infill problem
Posted by ottist
|
infill problem December 27, 2014 07:35AM |
Registered: 10 years ago Posts: 26 |
Hi
I have stated to print calibration objects.
Dimensions are more or less accurate, but I have problem with infill on the top layers.
On top of the lower part there are bigger gaps, the higher part of the object is better (here I used higher printing temp. 230C).
And the other problem is that there are also gaps on the side surfaces of the object.
Any advice to reach better quality?
ABS 220-230 C
heatbed 70-90 C
Marlin, Pronface, slicr3
0.33 nozzle
1st layer 0.3mm, others 0.25mm
solid layers top 4, bottom 3
infill 40%
no cooling
I have stated to print calibration objects.
Dimensions are more or less accurate, but I have problem with infill on the top layers.
On top of the lower part there are bigger gaps, the higher part of the object is better (here I used higher printing temp. 230C).
And the other problem is that there are also gaps on the side surfaces of the object.
Any advice to reach better quality?
ABS 220-230 C
heatbed 70-90 C
Marlin, Pronface, slicr3
0.33 nozzle
1st layer 0.3mm, others 0.25mm
solid layers top 4, bottom 3
infill 40%
no cooling
|
Re: infill problem December 27, 2014 11:03AM |
Registered: 9 years ago Posts: 286 |
|
Re: infill problem December 27, 2014 12:39PM |
Registered: 10 years ago Posts: 26 |
Hi
Filament size and nozzle diam. is correct in the slicer. I will check the extrusion steps again.
I have made some larger photoes and found another problem.
Offsetting appears on one side of the object.
And surface quality is a usual problem, I hope it will be better with more accurate/higher flow rate. Shell I decrease the layer thickness?
Filament size and nozzle diam. is correct in the slicer. I will check the extrusion steps again.
I have made some larger photoes and found another problem.
Offsetting appears on one side of the object.
And surface quality is a usual problem, I hope it will be better with more accurate/higher flow rate. Shell I decrease the layer thickness?
|
Re: infill problem December 27, 2014 01:35PM |
Registered: 9 years ago Posts: 286 |
|
Re: infill problem December 27, 2014 01:53PM |
Registered: 10 years ago Posts: 26 |
|
Re: infill problem December 29, 2014 02:20PM |
Registered: 10 years ago Posts: 26 |
Hi
I have checked the extrusion steps again. A very small correction was necessary.
Then I made some tests ccording to this description: http://wiki.solidoodle.com/flow-rate
But without any success. Pictures attached.
I would appreciate any advice to improve the printing quality.
nozzle: 0.33 mm for all tests
1.
flow rate 100%
heatbed 70 C
printing tem.
1st layer 230 C
others 220 C
layer height 0,2 mm
extrusion width 0,25 mm
2.
flow rate 125%
heatbed 70 C
printing tem.
1st layer 230 C
others 220 C
layer height 0,2 mm
extrusion width 0,25 mm
3.
flow rate 150%
heatbed 70 C
printing tem.
1st layer 230 C
others 220 C
layer height 0,2 mm
extrusion width 0,25 mm
4.
flow rate 100%
heatbed 70 C
printing tem.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0 automatic
5.
flow rate 125%
heatbed 70 C
printing tem.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0 automatic
6.
flow rate 125%
heatbed 70 C
printing tem.
1st layer 250 C
others 240 C
layer height 0,2 mm
extrusion width 0 automatic
I have checked the extrusion steps again. A very small correction was necessary.
Then I made some tests ccording to this description: http://wiki.solidoodle.com/flow-rate
But without any success. Pictures attached.
I would appreciate any advice to improve the printing quality.
nozzle: 0.33 mm for all tests
1.
flow rate 100%
heatbed 70 C
printing tem.
1st layer 230 C
others 220 C
layer height 0,2 mm
extrusion width 0,25 mm
2.
flow rate 125%
heatbed 70 C
printing tem.
1st layer 230 C
others 220 C
layer height 0,2 mm
extrusion width 0,25 mm
3.
flow rate 150%
heatbed 70 C
printing tem.
1st layer 230 C
others 220 C
layer height 0,2 mm
extrusion width 0,25 mm
4.
flow rate 100%
heatbed 70 C
printing tem.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0 automatic
5.
flow rate 125%
heatbed 70 C
printing tem.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0 automatic
6.
flow rate 125%
heatbed 70 C
printing tem.
1st layer 250 C
others 240 C
layer height 0,2 mm
extrusion width 0 automatic
|
Re: infill problem December 29, 2014 11:47PM |
Registered: 9 years ago Posts: 31 |
What speed are you printing at? Also have you made sure your extruder is feeding the correct amount of filament? There are tons of videos and writeups on setting your e steps. I would go through setting your e steps again.
After you reset your e steps post if that helped. If not I could be a speed issue.
After you reset your e steps post if that helped. If not I could be a speed issue.
|
Re: infill problem December 30, 2014 03:32AM |
Registered: 10 years ago Posts: 26 |
Hi
I checked the exruder. First I removed the hot end and extruded 100mm filamet. It was ok. Than extruded 100mm flament again through the hotend. There was ~3mm difference. I corrected it. But it did not help as you can see from the previous images.
Here are my speed settings:
And here is a video of my 3rd test.
flow rate 150%
heatbed 70 C
printing tem.
1st layer 230 C
others 220 C
layer height 0,2 mm
extrusion width 0,25 mm
test 3 video
I checked the exruder. First I removed the hot end and extruded 100mm filamet. It was ok. Than extruded 100mm flament again through the hotend. There was ~3mm difference. I corrected it. But it did not help as you can see from the previous images.
Here are my speed settings:

