Poor print Quality
Posted by jhondon
|
Poor print Quality November 07, 2014 01:18PM |
Registered: 9 years ago Posts: 53 |
first of all excuse me for my bad English, I'm using prusa i3 with simplify3D. The prints coming out of the printer is of poor quality, i tried slicer, Cura, Kisslicer with RepetierHost but still no help. The above objects are made with PLA @ 195 c, also tried 200,190,185 still no help. Printer is calibrated, and extrudes exactly 100mm upon giving instruction to extrude 100mm. Have anyne faced similar issue or have any clue of what gone wrong ???? Thanks in advance
???? Thanks in advance
???? Thanks in advance
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Poor print Quality November 07, 2014 02:43PM |
Registered: 11 years ago Posts: 1,320 |
Among other things, it looks like you may have a cooling problem. PLA cooling is helped by a fan pointed at the printed object. I have 2 mounted on my X carriage - one in the front, and one in the back. Their speed and on/off status is controlled by the slicer/G Code, and they made a tremendous difference in my print quality.
|
Re: Poor print Quality November 07, 2014 05:00PM |
Registered: 10 years ago Posts: 1,401 |
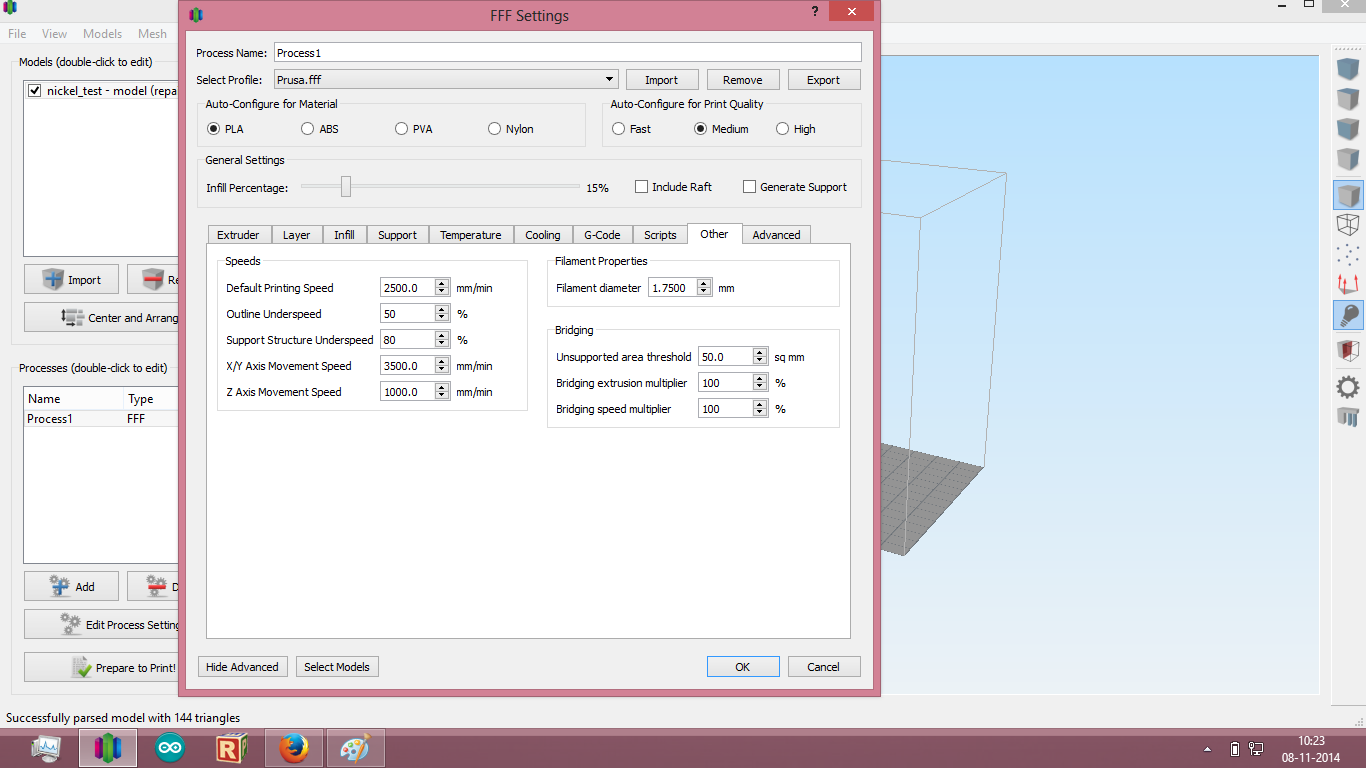
I use simplify3d too, please post you process settings.
