Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben
geschrieben von Maaarsl
|
Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 29. October 2017 23:16 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Hallo,
vorgestern habe ich den Bau meines Mendel90-Klons (nennt sich "Franzis Mendel", ist ein E-Book vom Franzis Verlag) abgeschlossen und die ersten Probedrucke hinter mir - leider habe ich aber auch einige Probleme beim Drucken, siehe Fotos.
In der Firmware (Marlin 1.1.6) habe ich lediglich die folgenden Zeilen verändert:
Natürlich habe ich auch die DEFAULT_AXIS_STEPS_PER_UNIT angepasst, sowie die Achsen und Endstopps ggf. invertiert. Gibt es sonst noch Stellen, die man unbedingt kontrollieren und ggf. anpassen sollte?
Infos zum 3D-Drucker:
- Arduino Mega 2560 R3
- RAMPS 1.4 mit 4x A4988 Stepper Driver
- RepRapDiscount Full Graphic Smart Controller
- X/Y mechanische Endstopps, Z optischer Endstopp
- MK8-Extruder mit 0,4 mm Nozzle
- MK3-Heatbed
- 320W ATX-Netzteil
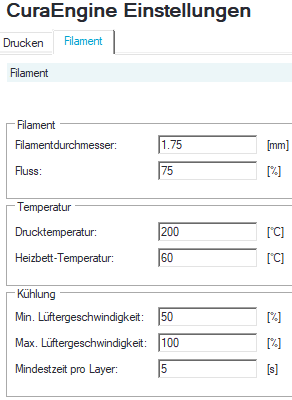
Infos zum Material/Einstellungen im Repetier Host:
- Filament: 1,75 mm PLA
- Layerhöhe: 0,2 mm
- Extruder-Temperatur: 200-210 °C*
- Heatbed-Temperatur: 60-70 °C*
- Füllmenge: 75%
- Geschwindigkeit 45 mm/s
*In diesem Bereich habe ich herumexperimentiert
Problem 1:
Die Layer auf der Y-Achse sind verschoben, manchmal passiert es sofort am Anfang des Druckjobs, manchmal auch erst nach 40 Minuten, leider habe ich keine Erklärung dafür.
Der Zahnriemen verschiebt sich nicht bzw. rutscht nicht über das Pulley, wurde geprüft indem ich mit einem kleinen Edding einen Strich über Pulley und Zahnriemen gezogen habe. Ich habe den Zahnriemen auch mal etwas mehr gespannt und danach etwas lockerer versucht - gleiches Ergebnis.
Der Stepper Driver wird nicht mal lauwarm (das RAMPS-Board wird durch einen 92 mm PC-Lüfter gekühlt), der Motor wurde jedoch relativ warm, so dass dieser nun auch durch einen 92mm PC-Lüfter gekühlt wird - trotzdem keine Besserung.
An der Haftung am Heizbett kann es auch nicht liegen, ich verwende ein Gemisch aus Wasser und Leim, das hält bombenfest.
Die Stepper Driver sind wie folgt eingestellt: Z: 0.6 V, Y: 0.4 V, X: 0.4 V, EXT: 0.4 V
Die Y-Achse ist auch sehr leichtgängig.
Problem 2:
Ich habe die Vermutung, dass die Beschleunigung und/oder Geschwindigkeit viel zu hoch ist. Der Drucker hört sich bei kleinen Models an wie eine Nähmaschine, die auf Vollgas läuft. Das kann doch nicht richtig sein, wenn der ganze Tisch zittert? Im Repetier Host kann ich die Geschwindigkeit aber nur auf 40 mm/s herabsetzen, was eigentlich kaum einen Unterschied zu 45 mm/s macht.
Im Repetier Host kann ich die Geschwindigkeit aber nur auf 40 mm/s herabsetzen, was eigentlich kaum einen Unterschied zu 45 mm/s macht.
Problem 3:
Zu Beginn jedes Druckjobs fährt die Düse ca. 5 cm über das Heizbett ohne Filament zu extrudieren. Ich habe im Start-GCode bereits eine Zeile hinzugefügt, welche vor dem Start des Druckjobs 15 mm Filament extrudiert, das funktioniert auch, zwei Sekunden später, beim Start des Druckjobs, kommt aber wieder nichts mehr aus der Düse, erst nach ca. 5 cm Fahrtweg - woran kann das liegen?
Ich bedanke mich vorab schon für eure Mühen und freue mich auf eure Antworten.
Beste Grüße
Marcel
vorgestern habe ich den Bau meines Mendel90-Klons (nennt sich "Franzis Mendel", ist ein E-Book vom Franzis Verlag) abgeschlossen und die ersten Probedrucke hinter mir - leider habe ich aber auch einige Probleme beim Drucken, siehe Fotos.
In der Firmware (Marlin 1.1.6) habe ich lediglich die folgenden Zeilen verändert:
#define BAUDRATE 115200
#define MOTHERBOARD BOARD_RAMPS_13_EFB
#define EXTRUDERS 1
#define TEMP_SENSOR_0 60
#define TEMP_SENSOR_1 0
#define TEMP_SENSOR_2 0
#define TEMP_SENSOR_BED 60
#define HOMING_FEEDRATE {50*60, 50*60, 3*60, 0} // Homing der Z-Achse funktioniert sonst nicht, mit Standardwert 4*60 brummen die Motoren nur
Natürlich habe ich auch die DEFAULT_AXIS_STEPS_PER_UNIT angepasst, sowie die Achsen und Endstopps ggf. invertiert. Gibt es sonst noch Stellen, die man unbedingt kontrollieren und ggf. anpassen sollte?
Infos zum 3D-Drucker:
- Arduino Mega 2560 R3
- RAMPS 1.4 mit 4x A4988 Stepper Driver
- RepRapDiscount Full Graphic Smart Controller
- X/Y mechanische Endstopps, Z optischer Endstopp
- MK8-Extruder mit 0,4 mm Nozzle
- MK3-Heatbed
- 320W ATX-Netzteil
Infos zum Material/Einstellungen im Repetier Host:
- Filament: 1,75 mm PLA
- Layerhöhe: 0,2 mm
- Extruder-Temperatur: 200-210 °C*
- Heatbed-Temperatur: 60-70 °C*
- Füllmenge: 75%
- Geschwindigkeit 45 mm/s
*In diesem Bereich habe ich herumexperimentiert
Problem 1:
Die Layer auf der Y-Achse sind verschoben, manchmal passiert es sofort am Anfang des Druckjobs, manchmal auch erst nach 40 Minuten, leider habe ich keine Erklärung dafür.
Der Zahnriemen verschiebt sich nicht bzw. rutscht nicht über das Pulley, wurde geprüft indem ich mit einem kleinen Edding einen Strich über Pulley und Zahnriemen gezogen habe. Ich habe den Zahnriemen auch mal etwas mehr gespannt und danach etwas lockerer versucht - gleiches Ergebnis.
Der Stepper Driver wird nicht mal lauwarm (das RAMPS-Board wird durch einen 92 mm PC-Lüfter gekühlt), der Motor wurde jedoch relativ warm, so dass dieser nun auch durch einen 92mm PC-Lüfter gekühlt wird - trotzdem keine Besserung.
An der Haftung am Heizbett kann es auch nicht liegen, ich verwende ein Gemisch aus Wasser und Leim, das hält bombenfest.
Die Stepper Driver sind wie folgt eingestellt: Z: 0.6 V, Y: 0.4 V, X: 0.4 V, EXT: 0.4 V
Die Y-Achse ist auch sehr leichtgängig.
Problem 2:
Ich habe die Vermutung, dass die Beschleunigung und/oder Geschwindigkeit viel zu hoch ist. Der Drucker hört sich bei kleinen Models an wie eine Nähmaschine, die auf Vollgas läuft. Das kann doch nicht richtig sein, wenn der ganze Tisch zittert?
Im Repetier Host kann ich die Geschwindigkeit aber nur auf 40 mm/s herabsetzen, was eigentlich kaum einen Unterschied zu 45 mm/s macht.Problem 3:
Zu Beginn jedes Druckjobs fährt die Düse ca. 5 cm über das Heizbett ohne Filament zu extrudieren. Ich habe im Start-GCode bereits eine Zeile hinzugefügt, welche vor dem Start des Druckjobs 15 mm Filament extrudiert, das funktioniert auch, zwei Sekunden später, beim Start des Druckjobs, kommt aber wieder nichts mehr aus der Düse, erst nach ca. 5 cm Fahrtweg - woran kann das liegen?
Ich bedanke mich vorab schon für eure Mühen und freue mich auf eure Antworten.
Beste Grüße
Marcel
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 30. October 2017 00:27 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 84 |
Moin
Ist schon spät oder früh, deshalb halte ich mich kurz.
Problem 1:
Ein Schrittmotor kann bei zu hohem Strom überhitzen und skippen oder bei zu niedrigem.
Nach meinen Erfahrungen mit verschiedenen Motoren kann ich sagen das Temperaturen bis 50°C evt bisschen drüber kein Problem sein sollten.
Je nach Motoren und Treiber muss man diesen sweetspot finden, wo der Motor optimal läuft. Wenn dein Motor also noch weit von 50°C entfernt ist dreh ein bisschen
den Strom hoch. Falls der Motor schon weit über 50° ist Strom runterdrehen.
Es kann aber auch sein das es mit Problem 2 zusammenhängt. Zu hohe Beschleunigung kann auch zu solchen Problemen führen.
Problem 2:
Die Beschleunigung Feedrate und Jerkwerte kannst du in der "Configuration.h" ca. ab Zeile 512 einstellen.
Oder auch über das LCD unter Control->Motion oder per Gcode übers Terminal während dem druck fast realtime testen.
Problem 3:
Stell im slicer einfach ein skirt ein. Damit wird aussen um das Objekt eine Anzal eingestellte Umrandung gedruckt. Sollte das Problem lösen.
Grüsse stone
4-mal bearbeitet. Zuletzt am 30.10.17 00:44.
Ist schon spät oder früh, deshalb halte ich mich kurz.
Problem 1:
Ein Schrittmotor kann bei zu hohem Strom überhitzen und skippen oder bei zu niedrigem.
Nach meinen Erfahrungen mit verschiedenen Motoren kann ich sagen das Temperaturen bis 50°C evt bisschen drüber kein Problem sein sollten.
Je nach Motoren und Treiber muss man diesen sweetspot finden, wo der Motor optimal läuft. Wenn dein Motor also noch weit von 50°C entfernt ist dreh ein bisschen
den Strom hoch. Falls der Motor schon weit über 50° ist Strom runterdrehen.
Es kann aber auch sein das es mit Problem 2 zusammenhängt. Zu hohe Beschleunigung kann auch zu solchen Problemen führen.
Problem 2:
Die Beschleunigung Feedrate und Jerkwerte kannst du in der "Configuration.h" ca. ab Zeile 512 einstellen.
