings.
I'm not surprised your over-extruding!
Quote
Rockel83
The filament diameter is 1.78 so this is set correct to.
Also worth measuring it in 2 planes across the diameter at the same spot and picking the average as its often a bit oval shape.
-a
|
Re: Over-Extruding September 18, 2015 11:10AM |
Registered: 9 years ago Posts: 38 |
Quote
alan richard
Quote
Rockel83
. . . I took the 10cm strings which I extruded in mid air to check the extruder steps/mm. . .
Nooo.
You measure how far the filament travels thru the extruder alone without the hotend on if possible, not the extruded strings.
I'm not surprised your over-extruding!
-a
Thanks for your input alan!
But I've tried to explain the following:
-First I've configured my steps/mm. I've marked the incomming filament on top of the extruder at 120mm. Then extruded 100mm of filament with hot end in place and turned on. After this I've measured the filament from top extruder to the mentioned marking, this distance was about 20mm. So this makes that I've extruded almost exactly 100mm of filament. Steps/mm should configured roughtly right then I guess.
-After this I've tried to measure the nozzle diamter. I thought it would be a reliable way to measure the diameter of the extruded string I've recieved from the previous stepps/mm setup. This seemed to be no reliable way to measure the nozzle diamter, because the molted filament is pushed under pressure through a tiny hole, and will expand on nozzle exit. This will give a bigger diameter than the actual nozzle diameter.
You may correct me if I'm wrong.
|
Re: Over-Extruding September 18, 2015 12:09PM |
Registered: 9 years ago Posts: 752 |
I think it's a known issue with slic3r 1.2.8 and 1.2.9 that they extrude much more. If I look at the paths in repetier host in will print two inner infills on narrow walls (like One perimeter and an infill line gets doubled). 1.2.7 is fine and I've stuck with that version. Hopefully it will be resolved in the next iteration.
Even so I've now set the extrusion multiplier at 0.86 for HIPS. Maybe it expands more than ABS and PLA. I've replaced the stepstick, used to be a 8825 and now a A4988 with R4 = 0 Ohm (sets decay delay to 30us IIRC).
Even so I've now set the extrusion multiplier at 0.86 for HIPS. Maybe it expands more than ABS and PLA. I've replaced the stepstick, used to be a 8825 and now a A4988 with R4 = 0 Ohm (sets decay delay to 30us IIRC).
|
Re: Over-Extruding September 20, 2015 06:00AM |
Registered: 9 years ago Posts: 158 |
Ah sorry, Rockel. I read you a bit wrong there first time.
I should have seen from your picture that you aren't over-extruding that much!
I'm not sure then. Maybe slicer bugginess as suggested. Not a chunk of filament that was bigger than measured?
One method I use to adjust extrusion amount (saw it on the www somewhere) is to print a small object in 'vase' mode with a single perimeter,
check what the extrusion width should be in the Slicer GCode,
then measure the actual printed wall thickness and use it to tweak the extrusion multiplier.
-a
I should have seen from your picture that you aren't over-extruding that much!
I'm not sure then. Maybe slicer bugginess as suggested. Not a chunk of filament that was bigger than measured?
One method I use to adjust extrusion amount (saw it on the www somewhere) is to print a small object in 'vase' mode with a single perimeter,
check what the extrusion width should be in the Slicer GCode,
then measure the actual printed wall thickness and use it to tweak the extrusion multiplier.
-a
|
Re: Over-Extruding September 20, 2015 06:00PM |
Registered: 9 years ago Posts: 38 |
All thanks for your input, thinking and help!
After a lot of testing, measuring and printing (test objects), it seemes that the sollution is to be found in the layer width.
The objects in the pictures in the opening post, showing the over-extruding, when printed with a 0.4 layer widt setting, the same vallue as my nozzle. I thought this was a good reference, not realising that the filament expands (so also the layer width) on exit nozzle and when laying (sqeezing) the layers down. For my old (skipping) extruder motor this setting gave me pretty nice prints, apart from the other vissable errors caused by the skipping motor.