Most likely you need to adjust:
Nozzle size
Extrusion multiplier
Retraction
Infill perimeter overlap.
But if you post the screen shots of your process I can help you further. Important: I need the size of the part you are printing.
Edited 1 time(s). Last edit at 11/07/2014 05:02PM by ggherbaz.
Most likely you need to adjust:
Nozzle size
Extrusion multiplier
Retraction
Infill perimeter overlap.
But if you post the screen shots of your process I can help you further. Important: I need the size of the part you are printing.
Edited 1 time(s). Last edit at 11/07/2014 05:02PM by ggherbaz.
|
Re: Poor print Quality November 08, 2014 12:00AM |
Registered: 10 years ago Posts: 136 |
|
Re: Poor print Quality November 08, 2014 12:35AM |
Registered: 9 years ago Posts: 53 |
@jbernardis: we have also a fan mounted on our X carriage for PLA cooling, when we were using repetier host fan used to work better.
@ggherbaz: I'm using E3DV5 all metal hotend with 0.4 Nozzle, i tried tweaking with flow rate. The part I was printing bottom Corner mount of tantilus, which of dimensions length: 42mm, Width:42mm, Height:30.44mm
@isonoob: I have calibrated Z axis teps and made sure that Z axis is moving Exactly 100mm upon giving instruction to move 100mm
@ggherbaz: I'm using E3DV5 all metal hotend with 0.4 Nozzle, i tried tweaking with flow rate. The part I was printing bottom Corner mount of tantilus, which of dimensions length: 42mm, Width:42mm, Height:30.44mm
@isonoob: I have calibrated Z axis teps and made sure that Z axis is moving Exactly 100mm upon giving instruction to move 100mm
Attachments:
open | download - Advanced.png (98.6 KB)
open | download - Cooling.png (101.5 KB)
open | download - Extruder.png (100.9 KB)
open | download - other.png (98.5 KB)
open | download - Temp.png (103.2 KB)
open | download - Scripts.png (97.3 KB)