Oder auch über das LCD unter Control->Motion oder per Gcode übers Terminal während dem druck fast realtime testen.
/**
* Default Max Feed Rate (mm/s)
* Override with M203
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_FEEDRATE { 200, 200, 5, 100 } <- max druckgeschwindigkeit
/**
* Default Max Acceleration (change/s) change = mm/s
* (Maximum start speed for accelerated moves)
* Override with M201
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_ACCELERATION { 500, 500, 3, 5000 } <- max beschleunigung per achse
/**
* Default Acceleration (change/s) change = mm/s
* Override with M204
*
* M204 P Acceleration
* M204 R Retract Acceleration
* M204 T Travel Acceleration
*/
#define DEFAULT_ACCELERATION 1000 // X, Y, Z and E acceleration for printing moves <- standart beschleunigung
#define DEFAULT_RETRACT_ACCELERATION 1500 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 2000 // X, Y, Z acceleration for travel (non printing) moves <- beschleunigung für nicht druck wege
/**
* Default Jerk (mm/s) <- Jerk ist der maximale Geschwindigkeitsunterschied, der ohne Beschleunigung ausgeführt werden kann.
* Override with M205 X Y Z E
*
* "Jerk" specifies the minimum speed change that requires acceleration.
* When changing speed and direction, if the difference is less than the
* value set here, it may happen instantaneously.
*/
#define DEFAULT_XJERK 4.0
#define DEFAULT_YJERK 4.0
#define DEFAULT_ZJERK 0.2
#define DEFAULT_EJERK 5.0
Problem 3:
Stell im slicer einfach ein skirt ein. Damit wird aussen um das Objekt eine Anzal eingestellte Umrandung gedruckt. Sollte das Problem lösen.
Grüsse stone
4-mal bearbeitet. Zuletzt am 30.10.17 00:44.
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 30. October 2017 05:25 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 581 |
Ich hatte so etwas auch mal, aber nicht so oft am Stück wie du. Trat nur bei bestimmten Modellen auf. Es sind Schrittverluste, die bei mir durch Erhöhen der Stromstärke vermieden werden konnten.
Der Erhitzung des Schrittmotors bin ich durch den Einbau eines kleinen Lüfters begegnet. ich hatte den Strom in X- und Y- erhöht, aber nur der Y-Schrittmotor wurde wärmer, als ich es für gut empfinden konnte. Der Motor wird jetzt nur noch leicht warm...
Man beachte: Der Lüfter war kaputt, das Außenteil zerbrochen. Also schnell ein neues Außenteil gedruckt, direkt mit dem Flansch, um ihn auf dem Lacktisch anschrauben zu können
1-mal bearbeitet. Zuletzt am 30.10.17 05:30.
liebe Grüße
Minihawk
*** In Wirklichkeit ist die Realität ganz anders ***
Der Erhitzung des Schrittmotors bin ich durch den Einbau eines kleinen Lüfters begegnet. ich hatte den Strom in X- und Y- erhöht, aber nur der Y-Schrittmotor wurde wärmer, als ich es für gut empfinden konnte. Der Motor wird jetzt nur noch leicht warm...

Man beachte: Der Lüfter war kaputt, das Außenteil zerbrochen. Also schnell ein neues Außenteil gedruckt, direkt mit dem Flansch, um ihn auf dem Lacktisch anschrauben zu können
1-mal bearbeitet. Zuletzt am 30.10.17 05:30.
liebe Grüße
Minihawk
*** In Wirklichkeit ist die Realität ganz anders ***
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 30. October 2017 11:30 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Danke für eure Antworten! Ich habe mal in die Firmware geschaut und die Werte mit stonecoldfxs Werten verglichen - demnach sollte ich die wohl erstmal (zum Teil stark) nach unten korrigieren? Was für einen Drucker hast du, stonecoldfx? Kann ich mich an deinen Werten orientieren?
Wenn das keine Abhilfe bringt würde ich dann die Stomstärke der Y-Achse erhöhen - richtiges Vorgehen?
#define DEFAULT_MAX_FEEDRATE { 300, 300, 5, 25 }
#define DEFAULT_MAX_ACCELERATION { 3000, 3000, 100, 10000 }
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration for travel (non printing) moves
#define DEFAULT_XJERK 20.0
#define DEFAULT_YJERK 20.0
#define DEFAULT_ZJERK 0.4
#define DEFAULT_EJERK 5.0
Wenn das keine Abhilfe bringt würde ich dann die Stomstärke der Y-Achse erhöhen - richtiges Vorgehen?
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 30. October 2017 14:04 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 84 |
Das ist das Configfile von meinem BQ Hephestos 2.
Da ich Trinamic TMC2100 im stealthchop betreibe, musste ich die Werte extrem runterfahren, damit ich keine Schrittverluste habe. Dafür aber fast unhörbar beim drucken.
Am besten du halbierst deine Werte mal und probierst erneut. Je niedrigen die Beschleinigunswerte sind, desto länger dauern dann halt auch die drucke. Wobei es nicht extrem viel ausmacht.
Ja falls es nicht hilft einfach mal ein wenig mehr Saft auf die Y-Achse. Vorher aber mal die Temperatur der Schrittmotoren überwachen und sicherzustellen, dass die nicht eventuell schon zu heiss laufen und es deshalb zu Schrittverlusten führt.
Meine Motoren sind alle zwischen 40-50°C! Sollte als richtwert dienen.
Da ich Trinamic TMC2100 im stealthchop betreibe, musste ich die Werte extrem runterfahren, damit ich keine Schrittverluste habe. Dafür aber fast unhörbar beim drucken.
Am besten du halbierst deine Werte mal und probierst erneut. Je niedrigen die Beschleinigunswerte sind, desto länger dauern dann halt auch die drucke. Wobei es nicht extrem viel ausmacht.
Ja falls es nicht hilft einfach mal ein wenig mehr Saft auf die Y-Achse. Vorher aber mal die Temperatur der Schrittmotoren überwachen und sicherzustellen, dass die nicht eventuell schon zu heiss laufen und es deshalb zu Schrittverlusten führt.
Meine Motoren sind alle zwischen 40-50°C! Sollte als richtwert dienen.
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 31. October 2017 12:44 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
