Artefact at perimeter change
Posted by Protoprinter
|
Artefact at perimeter change February 25, 2014 02:48PM |
Registered: 10 years ago Posts: 1,603 |
Hello,
I already started a thread in the german user forum but nobody can help me:
Banding Issue
I had banding issues but managed it by changing the couplers from Aluminium spring to printed ones:
Printer: Prusa i3, E3D/Wade geared Extruder, 0,4mm Nozzle, PLA.
I am satisfied, no visible banding anymore. But I still have a problem I can not solve:
I watched the printer when this blobs happen. First I thought it is caused by layer change, but it is not. It is caused by changing perimeter! I tried Slic3r and Cura, the result differs only in the place where these blobs are. Printing at 0,2mm layer hight, 0,5mm thickness ( two shells), 40mm/s, 200 °C, black PLA.
I hope you can help me with the fine tuning. Thin wall Object is 0,50 (+/- 0,01mm), Solid Infill is fine...
Thanks! Manu
Edited 1 time(s). Last edit at 02/25/2014 02:50PM by Protoprinter.
I already started a thread in the german user forum but nobody can help me:
Banding Issue
I had banding issues but managed it by changing the couplers from Aluminium spring to printed ones:


Printer: Prusa i3, E3D/Wade geared Extruder, 0,4mm Nozzle, PLA.
I am satisfied, no visible banding anymore. But I still have a problem I can not solve:

I watched the printer when this blobs happen. First I thought it is caused by layer change, but it is not. It is caused by changing perimeter! I tried Slic3r and Cura, the result differs only in the place where these blobs are. Printing at 0,2mm layer hight, 0,5mm thickness ( two shells), 40mm/s, 200 °C, black PLA.
I hope you can help me with the fine tuning. Thin wall Object is 0,50 (+/- 0,01mm), Solid Infill is fine...
Thanks! Manu
Edited 1 time(s). Last edit at 02/25/2014 02:50PM by Protoprinter.
|
Re: Artefact at perimeter change April 02, 2014 06:23AM |
Registered: 10 years ago Posts: 1,603 |
|
Re: Artefact at perimeter change April 02, 2014 10:15AM |
Registered: 11 years ago Posts: 198 |
|
Re: Artefact at perimeter change April 03, 2014 05:21AM |
Registered: 10 years ago Posts: 1,603 |
Hi Ralf,
yesterday I tried a lot of things:
- tried extruder temperatures from 180-200°C, no difference. Only in the shiny effect
- lowered the E-Acc. from 300 to 100mm/s^2 as I thought the blobs are caused by missing steps while retracting, tried retraction speeds between 5 and 30mm/s - no difference
- switched off "retract on layer Change" no difference
- turned on "start perimeter at concave´points - pimples are now randomly placed
to do:
- significant changes in print speed
- switch off retraction completely
- set a negative "length on restart"
Any more Ideas / things I can try to get rid of it?
Manu
yesterday I tried a lot of things:
- tried extruder temperatures from 180-200°C, no difference. Only in the shiny effect
- lowered the E-Acc. from 300 to 100mm/s^2 as I thought the blobs are caused by missing steps while retracting, tried retraction speeds between 5 and 30mm/s - no difference
- switched off "retract on layer Change" no difference
- turned on "start perimeter at concave´points - pimples are now randomly placed
to do:
- significant changes in print speed
- switch off retraction completely
- set a negative "length on restart"
Any more Ideas / things I can try to get rid of it?
Manu
|
Re: Artefact at perimeter change April 03, 2014 12:35PM |
Registered: 11 years ago Posts: 198 |
|
Re: Artefact at perimeter change April 06, 2014 02:24AM |
Registered: 10 years ago Posts: 1,603 |
Hi Ralf,
you solved it! I printed about 20 cylinders and changed speed and acceleration settings, the perimeter change ist quite nice now and nearly unvisible. The acceleration of XY&E axis was way too low, z too high. I pointed out lot of thinks. I don't need retraction at layer change any more. So Ralph you was right, it was a speed/acceleration Problem! I hope this Thread helps s.o. with the same problems! I will post a picture later!
Thanks, Manu
Edited 1 time(s). Last edit at 04/06/2014 02:25AM by Protoprinter.
you solved it! I printed about 20 cylinders and changed speed and acceleration settings, the perimeter change ist quite nice now and nearly unvisible. The acceleration of XY&E axis was way too low, z too high. I pointed out lot of thinks. I don't need retraction at layer change any more. So Ralph you was right, it was a speed/acceleration Problem! I hope this Thread helps s.o. with the same problems! I will post a picture later!
Thanks, Manu
Edited 1 time(s). Last edit at 04/06/2014 02:25AM by Protoprinter.
|
Re: Artefact at perimeter change April 06, 2014 02:43PM |
Registered: 10 years ago Posts: 1,603 |
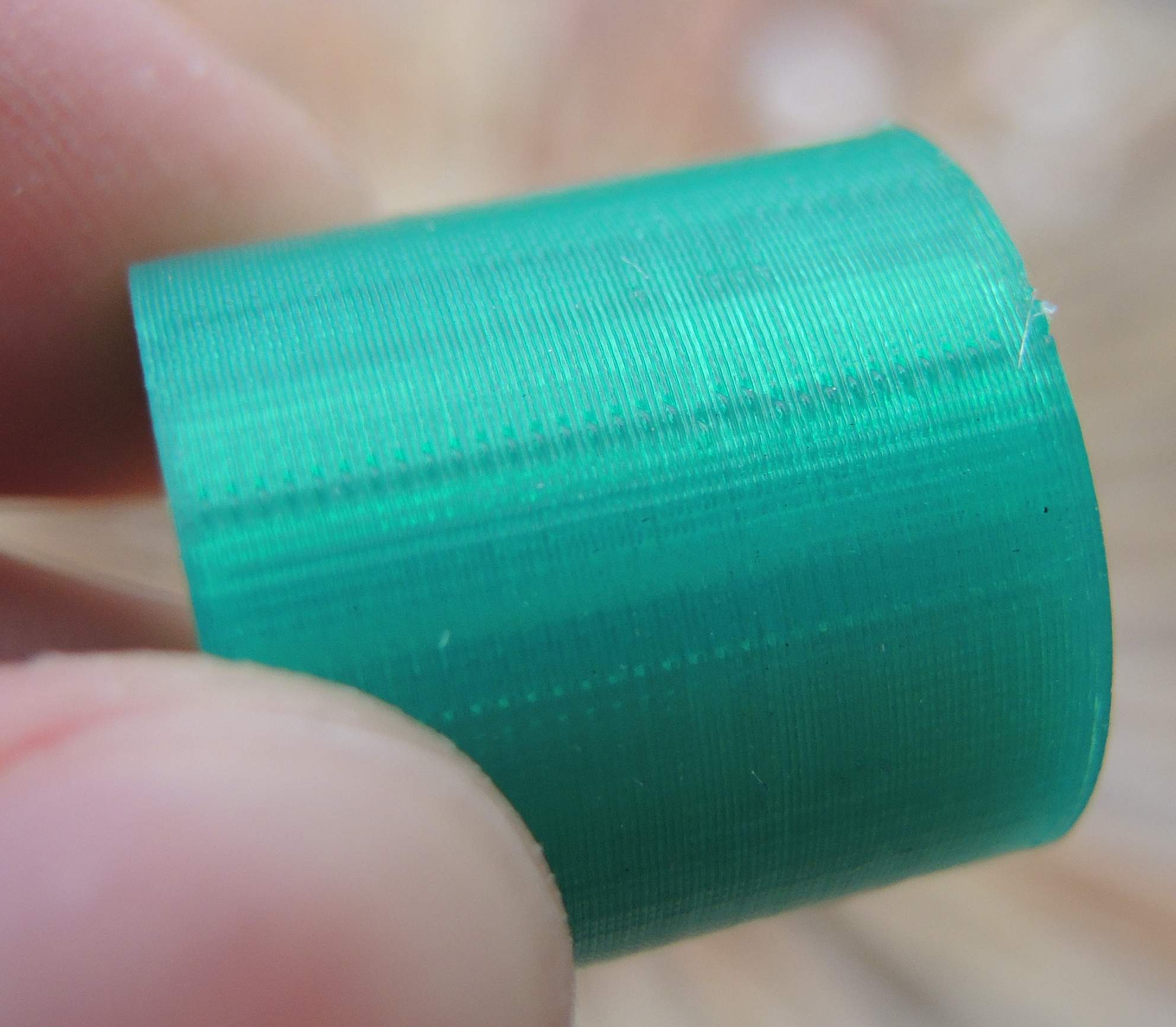
This is how the Perimeter start/stops looks like after my "optimization night". What do you think, how good can you tune them?
They are still visible, but much better than before...
Manu