open | download - Infill.png (98.2 KB)
open | download - Layer.png (106.1 KB)
open | download - Configuration.h (33 KB)
open | download - Advanced.png (98.6 KB)
{kind=link}
{kind=link}
open | download - Cooling.png (101.5 KB)
{kind=link}
{kind=link}
open | download - Extruder.png (100.9 KB)
{kind=link}
{kind=link}
open | download - other.png (98.5 KB)
{kind=link}
{kind=link}
open | download - Temp.png (103.2 KB)
{kind=link}
{kind=link}
open | download - Scripts.png (97.3 KB)
{kind=link}
{kind=link}
open | download - Infill.png (98.2 KB)
{kind=link}
{kind=link}
open | download - Layer.png (106.1 KB)
{kind=link}
{kind=link}
open | download - Configuration.h (33 KB)
|
Re: Poor print Quality November 08, 2014 03:26AM |
Registered: 10 years ago Posts: 30 |
|
Re: Poor print Quality November 08, 2014 04:02AM |
Registered: 9 years ago Posts: 53 |
|
Re: Poor print Quality November 08, 2014 04:26AM |
Registered: 9 years ago Posts: 53 |
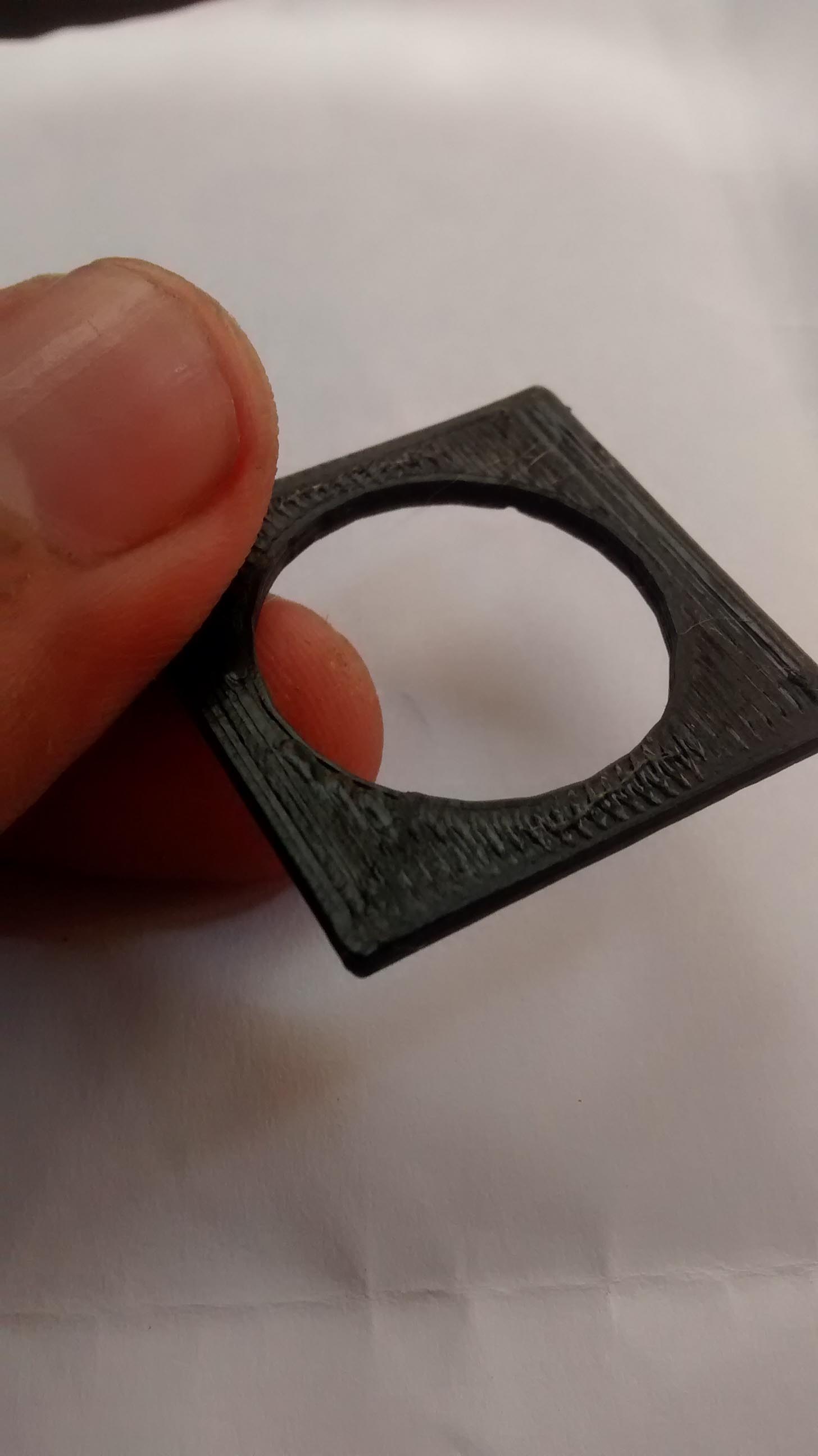
The first part was printed with 170c with no wipe,extrusion multiplier 1,fan speed as described
second one is printed at 175c with wipe,extrusion multiplier 1.1
190 above temperatures are bit high for this PLA filament
but as you can see print quality is still poor(but better than last day's print)
Edited 2 time(s). Last edit at 11/08/2014 04:29AM by jhondon.
second one is printed at 175c with wipe,extrusion multiplier 1.1
190 above temperatures are bit high for this PLA filament
but as you can see print quality is still poor(but better than last day's print)
Edited 2 time(s). Last edit at 11/08/2014 04:29AM by jhondon.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Poor print Quality November 08, 2014 11:05AM |
Registered: 10 years ago Posts: 1,401 |
jhondon,
Advanced: unchecked all but force retraction between layers and heal.