So, ich habe nun folgende Zeilen der Firmware angepasst:
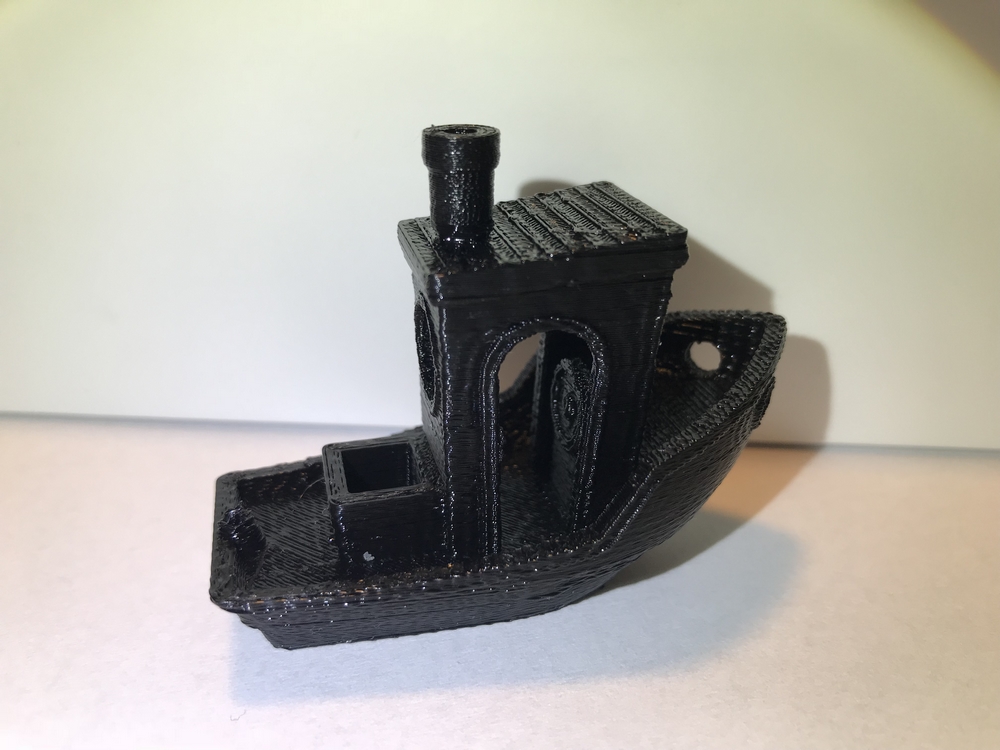
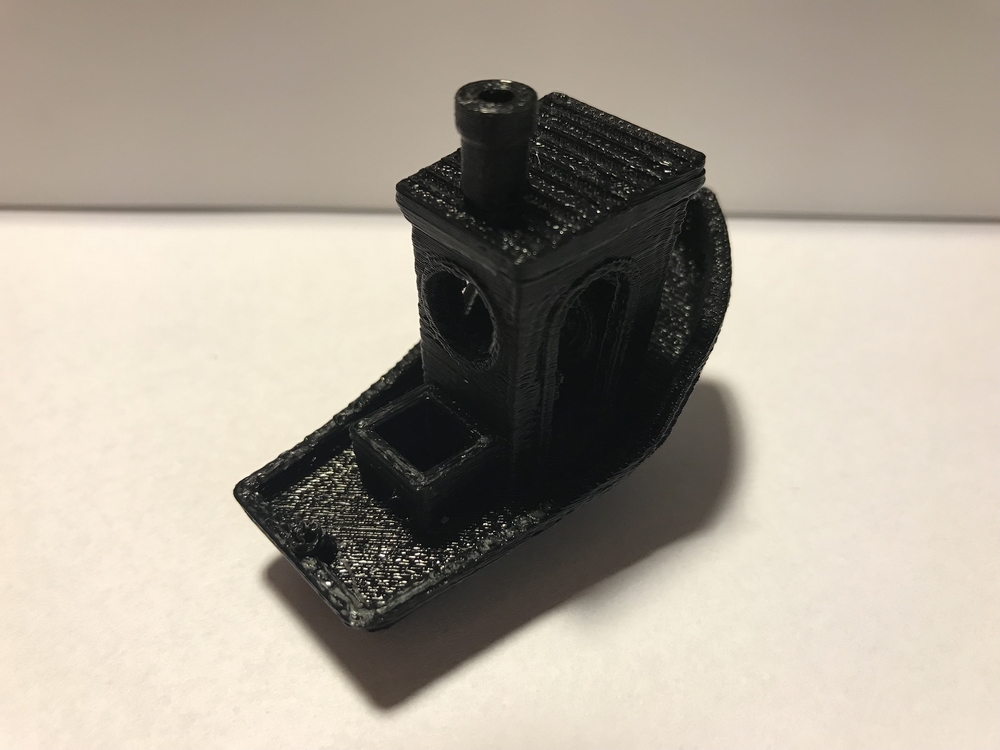
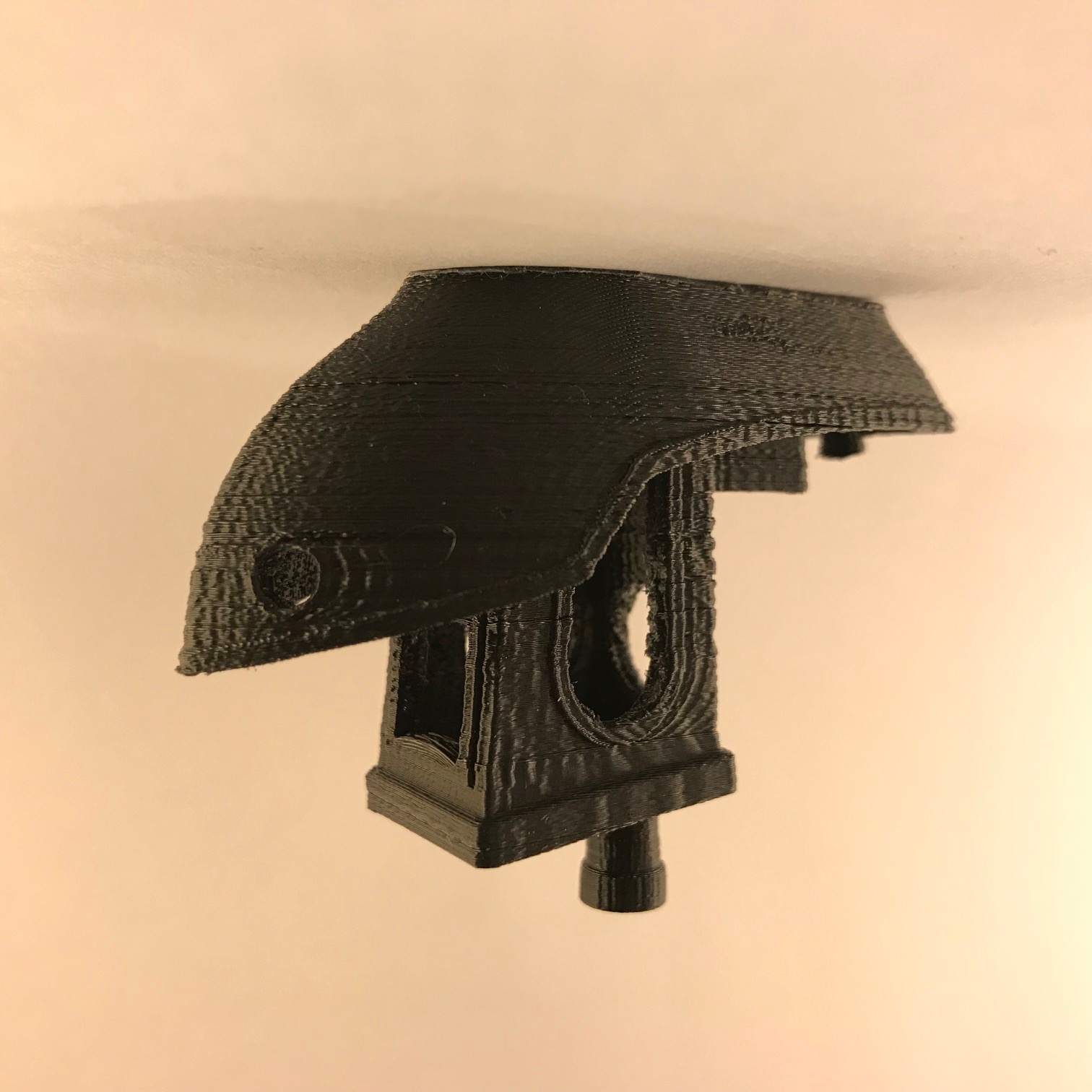
Danach habe ich ein "3D Benchy"-Boot gedruckt, das Ergebnis sowie die Settings findet ihr in den Dateianhängen.
Die Temperaturen der Motoren der Z-Achse lagen zwischen 30 und 40 °C, X-Achse bei 20-25 °C (bekommt ein wenig Luftstrom vom RAMPS-Lüfter ab) nur der Motor der Y-Achse wurde sehr warm (ca. 45 °C). Ich habe dann den, direkt vor dem Motor angebrachten, Lüfter eingeschaltet und danach lag er konstant bei 20 °C.
Jetzt habe ich (mal wieder) einige Fragen.
1. Wie kann ich das Druckergebnis weiter verbessern? Gibt es irgendwo eine Art "Cheatsheet", welches mir verrät an welchen Einstellungen ich schrauben muss, wenn Problem XYZ auftritt?
2. Wenn man hier im Forum oder auf YouTube schaut kommen bei den meisten Leuten Modelle aus dem Drucker, welche eine nahezu glatte Oberfläche haben. Wie bekomme ich solch eine glatte bzw. glattere Oberfläche hin?
3. Die Oberfläche meines gedruckten Filaments ist sehr glänzend, gibt es so etwas wie mattes Filament? Auch hier sehe ich im Forum oder auf YouTube meist gedruckte Werke, die eher stumpf bzw. matt wirken, aber gar nicht glänzend.
#define DEFAULT_MAX_FEEDRATE { 150, 150, 5, 25 }
#define DEFAULT_MAX_ACCELERATION { 1500, 1500, 100, 10000 }
#define DEFAULT_ACCELERATION 1500 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1500 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 1500 // X, Y, Z acceleration for travel (non printing) moves
#define DEFAULT_XJERK 10.0
#define DEFAULT_YJERK 10.0
#define DEFAULT_ZJERK 0.4
#define DEFAULT_EJERK 5.0
Danach habe ich ein "3D Benchy"-Boot gedruckt, das Ergebnis sowie die Settings findet ihr in den Dateianhängen.
Die Temperaturen der Motoren der Z-Achse lagen zwischen 30 und 40 °C, X-Achse bei 20-25 °C (bekommt ein wenig Luftstrom vom RAMPS-Lüfter ab) nur der Motor der Y-Achse wurde sehr warm (ca. 45 °C). Ich habe dann den, direkt vor dem Motor angebrachten, Lüfter eingeschaltet und danach lag er konstant bei 20 °C.
Jetzt habe ich (mal wieder) einige Fragen.
1. Wie kann ich das Druckergebnis weiter verbessern? Gibt es irgendwo eine Art "Cheatsheet", welches mir verrät an welchen Einstellungen ich schrauben muss, wenn Problem XYZ auftritt?
2. Wenn man hier im Forum oder auf YouTube schaut kommen bei den meisten Leuten Modelle aus dem Drucker, welche eine nahezu glatte Oberfläche haben. Wie bekomme ich solch eine glatte bzw. glattere Oberfläche hin?
3. Die Oberfläche meines gedruckten Filaments ist sehr glänzend, gibt es so etwas wie mattes Filament? Auch hier sehe ich im Forum oder auf YouTube meist gedruckte Werke, die eher stumpf bzw. matt wirken, aber gar nicht glänzend.
Anhänge:
Öffnen | Download - 3D-Benchy-01.jpg (329.5 KB)
Öffnen | Download - 3D-Benchy-02.jpg (352.8 KB)
Öffnen | Download - 3D-Benchy-03.jpg (207 KB)
Öffnen | Download - 3D-Benchy-04.jpg (374.8 KB)
Öffnen | Download - 3D-Benchy-05.jpg (346.9 KB)
Öffnen | Download - 3D-Benchy-06.jpg (232.9 KB)
Öffnen | Download - 01_Slice-Einstellungen_2017-10-31.png (14.2 KB)
Öffnen | Download - 02_Filament_2017-10-31.PNG (7.1 KB)
Öffnen | Download - 03_Drucken_Geschwindigkeit-und-Qualitaet_2017-10-31.png (18.2 KB)
Öffnen | Download - 04_Drucken_Strukturen_2017-10-31.png (22.4 KB)
Öffnen | Download - 3D-Benchy-01.jpg (329.5 KB)
Öffnen | Download - 3D-Benchy-02.jpg (352.8 KB)
Öffnen | Download - 3D-Benchy-03.jpg (207 KB)
Öffnen | Download - 3D-Benchy-04.jpg (374.8 KB)
Öffnen | Download - 3D-Benchy-05.jpg (346.9 KB)
Öffnen | Download - 3D-Benchy-06.jpg (232.9 KB)
Öffnen | Download - 01_Slice-Einstellungen_2017-10-31.png (14.2 KB)
Öffnen | Download - 02_Filament_2017-10-31.PNG (7.1 KB)
Öffnen | Download - 03_Drucken_Geschwindigkeit-und-Qualitaet_2017-10-31.png (18.2 KB)
Öffnen | Download - 04_Drucken_Strukturen_2017-10-31.png (22.4 KB)
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 31. October 2017 12:45 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 31. October 2017 14:13 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 581 |
Hi,
ich habe oft den Eindruck, dass Fotos mit viel Licht die Ausdrucke vor Allem auch durch zu große Vergrößerung schlechter aussehen lassen, als sie wirklich sind. Eine eher diffuse Beleuchtung bringt da realistischere Ergebnisse auf das Foto.
Eine große Verbesserung hat bei mir eine zusätzlich angebrachte Bauteilbelüftung gebracht. Die besteht aus einem Tangential-Lüfter, der durch ein Papp-Luft-Kanal versucht, auf das Bauteil zu blasen. Dadruch wird das Material des Layers vor dem nächsten layer besser gekühlt, es wird nicht in "den Wackelpudding" gedruckt (bei PLA).
Ich habe auch manchmal glänzende Modelle, manchmal aber nur teilweise. Das hängt bei mir mit der Wahl des Loop-Drucks zusammen, drucke ich optimiert für bessere Überhänge, so werden die Überhänge glänzend, der Rest eher matt. Für bessere Überhänge wird die äußere Loop als letztes gedruckt.
liebe Grüße
Minihawk
*** In Wirklichkeit ist die Realität ganz anders ***
ich habe oft den Eindruck, dass Fotos mit viel Licht die Ausdrucke vor Allem auch durch zu große Vergrößerung schlechter aussehen lassen, als sie wirklich sind. Eine eher diffuse Beleuchtung bringt da realistischere Ergebnisse auf das Foto.
Eine große Verbesserung hat bei mir eine zusätzlich angebrachte Bauteilbelüftung gebracht. Die besteht aus einem Tangential-Lüfter, der durch ein Papp-Luft-Kanal versucht, auf das Bauteil zu blasen. Dadruch wird das Material des Layers vor dem nächsten layer besser gekühlt, es wird nicht in "den Wackelpudding" gedruckt (bei PLA).
