printing issues
Posted by randyf1965
|
printing issues March 19, 2014 09:44PM |
Registered: 10 years ago Posts: 88 |
I am trying to use Slic3r and all the options seem to be kicking my ass......
All speeds are 100mm/s except 1st layer 50mm/s and small/external perimeters at 50%
Fill density 20% layer height .2mm
So here is a print
All speeds are 100mm/s except 1st layer 50mm/s and small/external perimeters at 50%
Fill density 20% layer height .2mm
So here is a print
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: printing issues March 20, 2014 08:32AM |
Registered: 10 years ago Posts: 88 |
|
Re: printing issues March 20, 2014 08:37AM |
Registered: 10 years ago Posts: 770 |
|
Re: printing issues March 21, 2014 11:41PM |
Registered: 10 years ago Posts: 88 |
ok, so I slowed the print down to 50mm/s first layer, 75mm/s perimeter, small and external @50%, solid infill 90mm/s the rest 125mm/s.
Still have 1 bad corner
Still have 1 bad corner
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: printing issues March 22, 2014 12:20AM |
Registered: 10 years ago Posts: 88 |
|
Re: printing issues March 22, 2014 09:38AM |
Registered: 10 years ago Posts: 903 |
Isn't there a checkbox option in Slic3r to randomize the starting point for each layer? If all else fails, at least it would distribute the ugliness around all four corners rather than butcher one completely.
You didn't mention what hotend, filament, or extruder you are using. With a long Bowden tube and geared extruder linked to a 0.4mm E3D hotend, I'm running 4.5mm retractions and 100mm/second retraction speed with 1.75mm PLA, and am still thinking that I need to retract a bit further on some parts. If you have a Bowden extruder setup, you might want to try upping the retraction speed if your stepper can do it.....