Extruder: multiplier 1, increase retraction speed to at least 3000 if geared extruder and 4200 if direct.
Infill: here is where you have most of the problems. Overlap never go beyond 50% standard between 20 an 40% minimum infill make it 0.
Other: lower your speed, too fast for that kind of print go to 1800. Measure your filament and put the right number (big difference in quality)
Temperature: play between 190 and 210.
Layer: if you want it to be 1.5 be sure that your threaded rod can do it, I prefer even numbers 0.2. I have better results with random start rather than optimize.
Cooling: I doubt the fan will do anything at 10 and 25 percent. Eliminate some of them and go to 100% after the last solid bottom layer (in your case 3).
Advanced: unchecked all but force retraction between layers and heal.
Extruder: multiplier 1, increase retraction speed to at least 3000 if geared extruder and 4200 if direct.
Infill: here is where you have most of the problems. Overlap never go beyond 50% standard between 20 an 40% minimum infill make it 0.
Other: lower your speed, too fast for that kind of print go to 1800. Measure your filament and put the right number (big difference in quality)
Temperature: play between 190 and 210.
Layer: if you want it to be 1.5 be sure that your threaded rod can do it, I prefer even numbers 0.2. I have better results with random start rather than optimize.
Cooling: I doubt the fan will do anything at 10 and 25 percent. Eliminate some of them and go to 100% after the last solid bottom layer (in your case 3).
|
Re: Poor print Quality November 08, 2014 11:27AM |
Registered: 9 years ago Posts: 53 |
@ggherbaz
Thank You.I'm not getting proper results on temperatures above 190, I'm using a black PLA i think its colourent had made some difference to its property. and I'm using M5 threaded rod on Z axis. I changed fan speed as 0% on first layer and 100% from second layers as svalsorim suggested. Now I'm going to change settings as you prescribed and will update once the test object is printed
Edited 1 time(s). Last edit at 11/08/2014 11:31AM by jhondon.
Thank You.I'm not getting proper results on temperatures above 190, I'm using a black PLA i think its colourent had made some difference to its property. and I'm using M5 threaded rod on Z axis. I changed fan speed as 0% on first layer and 100% from second layers as svalsorim suggested. Now I'm going to change settings as you prescribed and will update once the test object is printed
Edited 1 time(s). Last edit at 11/08/2014 11:31AM by jhondon.
|
Re: Poor print Quality November 08, 2014 11:36AM |
Registered: 9 years ago Posts: 53 |
|
Re: Poor print Quality November 08, 2014 11:43AM |
Registered: 10 years ago Posts: 59 |
From the poor prints, it seems to me you have a overflow extrusion problem.
But it is un-clear. It could be just calibration problems.
From what I see from your pictures.
I noticed:
- rough edges
- concave outside when it suppose to be straight
- uneven surface
- pointy tips
These are few signals that you have an overflow extrusion problem.
After you try re-calibrating your printer, if that does not work.
You can give this a try.
Give your filament some measures in diameter.
You would do at least 30 points of measures. Of course, the more points you did the more accurate.
But if the diameter is fluctuating in a wide range more than 0.05mm, you will still have a overflow / underflow problem.
After setting the average diameter of your filament, you should have a better prints.
I hope this help.
BotFeeder - Professional Manufactured 3D Filament
But it is un-clear. It could be just calibration problems.
From what I see from your pictures.
I noticed:
- rough edges
- concave outside when it suppose to be straight
- uneven surface
- pointy tips
These are few signals that you have an overflow extrusion problem.
After you try re-calibrating your printer, if that does not work.
You can give this a try.
Give your filament some measures in diameter.
You would do at least 30 points of measures. Of course, the more points you did the more accurate.
But if the diameter is fluctuating in a wide range more than 0.05mm, you will still have a overflow / underflow problem.
After setting the average diameter of your filament, you should have a better prints.
I hope this help.