Ich habe auch manchmal glänzende Modelle, manchmal aber nur teilweise. Das hängt bei mir mit der Wahl des Loop-Drucks zusammen, drucke ich optimiert für bessere Überhänge, so werden die Überhänge glänzend, der Rest eher matt. Für bessere Überhänge wird die äußere Loop als letztes gedruckt.
liebe Grüße
Minihawk
*** In Wirklichkeit ist die Realität ganz anders ***
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 02. November 2017 05:06 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Ich versuche heute Abend mal Fotos mit diffuser Beleuchtung zu machen. Über eine Kühlung des Bauteils habe ich mir auch schon Gedanken gemacht, muss ich mal schauen, wie ich das realisieren kann.
Ich habe auch noch immer das Problem, dass das Filament zu Beginn des Drucks fehlt, obwohl ich im Start-GCode eine Zeile hinzugefügt habe, welche ein wenig Filament extrudiert.
Gestern habe ich bei Beginn des Druckjobs einen Finger an das Filament gehalten, direkt über dem Cold End, und habe festgestellt, dass er 10 mm Filament extrudiert (wie im Start-GCode angegeben) und anschließend das Filament um 1-2 cm zurück zieht (also der Motor dreht kurz anders herum und führt das Filament vom Hot End weg). Dann startet er mit dem Druck und führt das Filament wieder ganz langsam bis zum Hot End, bis das aber angekommen ist vergehen locker 10-15 Sekunden...
Ist in meinem Start-GCode ggf. ein Fehler? Den Start-GCode habe ich zwei Posts zuvor mit angehangen.
Welchen Slicer verwendest du, zufällig auch Cura? Wenn ja kannst du mir zeigen wo man die Optimierung für bessere Überhänge einstellt?
Ich habe auch noch immer das Problem, dass das Filament zu Beginn des Drucks fehlt, obwohl ich im Start-GCode eine Zeile hinzugefügt habe, welche ein wenig Filament extrudiert.
Gestern habe ich bei Beginn des Druckjobs einen Finger an das Filament gehalten, direkt über dem Cold End, und habe festgestellt, dass er 10 mm Filament extrudiert (wie im Start-GCode angegeben) und anschließend das Filament um 1-2 cm zurück zieht (also der Motor dreht kurz anders herum und führt das Filament vom Hot End weg). Dann startet er mit dem Druck und führt das Filament wieder ganz langsam bis zum Hot End, bis das aber angekommen ist vergehen locker 10-15 Sekunden...
Ist in meinem Start-GCode ggf. ein Fehler? Den Start-GCode habe ich zwei Posts zuvor mit angehangen.
Quote
Minihawk
Ich habe auch manchmal glänzende Modelle, manchmal aber nur teilweise. Das hängt bei mir mit der Wahl des Loop-Drucks zusammen, drucke ich optimiert für bessere Überhänge, so werden die Überhänge glänzend, der Rest eher matt. Für bessere Überhänge wird die äußere Loop als letztes gedruckt.
Welchen Slicer verwendest du, zufällig auch Cura? Wenn ja kannst du mir zeigen wo man die Optimierung für bessere Überhänge einstellt?
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 02. November 2017 14:04 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Ich verwende zwar Slic3r aber wenn ich mir Deinen Benchy so anschaue hast Du im First Layer deutlich zu wenig extrudiert bei dem rest allerdings etwas zuviel (Der Boden sollte geschlossen sein und das Deck z.B. keine hochstehenden Ränder haben).
Dein eingestellter Fluss von 75 sieht etwas merkwürdig aus. Ist Dein Drucker richtig kalibriert ?
Stell mal Deinen Skirt auf Minimum 3 ein, damit sollten dann deine 10-15 Sekunden ohne Filament bevor der Druckstartet überbrückt werden. Der Unterschied "glänzend" vs "matt" kommt von unterschiedlichen Geschwindigkeiten beim Druck. Druckst du PLA ?
Überhänge sind gerade bei PLA stark abhängig von der Bauteilkühlung.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Dein eingestellter Fluss von 75 sieht etwas merkwürdig aus. Ist Dein Drucker richtig kalibriert ?
Stell mal Deinen Skirt auf Minimum 3 ein, damit sollten dann deine 10-15 Sekunden ohne Filament bevor der Druckstartet überbrückt werden. Der Unterschied "glänzend" vs "matt" kommt von unterschiedlichen Geschwindigkeiten beim Druck. Druckst du PLA ?
Überhänge sind gerade bei PLA stark abhängig von der Bauteilkühlung.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 02. November 2017 16:24 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 581 |
Quote
Maaarsl
Quote
Minihawk
Ich habe auch manchmal glänzende Modelle, manchmal aber nur teilweise. Das hängt bei mir mit der Wahl des Loop-Drucks zusammen, drucke ich optimiert für bessere Überhänge, so werden die Überhänge glänzend, der Rest eher matt. Für bessere Überhänge wird die äußere Loop als letztes gedruckt.
Welchen Slicer verwendest du, zufällig auch Cura? Wenn ja kannst du mir zeigen wo man die Optimierung für bessere Überhänge einstellt?
Ich nutze fast nur den KISSlicer. Cura läuft bei mir im Moment nicht, da ein Update wieder alles durcheinander gewürfelt hat. Aber in jedem Slicer kann man die Reihenfolge beim Loop-Druck einstellen. Cura ist da stellenweise zu komfortabel, man kann sich Parameter ausblenden, und in der Normalversion sind fast alle Parameter ausgeblendet. Es ist möglich, dass auch dei Parameter für die Einstllung des Druckverhaltens bei den Loops ausgeblendet sind.
Ich habe alles,w as ich an Slicern finden konnte, installiert und das beste für mich herausgesucht. Das würd ich dir auch empfehlen. Z.B. Matter Control als Alternative zu Cura, Matter Control basiert auf einer älteren Cura-Version (ist ein sog. Fork) und aber auf einer zweiten Fork (Gabel) weiterentwickelt. Aber auch Slic3r lohnt sich auf alle Fälle.
KISSlicer, welches ich hauptsächlich nutze, ist ebenfalls kostenfrei zu nutzen, aber keine Open Source-Software. Viele mögen das nicht, aber ich kann nur positives berichten. ich bin Linux-Nutzer, und KISSlicer ist bislang seit Monaten ohne irgendeine Fehlfunktion nutzbar gewesen, Slic3r und Cura sind aber durch Updates der Linux-Umgebung abhängig und können durch Treiber-Installationen (vor allem Python und Perl) zur Unfunktion gebracht werden. in wie fern das auch für die Windows-Seite gilt, das vermag ich nicht zu sagen.
Jedes Slicer-Programm hat aber seine Vorteile. Cura konnte ich monatelang gar nicht nutzen, da die Materialeinstellungen nicht funktionierten, aber Slicer hat absolut die Nase vorne bei den Füllmustern für das Infill.
liebe Grüße
Minihawk
*** In Wirklichkeit ist die Realität ganz anders ***
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 02. November 2017 18:05 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Quote
kleinerDrache
Ist Dein Drucker richtig kalibriert ?
Was meinst du mit richtig kalibriert? Ich habe die Endstopps eingestellt und das Heizbett ausgerichtet, indem ich ein Blatt Papier zwischen Nozzle und Heizbett gelegt habe, in der Z-Homing-Position lässt sich das Papier mit leichtem Widerstand bewegen, an jeder Ecke und der Mitte des Heizbetts getestet. Ansonsten habe ich noch die Stepps der drei Achsen und des Extrudermotors angepasst.
Quote
kleinerDrache
Der Unterschied "glänzend" vs "matt" kommt von unterschiedlichen Geschwindigkeiten beim Druck. Druckst du PLA ?
Überhänge sind gerade bei PLA stark abhängig von der Bauteilkühlung.
Das mit dem Skirt probiere ich aus, danke! Ja, ich drucke momentan PLA (1,75). Bauteilkühlung habe ich wie gesagt leider noch gar keine.
Den Drucker habe ich zusammen mit einem Freund gebaut, nach nach Vorlage des oben genannten Buches - wir hatten vorher keine Erfahrung im 3D-Druck, sind also beide blutige Anfänger. Im Endeffekt muss ich sagen, dass das Buch eine Fehlinvestition war. Die Anleitung des "richtigen" Mendel90 und die Informationen aus diesem Forum hätten uns vermutlich viel weiter gebracht als das Buch (wir dachten uns, dass das Buch eine gute Idee ist, da es an Anfänger gerichtet ist). Der Autor geht auf viele unwichtige Themen detailliert ein, lässt dafür aber viele wichtige Themen offen oder ganz unbehandelt, so dass man am Ende mit vielen Fragen dasteht. Zudem weist es viele inhaltliche Fehler auf (falsche Bemaßungen, Autor widerspricht sich oft selbst, usw.) und das Buch lässt einen völlig allein ab dem Punkt, an dem man seinen ersten Probedruck macht. Die Kurzfassung: man hat seinen 3D-Drucker-Bau beendet, es wird kurz erklärt was Haftungsarten, Stützstrukturen und Fülldichte sind und dann heißt es nur noch, dass man ein wenig rumprobieren soll - Ende.
Das Buch hat uns geholfen zu verstehen wie ein 3D-Drucker funktioniert und aufgebaut ist, deshalb wollen wir uns mit unserem Drucker schnellstmöglich die Teile für einen "richtigen" Mendel90 drucken, welchen wir dann aus Dibond bauen (die Nachteile der Holzversion aus dem Buch fallen uns mittlerweile schon deutlich auf) - und dieser wird dann auf jeden Fall auch eine Bauteilkühlung bekommen und ein ordentliches E3D-V6 Hot End, kein günstiges MK8-Hotend wie der momentane Drucker.
Um bis dahin zu kommen müssen wir unseren aktuellen Drucker aber erstmal überzeugen schön zu drucken. Ich vermute, dass vor allem die Cura-Einstellungen das Problem sind, wir wissen aber auch nicht wirklich, wo wir dort anfangen sollen. Wir sehen vor lauter Bäumen den Wald nicht.
Ich drucke ein Benchy und schaue es mir danach an, leider fehlt mir dann die Erfahrung um sagen zu können an welchen Schrauben ich im Cura drehen muss, damit das Druckergebnis besser wird. Ich kann mir auch nichts unter den ganzen Geschwindigkeiten vorstellen. Sind 60 mm/s zu schnell für eine äußere Umrandung? Sollte es weniger sein? Wie dick sollte der erste Layer sein? Ich verwende momentan die Cura Engine im Repetier Host, sollte ich Cura direkt nutzen und den Repetier Host ganz raus lassen? Das sind nur drei von hunderten Fragen, die ich mir selbst nicht beantworten kann.
Anbei übrigens mal ein Bild unseres Druckers.
@Minihawk: Danke für die Informationen, werde die anderen Slicer auf jeden Fall noch ausprobieren aber ich glaube ich versuche erstmal einen zu verstehen, bevor ich mich an das nächste Programm wage!
