Random perimeter layer problems
Posted by Tech2C
|
Random perimeter layer problems May 31, 2014 10:51PM |
Registered: 9 years ago Posts: 37 |
Hi Guys,
I've assembled and calibrated a new Prusa i3 Rework kit. I am having an issue with some perimeter layers not being layed down correctly. When the problem occurs, it appears to be depositing the perimeter layer just to close to the previous perimeter, causing it to raise. Not sure what to do from here.
Printing using Pronterface and slic3r 1.0.1 (1.1.3 same problem)
Nozzle diametre 0.4mm
Print Settings:
0.3mm layer height
20% infill
3 top and bottom layers
3 perimeters
20mm/s print speed (tried 15 same problem)
3mm ABS
Anyone have any ideas?
Picture 1
Picture 2
Picture 3
Picture 4
Edited 1 time(s). Last edit at 05/31/2014 10:52PM by Tech2C.
I've assembled and calibrated a new Prusa i3 Rework kit. I am having an issue with some perimeter layers not being layed down correctly. When the problem occurs, it appears to be depositing the perimeter layer just to close to the previous perimeter, causing it to raise. Not sure what to do from here.
Printing using Pronterface and slic3r 1.0.1 (1.1.3 same problem)
Nozzle diametre 0.4mm
Print Settings:
0.3mm layer height
20% infill
3 top and bottom layers
3 perimeters
20mm/s print speed (tried 15 same problem)
3mm ABS
Anyone have any ideas?
Picture 1
Picture 2
Picture 3
Picture 4
Edited 1 time(s). Last edit at 05/31/2014 10:52PM by Tech2C.
|
Re: Random perimeter layer problems June 01, 2014 01:09AM |
Registered: 11 years ago Posts: 1,171 |
Perimeters are suppose to touch (stick together) but if you think they are overlapping then check (in Slic3r) Filament Settings / Filament / Extrusion multiplier (should be set to 1). Also check Print Settings / Advanced and make sure all extrusion widths are set to 0 (zero).
If they are, you can also then play with the Extrusion Multiplier to change the width a bit (actually changes the flow rate and thus how wide the extrusion ends up) 1 is full width, smaller numbers narrow it (.90 , .85...).
The extrusion width under advanced does this as well just using a different method and settable for certain print areas.
Also noticed your printing is fairly slow, I normally print at 80-120mms, it may actually be that everything is cooling off too much between layers and thus not sticking together.
You don't mention the printing temperature but with ABS 235c is a good starting point if it's too cold it may case problems.
Hope this helps.
If they are, you can also then play with the Extrusion Multiplier to change the width a bit (actually changes the flow rate and thus how wide the extrusion ends up) 1 is full width, smaller numbers narrow it (.90 , .85...).
The extrusion width under advanced does this as well just using a different method and settable for certain print areas.
Also noticed your printing is fairly slow, I normally print at 80-120mms, it may actually be that everything is cooling off too much between layers and thus not sticking together.
You don't mention the printing temperature but with ABS 235c is a good starting point if it's too cold it may case problems.
Hope this helps.
|
Re: Random perimeter layer problems June 02, 2014 03:47AM |
Registered: 10 years ago Posts: 10 |
|
Re: Random perimeter layer problems June 02, 2014 05:44AM |
Registered: 9 years ago Posts: 37 |
Thanks for replying tmorris9.
The Filament Settings / Filament / Extrusion multiplier was already set to 1. The Print Settings / Advanced / Default Extrusion Width was set to 0.4 (same as nozzle diametre), but no change in layer alignment when set to 0. First layer is set to 200% which I haven't changed (unless you think it's important?).
I've completed a couple test prints with the Extrusion multiplier set to 0.9, which has cleaned up the look of the print, but still the layers don't always line up.
Also tripled the print speed to 60mm/s which hasn't made a difference (although it finishes 3 times quicker now). I'd set it low just incase the printer was wobbling at a higher speed causing the alignment issues.
I am printing at 235c for this roll of ABS.
Could I be seeing Z wobble or something causing this?
I've printed another test peice (calibration steps) which seems to have exacerbated the issue. Probably a good thing as it's more repeatable now.
Steps 1
Steps 2
Steps 3
Steps 4
Any more ideas or things to try??
Cheers.
The Filament Settings / Filament / Extrusion multiplier was already set to 1. The Print Settings / Advanced / Default Extrusion Width was set to 0.4 (same as nozzle diametre), but no change in layer alignment when set to 0. First layer is set to 200% which I haven't changed (unless you think it's important?).
I've completed a couple test prints with the Extrusion multiplier set to 0.9, which has cleaned up the look of the print, but still the layers don't always line up.
Also tripled the print speed to 60mm/s which hasn't made a difference (although it finishes 3 times quicker now). I'd set it low just incase the printer was wobbling at a higher speed causing the alignment issues.
I am printing at 235c for this roll of ABS.
Could I be seeing Z wobble or something causing this?
I've printed another test peice (calibration steps) which seems to have exacerbated the issue. Probably a good thing as it's more repeatable now.
Steps 1
Steps 2
Steps 3
Steps 4
Any more ideas or things to try??
