Extruder Kalibrieren / zuviel Filament
geschrieben von sn00py
|
Extruder Kalibrieren / zuviel Filament 05. July 2017 01:56 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Hallo ich glaube ich habe noch ein Problem mit zuviel Filament.
Mein X, Y, Z Achse habe ich schon kalibriert so auch den Extruder, genau über dem Extruder Stepper das Filament abgeschnitten, dann 100mm raus gelassen, abgeschnitten, und gemessen waren nach dem einstellen dann 100mm.
Warum glaube ich dann das zuviel Filament : erstens wurden mir letztens die Innenlöcher zugekleistert.
Und gestern habe ich einen gedruckt
und bei dem "großen" Teil (habe ich mit 60% Infill gedruckt) habe ich gemerkt, das teilweise soviel Filament draufkam, speziell im unteren Bereich wo er die ganze Fläche volldruckte das wenn er einen Layer rauffuhr und quer über das bereits gedruckte Teil fuhr am bereits gedruckten Teil streifte.
Und man sah auch das er beim drucken eher das ganze nur so verschmierte, also immer in den bereits gedruckten Bereich reinfuhr das Filament wieder aufweichte und neues dazu gab.
Beim ersten Druck Versuch mit 100% Infill, war es so schlimm das er beim "drüberfahren" sogar die Druckplatte verschob das war dann ca. beim 15 Layer sowas.
Hat noch wer Ideen was ich da Testen kann?
Mein X, Y, Z Achse habe ich schon kalibriert so auch den Extruder, genau über dem Extruder Stepper das Filament abgeschnitten, dann 100mm raus gelassen, abgeschnitten, und gemessen waren nach dem einstellen dann 100mm.
Warum glaube ich dann das zuviel Filament : erstens wurden mir letztens die Innenlöcher zugekleistert.
Und gestern habe ich einen gedruckt

und bei dem "großen" Teil (habe ich mit 60% Infill gedruckt) habe ich gemerkt, das teilweise soviel Filament draufkam, speziell im unteren Bereich wo er die ganze Fläche volldruckte das wenn er einen Layer rauffuhr und quer über das bereits gedruckte Teil fuhr am bereits gedruckten Teil streifte.
Und man sah auch das er beim drucken eher das ganze nur so verschmierte, also immer in den bereits gedruckten Bereich reinfuhr das Filament wieder aufweichte und neues dazu gab.
Beim ersten Druck Versuch mit 100% Infill, war es so schlimm das er beim "drüberfahren" sogar die Druckplatte verschob das war dann ca. beim 15 Layer sowas.
Hat noch wer Ideen was ich da Testen kann?
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 03:37 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 159 |
Hi,
zunächst mal ein paar Hinweise da du neu hier bist.
Teile uns doch deine Hard - und Softwarekonfiguration mit
- Druckername
- welches Druckprogramm und Slicer (z.B. Repetier Host, Cura, etc)
- Filamentart und Hersteller
- Druckbettheizung ja oder nein
- Düsengröße
- Drucktemperatur
Da ich nur spekulieren kann:
Prüfe erst ob die Z-Achse auch genau 100mm verfährt wenn du es einstellst
Prüfe ob du den richtigen Düsendurchmesser eingetragen hast
Prüfe den Extrusionmultipler evtl. mal auf 0,8 stellen und erneut drucken.
Viel Glück
Walter
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
zunächst mal ein paar Hinweise da du neu hier bist.
Teile uns doch deine Hard - und Softwarekonfiguration mit
- Druckername
- welches Druckprogramm und Slicer (z.B. Repetier Host, Cura, etc)
- Filamentart und Hersteller
- Druckbettheizung ja oder nein
- Düsengröße
- Drucktemperatur
Da ich nur spekulieren kann:
Prüfe erst ob die Z-Achse auch genau 100mm verfährt wenn du es einstellst
Prüfe ob du den richtigen Düsendurchmesser eingetragen hast
Prüfe den Extrusionmultipler evtl. mal auf 0,8 stellen und erneut drucken.