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 02. November 2017 18:26 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
mit "kallibriert" meine ich ob Du die Steps richtig eingestellt hast damit bei geforderten 10mm auch 10mm gefahren werden und das nicht nur auf X, Y und Z sondern auch am Extruder.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 02. November 2017 19:05 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 05. November 2017 17:38 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Guten Abend, ich melde mich mit neuen Druckergebnissen zurück. Bisher habe ich zum Slicen den Repetier Host mit Cura Engine verwendet, ich bin nun direkt auf Cura (also standalone) umgestiegen, da ich mehrfach gelesen habe, dass der Repetier Host eine veraltete Version der Cura Engine nutzt und man im Cura direkt viel mehr Einstellungsmöglichkeiten hat.
Die Druckergebnisse im Anhang wurden mit den Default "Fine - 0.1 mm" Einstellungen in Cura gesliced und gedruckt. Ich hab es mal mit diffuser Beleuchtung versucht, hoffe man erkennt es nun besser. Den Skirt habe ich auch mal bemessen, um zu schauen ob der erste Layer auch wirklich 0,3 mm dick ist.
Was würdet ihr nun versuchen, damit das Druckergebnis besser wird? Kann man das Ergebnis mit einem günstigen China-MK8-Extruder ohne Bauteilkühlung noch sehr viel besser werden?
Der erste Layer hat definitiv zu viel Filament (die Buchstaben unter dem Benchy sind alle ausgefüllt), hier würde ich den Fluss etwas herabsetzen, sollte er für die anderen Layer auch herabgesetzt werden oder so bleiben?
Die Druckergebnisse im Anhang wurden mit den Default "Fine - 0.1 mm" Einstellungen in Cura gesliced und gedruckt. Ich hab es mal mit diffuser Beleuchtung versucht, hoffe man erkennt es nun besser. Den Skirt habe ich auch mal bemessen, um zu schauen ob der erste Layer auch wirklich 0,3 mm dick ist.
Was würdet ihr nun versuchen, damit das Druckergebnis besser wird? Kann man das Ergebnis mit einem günstigen China-MK8-Extruder ohne Bauteilkühlung noch sehr viel besser werden?
Der erste Layer hat definitiv zu viel Filament (die Buchstaben unter dem Benchy sind alle ausgefüllt), hier würde ich den Fluss etwas herabsetzen, sollte er für die anderen Layer auch herabgesetzt werden oder so bleiben?
Anhänge:
Öffnen | Download - IMG_2210.jpg (295.4 KB)
Öffnen | Download - IMG_2211.jpg (273.2 KB)
Öffnen | Download - IMG_2212.jpg (310.3 KB)
Öffnen | Download - IMG_2213.jpg (340.1 KB)
Öffnen | Download - IMG_2214.jpg (318.8 KB)
Öffnen | Download - IMG_2217.jpg (287.7 KB)
Öffnen | Download - IMG_2218.jpg (356.9 KB)
Öffnen | Download - IMG_2220.jpg (278.2 KB)
Öffnen | Download - IMG_2188.jpg (379.6 KB)
Öffnen | Download - IMG_2210.jpg (295.4 KB)
Öffnen | Download - IMG_2211.jpg (273.2 KB)
Öffnen | Download - IMG_2212.jpg (310.3 KB)
Öffnen | Download - IMG_2213.jpg (340.1 KB)
Öffnen | Download - IMG_2214.jpg (318.8 KB)
Öffnen | Download - IMG_2217.jpg (287.7 KB)
Öffnen | Download - IMG_2218.jpg (356.9 KB)
Öffnen | Download - IMG_2220.jpg (278.2 KB)
Öffnen | Download - IMG_2188.jpg (379.6 KB)
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 05. November 2017 18:03 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 20 |
Sieht etwas zu warm gedruckt aus.
Und du hast extremes Ringing, da muss die Beschleunigung und Jerk noch deutlich nach unten korrigiert werden.
Das Z Gewobbel ist ne Prusa Krankheit, ob du das je in den Griff bekommst ist fraglich...
Es gibt von Slic3r eine Prusa Edition, damit sind viele mit diesen Druckern sehr zufrieden, die könntest du nochmal testen.
Und du hast extremes Ringing, da muss die Beschleunigung und Jerk noch deutlich nach unten korrigiert werden.
Das Z Gewobbel ist ne Prusa Krankheit, ob du das je in den Griff bekommst ist fraglich...
Es gibt von Slic3r eine Prusa Edition, damit sind viele mit diesen Druckern sehr zufrieden, die könntest du nochmal testen.
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 05. November 2017 19:03 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Quote
PrintPiet
Das Z Gewobbel ist ne Prusa Krankheit, ob du das je in den Griff bekommst ist fraglich...
Was meinst du mit Z-Gewobbel? Ich habe mit 200 °C gedruckt (Heizbett 60 °C), ich versuche es morgen mal mit 195 und 190 °C. Beschleunigung und Jerk setze ich auch mal runter. Dann melde ich mich wieder mit Fotos.
Quote
PrintPiet
Es gibt von Slic3r eine Prusa Edition, damit sind viele mit diesen Druckern sehr zufrieden, die könntest du nochmal testen.
Danke, werde mir die mal anschauen!
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 07. November 2017 18:49 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Ich habe neue Ergebnisse zu bieten und hoffe auf eure Ratschläge.
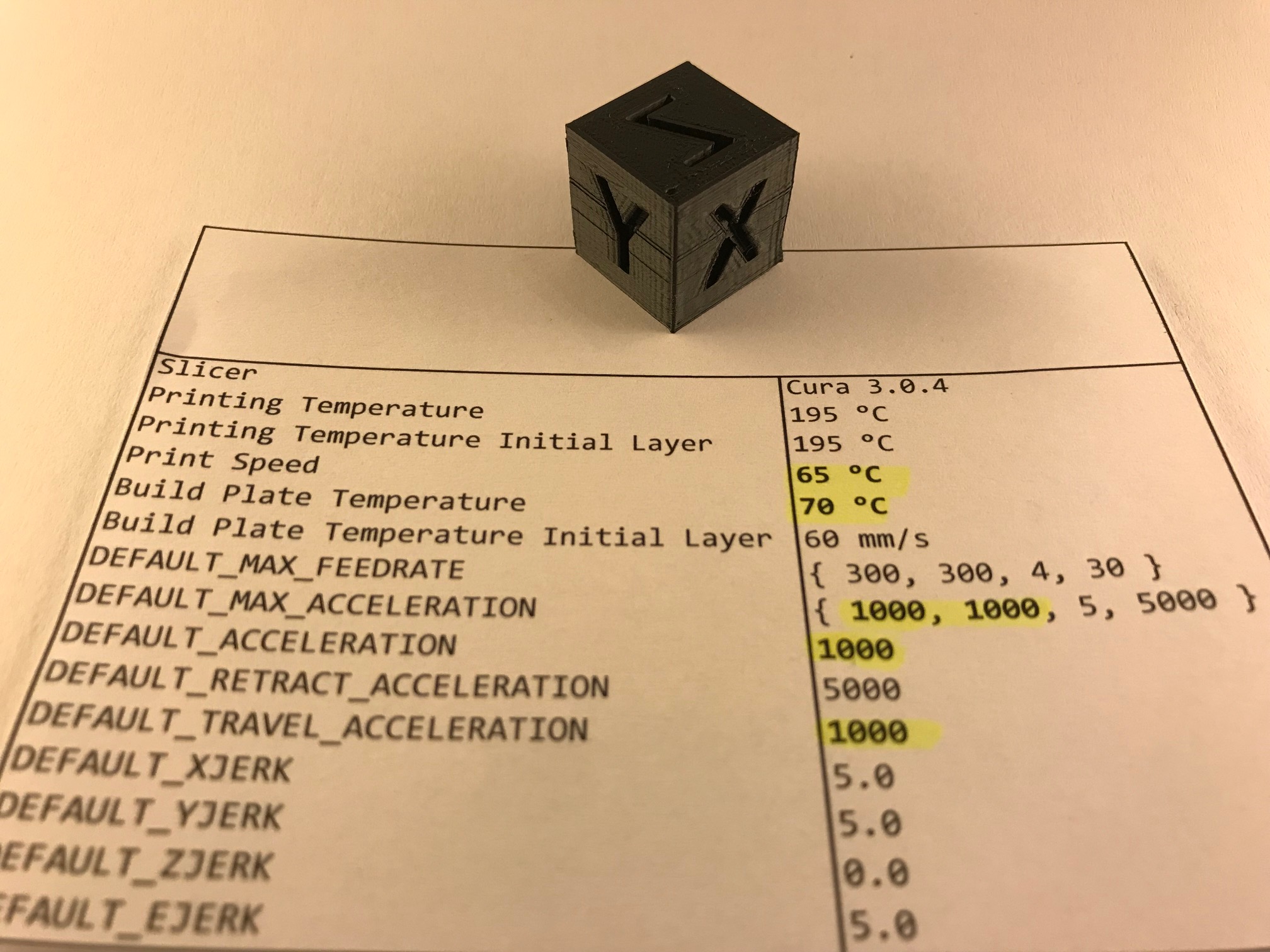
Die Fotos sind nummeriert, je Versuch ein Foto mit den Settings (Cura & Firmware) und eine Nahaufnahme. Ich habe zuerst die Drucktemperatur von 200 °C auf 195 °C reduziert, danach weiter auf 190 °C reduziert, jedoch fand ich das Ergebnis bei 195 °C sauberer, weshalb ich dann wieder auf 195°C hoch gegangen bin und die Druckgeschwindigkeit in Cura von 60 mm/s auf 45 mm/s verringert habe.
Der kleine 20 x 20 mm Würfel braucht so schon fast eine Stunde - ist das noch im Rahmen oder zu langsam?
Soll ich Beschleunigung und Jerk in der Firmware herabsetzen mit den neuen Cura-Einstellungen (von Versuch 3 oder 4)? Muss ich die Beschleunigung, Jerk, usw. im Cura auf die Werte der Firmware anpassen oder wird das von der Firmware automatisch erkannt und angepasst?
Die Fotos sind nummeriert, je Versuch ein Foto mit den Settings (Cura & Firmware) und eine Nahaufnahme. Ich habe zuerst die Drucktemperatur von 200 °C auf 195 °C reduziert, danach weiter auf 190 °C reduziert, jedoch fand ich das Ergebnis bei 195 °C sauberer, weshalb ich dann wieder auf 195°C hoch gegangen bin und die Druckgeschwindigkeit in Cura von 60 mm/s auf 45 mm/s verringert habe.
Der kleine 20 x 20 mm Würfel braucht so schon fast eine Stunde - ist das noch im Rahmen oder zu langsam?
Soll ich Beschleunigung und Jerk in der Firmware herabsetzen mit den neuen Cura-Einstellungen (von Versuch 3 oder 4)? Muss ich die Beschleunigung, Jerk, usw. im Cura auf die Werte der Firmware anpassen oder wird das von der Firmware automatisch erkannt und angepasst?
