Strange side-wall imperfections
Posted by andin
|
Strange side-wall imperfections June 15, 2015 07:39AM |
Registered: 12 years ago Posts: 64 |
Dear all,
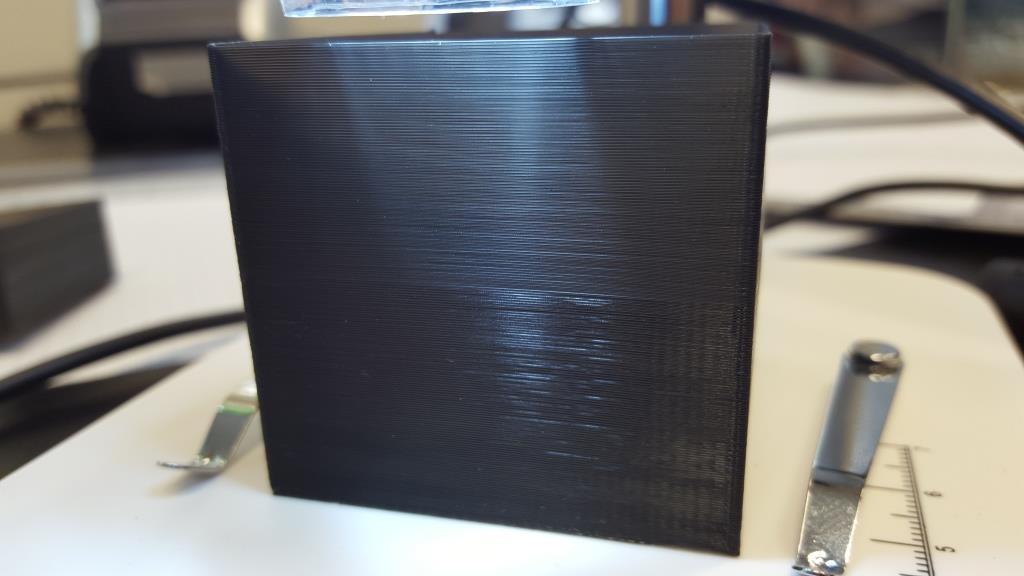
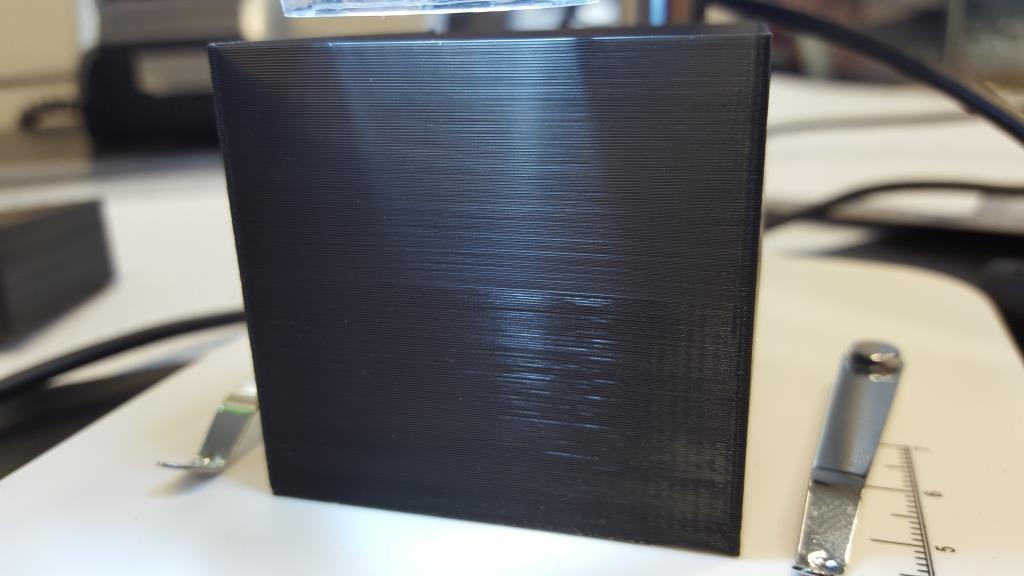
I have noticed some strange imperfections on side-walls of my prints. I was hoping someone can help me out to resolve these...