Cheers.
|
Re: Random perimeter layer problems June 02, 2014 10:11AM |
Registered: 9 years ago Posts: 37 |
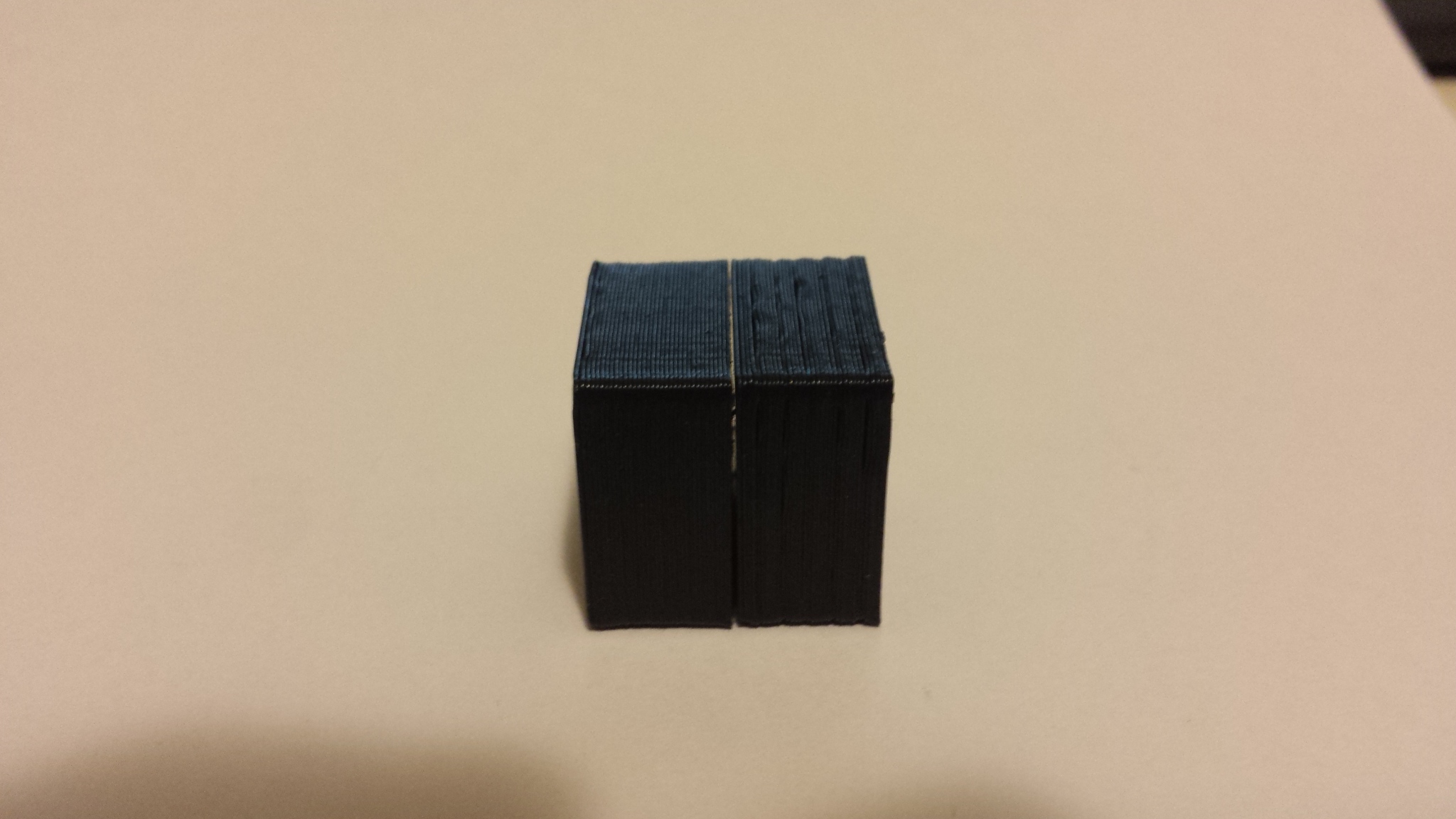
SORTED!!!! Yay  Photo attached. Spot the crap cube...
Photo attached. Spot the crap cube...
Ok, turns out it was the heatbed expanding/contracting as it was being powered on/off maintaining the set temperature. Expanding would make the entire print raise closer to the hotend causing the filament to squish outwards, while contracting would move the print further away reducing the width of the extrude and likely overlapping the previous perimeter.
To test this I simply set sli3er to heat the bed to 110c for the first layer, and 120c for the other layers. This way the heatbed would never reach 120c and would stay on/constant.
I stumbled upon this idea from hours of googling. Not so uncommon after all. Now that I know what it is I can create a solution. Marlin is set to bang-bang for the heatbed so I'll play around with the PID and autotune.
Also, printing slowly masked the result, because the heatbed would turn on and off mid layer causing the wavy print to be obscured. By increasing the print speed, this allowed the frequency of the problem to be visible in the printed layers - as shown in the photo. The faster you print, the longer the wavy layers would appear, and so on...
Hope this helps others out there...
Photo attached. Spot the crap cube...Ok, turns out it was the heatbed expanding/contracting as it was being powered on/off maintaining the set temperature. Expanding would make the entire print raise closer to the hotend causing the filament to squish outwards, while contracting would move the print further away reducing the width of the extrude and likely overlapping the previous perimeter.
To test this I simply set sli3er to heat the bed to 110c for the first layer, and 120c for the other layers. This way the heatbed would never reach 120c and would stay on/constant.
I stumbled upon this idea from hours of googling. Not so uncommon after all. Now that I know what it is I can create a solution. Marlin is set to bang-bang for the heatbed so I'll play around with the PID and autotune.
Also, printing slowly masked the result, because the heatbed would turn on and off mid layer causing the wavy print to be obscured. By increasing the print speed, this allowed the frequency of the problem to be visible in the printed layers - as shown in the photo. The faster you print, the longer the wavy layers would appear, and so on...
Hope this helps others out there...
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.