BotFeeder - Professional Manufactured 3D Filament
|
Re: Poor print Quality November 08, 2014 11:56AM |
Registered: 9 years ago Posts: 53 |
|
Re: Poor print Quality November 08, 2014 01:28PM |
Registered: 10 years ago Posts: 1,401 |
There is 2 main factors that affect speed:
1 size
2 complexity
Size: simple parts without too much detail can be printed fast, the bigger the part, the more speed you can add because it will have enough time to cool the layer before you start the next one. So with big and less detailed parts you can crank temperature and print fast 50 to 60mm per second. Smaller parts you need to allow the previous layer to cool down before the next layer start, lots of people use fans for this purpose (I don't) I just simply print slowly, with smaller parts I reduce as much as I can the temperature and slow printing to 15~20mm per second some time even more.
Complexity: the more details you have in your part, the slower you need to print in order to get the details right and to prevent deformation, also temperature needs to go down, when printing small parts I also reduce my extrusion multiplier and extrusion width and increase the retraction from 2mm to some times 6mm, why? Because with thinner layers you get better resolution, because the nozzle at slow speeds will ooze more and because small parts don't handle to good high temperatures (tend to melt lower layers) .
So as guidelines: anything under 10mm no matter if simple or complex go really slow (800 to 1000mm per minute) . From 10 to 40mm simple or complex (1000 to 1200mm per minute) from 40 to 80mm simple (1800 to 2400mm per minute) complex (1000 to 1600mm per minute) over 80mm simple (2400 to 3200mm per minute) time to go up on temperature, complex (1600 to 2400) .
Note: the solid layers on big parts are some times a pain, if you have a fast speed but not high temperature most likely it will fail, so if you want to print at low temperatures, create 2 process one for the solid layers at slow speed and one for the rest at higher speed.
The most important thing for you to understand is that these are "MY" numbers, they work for me and the way I print, you may find them too slow for your taste or for what your printer might be capable off. They can serve you as starting point but at the end your own observations and results will establish your own numbers.
1 size
2 complexity
Size: simple parts without too much detail can be printed fast, the bigger the part, the more speed you can add because it will have enough time to cool the layer before you start the next one. So with big and less detailed parts you can crank temperature and print fast 50 to 60mm per second. Smaller parts you need to allow the previous layer to cool down before the next layer start, lots of people use fans for this purpose (I don't) I just simply print slowly, with smaller parts I reduce as much as I can the temperature and slow printing to 15~20mm per second some time even more.
Complexity: the more details you have in your part, the slower you need to print in order to get the details right and to prevent deformation, also temperature needs to go down, when printing small parts I also reduce my extrusion multiplier and extrusion width and increase the retraction from 2mm to some times 6mm, why? Because with thinner layers you get better resolution, because the nozzle at slow speeds will ooze more and because small parts don't handle to good high temperatures (tend to melt lower layers) .
So as guidelines: anything under 10mm no matter if simple or complex go really slow (800 to 1000mm per minute) . From 10 to 40mm simple or complex (1000 to 1200mm per minute) from 40 to 80mm simple (1800 to 2400mm per minute) complex (1000 to 1600mm per minute) over 80mm simple (2400 to 3200mm per minute) time to go up on temperature, complex (1600 to 2400) .
Note: the solid layers on big parts are some times a pain, if you have a fast speed but not high temperature most likely it will fail, so if you want to print at low temperatures, create 2 process one for the solid layers at slow speed and one for the rest at higher speed.
The most important thing for you to understand is that these are "MY" numbers, they work for me and the way I print, you may find them too slow for your taste or for what your printer might be capable off. They can serve you as starting point but at the end your own observations and results will establish your own numbers.
|
Re: Poor print Quality November 08, 2014 01:45PM |
Registered: 10 years ago Posts: 1,401 |
Here I put you two examples of my prints, both are decent size, both complex and you can see the difference between getting it right or wrong. Never try to print a complex part in a hurry, you will only waste your time and filament.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Poor print Quality November 09, 2014 10:20AM |
Registered: 9 years ago Posts: 53 |
|
Re: Poor print Quality November 23, 2014 08:59AM |
Registered: 9 years ago Posts: 53 |
Sorry, only registered users may post in this forum.