You didn't mention what hotend, filament, or extruder you are using. With a long Bowden tube and geared extruder linked to a 0.4mm E3D hotend, I'm running 4.5mm retractions and 100mm/second retraction speed with 1.75mm PLA, and am still thinking that I need to retract a bit further on some parts. If you have a Bowden extruder setup, you might want to try upping the retraction speed if your stepper can do it.....
|
Re: printing issues March 22, 2014 10:54PM |
Registered: 10 years ago Posts: 88 |
|
Re: printing issues March 24, 2014 05:40AM |
Registered: 11 years ago Posts: 198 |
|
Re: printing issues March 30, 2014 09:28AM |
Registered: 10 years ago Posts: 88 |
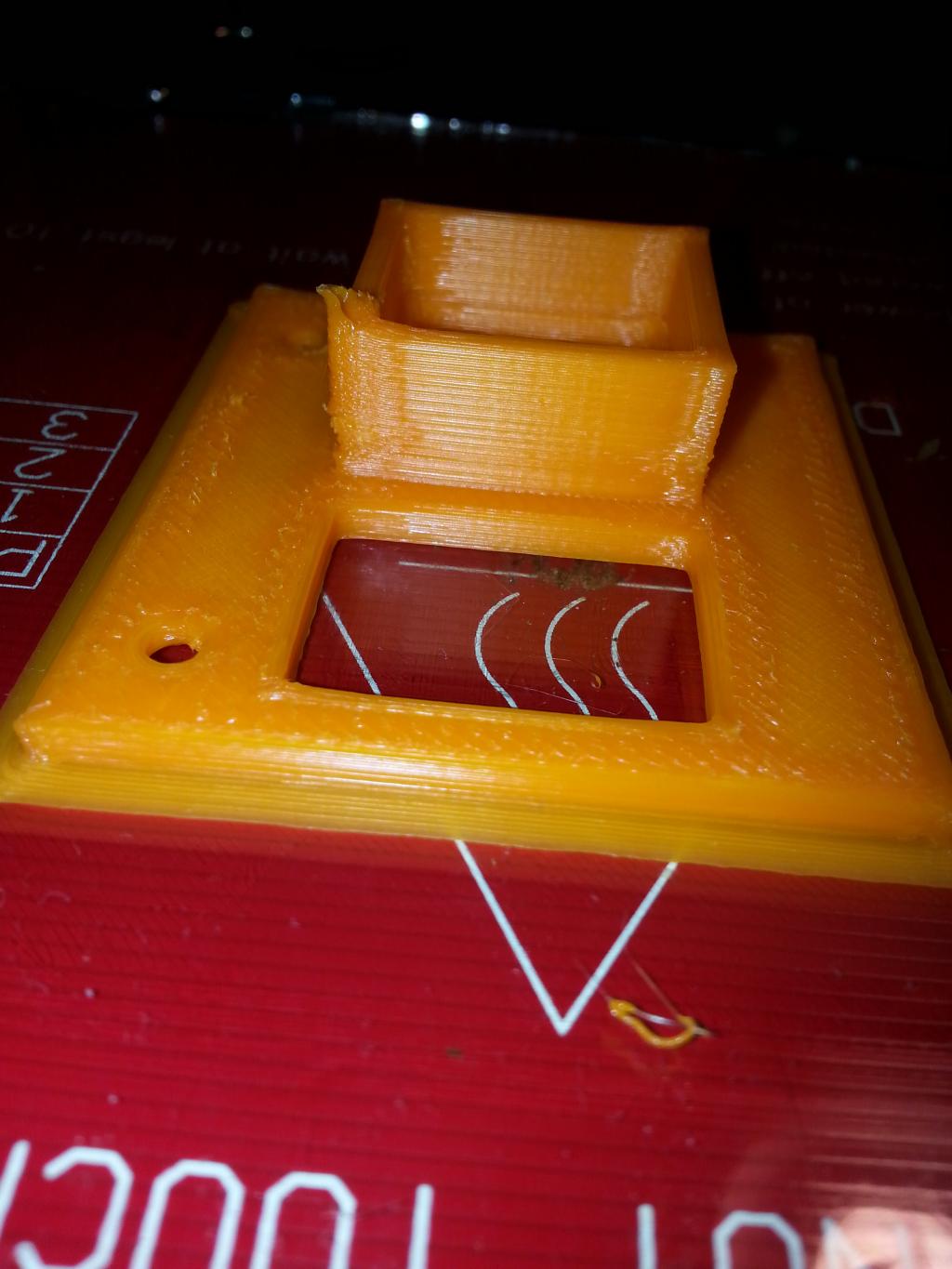
ok, here are 3 surface calibrations printed with the following settings:
; layer_height = 0.2
; perimeters = 3
; top_solid_layers = 5
; bottom_solid_layers = 5
; fill_density = 0.2
; perimeter_speed = 75
; infill_speed = 75
; travel_speed = 300
; nozzle_diameter = 0.35
; filament_diameter = 3.01
; extrusion_multiplier = 1
; perimeters extrusion width = 0.35mm
; infill extrusion width = 0.52mm
; solid infill extrusion width = 0.52mm
; top infill extrusion width = 0.52mm
I still see some issues with the first couple layers. I looks like the 1st layer is too think and the nozzle drags thru it leaving that blob on the outside lower left corner
; layer_height = 0.2
; perimeters = 3
; top_solid_layers = 5
; bottom_solid_layers = 5
; fill_density = 0.2
; perimeter_speed = 75
; infill_speed = 75
; travel_speed = 300
; nozzle_diameter = 0.35
; filament_diameter = 3.01
; extrusion_multiplier = 1
; perimeters extrusion width = 0.35mm
; infill extrusion width = 0.52mm
; solid infill extrusion width = 0.52mm
; top infill extrusion width = 0.52mm
I still see some issues with the first couple layers. I looks like the 1st layer is too think and the nozzle drags thru it leaving that blob on the outside lower left corner
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.