And here is a video of my 3rd test.
flow rate 150%
heatbed 70 C
printing tem.
1st layer 230 C
others 220 C
layer height 0,2 mm
extrusion width 0,25 mm
test 3 video
|
Re: infill problem December 30, 2014 03:50AM |
Registered: 10 years ago Posts: 26 |
//// MOVEMENT SETTINGS
#define NUM_AXIS 4 // The axis order in all axis related arrays is X, Y, Z, E
#define HOMING_FEEDRATE {50*60, 50*60, 4*30, 0} // set the homing speeds (mm/min)
// default settings
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00,80.00,4009.68,691.21} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500,500,2,25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {6500,6500,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 2000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 2000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
#define NUM_AXIS 4 // The axis order in all axis related arrays is X, Y, Z, E
#define HOMING_FEEDRATE {50*60, 50*60, 4*30, 0} // set the homing speeds (mm/min)
// default settings
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00,80.00,4009.68,691.21} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500,500,2,25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {6500,6500,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 2000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 2000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
|
Re: infill problem December 30, 2014 02:00PM |
Registered: 10 years ago Posts: 344 |
|
Re: infill problem December 31, 2014 04:12AM |
Registered: 10 years ago Posts: 26 |
|
Re: infill problem December 31, 2014 01:42PM |
Registered: 10 years ago Posts: 26 |
Hi
I made some more tests. The only main difference is that now I used cooling fan for 2 tests. (I did not used it for the previous tests 1-6)
7.
flow rate 100%
heatbed 70 C
printing temp.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0,3mm (measured 0,31-0,32mm) I think it is pretty good. So I think that the extruder's calibration is OK. (http://wiki.solidoodle.com/flow-rate)
cooling fan ON
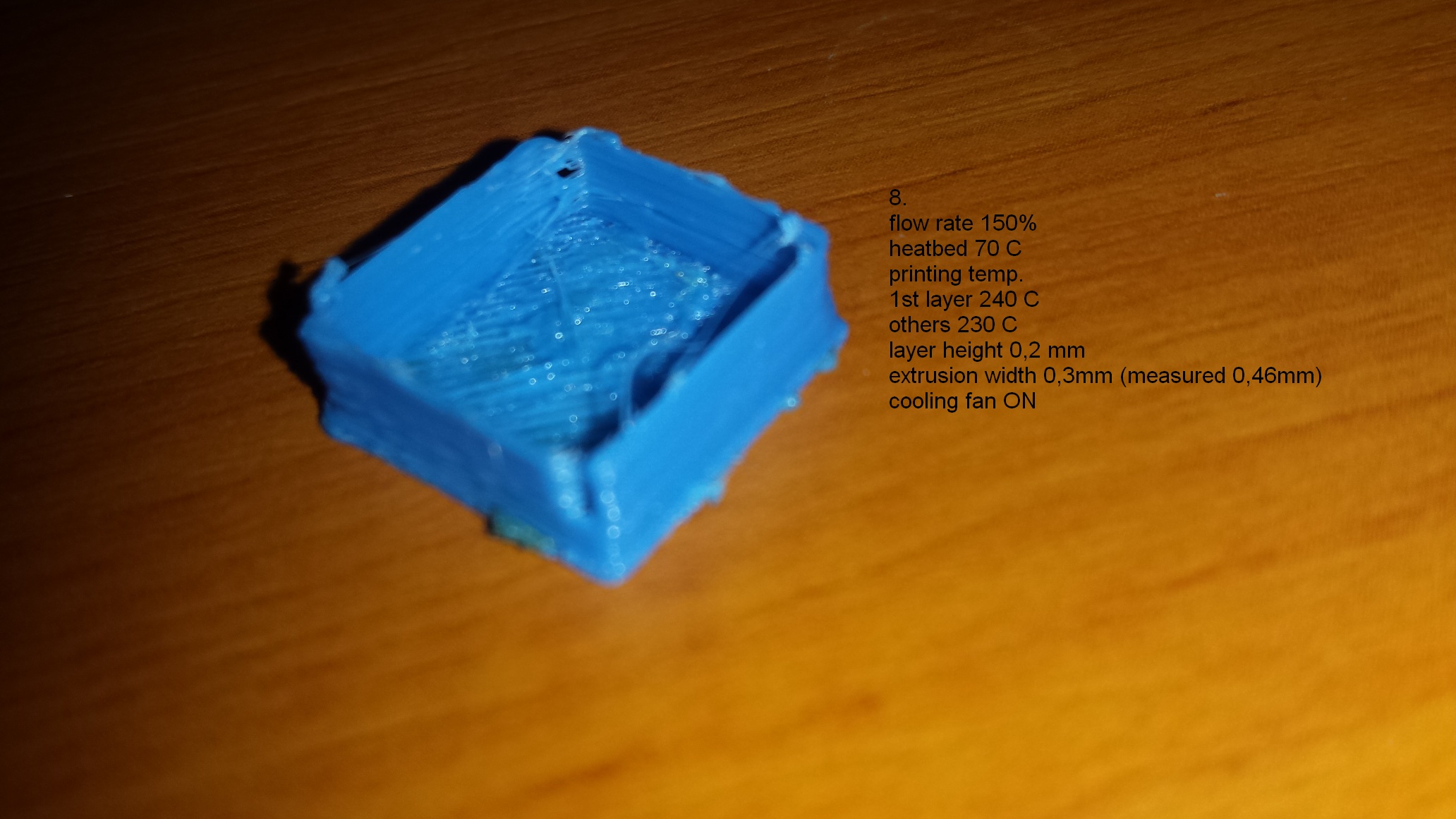
8.
flow rate 150%
heatbed 70 C
printing temp.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0,3mm (measured 0,46mm)
cooling fan ON
9.
flow rate 100%
heatbed 70 C
printing temp.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0,3mm
cooling fan OFF
vertical shells 3 (measured wall thickness 1mm)
If I compare theese 2 test I can see that the cube's corners are missing at a single layer print. And if I print it with a thicker wall, corners are not missing but there is a strange distorsion at the corners.
Is it an acceleration issue or what else?
How can I avoid this?
I made some more tests. The only main difference is that now I used cooling fan for 2 tests. (I did not used it for the previous tests 1-6)
7.
flow rate 100%
heatbed 70 C
printing temp.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0,3mm (measured 0,31-0,32mm) I think it is pretty good. So I think that the extruder's calibration is OK. (http://wiki.solidoodle.com/flow-rate)
cooling fan ON