Anhänge:
Öffnen | Download - 2017-11-07_Versuch1_Foto1.jpg (445.4 KB)
Öffnen | Download - 2017-11-07_Versuch1_Foto2.jpg (351.6 KB)
Öffnen | Download - 2017-11-07_Versuch2_Foto1.jpg (433.3 KB)
Öffnen | Download - 2017-11-07_Versuch2_Foto2.jpg (319.3 KB)
Öffnen | Download - 2017-11-07_Versuch3_Foto1.jpg (434.7 KB)
Öffnen | Download - 2017-11-07_Versuch3_Foto2.jpg (390.6 KB)
Öffnen | Download - 2017-11-07_Versuch4_Foto1.jpg (425.9 KB)
Öffnen | Download - 2017-11-07_Versuch4_Foto2.jpg (398.6 KB)
Öffnen | Download - 2017-11-07_Versuch1_Foto1.jpg (445.4 KB)
Öffnen | Download - 2017-11-07_Versuch1_Foto2.jpg (351.6 KB)
Öffnen | Download - 2017-11-07_Versuch2_Foto1.jpg (433.3 KB)
Öffnen | Download - 2017-11-07_Versuch2_Foto2.jpg (319.3 KB)
Öffnen | Download - 2017-11-07_Versuch3_Foto1.jpg (434.7 KB)
Öffnen | Download - 2017-11-07_Versuch3_Foto2.jpg (390.6 KB)
Öffnen | Download - 2017-11-07_Versuch4_Foto1.jpg (425.9 KB)
Öffnen | Download - 2017-11-07_Versuch4_Foto2.jpg (398.6 KB)
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 10. November 2017 05:16 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Neuer Tag, neue Versuche...
Ich habe auf den Zetteln wieder markiert, welche Werte ich im Vergleich zum Versuch davor verändert habe. Vor den Versuchen habe ich die Axis-Steps nochmal angepasst, die Seiten des Würfels sind alle 20,0x mm lang. Dieses Mal habe ich die Beschleunigung von 1500 auf 1250 und danach auf 1000 gesetzt. Jerk wurde auch reduziert. Die Wände sind schon viel glatter geworden, jedoch scheint es mir jetzt so als hätte ich Warping und Elephant Foots gleichzeitig?!
Fragen:
1. Wie bekomme ich diese 2-3 Layer mittendrin geschlossen, bei denen es aussieht, als hätte der Drucker sie vergessen?
2. Die Ecken des Würfels biegen sich minimal nach oben an den Spitzen (First Layer), löst das schon diese Elephant Foots aus? Oder liegt das an etwas anderem?
Ich habe auf den Zetteln wieder markiert, welche Werte ich im Vergleich zum Versuch davor verändert habe. Vor den Versuchen habe ich die Axis-Steps nochmal angepasst, die Seiten des Würfels sind alle 20,0x mm lang. Dieses Mal habe ich die Beschleunigung von 1500 auf 1250 und danach auf 1000 gesetzt. Jerk wurde auch reduziert. Die Wände sind schon viel glatter geworden, jedoch scheint es mir jetzt so als hätte ich Warping und Elephant Foots gleichzeitig?!
Fragen:
1. Wie bekomme ich diese 2-3 Layer mittendrin geschlossen, bei denen es aussieht, als hätte der Drucker sie vergessen?
2. Die Ecken des Würfels biegen sich minimal nach oben an den Spitzen (First Layer), löst das schon diese Elephant Foots aus? Oder liegt das an etwas anderem?
Anhänge:
Öffnen | Download - 2017-11-10_Versuch5_Foto1.jpg (519.5 KB)
Öffnen | Download - 2017-11-10_Versuch5_Foto2.jpg (443.9 KB)
Öffnen | Download - 2017-11-10_Versuch6_Foto1.jpg (537.6 KB)
Öffnen | Download - 2017-11-10_Versuch6_Foto2.jpg (454.4 KB)
Öffnen | Download - 2017-11-10_Versuch7_Foto1.jpg (548.6 KB)
Öffnen | Download - 2017-11-10_Versuch7_Foto2.jpg (401.3 KB)
Öffnen | Download - 2017-11-10_Versuch5_Foto1.jpg (519.5 KB)
Öffnen | Download - 2017-11-10_Versuch5_Foto2.jpg (443.9 KB)
Öffnen | Download - 2017-11-10_Versuch6_Foto1.jpg (537.6 KB)
Öffnen | Download - 2017-11-10_Versuch6_Foto2.jpg (454.4 KB)
Öffnen | Download - 2017-11-10_Versuch7_Foto1.jpg (548.6 KB)
Öffnen | Download - 2017-11-10_Versuch7_Foto2.jpg (401.3 KB)
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 11. November 2017 09:35 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 491 |
Hallo Maaarsl,
mal kurz einige Gedanken von meiner Seite, erstmal ungeordnet:
- Layerhöhe von 0.1mm ist mMn. für den Anfang viel zu gering. Mein Tipp wäre, erstmal mit 0.3mm anzufangen. Je geringer die Layerhöhen, desto schneller entstehen "Fehler". Erstmal eine relativ hohe Layerhöhe einstellen und dann die Fehler beseitigen. Dann weiter die Feinheiten optimieren und die Drucke "feiner" machen (geringere Layerhöhen). Davon ab halte ich 0.1mm schon für recht gut, meine Drucke mache ich in der Regel in 0.2 mm, das ist IMHO ein guter Kompromiss zwischen Dauer der Fertigstellung und Feinheit der Oberfläche. Nur wenn etwas "besonders schön" werden soll, dann gehe ich auf 0.1 oder sogar drunter.
- Für weiter Versuche mal das Filament messen und wenn es nur unwesentlich vom Soll-Maß 1.75mm abweicht dann Multi auf 1 und Filament auf 1.75. Dann kalibrieren.
- Jerk von 5 ist eigentlich viel zu wenig. IMHO sollte bei einem mechanisch stabilen kartesischen Drucker etwas zwischen 10 und 20mm/s möglich sein. Bei meinem Toolson MK2 hatte ich irgendwas knapp über 20mm/s, wenn ich mich recht entsinne -> Da du trotzdem noch zeimlich starkes Überschwingen hast, prüf mal die Festigkeit, irgendetwas scheint hier an deinem Drucker zu schwingen. Behilflich könnte hier auch sein, zu prüfen, ob das Überschwingen an X- und Y-Achse ähnlich groß, bzw. wesentlich unterschiedlich ist (Auf einen Bild habe ich wahrgenommen, dass das Überschwingen in der Y-Bewegung viel schlimmer ist, als in der X-Bewegung).
- Ansonsten hast du ein Problem mit deiner Z-Achse. Immer an den gleichen Stellen kommt ein Versatz. Prüf mal, ob die Achse in diesen Bereichen hakt (durch manuelles Verfahren der Achse). Dies ist entsprechend zu beseitigen.
- Benchy ohne Bauteilekühlung ist nahezu aussichtlos. Du wirst keine akzeptablen Ergebnisse bekommen. Orientiere dich in der aktuellen Phase am Kalibrierwürfel.
- Zur Temperatur der Motoren: Diese dürfen auf jeden Fall warm werden, nur nicht heiss. Wenn du dranfasst und sie sind unangenehm warm/heiss, dann sind sie zu warm, alles andere ist in Ordnung. Einen Motor zu kühlen halte ich für nicht zweckmässig, meines Erachtens ist er trotzdem überlastet, dies ist nicht zielführend. Vref ggf. entsprechend einstellen (sofern du dies nicht schon erledigt hast, habe nur oben etwas über Motortemperaturen gelesen).
- Dann hast du einen Z-Wobbel, sprich deine Gewindestangen (sofern es welche sind?) sind nicht gerade. Da ich den Aufbau deines Druckers nicht kenne, kann ich das schlecht beurteilen. Eine Entkopplung der Z-Achse von der X-Achse hilft hier weiter (ala Toolson MK2).
- Ansonsten passt dein Top-Fil noch nicht, wurde auch glaube ich schon genannt. Bisschen mehr Material, dann sollte das auch passen.
- Auf den Bildern meine ich zu sehen, dass deine Würfel alle bis zu einer bestimmten Stelle unten schmaler sind, als oben. Da stimmt auch etwas noch nicht, leider habe ich gerade keine tolle Idee, woran das liegen kann.
- Warping: Ggf. andere Druckbettauflage (viele schwören auf FR4 als günstige und haltbare Lösung). Ansonsten mit der Temp des Heizbett experimentieren. Ein Elefantenfuß sieht eigentlich anders aus, hier ist dann das dicke Ende unten, dann ist das Heizbett zu heiss und die Bauteilekühlung zu schwach.
So, mehr fällt mir gerade nicht ein... Ich denke aber, dass du auf dem guten Weg bist, die Würfel sehen ja Stück für Stück immer besser aus... Das Maximum was du herausholen kannst, wird durch die Mechanik deines Druckers und die Geduld, die du aufbringst, die Fehler auszumerzen, beschränkt. ;-)
Gruß & Erfolg!
Sven
P.S.: Habe jetzt gerade erst das Bild vom Drucker gesehen. Ich möchte euch ja nicht alle Illusion rauben, aber auf Anhieb fällt mir auf:
- Riemenstrecken müssen parallel zueinander geführt werden. Hier passen scheinbar die Umlenkrollen nicht?
- Die Abstützung des Filmaments oben finde ich ungeschickt. Hierdurch kann sich das Filament nicht frei bewegen und je höher der Drucker druckt, muss er gegen den Widerstand "ankämpfen".
- Ohne an euren Fähigkeiten zweifeln zu wollen, ich kann mir nicht vorstellen, dass die Teile so exakt montiert werden können, so dass die Rods alle wirklich paralell zueinander verlaufen.
Wenn ich euch einen Rat geben darf: nutzt die vorhandenen Teile, investiert noch einmal 100 Eur für nen vernünftigen Frame. Für nen Toolson-Drucker würde ich euch einen Satz Druckteile zu einem äusserst günstigen Preis überlassen, ich glaube, damit würdet ihr glücklicher. Da hättet ihr eine Basis, mit der man Arbeiten kann.... -> Nicht böse sein jetzt! ;-)
Delta Hexagon M ** Repetier FW ** Repetier Server Pro
mal kurz einige Gedanken von meiner Seite, erstmal ungeordnet:
- Layerhöhe von 0.1mm ist mMn. für den Anfang viel zu gering. Mein Tipp wäre, erstmal mit 0.3mm anzufangen. Je geringer die Layerhöhen, desto schneller entstehen "Fehler". Erstmal eine relativ hohe Layerhöhe einstellen und dann die Fehler beseitigen. Dann weiter die Feinheiten optimieren und die Drucke "feiner" machen (geringere Layerhöhen). Davon ab halte ich 0.1mm schon für recht gut, meine Drucke mache ich in der Regel in 0.2 mm, das ist IMHO ein guter Kompromiss zwischen Dauer der Fertigstellung und Feinheit der Oberfläche. Nur wenn etwas "besonders schön" werden soll, dann gehe ich auf 0.1 oder sogar drunter.