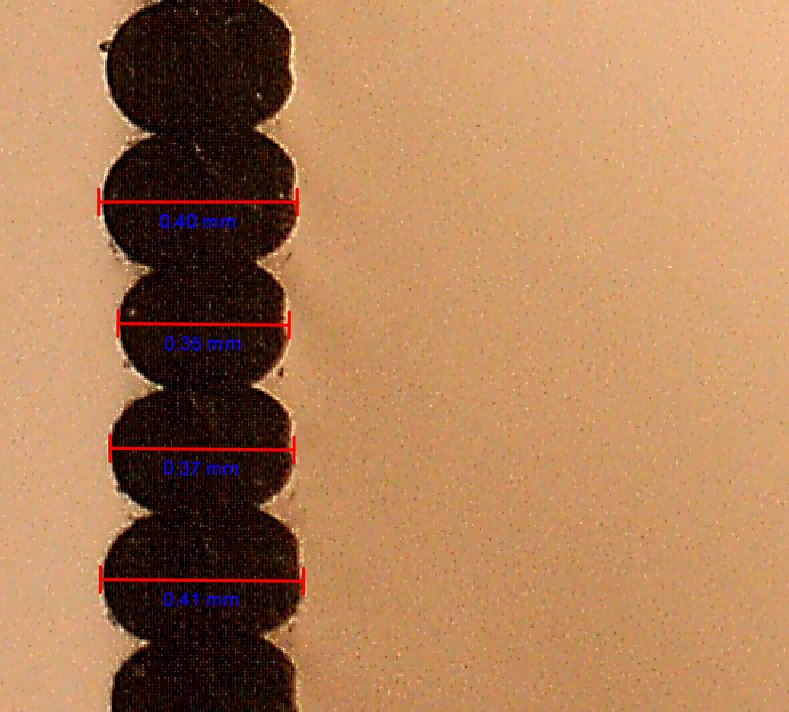
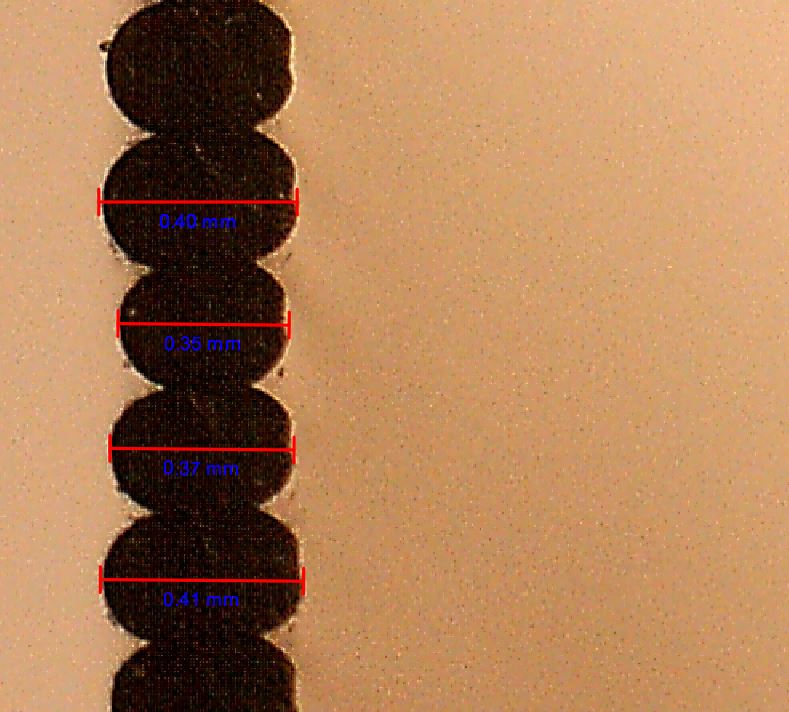
These imperfections are only visible when the light shines at a specific range of angles to the surface. They look quite random - so it is difficult to discern the source of the problem. Some pictures incl. a scope image of the side-wall-cut are attached. Hi-res pictures are here:
[www.flickr.com]
Here is some information about my reprap:
- CoreXY with two belts on two levels;
- X and Y-axis both extremely rigid (12mm linear shafts)
- Z-axis with two 16mm shafts and a single 16mm ball-screw
- All motors driven by the TI-driver DRV8825 at 12V at their rated current (2A NEMA17)
- Custom extruder milled from two aluminium blocks and driven by a geared stepper motor
- Tatsu v3 drive-gear (sharp teeth with a very strong grip on the filament - it never grinds)
- E3D hot-end - the heat-break was extra mirror-polished on the inside to provide more smoother extrusion and reduce risk of jams
- Extruder has a strong cooler for the object
- Heated Bed platform with a kapton heater, glass surface with a hair-spray.