Viel Glück
Walter
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 03:51 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Also
- Drucker ist ein TEVO Tarantula
- Kalibriert sind X, Y, Z und Extruder alle auf 100/150 mm und müsste passen, hab es schon paar mal kontrolliert (beim ersten mal hat mich die Digitale Schiebelehre "verarscht" die sprang bei 100 mm auf 105mm .... )
- verwende Repetier Host + Slic3r
- Temperatur 215/65 für erste Layer, dann 210/60
- Material PLA, was dabei war
- Multiplier ist auf 1, und Durchmesser auf 1,72
- Düse auf 0.4
- Lüfter ab 3 Layer (glaub ich)
Wie kann ich kontrollieren, ob die Düse wirklich 0,4 mm hat?
Ich habe das Gefühl ich übersehe einfach irgendwas total hier, ansonsten druckt er eigentlich ganz brav, nur eben das er mir die Löcher teils sehr verschließt und das gestern bei der großen Fläche das sich das ganze so extrem aufgestaut hat bei größerem Infill
- Drucker ist ein TEVO Tarantula
- Kalibriert sind X, Y, Z und Extruder alle auf 100/150 mm und müsste passen, hab es schon paar mal kontrolliert (beim ersten mal hat mich die Digitale Schiebelehre "verarscht" die sprang bei 100 mm auf 105mm .... )
- verwende Repetier Host + Slic3r
- Temperatur 215/65 für erste Layer, dann 210/60
- Material PLA, was dabei war
- Multiplier ist auf 1, und Durchmesser auf 1,72
- Düse auf 0.4
- Lüfter ab 3 Layer (glaub ich)
Wie kann ich kontrollieren, ob die Düse wirklich 0,4 mm hat?
Ich habe das Gefühl ich übersehe einfach irgendwas total hier, ansonsten druckt er eigentlich ganz brav, nur eben das er mir die Löcher teils sehr verschließt und das gestern bei der großen Fläche das sich das ganze so extrem aufgestaut hat bei größerem Infill
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 04:22 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Dass er dir über die erste Schicht streift, kann sehr gut auch am falsch eingestellten Z-Offset liegen.
Soll heißen:
Layer Height: 0.2mm
First Layer: 0.2mm
Düsenabstand First Layer: 0.1mm
Und ab da stimmts nimmer. Die erste Layer wird mit doppelt so viel Material gedruckt, du erhälst einen Elefantenfuß. Nach oben hin relativiert sich das ein wenig.
Käme das denn hin?
Bzgl gekleisterter Löcher:
Retract passt? sonst kein Stringing?
Und wie schaut es mit dem Lochdurchmesser aus? Logischerweise kann ein 1mm Loch nich mehr viel haben bei der Bauteilausrichtung.
Zuletzt: Druckgeschwindigkeit? PLA bei 215°C wird ja schon gut flüssig, eine Druckgeschwindigkeit von 30mm/s würde hier also zu viel Temperatur auf zu wenig Zeit sein. Düse läuft aus, Loch kleistert zu. Nebeneffekt muss jedoch auch Stringing sein dann.
Nur ein paar Gedankengänge dazu.
Alle Angaben ohne Gewähr
Soll heißen:
Layer Height: 0.2mm
First Layer: 0.2mm
Düsenabstand First Layer: 0.1mm
Und ab da stimmts nimmer. Die erste Layer wird mit doppelt so viel Material gedruckt, du erhälst einen Elefantenfuß. Nach oben hin relativiert sich das ein wenig.
Käme das denn hin?
Bzgl gekleisterter Löcher:
Retract passt? sonst kein Stringing?
Und wie schaut es mit dem Lochdurchmesser aus? Logischerweise kann ein 1mm Loch nich mehr viel haben bei der Bauteilausrichtung.
Zuletzt: Druckgeschwindigkeit? PLA bei 215°C wird ja schon gut flüssig, eine Druckgeschwindigkeit von 30mm/s würde hier also zu viel Temperatur auf zu wenig Zeit sein. Düse läuft aus, Loch kleistert zu. Nebeneffekt muss jedoch auch Stringing sein dann.
Nur ein paar Gedankengänge dazu.
Alle Angaben ohne Gewähr
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 04:33 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Also stringing hatte ich schon viel, deswegen stellte ich Retract teilweise dann zum testen auf 5.5 mm ein.
Prinzipiell merke ich schon das beim vorheizen immer sehr viel Material schon aus der Düse läuft, bevor überhaupt mal zum drucken anfängt.
Also das Z-Offset: Muss ich da was speziell einfstellen?
