Ormerod 1 PLA blobs in corners and when nozzle stops
Posted by WolfgangA
|
Ormerod 1 PLA blobs in corners and when nozzle stops October 25, 2014 03:42PM |
Registered: 9 years ago Posts: 28 |
Dear community,
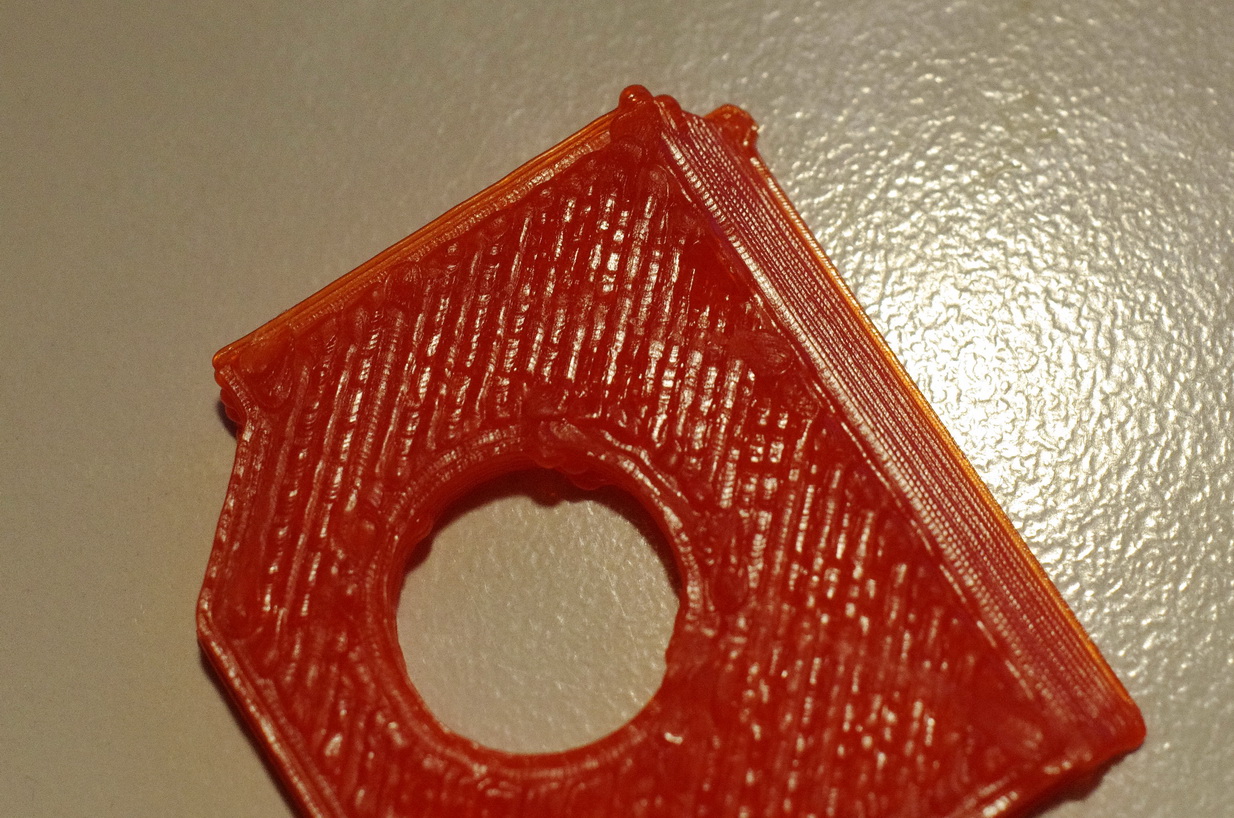
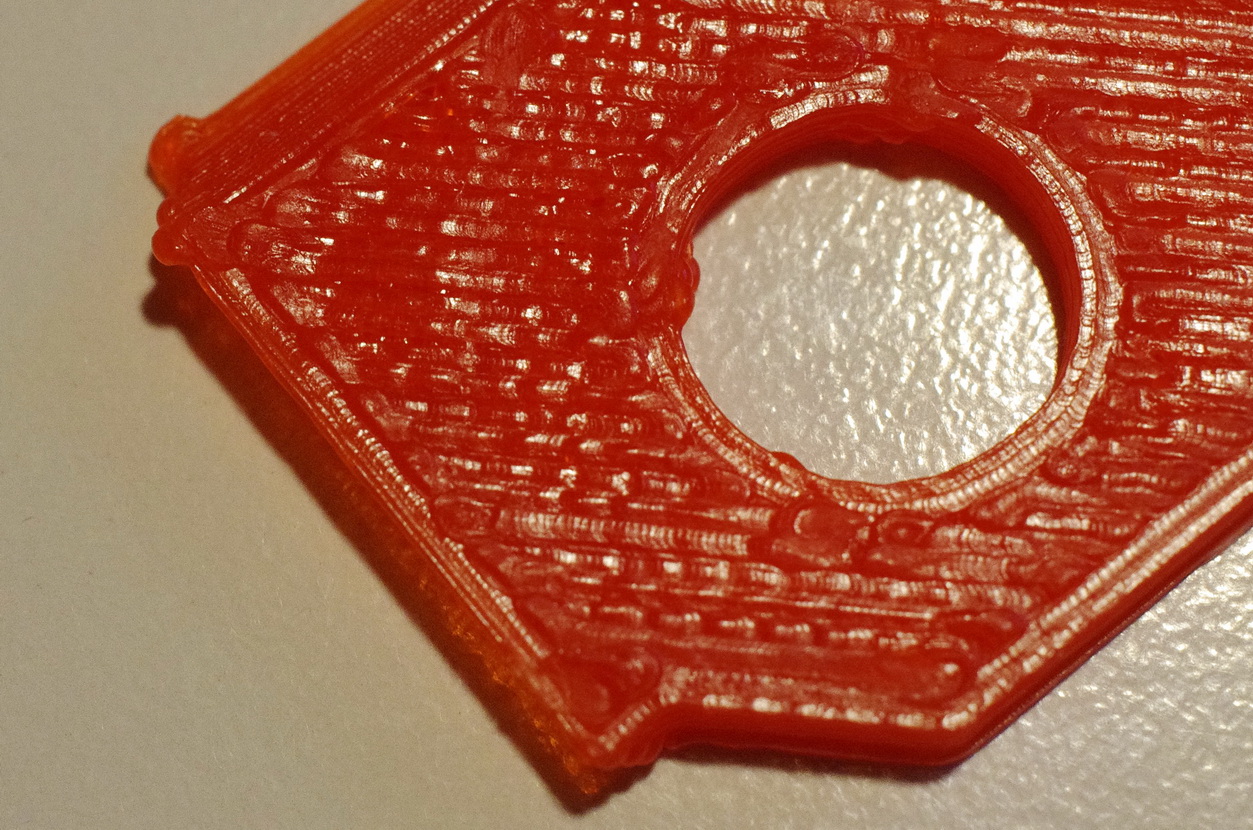
what should I do to fix this issue? I am relatively new to 3D printing and have issues getting my Ormerod 1 (firmware 0.78c) right. I am using Slic3r 1.2.0. Biggest problem at the moment are drops in corners and at all points when the nozzle stops. I have already tried a couple of tweaks with retracting, nozzle temp etc. but I don't get it.
See attached pictures, that explains best. Here is my Slicer config.
Many thanks for any help
Wolfgang
Edited 3 time(s). Last edit at 10/25/2014 06:34PM by WolfgangA.
what should I do to fix this issue? I am relatively new to 3D printing and have issues getting my Ormerod 1 (firmware 0.78c) right. I am using Slic3r 1.2.0. Biggest problem at the moment are drops in corners and at all points when the nozzle stops. I have already tried a couple of tweaks with retracting, nozzle temp etc. but I don't get it.
See attached pictures, that explains best. Here is my Slicer config.
