Infill Issues and Perimeter Blobbing
Posted by BenitoSanduchi
|
Infill Issues and Perimeter Blobbing April 02, 2012 02:27PM |
Registered: 12 years ago Posts: 18 |
Howdy All,
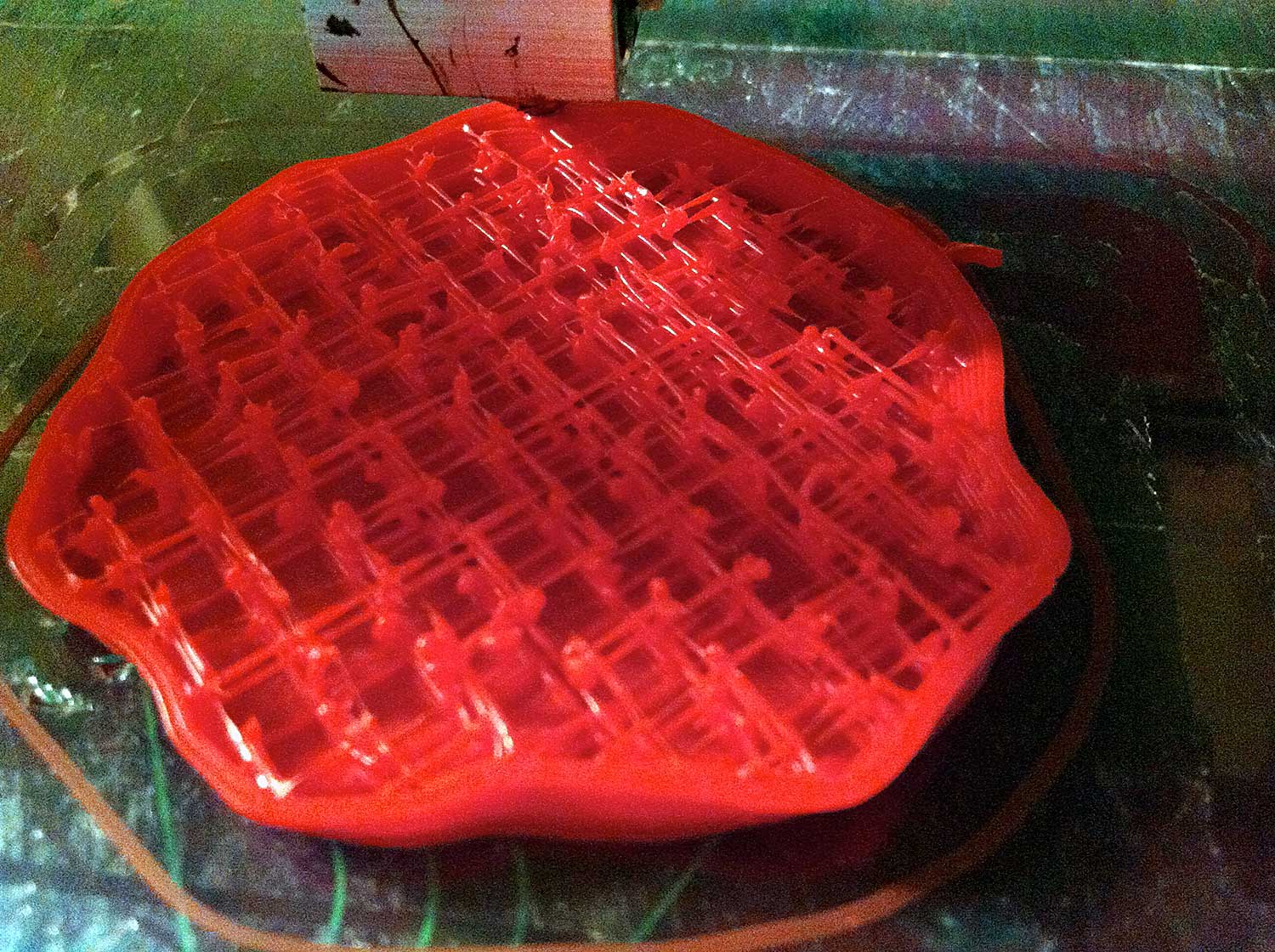
I've searched the forums and Google apparatus for solutions, and have thus far had no luck. Attached is what my infill tends to look like. Perimeters are fine, perfectly solid even at higher speeds. But the infill, no matter the speed it seems, has been looking like this. It's not a really big deal, but reduces the strength of my prints and can cause problems when it tries to lay solid layers on top of the mess.