Ich hab den Drucker so kalibirert, auf allen 4 Ecken die Z-Position auf 0.01 gefahren und dann so das ein normales A4 Blatt Papier mit etwas kratzen noch durchgeht.
Die ZSteps stimmen auch (gemessen, und auch am Werkstück später dann - dachte wenn der zuwenig rauffährt dann würde sich das auch so bemerkbar machen)
Was meinst du mit Layer Height: 0.2mm - First Layer: 0.2mm - Düsenabstand First Layer: 0.1mm
Düsenbreite ist 0.4mm(ok hat keinen Einfluss vermute ich mal)
asnosntne habe ich die Layer height auf 0.3 und den First Layer auf 0.35 eingestellt
Prinzipiell merke ich schon das beim vorheizen immer sehr viel Material schon aus der Düse läuft, bevor überhaupt mal zum drucken anfängt.
Also das Z-Offset: Muss ich da was speziell einfstellen?
Ich hab den Drucker so kalibirert, auf allen 4 Ecken die Z-Position auf 0.01 gefahren und dann so das ein normales A4 Blatt Papier mit etwas kratzen noch durchgeht.
Die ZSteps stimmen auch (gemessen, und auch am Werkstück später dann - dachte wenn der zuwenig rauffährt dann würde sich das auch so bemerkbar machen)
Was meinst du mit Layer Height: 0.2mm - First Layer: 0.2mm - Düsenabstand First Layer: 0.1mm
Düsenbreite ist 0.4mm(ok hat keinen Einfluss vermute ich mal)
asnosntne habe ich die Layer height auf 0.3 und den First Layer auf 0.35 eingestellt
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 04:50 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Also Cura spricht glaub ich davon, dass deine Layerheight "optimalerweise" eine Multiplikation des Düsendurchmessers sein soll. Also 0.04, 0.08, 0.12, 0.16, 0.2, etc etc
Maximal jedoch 80%, ergo 0.32mm.
Jetzt hast du dir >manuell< einen Z-Offset von einem A4 Blatt +0.01mm eingestellt, so verstehe ich deine Aussage.
Du fährst also Z 0.01 an (Nicht Z0?) und dann passt dein A4 Blatt durch.
Dein A4 Blatt ist gut für eine 0.2mm Layer Height. Miss mit der Schieblehre mal dein A4 Blatt.
Du probierst jedoch mit 0.35 - ergo presst er 0.15mm mehr auf deine Druckplatte, als eigtl möglich. Verteilung der Suppe und rumrühren darin fast vorprogrammiert
Du kannst im Start-GCode den Z-Offset mal testweise um 0.15 erhöhen, alternativ mal mit einer First Layer von 0.2mm probieren. Das Ergebnis davon wird interessant.
> es kann sein, dass Repetier&Slic3r das mit dem Z-Offset ein wenig anders handhabt als Marlin & Cura. Try and Error heißt es da, solange du nicht in Z-1 gehst, passiert deinem Bett nichts Die einfachste Methode wird wirklich sein, mal deine First Layer testweise auf 0.2mm zu setzen!
Retract: So kurz wie nötig, aber so schnell wie möglich. Irgendwie so ging ja der Spruch.
Da gehts später an Kalibrierteile. Übrigens Kalibrierteile, ein Foto von irgendwelchen Druckteilen wäre noch super. Ggf findet man noch mehr ^^
Wie ist deine Druckgeschwindigkeit? Dass am Anfang beim Aufheizen Material aus der Düse läuft ist normal.
Dein Drucker macht wahrscheinlich bei Druckstop keinen Retract, oder? Das sorgt entsprechend dafür, dass du Druck auf der Düse hast, die Düse aber abkühlt und nix passiert. Heizt sie nun wieder auf, kann der Druck abfließen. Zu guter letzt hast du noch die gute alte Schwerkraft, die dir langsam die Reste aus der Heizkammer rauszieht.
Druck auf der Düse => Aufheizphase bildet einen langen Strang, der fast deine gesamte Z-Höhe oder mehr betragen kann
Schwerkraft => Restmaterial in der Düse, sind vllt ~5cm
Alle Angaben ohne Gewähr
Maximal jedoch 80%, ergo 0.32mm.
Jetzt hast du dir >manuell< einen Z-Offset von einem A4 Blatt +0.01mm eingestellt, so verstehe ich deine Aussage.
