how to fix these issues
Posted by printman
|
how to fix these issues September 13, 2014 07:36AM |
Registered: 11 years ago Posts: 38 |
Hi! I get the issues shown in the attached picture and I'd like to understand why they appears in my prints.
A - when the hot end goes up to the next layer it prints thickier wall - it looks like it stops to rectrace and puts more filament there
B - the corners doesn't have right angles and they are as though pulled out
C - unfinished lines around the holes in the first layer - it happend to me once
Do you know why this is happening and how to fix it?
hotend: 0.4 mm (ext. width: 0.5 mm, layer height: 0.2 mm, filament diameter: 1.75 mm, speed: 50 mm/s, first layer speed: 15 mm/s)
Edited 1 time(s). Last edit at 09/13/2014 07:40AM by printman.
A - when the hot end goes up to the next layer it prints thickier wall - it looks like it stops to rectrace and puts more filament there
B - the corners doesn't have right angles and they are as though pulled out
C - unfinished lines around the holes in the first layer - it happend to me once
Do you know why this is happening and how to fix it?
hotend: 0.4 mm (ext. width: 0.5 mm, layer height: 0.2 mm, filament diameter: 1.75 mm, speed: 50 mm/s, first layer speed: 15 mm/s)
Edited 1 time(s). Last edit at 09/13/2014 07:40AM by printman.
{kind=link}
{kind=link}
|
Re: how to fix these issues September 13, 2014 08:31AM |
Registered: 10 years ago Posts: 466 |
A- that is an artifact of changing layers, you will need to randomize the starting point for perimeters, also it can be a retraction thing, try a little more retraction also.
B- Play with your max acceleration and jerk settings (assuming Merlin here)
C- [reprap.org] - Triffid_Hunter's_Calibration_Guide
B- Play with your max acceleration and jerk settings (assuming Merlin here)
C- [reprap.org] - Triffid_Hunter's_Calibration_Guide
|
Re: how to fix these issues October 19, 2014 11:06AM |
Registered: 11 years ago Posts: 38 |
Thanks for the comment!
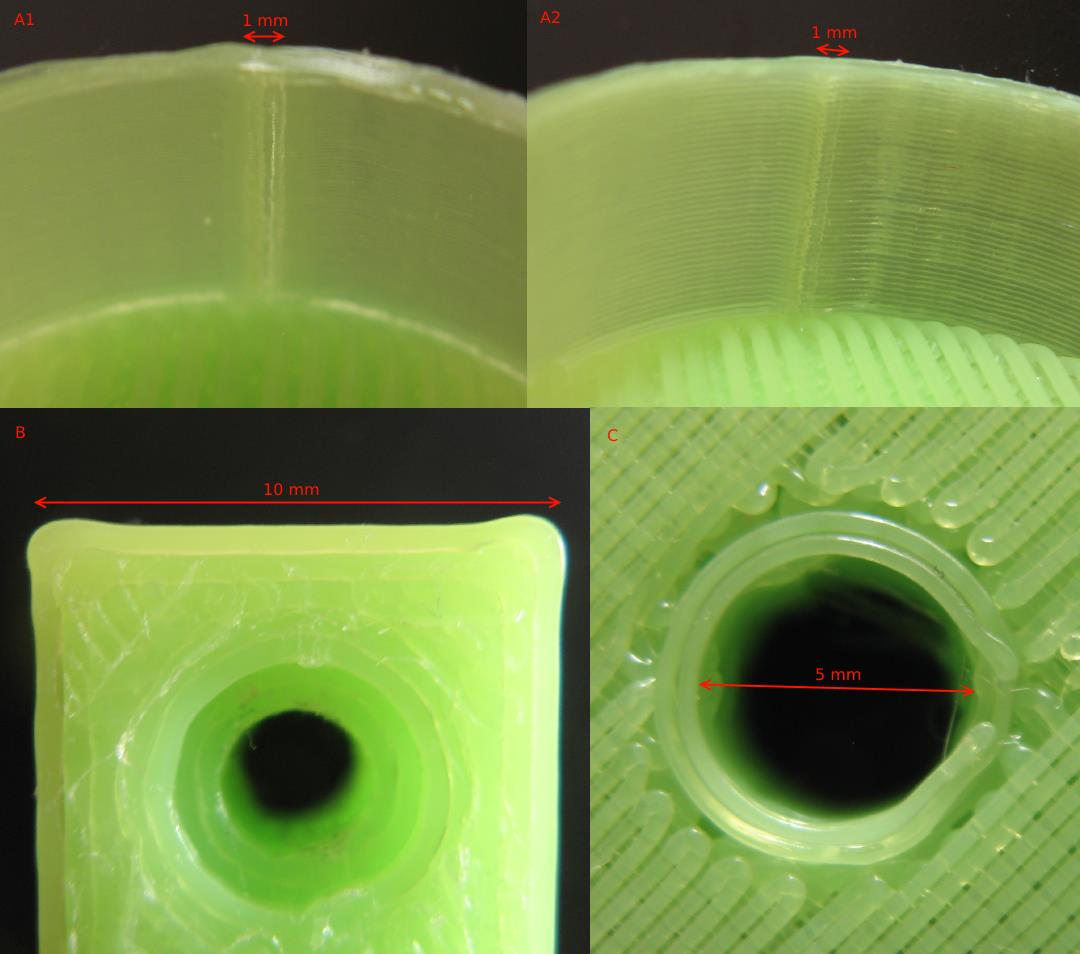
I deal with the A. I've printed the tube shown in the picture.