They are still visible, but much better than before...
Manu
|
Re: Artefact at perimeter change April 07, 2014 12:55PM |
Registered: 11 years ago Posts: 198 |
That looks quite ok, but it can be dificult to see on pictures. Also pictures sometimes reveals all the gory details, that you normally wouldn't notice.. 
For refence I did a test, with 0.2mm layers, a 20x20mm cylinder, it's sliced with Slic3r 1.0.0, printed in PLA, unfortunately I don't have any black PLA, the nozzle is 0.35mm.
FW is Marlin, latest and greatest, settings of interest is:
Maximum Acceleration (mm/s2):
M201 X2000 Y2000 Z50 E10000
Acceleration: S=acceleration, T=retract acceleration
M204 S2000.00 T5000.00
Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
M205 S0.00 T0.00 B20000 X15.00 Z0.40 E20.00
I may be able to improve a bit, by tuning jerk parameters a bit.
For refence I did a test, with 0.2mm layers, a 20x20mm cylinder, it's sliced with Slic3r 1.0.0, printed in PLA, unfortunately I don't have any black PLA, the nozzle is 0.35mm.

FW is Marlin, latest and greatest, settings of interest is:
Maximum Acceleration (mm/s2):
M201 X2000 Y2000 Z50 E10000
Acceleration: S=acceleration, T=retract acceleration
M204 S2000.00 T5000.00
Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
M205 S0.00 T0.00 B20000 X15.00 Z0.40 E20.00
I may be able to improve a bit, by tuning jerk parameters a bit.
{kind=link}
{kind=link}
|
Re: Artefact at perimeter change April 08, 2014 02:41AM |
Registered: 10 years ago Posts: 1,603 |
Ralf,
thanks a lot, that is an impressive picture! I don´t have the right equipment to take a picture like that but I can compare my print. I am satisfied! Your Acc. settings are still a bit higher, but for the moment I won´t touch them anymore! I printed mine with 0,4mm nozzle, I will try my 0,25mm nozzle later.
Kind regards
Manu
thanks a lot, that is an impressive picture! I don´t have the right equipment to take a picture like that but I can compare my print. I am satisfied! Your Acc. settings are still a bit higher, but for the moment I won´t touch them anymore! I printed mine with 0,4mm nozzle, I will try my 0,25mm nozzle later.
Kind regards
Manu
Sorry, only registered users may post in this forum.