Du fährst also Z 0.01 an (Nicht Z0?) und dann passt dein A4 Blatt durch.
Dein A4 Blatt ist gut für eine 0.2mm Layer Height. Miss mit der Schieblehre mal dein A4 Blatt.
Du probierst jedoch mit 0.35 - ergo presst er 0.15mm mehr auf deine Druckplatte, als eigtl möglich. Verteilung der Suppe und rumrühren darin fast vorprogrammiert
Du kannst im Start-GCode den Z-Offset mal testweise um 0.15 erhöhen, alternativ mal mit einer First Layer von 0.2mm probieren. Das Ergebnis davon wird interessant.
> es kann sein, dass Repetier&Slic3r das mit dem Z-Offset ein wenig anders handhabt als Marlin & Cura. Try and Error heißt es da, solange du nicht in Z-1 gehst, passiert deinem Bett nichts
Die einfachste Methode wird wirklich sein, mal deine First Layer testweise auf 0.2mm zu setzen!Retract: So kurz wie nötig, aber so schnell wie möglich. Irgendwie so ging ja der Spruch.
Da gehts später an Kalibrierteile. Übrigens Kalibrierteile, ein Foto von irgendwelchen Druckteilen wäre noch super. Ggf findet man noch mehr ^^
Wie ist deine Druckgeschwindigkeit? Dass am Anfang beim Aufheizen Material aus der Düse läuft ist normal.
Dein Drucker macht wahrscheinlich bei Druckstop keinen Retract, oder? Das sorgt entsprechend dafür, dass du Druck auf der Düse hast, die Düse aber abkühlt und nix passiert. Heizt sie nun wieder auf, kann der Druck abfließen. Zu guter letzt hast du noch die gute alte Schwerkraft, die dir langsam die Reste aus der Heizkammer rauszieht.
Druck auf der Düse => Aufheizphase bildet einen langen Strang, der fast deine gesamte Z-Höhe oder mehr betragen kann
Schwerkraft => Restmaterial in der Düse, sind vllt ~5cm
Alle Angaben ohne Gewähr
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 05:06 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Ok das mit dem Z-Offset verstehe ich noch nicht so ganz
Mein Gedanke, bzw so wie ich es gelesen habe war folgender:
- Zuerst fahre ich den Drucker in HomePosition
- Dann gehe ich mal davon aus mein Papier hat eine Dicke von 0.1 mm
- Deswegen fahre ich den Drucker in Z auf eben 0.1 mm
- Nun stelle ich mein Bett so ein, das es per einem Z von 0.1mm überall das Papier streift
- Dadurch sollte nun bei einem Z von 0.00mm die Düse überall genau am Bett ankommen.
SO meine GROSSE Frage nun, wenn ich es eingestellt habe das bei Z 0.00 die Düse genau auf dem Bett aufliegt.
Und ich eine Layer Width von 0.3 und first layerwidth von 0.35 habe
MUSS ich nun manuell einen Z-Offset einstellen und wenn ja wi errechne ich mir das?
Übrigens weil du da was von Repetier bei mir geschreiben hast, Firmeware verwende ich MARLIN (Drucksoftware am PC ist Repitier HOST)
Mein Gedanke, bzw so wie ich es gelesen habe war folgender:
- Zuerst fahre ich den Drucker in HomePosition
- Dann gehe ich mal davon aus mein Papier hat eine Dicke von 0.1 mm
- Deswegen fahre ich den Drucker in Z auf eben 0.1 mm
- Nun stelle ich mein Bett so ein, das es per einem Z von 0.1mm überall das Papier streift
- Dadurch sollte nun bei einem Z von 0.00mm die Düse überall genau am Bett ankommen.
SO meine GROSSE Frage nun, wenn ich es eingestellt habe das bei Z 0.00 die Düse genau auf dem Bett aufliegt.
Und ich eine Layer Width von 0.3 und first layerwidth von 0.35 habe
MUSS ich nun manuell einen Z-Offset einstellen und wenn ja wi errechne ich mir das?