When installed the new motor, I first adjusted the filament feed as discribed above. This gave my quite accurate results when configured. But looking at the pictures in the opening post, it seemed that it still was overextruding too much. I had to reduce the extrusion multiplier to 0.7 in Slic3r to reduce this "blobs". I've managed to eleminate this over-extruding, but noticed that I've got some serious under-extruding at the same point. Walls didn't touch each other and got verry brittle. Even found gaps between walls when taking a closer look.
I even tried some diffrent slicers, like Cura and Simplify3d, which gave me diffrent results on diffrent extrusion multiplier vallues (Cura 0.8/Simplify3d 0.9). I almost went over to Cura, because of this (Simpplify3d didn't slice my test objects verry well/missing perimiter layers). But I wasn't pleased a lot about the finishing touch of Cura, and missed the oppertunity to tweak it further (like Slic3r). I got back to Slic3r and got playing with the layer widths compared to the extrusion multiplier.
I've tried some several layer widths, in combination with tuning up the extrusion multiplier again. I've reached a point now at a layer width of 0.48 and an extrusion multiplier of 0.88 where the "blobs" are gone, and the walls are molted together without gaps and feel firmly solid. I've used Slic3r 1.2.7 for this as suggested by imqqmi (thanks). This 0.48 is 20% of the (configured) 0.4mm nozzle (which seems to be wider). This 20% gives me much better results as the standard/automatic 70% of Slic3r. And seems to be the smallest and finest working configuration for my settup.
I've read somewhere on the slic3r website, that an layer width setting of 0.05*nozzle size should be the most saffest setting. So this should mean 0.05*0.4=0.42 in my case. This 0.4 should be the nozzle size "on paper", but I couldn't find a reliable way to measure this. 0.42 is about 14% of 0.48 so I assume that my actual nozzle size is somewhat around 0.46mm then???
Edited 4 time(s). Last edit at 09/20/2015 09:32PM by Rockel83.
After a lot of testing, measuring and printing (test objects), it seemes that the sollution is to be found in the layer width.
The objects in the pictures in the opening post, showing the over-extruding, when printed with a 0.4 layer widt setting, the same vallue as my nozzle. I thought this was a good reference, not realising that the filament expands (so also the layer width) on exit nozzle and when laying (sqeezing) the layers down. For my old (skipping) extruder motor this setting gave me pretty nice prints, apart from the other vissable errors caused by the skipping motor.
When installed the new motor, I first adjusted the filament feed as discribed above. This gave my quite accurate results when configured. But looking at the pictures in the opening post, it seemed that it still was overextruding too much. I had to reduce the extrusion multiplier to 0.7 in Slic3r to reduce this "blobs". I've managed to eleminate this over-extruding, but noticed that I've got some serious under-extruding at the same point. Walls didn't touch each other and got verry brittle. Even found gaps between walls when taking a closer look.
I even tried some diffrent slicers, like Cura and Simplify3d, which gave me diffrent results on diffrent extrusion multiplier vallues (Cura 0.8/Simplify3d 0.9). I almost went over to Cura, because of this (Simpplify3d didn't slice my test objects verry well/missing perimiter layers). But I wasn't pleased a lot about the finishing touch of Cura, and missed the oppertunity to tweak it further (like Slic3r). I got back to Slic3r and got playing with the layer widths compared to the extrusion multiplier.
I've tried some several layer widths, in combination with tuning up the extrusion multiplier again. I've reached a point now at a layer width of 0.48 and an extrusion multiplier of 0.88 where the "blobs" are gone, and the walls are molted together without gaps and feel firmly solid. I've used Slic3r 1.2.7 for this as suggested by imqqmi (thanks). This 0.48 is 20% of the (configured) 0.4mm nozzle (which seems to be wider). This 20% gives me much better results as the standard/automatic 70% of Slic3r. And seems to be the smallest and finest working configuration for my settup.
