extrusion does not restart properly in corners
Posted by Maxxon
|
extrusion does not restart properly in corners March 27, 2015 03:42PM |
Registered: 9 years ago Posts: 7 |
Hello,
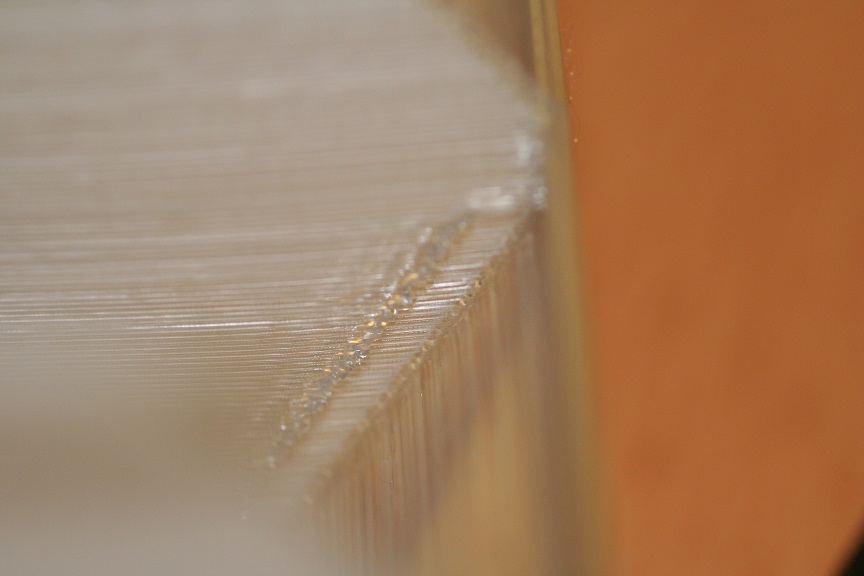
i am trying to print some boxes, but i have problems with filament extrusion starting "too late" when a 90° angle should be printed to an existing wall. The nozzle will travel to the starting point (filament was retracted before), start traveling in the 90° direction, but the extrusion starts too late (as you can see on the pictures). Because the gap is so tiny i cannot see if the extruder is starting to late, slipping, etc. The rear perimeter of the 90° wall has been printed by the nozzle traveling back from the other end of the wall. The problem repeats on every layer precisely. What may be the cause?
IMG_3303 is showing the middle wall and 3304 a corner.
Things i tried:
1. Inspected gcode, looks fine as the wall starts where it should be and is one continous motion - like the rear wall. The retract that has taken place before the travel is undone properly.
2. Lowered printing speed. To my surprise the "late start" was exactly at the same spot. - No improvement at all
3. Changed retraction settings - from the 0.75mm i normally use - to 0.25mm. It helped a little. I did not yet try if 0 would have eliminated the problem completely because the low retract had already introduced blobs elsewhere.
4. Lowered retraction speed to 30mm (because i had a slipping extruder in mind, although the very prominent noise it does if it slips was absend). No improvement at all.
5. Increased printing temperature by to 220°C, to make it easier for the extruder and make the filament stick better. I assumed that the filament was dragged a little because of the little blobs at the line starts. But no improvement at all.
Now i am out of ideas.
Settings used for printing the items on the pictures:
-Prusa i3 variant (P3Steel) with direct drive extruder
-e3d v6 hotend, 0.4mm nozzle @ 205°C
-bed heated to 60°
-transparent PLA from RRW, 1.75mm diameter
-Marlin 1.0.1 with RAMPS 1.4
-Slic3r 1.2.6:
--0.3mm layer height
--40mm/s external perimeter speed (the whole object has only external perimeters besides the bottom layer),
--various settings for retraction 0.25mm to 0.75mm at 30mm/sec to 50mm/sec
Edited 1 time(s). Last edit at 03/27/2015 04:49PM by Maxxon.
i am trying to print some boxes, but i have problems with filament extrusion starting "too late" when a 90° angle should be printed to an existing wall. The nozzle will travel to the starting point (filament was retracted before), start traveling in the 90° direction, but the extrusion starts too late (as you can see on the pictures). Because the gap is so tiny i cannot see if the extruder is starting to late, slipping, etc. The rear perimeter of the 90° wall has been printed by the nozzle traveling back from the other end of the wall. The problem repeats on every layer precisely. What may be the cause?