There are 2 parts (A) and ( .
.
(A) shows the tube printed with the Slic3r 'vase' settings. Something prevented the Slic3r to do a real spiral movement, so it still changes layers discontinuously (prints circle, goes up to the next layer, prints circle, goes up...etc). The position where it goes up to the next layer is changing and it creates the spiral artifact.
( shows the tube printed with the Slic3r 'vase' settings too, but I had changed the inner diameter. It changes layers continuously (while it prints the circle, the z-axis goes continuously up). No issue in the middle - great! Only the top and bottom layers have these kinds of artifacts because there are layers changed discontinuously again as in (A).
So, the blobs are definitely caused by changing layers. I think it is because the head need to stop, slowly goes up and then continue with the layer. When it stops, it pushes a little bit more filament than it should (pressure?). I also need to look at the speed of the z-axis...
Haven't anybody solved this problem already?
I deal with the A. I've printed the tube shown in the picture.
There are 2 parts (A) and (
.(A) shows the tube printed with the Slic3r 'vase' settings. Something prevented the Slic3r to do a real spiral movement, so it still changes layers discontinuously (prints circle, goes up to the next layer, prints circle, goes up...etc). The position where it goes up to the next layer is changing and it creates the spiral artifact.
(
shows the tube printed with the Slic3r 'vase' settings too, but I had changed the inner diameter. It changes layers continuously (while it prints the circle, the z-axis goes continuously up). No issue in the middle - great! Only the top and bottom layers have these kinds of artifacts because there are layers changed discontinuously again as in (A).So, the blobs are definitely caused by changing layers. I think it is because the head need to stop, slowly goes up and then continue with the layer. When it stops, it pushes a little bit more filament than it should (pressure?). I also need to look at the speed of the z-axis...
Haven't anybody solved this problem already?
{kind=link}
{kind=link}
|
Re: how to fix these issues October 19, 2014 11:43AM |
Registered: 10 years ago Posts: 14,672 |
Looking at your original photos, I think that A is a problem that many printers have, especially those with Bowden extruders. There is a lag between what the extruder drive is trying to do and the rate of extrusion at the hot end. This causes excessive extrusion right at the end of a straight run or the end of a layer, and insufficient extrusion right at the start of the next run or layer. I have done some investigation and will by adding pre-compensation for this effect to the firmware I am using. to see if I can correct for this. As already mentioned, using sufficient retraction on layer change helps control this. I use 4mm retraction.
B is caused by the filament trying to shrink while it is still molten. This effect is very helpful when bridging, but not when doing sharp corners. Try printing at a slower speed, or using more cooling if you are printing PLA.
In your 4th photo, assuming that is meant to be solid infill, then your printer appears to be under-extruding.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
B is caused by the filament trying to shrink while it is still molten. This effect is very helpful when bridging, but not when doing sharp corners. Try printing at a slower speed, or using more cooling if you are printing PLA.
In your 4th photo, assuming that is meant to be solid infill, then your printer appears to be under-extruding.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Sorry, only registered users may post in this forum.