- Electronics: Azteeg X3 Pro
- Firmware: Repetier FW 0.91
- Slicer: Slic3r (latest stable release)
- Filament: 1.75mm PLA
- Printing settings: 0.25mm layer height, 0.4mm layer width, 60mm/s, extrusion temp 195-215deg, Bed-temp 60deg.
Some tests I have conducted:
- X-gantry is positioned very precisely and varies only by around 10um when the extruder is driven along the X-axis (measured with dial-indicator in relation to the bed)
- Z-gantry is positioned precisely within 10um and does not vary when the head is driven in the X-Y plane (measured with dial-indicator in relation to the frame)
- Cold-End of the E3D is cooled very efficiently and no filament starving is observed
Any tips are very appreciated!
I have noticed some strange imperfections on side-walls of my prints. I was hoping someone can help me out to resolve these...
These imperfections are only visible when the light shines at a specific range of angles to the surface. They look quite random - so it is difficult to discern the source of the problem. Some pictures incl. a scope image of the side-wall-cut are attached. Hi-res pictures are here:
[www.flickr.com]
Here is some information about my reprap:
- CoreXY with two belts on two levels;
- X and Y-axis both extremely rigid (12mm linear shafts)
- Z-axis with two 16mm shafts and a single 16mm ball-screw
- All motors driven by the TI-driver DRV8825 at 12V at their rated current (2A NEMA17)
- Custom extruder milled from two aluminium blocks and driven by a geared stepper motor
- Tatsu v3 drive-gear (sharp teeth with a very strong grip on the filament - it never grinds)
- E3D hot-end - the heat-break was extra mirror-polished on the inside to provide more smoother extrusion and reduce risk of jams
- Extruder has a strong cooler for the object
- Heated Bed platform with a kapton heater, glass surface with a hair-spray.
- Electronics: Azteeg X3 Pro
- Firmware: Repetier FW 0.91
- Slicer: Slic3r (latest stable release)
- Filament: 1.75mm PLA
- Printing settings: 0.25mm layer height, 0.4mm layer width, 60mm/s, extrusion temp 195-215deg, Bed-temp 60deg.
Some tests I have conducted:
- X-gantry is positioned very precisely and varies only by around 10um when the extruder is driven along the X-axis (measured with dial-indicator in relation to the bed)
- Z-gantry is positioned precisely within 10um and does not vary when the head is driven in the X-Y plane (measured with dial-indicator in relation to the frame)
- Cold-End of the E3D is cooled very efficiently and no filament starving is observed
Any tips are very appreciated!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Strange side-wall imperfections June 16, 2015 04:17AM |
Registered: 12 years ago Posts: 64 |
|
Re: Strange side-wall imperfections June 16, 2015 04:43AM |
Registered: 8 years ago Posts: 778 |
Have you confirmed the steps for the extrusion are properly calibrated?
I get these looks as well when the print speeds for the perimeters is too high / low.
In this case I see the line before the outer perimeter is uneven, which causes the outer layer to do it in a similar way, just not as badly.
In the big pic it also looks the settings have changed half way through the print as both halfs are similar in appearance.
I get these looks as well when the print speeds for the perimeters is too high / low.
In this case I see the line before the outer perimeter is uneven, which causes the outer layer to do it in a similar way, just not as badly.