IMG_3303 is showing the middle wall and 3304 a corner.
Things i tried:
1. Inspected gcode, looks fine as the wall starts where it should be and is one continous motion - like the rear wall. The retract that has taken place before the travel is undone properly.
2. Lowered printing speed. To my surprise the "late start" was exactly at the same spot. - No improvement at all
3. Changed retraction settings - from the 0.75mm i normally use - to 0.25mm. It helped a little. I did not yet try if 0 would have eliminated the problem completely because the low retract had already introduced blobs elsewhere.
4. Lowered retraction speed to 30mm (because i had a slipping extruder in mind, although the very prominent noise it does if it slips was absend). No improvement at all.
5. Increased printing temperature by to 220°C, to make it easier for the extruder and make the filament stick better. I assumed that the filament was dragged a little because of the little blobs at the line starts. But no improvement at all.
Now i am out of ideas.
Settings used for printing the items on the pictures:
-Prusa i3 variant (P3Steel) with direct drive extruder
-e3d v6 hotend, 0.4mm nozzle @ 205°C
-bed heated to 60°
-transparent PLA from RRW, 1.75mm diameter
-Marlin 1.0.1 with RAMPS 1.4
-Slic3r 1.2.6:
--0.3mm layer height
--40mm/s external perimeter speed (the whole object has only external perimeters besides the bottom layer),
--various settings for retraction 0.25mm to 0.75mm at 30mm/sec to 50mm/sec
Edited 1 time(s). Last edit at 03/27/2015 04:49PM by Maxxon.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: extrusion does not restart properly in corners March 27, 2015 04:37PM |
Registered: 10 years ago Posts: 14,672 |
You didn't say what firmware your printer is using. Still, here are a couple of suggestions:
1. Instead of reducing retraction speed, try reducing extruder acceleration and extruder maximum jerk rate in the printer firmware config file or printer firmware source.
2. If all else fails, try setting the "Extra length on restart" parameter in the slic3r retraction settings. I use 4mm retraction for my Bowden extruder, but I have never needed to use this parameter.
Edited 1 time(s). Last edit at 03/27/2015 04:38PM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
1. Instead of reducing retraction speed, try reducing extruder acceleration and extruder maximum jerk rate in the printer firmware config file or printer firmware source.
2. If all else fails, try setting the "Extra length on restart" parameter in the slic3r retraction settings. I use 4mm retraction for my Bowden extruder, but I have never needed to use this parameter.
Edited 1 time(s). Last edit at 03/27/2015 04:38PM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: extrusion does not restart properly in corners March 27, 2015 04:51PM |
Registered: 9 years ago Posts: 7 |
Hi,
thanks for the reply. I am using Marlin 1.0.1 with RAMPS 1.4 (have added it to the 1st post).
I'll try reducing the acceleration. I have it set atm at the same settings as for my axes. I thought about the extra extrusion setting in marlin as well, but have avoided it until now because i don't see where the extra filament will go.
thanks for the reply. I am using Marlin 1.0.1 with RAMPS 1.4 (have added it to the 1st post).
I'll try reducing the acceleration. I have it set atm at the same settings as for my axes. I thought about the extra extrusion setting in marlin as well, but have avoided it until now because i don't see where the extra filament will go.
|
Re: extrusion does not restart properly in corners March 27, 2015 06:57PM |
Registered: 9 years ago Posts: 7 |
Sorry, only registered users may post in this forum.