PETG_Probleme mit höheren Geschwindigkeiten
geschrieben von DE_BA_17
|
PETG_Probleme mit höheren Geschwindigkeiten 19. July 2017 07:11 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 5 |
Hallo zusammen  ,
,
ich arbeite gerade mit dem Filament PETG und möchte herausfinden, wie schnell ich damit drucken kann.
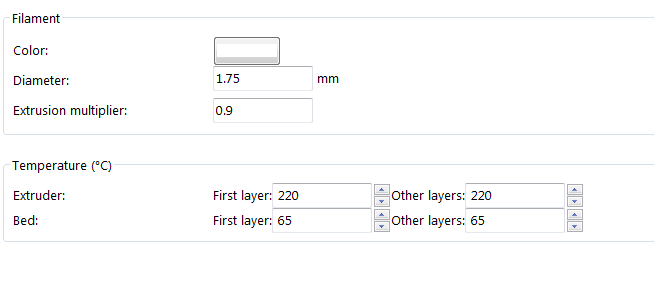
Zum Slicen benutze ich den Slic3r.
Mein Bauteil ist einwandig und hat die Maße L=15 B=5 H=12 (in mm)
Ich habe festgestellt, dass das Bauteil bis zu einer Geschwindigkeit von 50 bzw. 60 mm/s größtenteils fehlerfrei aussieht.
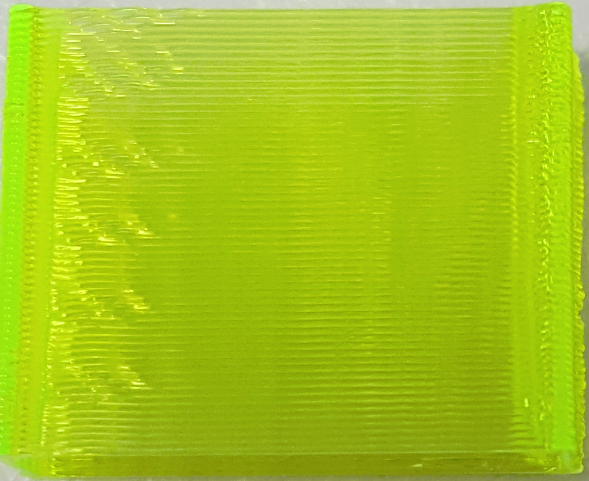
Ab 70 mm/s schleicht sich der Fehler ein, den man im Bild "Vorderseite" sieht.
Das Bauteil auf den Bildern wurde mit 90 mm/s gedruckt. Man sieht auf dem Bild "Rückseite", dass es möglich ist, mit so einer hohen Geschwindigkeit zu durcken.
Meine Fragen wäre:
Liegt es daran, dass an der Ecke der Layerwechsel stattfindet ?
Kriegt man die Vorderseite mit anderen Einstellungen besser gedruckt?
Ich hoffe, dass mir jemand helfen kann.
Vielen Dank
, ich arbeite gerade mit dem Filament PETG und möchte herausfinden, wie schnell ich damit drucken kann.
Zum Slicen benutze ich den Slic3r.
Mein Bauteil ist einwandig und hat die Maße L=15 B=5 H=12 (in mm)
Ich habe festgestellt, dass das Bauteil bis zu einer Geschwindigkeit von 50 bzw. 60 mm/s größtenteils fehlerfrei aussieht.
Ab 70 mm/s schleicht sich der Fehler ein, den man im Bild "Vorderseite" sieht.
Das Bauteil auf den Bildern wurde mit 90 mm/s gedruckt. Man sieht auf dem Bild "Rückseite", dass es möglich ist, mit so einer hohen Geschwindigkeit zu durcken.
Meine Fragen wäre:
Liegt es daran, dass an der Ecke der Layerwechsel stattfindet ?
Kriegt man die Vorderseite mit anderen Einstellungen besser gedruckt?
Ich hoffe, dass mir jemand helfen kann.
Vielen Dank
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: PETG_Probleme mit höheren Geschwindigkeiten 19. July 2017 12:04 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
|
Re: PETG_Probleme mit höheren Geschwindigkeiten 20. July 2017 02:32 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 5 |
|
Re: PETG_Probleme mit höheren Geschwindigkeiten 20. July 2017 04:20 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 122 |
Hi,
ist das nicht ein bisschen zu kalt für hohe Geschwindigkeiten. Mein PETG (Das Filament) drucke ich bei 235°C. Da liefert mein MicroSwiss E3DV6 den besten Durchsatz, allerdings erkauft mit erhöhtem Stringing.
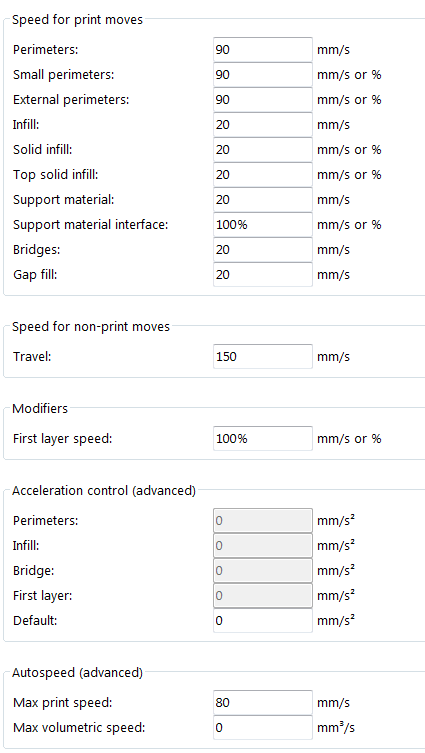
Ich finde auch den Unterschied zwischen Infill und Perimetern recht krass. Möchte man die Gesamtdruckzeit verkürzen ohne zu sehr Qualität zu verlieren könnten zumindest die externen Perimeter etwas langsamer gedruckt werden und dafür das Infill noch geringfügig schneller.
Grüße,
Gunnar.
ist das nicht ein bisschen zu kalt für hohe Geschwindigkeiten. Mein PETG (Das Filament) drucke ich bei 235°C. Da liefert mein MicroSwiss E3DV6 den besten Durchsatz, allerdings erkauft mit erhöhtem Stringing.
Ich finde auch den Unterschied zwischen Infill und Perimetern recht krass. Möchte man die Gesamtdruckzeit verkürzen ohne zu sehr Qualität zu verlieren könnten zumindest die externen Perimeter etwas langsamer gedruckt werden und dafür das Infill noch geringfügig schneller.
Grüße,
Gunnar.
|
Re: PETG_Probleme mit höheren Geschwindigkeiten 20. July 2017 10:53 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Ich drucke auf meinem I3 mit 50mm/s (mehr und er fliegt mir um die Ohren*gg*) und hab 230-235 °C eingestellt (auch DASFILAMENT).
Sollte Er zu kalt unterwegs sein müsste der Extruder aber auch das knacken anfangen.
PETG sollte man übrigens mit möglichst gleichbleibender Geschwindigkeit (sonst haften aneinander liegende Bereiche wie Perimeter und Infill eventuell nicht richtig) und möglichst geringer Kühlung (sonst geht die Layerhaftung zum Teufel) drucken.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Sollte Er zu kalt unterwegs sein müsste der Extruder aber auch das knacken anfangen.
PETG sollte man übrigens mit möglichst gleichbleibender Geschwindigkeit (sonst haften aneinander liegende Bereiche wie Perimeter und Infill eventuell nicht richtig) und möglichst geringer Kühlung (sonst geht die Layerhaftung zum Teufel) drucken.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.