- Für weiter Versuche mal das Filament messen und wenn es nur unwesentlich vom Soll-Maß 1.75mm abweicht dann Multi auf 1 und Filament auf 1.75. Dann kalibrieren.
- Jerk von 5 ist eigentlich viel zu wenig. IMHO sollte bei einem mechanisch stabilen kartesischen Drucker etwas zwischen 10 und 20mm/s möglich sein. Bei meinem Toolson MK2 hatte ich irgendwas knapp über 20mm/s, wenn ich mich recht entsinne -> Da du trotzdem noch zeimlich starkes Überschwingen hast, prüf mal die Festigkeit, irgendetwas scheint hier an deinem Drucker zu schwingen. Behilflich könnte hier auch sein, zu prüfen, ob das Überschwingen an X- und Y-Achse ähnlich groß, bzw. wesentlich unterschiedlich ist (Auf einen Bild habe ich wahrgenommen, dass das Überschwingen in der Y-Bewegung viel schlimmer ist, als in der X-Bewegung).
- Ansonsten hast du ein Problem mit deiner Z-Achse. Immer an den gleichen Stellen kommt ein Versatz. Prüf mal, ob die Achse in diesen Bereichen hakt (durch manuelles Verfahren der Achse). Dies ist entsprechend zu beseitigen.
- Benchy ohne Bauteilekühlung ist nahezu aussichtlos. Du wirst keine akzeptablen Ergebnisse bekommen. Orientiere dich in der aktuellen Phase am Kalibrierwürfel.
- Zur Temperatur der Motoren: Diese dürfen auf jeden Fall warm werden, nur nicht heiss. Wenn du dranfasst und sie sind unangenehm warm/heiss, dann sind sie zu warm, alles andere ist in Ordnung. Einen Motor zu kühlen halte ich für nicht zweckmässig, meines Erachtens ist er trotzdem überlastet, dies ist nicht zielführend. Vref ggf. entsprechend einstellen (sofern du dies nicht schon erledigt hast, habe nur oben etwas über Motortemperaturen gelesen).
- Dann hast du einen Z-Wobbel, sprich deine Gewindestangen (sofern es welche sind?) sind nicht gerade. Da ich den Aufbau deines Druckers nicht kenne, kann ich das schlecht beurteilen. Eine Entkopplung der Z-Achse von der X-Achse hilft hier weiter (ala Toolson MK2).
- Ansonsten passt dein Top-Fil noch nicht, wurde auch glaube ich schon genannt. Bisschen mehr Material, dann sollte das auch passen.
- Auf den Bildern meine ich zu sehen, dass deine Würfel alle bis zu einer bestimmten Stelle unten schmaler sind, als oben. Da stimmt auch etwas noch nicht, leider habe ich gerade keine tolle Idee, woran das liegen kann.
- Warping: Ggf. andere Druckbettauflage (viele schwören auf FR4 als günstige und haltbare Lösung). Ansonsten mit der Temp des Heizbett experimentieren. Ein Elefantenfuß sieht eigentlich anders aus, hier ist dann das dicke Ende unten, dann ist das Heizbett zu heiss und die Bauteilekühlung zu schwach.
So, mehr fällt mir gerade nicht ein... Ich denke aber, dass du auf dem guten Weg bist, die Würfel sehen ja Stück für Stück immer besser aus... Das Maximum was du herausholen kannst, wird durch die Mechanik deines Druckers und die Geduld, die du aufbringst, die Fehler auszumerzen, beschränkt. ;-)
Gruß & Erfolg!
Sven
P.S.: Habe jetzt gerade erst das Bild vom Drucker gesehen. Ich möchte euch ja nicht alle Illusion rauben, aber auf Anhieb fällt mir auf:
- Riemenstrecken müssen parallel zueinander geführt werden. Hier passen scheinbar die Umlenkrollen nicht?
- Die Abstützung des Filmaments oben finde ich ungeschickt. Hierdurch kann sich das Filament nicht frei bewegen und je höher der Drucker druckt, muss er gegen den Widerstand "ankämpfen".
- Ohne an euren Fähigkeiten zweifeln zu wollen, ich kann mir nicht vorstellen, dass die Teile so exakt montiert werden können, so dass die Rods alle wirklich paralell zueinander verlaufen.
Wenn ich euch einen Rat geben darf: nutzt die vorhandenen Teile, investiert noch einmal 100 Eur für nen vernünftigen Frame. Für nen Toolson-Drucker würde ich euch einen Satz Druckteile zu einem äusserst günstigen Preis überlassen, ich glaube, damit würdet ihr glücklicher. Da hättet ihr eine Basis, mit der man Arbeiten kann.... -> Nicht böse sein jetzt! ;-)
Delta Hexagon M ** Repetier FW ** Repetier Server Pro
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 11. November 2017 11:24 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Vielen Dank erstmal für deine ausführliche Antwort, werde deine Tipps auf jeden Fall ausprobieren!
In den Dateianhängen ist ein Bild des bisher besten 0.1 mm Würfels (gestern Abend entstanden), danach habe ich mal ein paar Dinge von Thingiverse mit einer Layerhöhe von 0.16 mm gedruckt und es kamen recht brauchbare Ergebnisse dabei raus. Probiere es in den nächsten Tagen mal mit 0.2 und 0.3 mm.
Der Durchmesser vom Filament scheint mir sehr genau zu sein, habe beim Kauf auch darauf geachtet ein Filament mit einer max. Toleranz von 0.02 mm zu kaufen. Multi auf 1? Was bedeutet das?
Mir ist aufgefallen, dass diese 2-3 fehlerhaften Layer immer auf Höhe der "Spitzen" des Y oder X im Würfel auftreten. Der Drucker macht hier scheinbar einen Retract vom Filament (der erste Layer dieser Spitzen in den Buchstaben besteht nur aus einem Strich, sprich die Düse fährt vom Inneren des Würfels nach außen, retracted und fährt wieder zurück, druckt dann die Umrandung weiter) und bekommt danach das Filament nicht schnell genug wieder zur Düse geführt - kann das sein?
Mit der Temperatur des Heizbettes habe ich mittlerweile schon alles durchprobiert, von 50 bis 75 °C immer in 5 °C Schritten einen Druck gemacht. Bei 55 °C Heizbett-Temperatur kamen die besten Ergebnisse raus, deshalb werde ich wohl mal eine andere Druckbettauflage ausprobieren müssen.
Sooo, kommen wir nun auf den Drucker an sich zu sprechen...
First of all: ich bin hier niemandem böse, der konstruktive Kritik bringt - dafür bin ich nämlich sehr dankbar!
Wie ich bereits geschrieben habe sind wir absolute Neulinge im Bereich 3D-Druck und haben uns deshalb (leider) auf dieses Buch vom Franzis-Verlag verlassen, der Drucker ist (leider) 1:1 nach der Anleitung des Buchs entstanden. Schon beim Bau sind uns (selbst als Neulinge) viele Dinge aufgefallen, die man hätte anders/besser gestalten können, sind aber erstmal stur nach der Anleitung vorgegangen, weil wir dachten, dass das schon alles irgendwie einen Sinn ergibt, denn der Autor wird ja (hoffentlich) Ahnung haben.
Das ist zum Beispiel eines dieser Dinge - die Umlenkrollen sind viel zu riesig, leider wird es im Buch aber genau so beschrieben und wir haben es erstmal so nachgebaut, obwohl uns das direkt aufgefallen war...
Wir wissen mittlerweile selbst, dass der Aufbau des Druckers viele Fehler hat, auch wenn wir so genau wie möglich gearbeitet haben, und auch die Kontruktion aus Holz nicht wirklich zielführend ist (der Drucker steht in der Garage, welche nicht beheizt ist, und man merkt am Heizbett schon, wie sehr das Holz bei Temperaturschwankungen arbeitet). Wenn man das Heizbett am vorherigen Tag "warm" kalibriert hat und am nächsten Tag etwas ausdrucken will, wenn der Drucker nachts in der kalten Garage stand, darf man erstmal wieder neu kalibrieren...
DESHALB haben wir uns schon alle Bauteile für einen Nophead Dibond Mendel90 (http://reprap.org/wiki/Mendel90/de) gekauft, dieser wird dann auch einen Bowden Extruder mit einem E3D-V6 Hot End haben. Wir haben uns für den Mendel90 entschieden, da unser Drucker (der Franzis-Verlag nennt ihn den "FranzisMendel") ein Klon des Mendel90 ist und wir durch unsere Erfahrung, die wir beim Bau des Druckers gesammelt haben, den Mendel90 relativ gut und schnell hinbekommen sollten.
Wir müssen "nur noch" die Bauteile, welche gedruckt werden müssen, mit unserem Holzdrucker schön hinbekommen - da bin ich mittlerweile aber guter Dinge, da die Druckergebnisse mit 0.16 mm Layerhöhe wirklich in Ordnung aussehen.
Ab dem 20.11. habe ich Urlaub, bis dahin möchte ich die gedruckten Teile für den Mendel90 fertig haben und mit dem Bau beginnen. Ich mache hier im Forum dann auch ein Bautagebuch auf.
Quote
xsven80x
Layerhöhe von 0.1mm ist mMn. für den Anfang viel zu gering. Mein Tipp wäre, erstmal mit 0.3mm anzufangen. Je geringer die Layerhöhen, desto schneller entstehen "Fehler". Erstmal eine relativ hohe Layerhöhe einstellen und dann die Fehler beseitigen. Dann weiter die Feinheiten optimieren und die Drucke "feiner" machen (geringere Layerhöhen). Davon ab halte ich 0.1mm schon für recht gut, meine Drucke mache ich in der Regel in 0.2 mm, das ist IMHO ein guter Kompromiss zwischen Dauer der Fertigstellung und Feinheit der Oberfläche. Nur wenn etwas "besonders schön" werden soll, dann gehe ich auf 0.1 oder sogar drunter.
In den Dateianhängen ist ein Bild des bisher besten 0.1 mm Würfels (gestern Abend entstanden), danach habe ich mal ein paar Dinge von Thingiverse mit einer Layerhöhe von 0.16 mm gedruckt und es kamen recht brauchbare Ergebnisse dabei raus.
Probiere es in den nächsten Tagen mal mit 0.2 und 0.3 mm.Quote
xsven80x
Für weiter Versuche mal das Filament messen und wenn es nur unwesentlich vom Soll-Maß 1.75mm abweicht dann Multi auf 1 und Filament auf 1.75. Dann kalibrieren.
Der Durchmesser vom Filament scheint mir sehr genau zu sein, habe beim Kauf auch darauf geachtet ein Filament mit einer max. Toleranz von 0.02 mm zu kaufen. Multi auf 1? Was bedeutet das?