Second issue, which seems to be a little different from other blobbing problems I've read about, seems to be a Slic3r issue. If I'm printing something with very small, isolated details, the printer will often make a separate trip to wherever that detail is supposed to be and just squirt out a totally disproportionate amount of plastic, leaving a big shiny blob. In most cases, things would have looked just fine if it had avoided laying down the extra material. Has anyone else experienced this? Unlike blobs left by insufficient reversal, these are really hard to clean off as they are very well incorporated into the print.
I have a modified/upgraded Lulzbot Prusa Mendel with a Budaschnozzle hot end, .5mm nozzle. I have Marlin firmware and have been using Slic3r to generate the gcode. Usually printing ABS.
Any tips or ideas would be very much appreciated.
Thanks!
Ben Malouf
I've searched the forums and Google apparatus for solutions, and have thus far had no luck. Attached is what my infill tends to look like. Perimeters are fine, perfectly solid even at higher speeds. But the infill, no matter the speed it seems, has been looking like this. It's not a really big deal, but reduces the strength of my prints and can cause problems when it tries to lay solid layers on top of the mess.
Second issue, which seems to be a little different from other blobbing problems I've read about, seems to be a Slic3r issue. If I'm printing something with very small, isolated details, the printer will often make a separate trip to wherever that detail is supposed to be and just squirt out a totally disproportionate amount of plastic, leaving a big shiny blob. In most cases, things would have looked just fine if it had avoided laying down the extra material. Has anyone else experienced this? Unlike blobs left by insufficient reversal, these are really hard to clean off as they are very well incorporated into the print.
I have a modified/upgraded Lulzbot Prusa Mendel with a Budaschnozzle hot end, .5mm nozzle. I have Marlin firmware and have been using Slic3r to generate the gcode. Usually printing ABS.
Any tips or ideas would be very much appreciated.
Thanks!
Ben Malouf
{kind=link}
{kind=link}
|
Re: Infill Issues and Perimeter Blobbing April 02, 2012 02:58PM |
Registered: 12 years ago Posts: 52 |
Have you tried using a higher infill %? It looks like yours is set very low - like 10%? Mine seems to misbehave if its set anything less than 20% and usually I use 25%. I think that's what you're seeing - material just blobs and then wipes on the cross-lines rather than making continuous lines because there's not coherent enough support under it. Lower temps might also help keep it continuous - what temperature are you running? Do you have a fan?
|
Re: Infill Issues and Perimeter Blobbing April 02, 2012 03:19PM |
Registered: 12 years ago Posts: 18 |
Thanks for the reply. The print pictured was at a fairly low infill, yes. I think about 12%, but I hate to waste more plastic than that on non-structural objects. But yeah, it's basically laying down failed bridges over and over again.
Maybe it is a temperature thing. I don't have a fan installed yet, just need to find a housing/duct I like and get it wired up. I've never printed (ABS) below 220˚C. 220-225 always worked on my Thing-o-Matic, so I didn't see why that would be different now. I know some people print much cooler. Any suggestions there?
Maybe it is a temperature thing. I don't have a fan installed yet, just need to find a housing/duct I like and get it wired up. I've never printed (ABS) below 220˚C. 220-225 always worked on my Thing-o-Matic, so I didn't see why that would be different now. I know some people print much cooler. Any suggestions there?
|
Re: Infill Issues and Perimeter Blobbing April 02, 2012 03:26PM |
Admin Registered: 17 years ago Posts: 7,879 |
If the filament snaps while bridging you are stretching it too much, i.e. trying to produce filament too fine for the nozzle you are using.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Infill Issues and Perimeter Blobbing April 02, 2012 03:31PM |
Admin Registered: 15 years ago Posts: 1,470 |
BenitoSanduchi Wrote:
-------------------------------------------------------
> I've
> never printed (ABS) below 220˚C. 220-225 always
> worked on my Thing-o-Matic, so I didn't see why
> that would be different now. I know some people
> print much cooler. Any suggestions there?
Unless you have perfectly calibrated thermistors, 220˚C reading on one machine will not be the same temperature as 220˚C reading on your other machine. Different extruder hot-ends require different temperatures as well to get the same result, depending on length of melt zone, etc.