Many thanks for any help
Wolfgang
[filament:Ormerod-0.5] bed_temperature = 60 bridge_fan_speed = 100 cooling = 1 disable_fan_first_layers = 3 extrusion_multiplier = 1.02 fan_always_on = 0 fan_below_layer_time = 60 filament_diameter = 1.75 first_layer_bed_temperature = 60 first_layer_temperature = 200 max_fan_speed = 100 min_fan_speed = 35 min_print_speed = 10 slowdown_below_layer_time = 15 temperature = 195 [print:Ormerod-0.5] avoid_crossing_perimeters = 0 bottom_solid_layers = 2 bridge_acceleration = 0 bridge_flow_ratio = 1 bridge_speed = 45 brim_width = 0 complete_objects = 0 default_acceleration = 0 dont_support_bridges = 1 external_perimeter_extrusion_width = 0 external_perimeter_speed = 45 external_perimeters_first = 1 extra_perimeters = 1 extruder_clearance_height = 20 extruder_clearance_radius = 20 extrusion_width = 0 fill_angle = 45 fill_density = 30% fill_pattern = honeycomb first_layer_acceleration = 0 first_layer_extrusion_width = 0.8 first_layer_height = 0.36 first_layer_speed = 50% gap_fill_speed = 10 gcode_comments = 0 infill_acceleration = 0 infill_every_layers = 1 infill_extruder = 1 infill_extrusion_width = 0 infill_first = 0 infill_only_where_needed = 0 infill_speed = 45 interface_shells = 0 layer_height = 0.2 min_skirt_length = 0 notes = only_retract_when_crossing_perimeters = 0 ooze_prevention = 0 output_filename_format = [input_filename_base].gcode overhangs = 1 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0 perimeter_speed = 45 perimeters = 2 post_process = raft_layers = 0 resolution = 0 seam_position = nearest skirt_distance = 3 skirt_height = 1 skirts = 2 small_perimeter_speed = 32 solid_fill_pattern = rectilinear solid_infill_below_area = 70 solid_infill_every_layers = 0 solid_infill_extrusion_width = 0 solid_infill_speed = 40 spiral_vase = 0 standby_temperature_delta = -5 support_material = 0 support_material_angle = 0 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_extruder = 1 support_material_interface_layers = 0 support_material_interface_spacing = 0 support_material_interface_speed = 100% support_material_pattern = rectilinear support_material_spacing = 2.5 support_material_speed = 40 support_material_threshold = 0 thin_walls = 1 threads = 2 top_infill_extrusion_width = 0 top_solid_infill_speed = 40 top_solid_layers = 3 travel_speed = 250 xy_size_compensation = -0.095 [printer:Ormerod-0.5] bed_shape = 0x0,200x0,200x200,0x200 end_gcode = G1 X2 Y190 ; move head close to home, and bed to the left\nM104 S0\nM140 S0 extruder_offset = 0x0 gcode_flavor = reprap layer_gcode = nozzle_diameter = 0.5 retract_before_travel = 2 retract_layer_change = 1 retract_length = 4 retract_length_toolchange = 10 retract_lift = 0 retract_restart_extra = 0 retract_restart_extra_toolchange = 0 retract_speed = 100 start_gcode = G28 ; home all axes\nG32 ; automatic bed compensation\nG1 X60 Z10 F5000 ; lift nozzle and move a bit towards center\nM83 ; extruder to relative mode\n toolchange_gcode = use_firmware_retraction = 0 use_relative_e_distances = 1 vibration_limit = 0 wipe = 1 z_offset = 0
Edited 3 time(s). Last edit at 10/25/2014 06:34PM by WolfgangA.
|
Re: Ormerod 1 PLA blobs in corners and when nozzle stops January 15, 2015 04:23AM |
Registered: 10 years ago Posts: 466 |
Bringing up this old post just not to open a new one.
Been having this problem again after a long time of not having problems at all.
This is the Z nut trap.
The problems on the left picture come when the nozzle visits the same place twice in a very short period of time (guessing it does not have time to cool off), and cura does not have "start layers at random points" option.
I was thinking about temperature problem (185-175C) but everything else on that piece is fine so Im not sure.
Retraction is set at 110-4mm.
Regards,
Antonio
Edited 1 time(s). Last edit at 01/15/2015 04:25AM by Sardi.
Been having this problem again after a long time of not having problems at all.
This is the Z nut trap.

The problems on the left picture come when the nozzle visits the same place twice in a very short period of time (guessing it does not have time to cool off), and cura does not have "start layers at random points" option.
I was thinking about temperature problem (185-175C) but everything else on that piece is fine so Im not sure.
Retraction is set at 110-4mm.
Regards,
Antonio
Edited 1 time(s). Last edit at 01/15/2015 04:25AM by Sardi.
|
Re: Ormerod 1 PLA blobs in corners and when nozzle stops January 15, 2015 03:54PM |
Registered: 9 years ago Posts: 28 |

|
Re: Ormerod 1 PLA blobs in corners and when nozzle stops January 16, 2015 04:13AM |
Registered: 10 years ago Posts: 466 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.