Übrigens weil du da was von Repetier bei mir geschreiben hast, Firmeware verwende ich MARLIN (Drucksoftware am PC ist Repitier HOST)
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 05:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 159 |
- Korrigiere bitte den Durchmesser auf 1,75
- gehe mit der Temperatur runter auf 200 C
- ändere den Multipler auf 0,9 bzw. 0,8
- geh mit dem Infill runter auf 40%
- drücke damit jeweils ein Teil und stell ein Foto hier ein
- beachte die anderen Hinweise
Nicht jede Düse wo 0,4 drauf steht hat auch 0,4 - dass du es nicht messen kannst ist mir klar, aber ein optischer Vergleich mit anderen bei dir vorhandenen Düsen ist doch möglich.
2-mal bearbeitet. Zuletzt am 05.07.17 05:21.
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
- gehe mit der Temperatur runter auf 200 C
- ändere den Multipler auf 0,9 bzw. 0,8
- geh mit dem Infill runter auf 40%
- drücke damit jeweils ein Teil und stell ein Foto hier ein
- beachte die anderen Hinweise
Nicht jede Düse wo 0,4 drauf steht hat auch 0,4 - dass du es nicht messen kannst ist mir klar, aber ein optischer Vergleich mit anderen bei dir vorhandenen Düsen ist doch möglich.
2-mal bearbeitet. Zuletzt am 05.07.17 05:21.
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 05:17 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Werde ich machen, leider habe ich nur eine Düse im Moment (weitere sind bestellt und am weg)
Temperatur habe ich deswegen so hoch weil auf der Verpackung 210° steht.
Aber das mit dem Offset wäre noch wichtig, muss ich einstellen das bei Z 0.00 die Düse genau auf dem Druckbett aufliegt.
Oder das bei Z 0.00 die Düse ÜBER dem Druckbett liegt, damit er den ersten Layer drucken kann und nicht nur schmiert?
Temperatur habe ich deswegen so hoch weil auf der Verpackung 210° steht.
Aber das mit dem Offset wäre noch wichtig, muss ich einstellen das bei Z 0.00 die Düse genau auf dem Druckbett aufliegt.
Oder das bei Z 0.00 die Düse ÜBER dem Druckbett liegt, damit er den ersten Layer drucken kann und nicht nur schmiert?
|
Re: Extruder Kalibrieren / zuviel Filament 05. July 2017 12:40 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Du musst einstellen das Deine Düse bei Z-0 und voller Temperatur auf dem Druckbett steht ,deswegen wird mit einem Blatt Papier eingestellt, meistens ist da die Düse kalt und die dehnt sich noch etwas wenn sie aufgeheizt wird. Wenn der Druck startet geht Dein Drucker noch um die eingestellte Layerhöhe nach oben und dann wird erst gedruckt.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: Extruder Kalibrieren / zuviel Filament 06. July 2017 01:21 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Also gestern hab ich sie genau eingestellt, Hotend und Bett auf Temperatur gebracht dann Z auf 0.01 gefahren und überall so das ich ein Blatt Papier (Gemessen auch 0.01) überall durchbrachte mit etwas kratzen)
Dann habe ich gedruckt und wenn die Fläche unten gedruckt wird, da sind ja die ersten 3 Layer Vollflächig dann kratzt er jedesmal hörbar und teilweise auch sichtbar beim fahren über die bereits gedruckten Layer drüber.
Ist das normal?
Dann habe ich gedruckt und wenn die Fläche unten gedruckt wird, da sind ja die ersten 3 Layer Vollflächig dann kratzt er jedesmal hörbar und teilweise auch sichtbar beim fahren über die bereits gedruckten Layer drüber.
Ist das normal?