There should be no reason to have to increase the fill percentage. What nophead mentioned could be the problem. Try increasing the width over height ratio in Slic3r. Also, are you using the latest version of Slic3r?
-------------------------------------------------------
> I've
> never printed (ABS) below 220˚C. 220-225 always
> worked on my Thing-o-Matic, so I didn't see why
> that would be different now. I know some people
> print much cooler. Any suggestions there?
Unless you have perfectly calibrated thermistors, 220˚C reading on one machine will not be the same temperature as 220˚C reading on your other machine. Different extruder hot-ends require different temperatures as well to get the same result, depending on length of melt zone, etc.
There should be no reason to have to increase the fill percentage. What nophead mentioned could be the problem. Try increasing the width over height ratio in Slic3r. Also, are you using the latest version of Slic3r?
|
Help improve the RepRap wiki!
Just click "Edit" in the top-right corner of the page and start typing. Anyone can edit the wiki! |
|
Re: Infill Issues and Perimeter Blobbing April 02, 2012 03:52PM |
Registered: 12 years ago Posts: 18 |
NewPerfection Wrote:
-------------------------------------------------------
> BenitoSanduchi Wrote:
> --------------------------------------------------
> -----
> > I've
> > never printed (ABS) below 220˚C. 220-225
> always
> > worked on my Thing-o-Matic, so I didn't see why
> > that would be different now. I know some
> people
> > print much cooler. Any suggestions there?
>
> Unless you have perfectly calibrated thermistors,
> 220˚C reading on one machine will not be the same
> temperature as 220˚C reading on your other
> machine. Different extruder hot-ends require
> different temperatures as well to get the same
> result, depending on length of melt zone, etc.
>
> There should be no reason to have to increase the
> fill percentage. What nophead mentioned could be
> the problem. Try increasing the width over height
> ratio in Slic3r. Also, are you using the latest
> version of Slic3r?
Slic3r v0.7.1, latest I think. I have Slic3r calculating w/h automatically. Guess I can try changing it manually. Just bugs me that the perimeters are fine now. Hope fixing the infill doesn't break perimeters. Wish there were separate options for perimeter and infill w/h. I wonder if I should pick up a smaller nozzle too, just to try out.
Any ideas on my blob issue? Wish I had a picture to post, but a video would be more telling. It's weird.
Thanks!!
-------------------------------------------------------
> BenitoSanduchi Wrote:
> --------------------------------------------------
> -----
> > I've
> > never printed (ABS) below 220˚C. 220-225
> always
> > worked on my Thing-o-Matic, so I didn't see why
> > that would be different now. I know some
> people
> > print much cooler. Any suggestions there?
>
> Unless you have perfectly calibrated thermistors,
> 220˚C reading on one machine will not be the same
> temperature as 220˚C reading on your other
> machine. Different extruder hot-ends require
> different temperatures as well to get the same
> result, depending on length of melt zone, etc.
>
> There should be no reason to have to increase the
> fill percentage. What nophead mentioned could be
> the problem. Try increasing the width over height
> ratio in Slic3r. Also, are you using the latest
> version of Slic3r?
Slic3r v0.7.1, latest I think. I have Slic3r calculating w/h automatically. Guess I can try changing it manually. Just bugs me that the perimeters are fine now. Hope fixing the infill doesn't break perimeters. Wish there were separate options for perimeter and infill w/h. I wonder if I should pick up a smaller nozzle too, just to try out.
Any ideas on my blob issue? Wish I had a picture to post, but a video would be more telling. It's weird.
Thanks!!
|
Re: Infill Issues and Perimeter Blobbing April 02, 2012 04:23PM |
Admin Registered: 17 years ago Posts: 7,879 |
The outline doesn't snap because it is smeared onto the layer below. Also if it extruded slower then the die swell will be less, so it is stretched less.
The filament width shouldn't be much less than the nozzle diameter.
Slowing down the infill may help if it is very fast.
[www.hydraraptor.blogspot.com]
The filament width shouldn't be much less than the nozzle diameter.
Slowing down the infill may help if it is very fast.
[www.hydraraptor.blogspot.com]
|
Re: Infill Issues and Perimeter Blobbing April 04, 2012 12:41PM |
Registered: 12 years ago Posts: 18 |
Sorry, only registered users may post in this forum.