In the big pic it also looks the settings have changed half way through the print as both halfs are similar in appearance.
|
Re: Strange side-wall imperfections June 16, 2015 06:31AM |
Registered: 9 years ago Posts: 158 |
The layer height looks fairly even from your scope picture and looks like 0.25 from the scale of your dimensions.
The middle points of each layer look vertical and well aligned
Maybe variation in filament thickness. . .
?
-a
Edit: 'maybe' added.
Edited 1 time(s). Last edit at 06/16/2015 06:32AM by alan richard.
The middle points of each layer look vertical and well aligned
Maybe variation in filament thickness. . .
?
-a
Edit: 'maybe' added.
Edited 1 time(s). Last edit at 06/16/2015 06:32AM by alan richard.
|
Re: Strange side-wall imperfections June 16, 2015 08:03AM |
Registered: 12 years ago Posts: 64 |
Thanks for the replies!
Extruder steps p. mm:
Yes, these were calibrated and verified.
Speed:
This test-print was generated @40mm/s which seems to be ok, not too low/high. I also tested different extrusion rates, extrusion width and other speeds, but no reasonable change. The only time I had a good result with a very good surface finish was when using 0.2mm layer width. However, the extruded lines were so thin that they were hardly bonding to each other - such parts are unusable.
Filament Diameter Variation:
The filament OD would need to vary substantially over a very short length to produce effects as seen on the picture I attached. I guess by a factor of ~20% over a sub-mm range. My filament (supplier: BQ from Spain) varies by around 0.05mm (~3%) every 150mm or so - so we can rule that out.
Extruder steps p. mm:
Yes, these were calibrated and verified.
Speed:
This test-print was generated @40mm/s which seems to be ok, not too low/high. I also tested different extrusion rates, extrusion width and other speeds, but no reasonable change. The only time I had a good result with a very good surface finish was when using 0.2mm layer width. However, the extruded lines were so thin that they were hardly bonding to each other - such parts are unusable.
Filament Diameter Variation:
The filament OD would need to vary substantially over a very short length to produce effects as seen on the picture I attached. I guess by a factor of ~20% over a sub-mm range. My filament (supplier: BQ from Spain) varies by around 0.05mm (~3%) every 150mm or so - so we can rule that out.
|
Re: Strange side-wall imperfections June 16, 2015 10:03AM |
Registered: 8 years ago Posts: 778 |
For me it is just strange to see a sepearation line between two printed vertical areas.
Usually the problems are consistent but not not in your way.
If all variables are ruled out already it only leaves the hardware, but I doubt your printer would mess with the settings half way thorugh a print.
Usually the problems are consistent but not not in your way.
If all variables are ruled out already it only leaves the hardware, but I doubt your printer would mess with the settings half way thorugh a print.
|
Re: Strange side-wall imperfections June 16, 2015 10:06AM |
Registered: 12 years ago Posts: 64 |
|
Re: Strange side-wall imperfections June 16, 2015 06:57PM |
Registered: 8 years ago Posts: 778 |
Hmm, maybe no improvement as such but you can see a big difference in appearence.
Which in return, leaves me with the basics.
Print speed, filament settings and temp.
With the correct filament settings I can print from 20 to 150mm/s with little difference in the outside walls.
If there is too much or too little filament used it looks crappy.
Can even be your extruder, although with that construction it should work perfectly.
In my cases, with badly printed gears I noticed problems in all layers due to the retraction used.
There was too much pressure change inside the nozzle or I simply used too much retraction, anyway sometimes the start was too weak and in other cases looked like a blob.
Which in return, leaves me with the basics.
Print speed, filament settings and temp.
With the correct filament settings I can print from 20 to 150mm/s with little difference in the outside walls.
If there is too much or too little filament used it looks crappy.
Can even be your extruder, although with that construction it should work perfectly.
In my cases, with badly printed gears I noticed problems in all layers due to the retraction used.
There was too much pressure change inside the nozzle or I simply used too much retraction, anyway sometimes the start was too weak and in other cases looked like a blob.
Sorry, only registered users may post in this forum.