Quote
xsven80x
Ansonsten hast du ein Problem mit deiner Z-Achse. Immer an den gleichen Stellen kommt ein Versatz. Prüf mal, ob die Achse in diesen Bereichen hakt (durch manuelles Verfahren der Achse). Dies ist entsprechend zu beseitigen.
Mir ist aufgefallen, dass diese 2-3 fehlerhaften Layer immer auf Höhe der "Spitzen" des Y oder X im Würfel auftreten. Der Drucker macht hier scheinbar einen Retract vom Filament (der erste Layer dieser Spitzen in den Buchstaben besteht nur aus einem Strich, sprich die Düse fährt vom Inneren des Würfels nach außen, retracted und fährt wieder zurück, druckt dann die Umrandung weiter) und bekommt danach das Filament nicht schnell genug wieder zur Düse geführt - kann das sein?
Quote
xsven80x
Warping: Ggf. andere Druckbettauflage (viele schwören auf FR4 als günstige und haltbare Lösung). Ansonsten mit der Temp des Heizbett experimentieren. Ein Elefantenfuß sieht eigentlich anders aus, hier ist dann das dicke Ende unten, dann ist das Heizbett zu heiss und die Bauteilekühlung zu schwach.
Mit der Temperatur des Heizbettes habe ich mittlerweile schon alles durchprobiert, von 50 bis 75 °C immer in 5 °C Schritten einen Druck gemacht. Bei 55 °C Heizbett-Temperatur kamen die besten Ergebnisse raus, deshalb werde ich wohl mal eine andere Druckbettauflage ausprobieren müssen.
Sooo, kommen wir nun auf den Drucker an sich zu sprechen...
Quote
xsven80x
Ohne an euren Fähigkeiten zweifeln zu wollen, ich kann mir nicht vorstellen, dass die Teile so exakt montiert werden können, so dass die Rods alle wirklich paralell zueinander verlaufen.
Wenn ich euch einen Rat geben darf: nutzt die vorhandenen Teile, investiert noch einmal 100 Eur für nen vernünftigen Frame. Für nen Toolson-Drucker würde ich euch einen Satz Druckteile zu einem äusserst günstigen Preis überlassen, ich glaube, damit würdet ihr glücklicher. Da hättet ihr eine Basis, mit der man Arbeiten kann.... -> Nicht böse sein jetzt! ;-)
First of all: ich bin hier niemandem böse, der konstruktive Kritik bringt - dafür bin ich nämlich sehr dankbar!
Wie ich bereits geschrieben habe sind wir absolute Neulinge im Bereich 3D-Druck und haben uns deshalb (leider) auf dieses Buch vom Franzis-Verlag verlassen, der Drucker ist (leider) 1:1 nach der Anleitung des Buchs entstanden. Schon beim Bau sind uns (selbst als Neulinge) viele Dinge aufgefallen, die man hätte anders/besser gestalten können, sind aber erstmal stur nach der Anleitung vorgegangen, weil wir dachten, dass das schon alles irgendwie einen Sinn ergibt, denn der Autor wird ja (hoffentlich) Ahnung haben.
Quote
xsven80x
Riemenstrecken müssen parallel zueinander geführt werden. Hier passen scheinbar die Umlenkrollen nicht?
Das ist zum Beispiel eines dieser Dinge - die Umlenkrollen sind viel zu riesig, leider wird es im Buch aber genau so beschrieben und wir haben es erstmal so nachgebaut, obwohl uns das direkt aufgefallen war...
Wir wissen mittlerweile selbst, dass der Aufbau des Druckers viele Fehler hat, auch wenn wir so genau wie möglich gearbeitet haben, und auch die Kontruktion aus Holz nicht wirklich zielführend ist (der Drucker steht in der Garage, welche nicht beheizt ist, und man merkt am Heizbett schon, wie sehr das Holz bei Temperaturschwankungen arbeitet). Wenn man das Heizbett am vorherigen Tag "warm" kalibriert hat und am nächsten Tag etwas ausdrucken will, wenn der Drucker nachts in der kalten Garage stand, darf man erstmal wieder neu kalibrieren...
DESHALB haben wir uns schon alle Bauteile für einen Nophead Dibond Mendel90 (http://reprap.org/wiki/Mendel90/de) gekauft, dieser wird dann auch einen Bowden Extruder mit einem E3D-V6 Hot End haben.
Wir haben uns für den Mendel90 entschieden, da unser Drucker (der Franzis-Verlag nennt ihn den "FranzisMendel") ein Klon des Mendel90 ist und wir durch unsere Erfahrung, die wir beim Bau des Druckers gesammelt haben, den Mendel90 relativ gut und schnell hinbekommen sollten.Wir müssen "nur noch" die Bauteile, welche gedruckt werden müssen, mit unserem Holzdrucker schön hinbekommen - da bin ich mittlerweile aber guter Dinge, da die Druckergebnisse mit 0.16 mm Layerhöhe wirklich in Ordnung aussehen.
Ab dem 20.11. habe ich Urlaub, bis dahin möchte ich die gedruckten Teile für den Mendel90 fertig haben und mit dem Bau beginnen. Ich mache hier im Forum dann auch ein Bautagebuch auf.
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 12. November 2017 00:53 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 888 |
Moin
Wenn ich es richtig sehe, dann druckt dein Drucker spiegelverkehrt. Evtl. wirst du da nicht richtig glücklich mit den Teilen für den neuen Drucker.
In dem Bild von deinem Drucker habe ich gesehen dass dein X-Motor und Endstop auf der rechten Seite sind.
Rechts ist hier aber Max und nicht Min. Also müsstest du das Homing der X-Achse in der Firmware invertieren.
Andere Möglichkeit wäre den Endstop auf die linke Seite umbauen und die Drehrichtung vom Motor ändern.
Das geht entweder in der Firmware oder durch einfaches Drehen des X-Motorsteckers im stromlosen Zustand.
Solltest du die X-Achse auf Max homen oder die Bilder gespiegelt haben, dann ignoriere einfach mein geschreibsel
Gruß
Siggi
Geeetech I3 Pro B 8mm Acryl - Mega 2560 - Ramps 1.4 - TMC2100 - MK42 - E3DV6-Clone 0,4 - SSR 522-1dd60-40 (A-Senco) - Marlin RC8Bugfix 26.12.2016 - Repetier Host - Windows 7 64 Bit
Vulcanus mit Linearschienen
Anycubic i3 Mega
Wenn ich es richtig sehe, dann druckt dein Drucker spiegelverkehrt. Evtl. wirst du da nicht richtig glücklich mit den Teilen für den neuen Drucker.
In dem Bild von deinem Drucker habe ich gesehen dass dein X-Motor und Endstop auf der rechten Seite sind.
Rechts ist hier aber Max und nicht Min. Also müsstest du das Homing der X-Achse in der Firmware invertieren.
Andere Möglichkeit wäre den Endstop auf die linke Seite umbauen und die Drehrichtung vom Motor ändern.
Das geht entweder in der Firmware oder durch einfaches Drehen des X-Motorsteckers im stromlosen Zustand.
Solltest du die X-Achse auf Max homen oder die Bilder gespiegelt haben, dann ignoriere einfach mein geschreibsel
Gruß
Siggi
Geeetech I3 Pro B 8mm Acryl - Mega 2560 - Ramps 1.4 - TMC2100 - MK42 - E3DV6-Clone 0,4 - SSR 522-1dd60-40 (A-Senco) - Marlin RC8Bugfix 26.12.2016 - Repetier Host - Windows 7 64 Bit
Vulcanus mit Linearschienen
Anycubic i3 Mega
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 13. November 2017 04:50 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Quote
siggi60
Wenn ich es richtig sehe, dann druckt dein Drucker spiegelverkehrt. Evtl. wirst du da nicht richtig glücklich mit den Teilen für den neuen Drucker.
Ui, da hat sich jemand die Fotos sehr genau angeschaut
Das habe ich in der Tat vor drei Tagen schon behoben, indem ich die X-Achse invertiert habe und den Enstopp rechts nun als MAX-Endstopp nutze. Danke aber für den Hinweis und dass du so genau hingeschaut hast! Im Anhang ist ein Foto von einem der Dinge (Mini Drawer), die ich am Freitag mit 0.16 mm Layerhöhe gedruckt habe. Damit war ich eigentlich recht zufrieden und zuversichtlich, dass ich mit diesen Settings die Teile für den neuen Drucker herstellen kann.
Ich habe also mit dem Druck eines Compact Bowden Extruders begonnen und habe (bei gleichen Settings) wieder missing Steps/shifted Layers auf der Y-Achse... So langsam verzweifle ich. Scheinbar kann ich mit meinem Drucker nichts anderes als Würfel drucken - vielleicht sollte ich einen ganzen Haufen Würfel drucken und daraus einen neuen Drucker zusammenschustern
Heute Abend gebe ich dem Motor der Y-Achse nochmal mehr Saft und hoffe, dass sich das Problem dadurch erledigt...
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 13. November 2017 09:27 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 888 |
Quote
Maaarsl
Quote
siggi60
Wenn ich es richtig sehe, dann druckt dein Drucker spiegelverkehrt. Evtl. wirst du da nicht richtig glücklich mit den Teilen für den neuen Drucker.
Ui, da hat sich jemand die Fotos sehr genau angeschaut
.
Da hast du aber auch Glück gehabt
Eigentlich bin ich immer zu bequem auf Links zu Bildern zu drücken und schaue mir nur Fotos an die mit dem Button in den Beitrag eingefügt werden
Der Button erscheint auch nur wenn das Bild hochgeladen wurde.

Gruß
Siggi
Geeetech I3 Pro B 8mm Acryl - Mega 2560 - Ramps 1.4 - TMC2100 - MK42 - E3DV6-Clone 0,4 - SSR 522-1dd60-40 (A-Senco) - Marlin RC8Bugfix 26.12.2016 - Repetier Host - Windows 7 64 Bit
Vulcanus mit Linearschienen
Anycubic i3 Mega
|
Re: Neuling benötigt Hilfe bei Einstellungen/Firmware, u.a. Layer auf Y-Achse verschoben 16. December 2017 11:54 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 93 |
Die Probleme mit verschobenen Layern auf der Y-Achse waren endlich behoben, nachdem ich dem Motor der Y-Achse nochmals mehr Saft gegeben habe. Mittlerweile habe ich auch die Bauteile für einen Dibond Mendel90 (nophead) gedruckt - nicht perfekt, aber man kann damit arbeiten. Den Bau des Mendel90 halte ich in diesem Bautagebuch fest. Nachfolgend ein Foto von einem gedruckten Bauteil:
Danke, werde in Zukunft meine Bilder dann so in die Beiträge einbetten!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Quote
siggi60
Eigentlich bin ich immer zu bequem auf Links zu Bildern zu drücken und schaue mir nur Fotos an die mit dem Button in den Beitrag eingefügt werden
Danke, werde in Zukunft meine Bilder dann so in die Beiträge einbetten!
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.