calibration cube problems
Posted by swicboi
|
calibration cube problems May 15, 2015 03:43AM |
Registered: 10 years ago Posts: 40 |
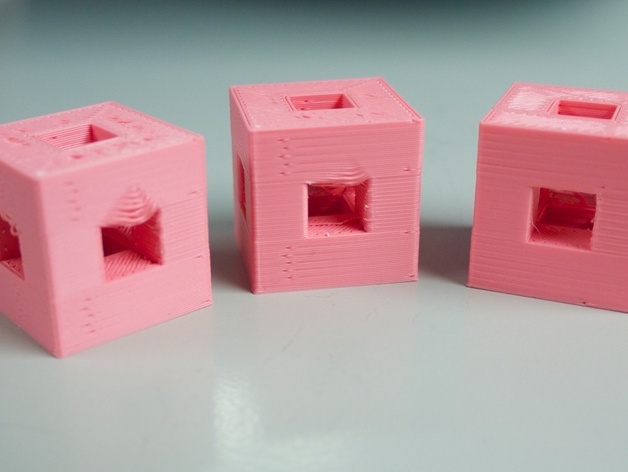
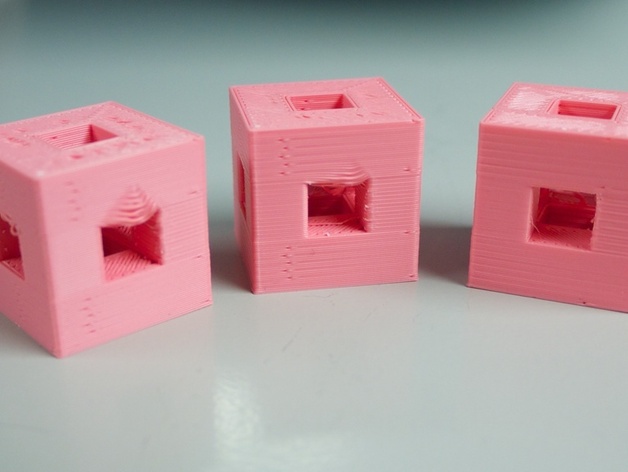
Hi guys..So i printed my first semi-successful print...some of the isues i can fix...some im clueless on. The first pic is what it was supposed to be and the second is my print.
Its not perfectly square which i think comes from my y axis not being perfectly square to my x axis. There is also mild stringing which i should be able to tweak with my temp settings. And there was a slip in my y belt which needs to be tightened...
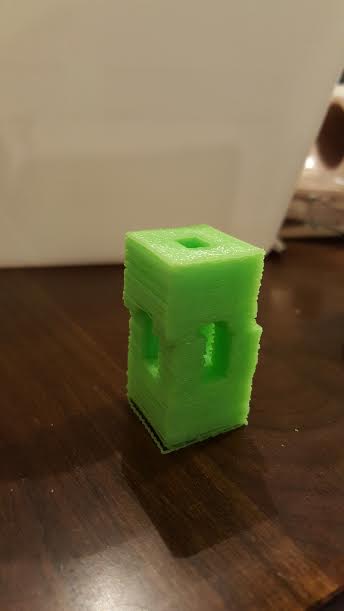
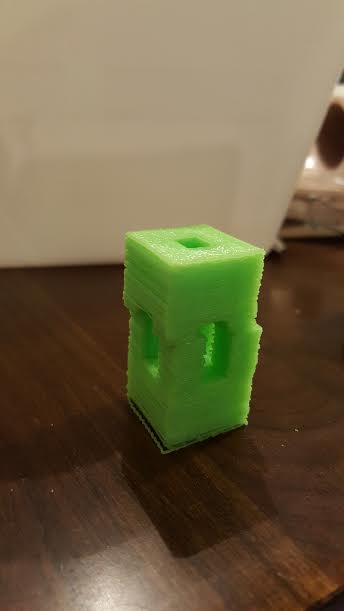
But for some reason my 20 mm cube ended up being 44 mm tall...Im assuming its an error in the marlin firmware but im not sure where, is it my feed rate, layer height, fast moving z axis which i have set to 4000, or is it something else? . Also, whats up with the gaps in my corners and the gaps in the y axis walls they are definately not water tight????
Its not perfectly square which i think comes from my y axis not being perfectly square to my x axis. There is also mild stringing which i should be able to tweak with my temp settings. And there was a slip in my y belt which needs to be tightened...
But for some reason my 20 mm cube ended up being 44 mm tall...Im assuming its an error in the marlin firmware but im not sure where, is it my feed rate, layer height, fast moving z axis which i have set to 4000, or is it something else? . Also, whats up with the gaps in my corners and the gaps in the y axis walls they are definately not water tight????
|
Re: calibration cube problems May 15, 2015 03:48AM |
Registered: 9 years ago Posts: 142 |
Did you Calibrate the Steps per mm. ?
- You do this in the configuration.h file. Check for a line saying "#define DEFAULT_AXIS_STEPS_PER_UNIT"
If you havent, i would advise you to check out This guide: Triffid Hunter's Calibrations Guide
- You do this in the configuration.h file. Check for a line saying "#define DEFAULT_AXIS_STEPS_PER_UNIT"
If you havent, i would advise you to check out This guide: Triffid Hunter's Calibrations Guide
|
Re: calibration cube problems May 15, 2015 06:03AM |
Registered: 10 years ago Posts: 40 |
hi...thanx for the website...Ive already calibrated the x and y axis as well as the extruder...but my z steps were set to 4000 when apparently they should have been set at 2560...ill see what that does...would messing with the layer height in slicer affect the overall height as well or just the quality?
|
Re: calibration cube problems May 15, 2015 06:29AM |
Registered: 9 years ago Posts: 142 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: calibration cube problems May 16, 2015 03:37PM |
Registered: 10 years ago Posts: 1,401 |
Quote
but my z steps were set to 4000 when apparently they should have been set at 2560.
If you have an M5 threaded rod, the right value is 4000, 2560 is half stepping so instead of 1/16 you are doing 1/8. reason for a 20mm piece coming out 40mm.
Find the iissue, don't leave it at half sttepimg because you are loosing quality.
|
Re: calibration cube problems May 16, 2015 03:40PM |
Registered: 10 years ago Posts: 1,401 |
|
Re: calibration cube problems June 03, 2015 02:25AM |
Registered: 10 years ago Posts: 40 |
|
Re: calibration cube problems June 03, 2015 09:52AM |
Registered: 10 years ago Posts: 1,401 |
|
Re: calibration cube problems June 03, 2015 06:15PM |
Registered: 9 years ago Posts: 125 |
Sorry, only registered users may post in this forum.