I've read somewhere on the slic3r website, that an layer width setting of 0.05*nozzle size should be the most saffest setting. So this should mean 0.05*0.4=0.42 in my case. This 0.4 should be the nozzle size "on paper", but I couldn't find a reliable way to measure this. 0.42 is about 14% of 0.48 so I assume that my actual nozzle size is somewhat around 0.46mm then???

Edited 4 time(s). Last edit at 09/20/2015 09:32PM by Rockel83.
|
Re: Over-Extruding September 20, 2015 06:07PM |
Registered: 9 years ago Posts: 38 |
Quote
alan richard
One method I use to adjust extrusion amount (saw it on the www somewhere) is to print a small object in 'vase' mode with a single perimeter,
check what the extrusion width should be in the Slicer GCode,
then measure the actual printed wall thickness and use it to tweak the extrusion multiplier.
Thanks for input!


Edited 2 time(s). Last edit at 09/20/2015 06:08PM by Rockel83.
|
Re: Over-Extruding September 21, 2015 05:51PM |
Registered: 9 years ago Posts: 38 |
Quote
imqqmi
I think it's a known issue with slic3r 1.2.8 and 1.2.9 that they extrude much more. If I look at the paths in repetier host in will print two inner infills on narrow walls (like One perimeter and an infill line gets doubled). 1.2.7 is fine and I've stuck with that version. Hopefully it will be resolved in the next iteration.
Thanks for this tip!
I've tried this out with my last (working) settings. Same prints, same settings and used slic3r 1.2.7 and 1.2.9 for this.
Made with Slic3r 1.2.7:

Made with Slic3r 1.2.9:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Edited 1 time(s). Last edit at 09/21/2015 05:53PM by Rockel83.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Over-Extruding November 07, 2015 11:00PM |
Registered: 8 years ago Posts: 99 |
|
Re: Over-Extruding November 08, 2015 12:41AM |
Registered: 9 years ago Posts: 38 |
Quote
koenejet
Hello,
I'm having the same issue as you, and would like to try your fix. I just need to ask, when you put in the width of .48, was that under 'Default extrusion width', or 'External perimeter', or both? Or all the perimeters, including infill and top solid infill?
Thanks,
Scott
I've put these 0.48mm value in all the "width" fields.
And I've used some 2mm thick wall calinration files for testing. Begin printing it on extrusion multiplier "1", and measure the wall thickness with an (digital) calliper. Then adjust the extrusion multiplier upwards or downwards until you reach the 2mm.
It can be intresting trying this on Slic3r version 1.2.7 and 1.2.9. It can make a diffrence as my previous pictures showed.
Strangly, this seems to depend on the nozzle you're using. For example, I've recently changed my nozzle to a new 0.4mm nozzle. Strangly I get better results with Slicer 1.2.9 now.
|
Re: Over-Extruding November 08, 2015 06:06AM |
Registered: 8 years ago Posts: 778 |
I noticed weird behaviours with Slic3r many times if the extrusion width is not set to fixed values.
IMHO it is an ongoing bug interfering with the infills.
Where usually either a small infill or another line is set, Sli3er get's confused with automatic line / extrusion widths.
Sometimes I thought WTF?? There should be only two perimeters but before the infill starter there were already three - but so thin that the layer height was messed up and the next layer would not stick.
And because you always need some workaround, no matter what version you use I switched to S3D.
IMHO it is an ongoing bug interfering with the infills.
Where usually either a small infill or another line is set, Sli3er get's confused with automatic line / extrusion widths.
Sometimes I thought WTF?? There should be only two perimeters but before the infill starter there were already three - but so thin that the layer height was messed up and the next layer would not stick.
And because you always need some workaround, no matter what version you use I switched to S3D.
|
Re: Over-Extruding November 08, 2015 08:57AM |
Registered: 8 years ago Posts: 99 |
|
Re: Over-Extruding November 08, 2015 05:59PM |
Registered: 8 years ago Posts: 99 |
Sorry, only registered users may post in this forum.