8.
flow rate 150%
heatbed 70 C
printing temp.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0,3mm (measured 0,46mm)
cooling fan ON

9.
flow rate 100%
heatbed 70 C
printing temp.
1st layer 240 C
others 230 C
layer height 0,2 mm
extrusion width 0,3mm
cooling fan OFF
vertical shells 3 (measured wall thickness 1mm)

If I compare theese 2 test I can see that the cube's corners are missing at a single layer print. And if I print it with a thicker wall, corners are not missing but there is a strange distorsion at the corners.
Is it an acceleration issue or what else?
How can I avoid this?

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: infill problem December 31, 2014 07:25PM |
Registered: 10 years ago Posts: 580 |
Ottist
I've seen similar. Does the extruder drag the lower layers over a bit? That can be a sign of too high printing temp, or over extrusion, so I think you need to check the extrusion temperature.
The temp it's reading may have little basis in reality for that particular filament, so you may want to do some tests with much lower temperatures, work down 5 degrees at a time until you find the minimum temp is that prints reliably.
Also you can put some marks on the filament with a pen so you can see if the extruder is feeding reliably. Make sure the extruder gear is clean.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
I've seen similar. Does the extruder drag the lower layers over a bit? That can be a sign of too high printing temp, or over extrusion, so I think you need to check the extrusion temperature.
The temp it's reading may have little basis in reality for that particular filament, so you may want to do some tests with much lower temperatures, work down 5 degrees at a time until you find the minimum temp is that prints reliably.
Also you can put some marks on the filament with a pen so you can see if the extruder is feeding reliably. Make sure the extruder gear is clean.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
Sorry, only registered users may post in this forum.