Extruder jams when printing small details
Posted by andin
|
Extruder jams when printing small details December 21, 2014 09:44AM |
Registered: 12 years ago Posts: 64 |
Hi
I have a Felix 3D-printer for two years already which usually prints fine on most models. I consider myself as an experienced user already. However, I have encountered an extruder jamming issue on one of my prints recently - this problem is repetitive, and I have found no explanation for it yet.
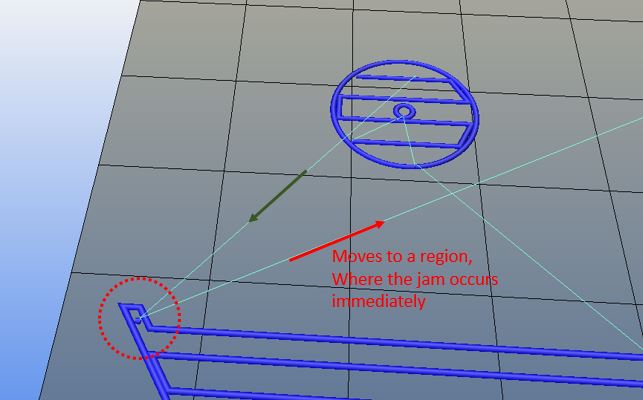
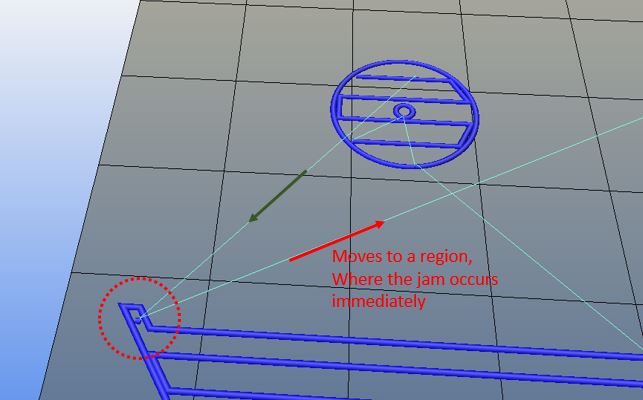
The jam occurs after printing a very small segment in the infill (length 0,3mm) at ~10th layer - encircled in dashed red on the picture attached. After printing this very small detail, the print head moves to another region where the filament is not extruded anymore (stepper skipping steps).
Here is the GCODE of this portion of the print:
G1 X29.15 Y56.294 E3.8103
G1 X27.85 Y58.644 E3.91289
G1 X20.15 Y58.644 E4.20699
G1 X24.95 Y58.644 E3.25699 F8640
G1 E3.20699 F1800 // retract
G1 Z2.925 F10800
G92 E0
// printed ok so far...
// now moving to the region where the small infill segment is to be printed
G1 X6.199 Y35.144 F10800
G1 Z2.675 F10800
G1 E1 F1800 // reverse the retraction
G1 X5.826 Y35.144 E1.01427 F3600 //print
G1 X6.199 Y35.144 E0.94035 F8640 //wipe
G1 E0.01427 F1800 //retract
G1 Z2.925 F10800
G92 E0
// now move to a new segment - where the hot-end will not extrude anymore
G1 X125.574 Y100.944 F10800
G1 Z2.675 F10800
G1 E1 F1800
G1 X150.563 Y100.944 E1.95452 F3600
G1 X152.913 Y98.594 E2.08146
G1 X131.118 Y98.594 E2.91396
G1 X134.179 Y96.244 E3.06134
Setup:
Tension on the filament is adjusted well and all other settings are fine.
slicer: Slic3r
Hot-End: original Felix Hot-End with PEEK and alumium nozzle (0.35)
Filament: PLA 1,75 (good quality, consistent diameter, no contamination)
Print temp: 220deg (worked good so far)
Extruder: direct drive
Firmware: Marlin
Here are some basic settings:
max. E speed = 25
printing X,Y speed = 60
retraction length = 1mm
acceleration E = 80000
acceleration E (retract) = 1500
acceleration x,y = 5000
wipe enabled
Hope to get some help in understanding why this tiny detail is causing a jam.
Thanks!
Edited 1 time(s). Last edit at 12/21/2014 09:49AM by andin.
I have a Felix 3D-printer for two years already which usually prints fine on most models. I consider myself as an experienced user already. However, I have encountered an extruder jamming issue on one of my prints recently - this problem is repetitive, and I have found no explanation for it yet.
The jam occurs after printing a very small segment in the infill (length 0,3mm) at ~10th layer - encircled in dashed red on the picture attached. After printing this very small detail, the print head moves to another region where the filament is not extruded anymore (stepper skipping steps).
Here is the GCODE of this portion of the print:
G1 X29.15 Y56.294 E3.8103
G1 X27.85 Y58.644 E3.91289
G1 X20.15 Y58.644 E4.20699
G1 X24.95 Y58.644 E3.25699 F8640
G1 E3.20699 F1800 // retract
G1 Z2.925 F10800
G92 E0
// printed ok so far...
// now moving to the region where the small infill segment is to be printed
G1 X6.199 Y35.144 F10800
G1 Z2.675 F10800
G1 E1 F1800 // reverse the retraction
G1 X5.826 Y35.144 E1.01427 F3600 //print
G1 X6.199 Y35.144 E0.94035 F8640 //wipe
G1 E0.01427 F1800 //retract
G1 Z2.925 F10800
G92 E0
// now move to a new segment - where the hot-end will not extrude anymore
G1 X125.574 Y100.944 F10800
G1 Z2.675 F10800
G1 E1 F1800
G1 X150.563 Y100.944 E1.95452 F3600
G1 X152.913 Y98.594 E2.08146
G1 X131.118 Y98.594 E2.91396
G1 X134.179 Y96.244 E3.06134
Setup:
Tension on the filament is adjusted well and all other settings are fine.
slicer: Slic3r
Hot-End: original Felix Hot-End with PEEK and alumium nozzle (0.35)
Filament: PLA 1,75 (good quality, consistent diameter, no contamination)
Print temp: 220deg (worked good so far)
Extruder: direct drive
Firmware: Marlin
Here are some basic settings:
max. E speed = 25
printing X,Y speed = 60
retraction length = 1mm
acceleration E = 80000
acceleration E (retract) = 1500
acceleration x,y = 5000
wipe enabled
Hope to get some help in understanding why this tiny detail is causing a jam.
Thanks!
Edited 1 time(s). Last edit at 12/21/2014 09:49AM by andin.
{kind=link}
{kind=link}
|
Re: Extruder jams when printing small details December 21, 2014 10:37AM |
Registered: 12 years ago Posts: 2,470 |
I encountered something very similar. In my case it was that the low speed lead to heat creeping upwards in the hotend and ultimately clogging it.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Extruder jams when printing small details December 21, 2014 11:05AM |
Registered: 12 years ago Posts: 64 |
I have a fan blowing on the cold-end (aluminium).
Moreover, the detail is so small and takes so little time to print - I cannot imagine the heat would travel much of a distance upwards along the hot-end during that time. It could be a problem if there are many such details in the print - this would reduce the average extrusion speed significantly...
Moreover, the detail is so small and takes so little time to print - I cannot imagine the heat would travel much of a distance upwards along the hot-end during that time. It could be a problem if there are many such details in the print - this would reduce the average extrusion speed significantly...
|
Re: Extruder jams when printing small details December 24, 2014 01:55AM |
Registered: 10 years ago Posts: 580 |
Andin,
You have given very good details.
You have a lot more experience, so I hesitate to comment.
I'm not an expert with PLA since I found my all metal hot end wouldn't print it reliably, but I like a challenging problem, so here goes - take with a grain of salt:
It sounds like a heat buildup problem when a retract occurs followed by a long travel. That would give the filament time to soften, or softened filament time to freeze in the cold area.
As a test you could:
- Print at a lower temp. Try 10 degrees above the absolute minimum you've tested that will print.
- Eliminate the retraction (I know it's not much). If the problem goes away then you know the melted filament drawn up with the retraction is gluing the filament into the bore.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
You have given very good details.
You have a lot more experience, so I hesitate to comment.
I'm not an expert with PLA since I found my all metal hot end wouldn't print it reliably, but I like a challenging problem, so here goes - take with a grain of salt:
It sounds like a heat buildup problem when a retract occurs followed by a long travel. That would give the filament time to soften, or softened filament time to freeze in the cold area.
As a test you could:
- Print at a lower temp. Try 10 degrees above the absolute minimum you've tested that will print.
- Eliminate the retraction (I know it's not much). If the problem goes away then you know the melted filament drawn up with the retraction is gluing the filament into the bore.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Extruder jams when printing small details December 30, 2014 02:33AM |
Registered: 12 years ago Posts: 64 |
Thanks for your comment, Paul Wanamaker.
Indeed, the problem is the plastic sticking to the cold surface. After long usage, the hot-end's PEEK and metal surfaces get worn and build rough surfaces - these are the culprit for the jamming problem.
A side-note: this is a major problem of the E3D-hotend: the inner surface of the heat-break barrel is not polished properly (or polished at all) near the end closer to the nozzle - I have checked this under the microscope and there are other users indicating this (cant remember the corresponding posts, sorry).
Indeed, the problem is the plastic sticking to the cold surface. After long usage, the hot-end's PEEK and metal surfaces get worn and build rough surfaces - these are the culprit for the jamming problem.
A side-note: this is a major problem of the E3D-hotend: the inner surface of the heat-break barrel is not polished properly (or polished at all) near the end closer to the nozzle - I have checked this under the microscope and there are other users indicating this (cant remember the corresponding posts, sorry).
Sorry, only registered users may post in this forum.