|
Re: Extruder Kalibrieren / zuviel Filament 06. July 2017 01:44 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
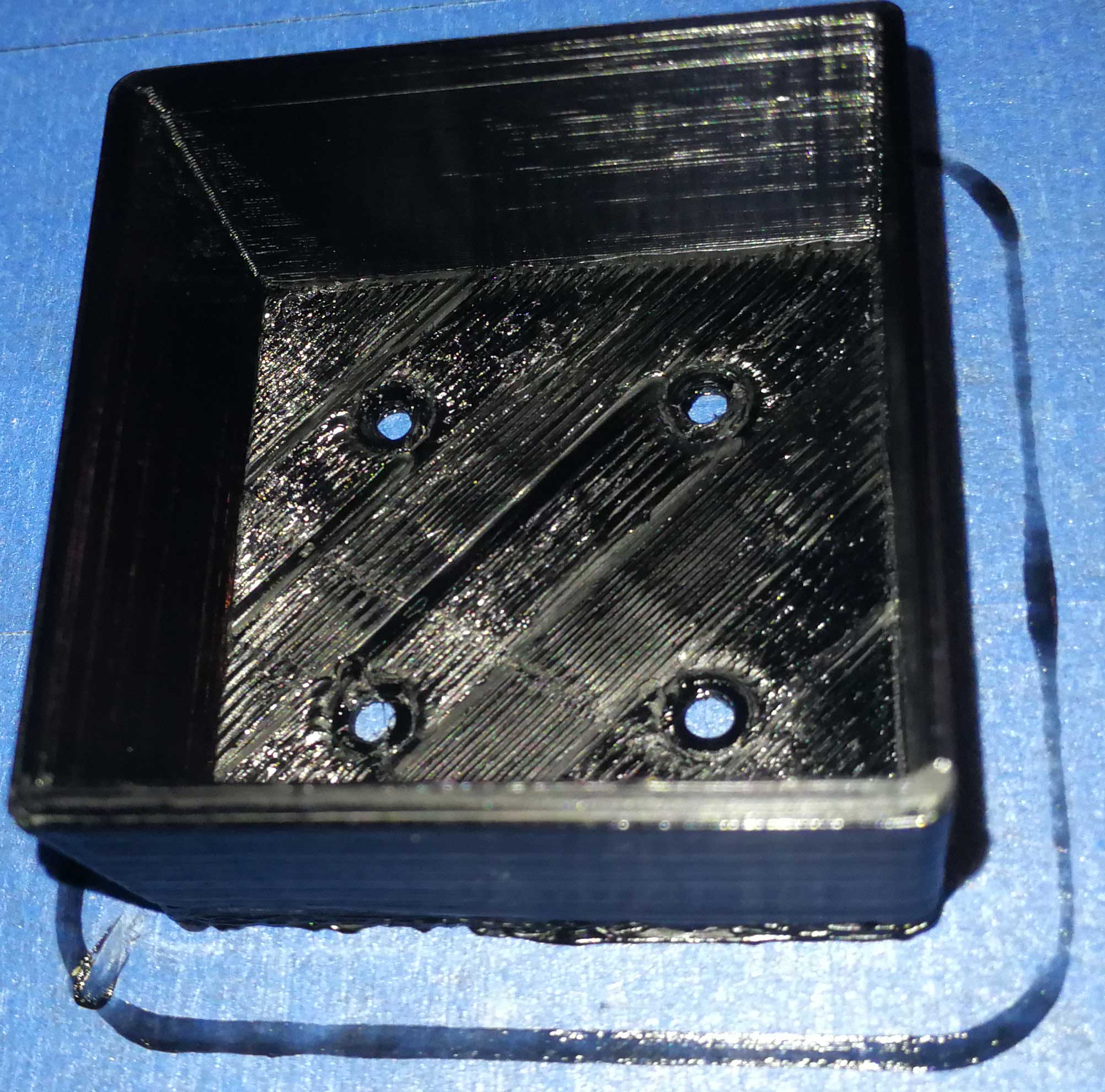
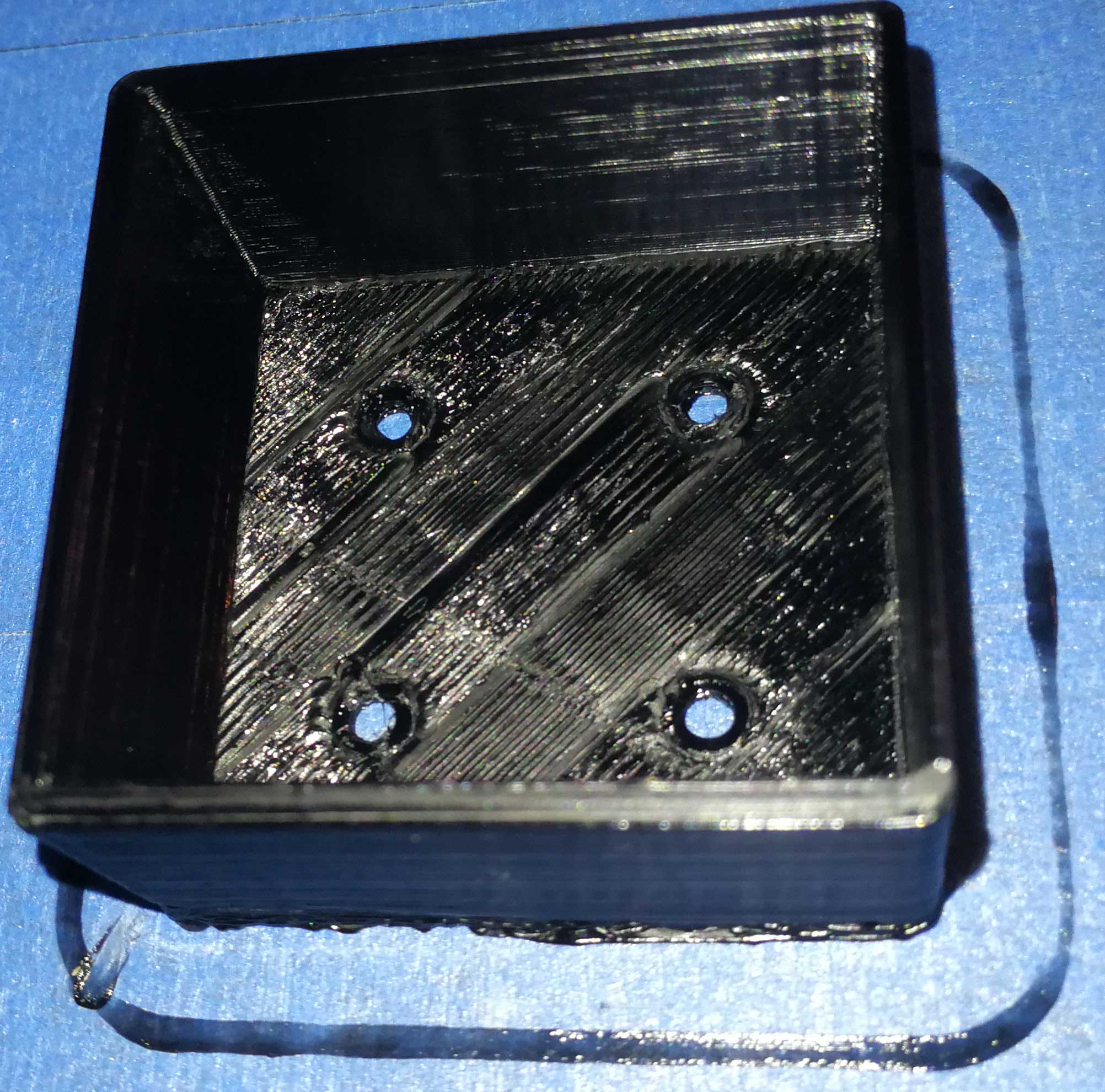
Also hier mal die Fotos :
f1: da sieht man schön wie er während dem Drucken über den bereits gedruckten Bereich fährt und dabei deutliche spuren hinterlässt ... ist das normal?
f2: Da war der Brim nur 1 mm entfernt und das war mir dann zu knapp deswegen abbruch und erneut - Brim deswegen teilweise 3 Bahnen da die ersten Bahnen sieht man auch auf f3 teilweise extrem ungleichmässig werden.
f3-f5 sind dann das fertige Teil.
Generell einfach zu sagen, die Wände (hätte ich als nichtwissender gesagt ) passen eigentlich ganz gut, aber alles was vollflächig ist, sieht bescheiden aus ....
f1: da sieht man schön wie er während dem Drucken über den bereits gedruckten Bereich fährt und dabei deutliche spuren hinterlässt ... ist das normal?
f2: Da war der Brim nur 1 mm entfernt und das war mir dann zu knapp deswegen abbruch und erneut - Brim deswegen teilweise 3 Bahnen da die ersten Bahnen sieht man auch auf f3 teilweise extrem ungleichmässig werden.
f3-f5 sind dann das fertige Teil.
Generell einfach zu sagen, die Wände (hätte ich als nichtwissender gesagt ) passen eigentlich ganz gut, aber alles was vollflächig ist, sieht bescheiden aus ....
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 01:23 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 02:45 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 159 |
Sorry, aber wie sollen wir dir helfen wenn du uns entscheidende Faktoren vorenthältst.
Hast du das gemacht was ich dir geraten habe und andere ??
Wie sind denn deine Einstellungen jetzt z.B. Für first Layer height und width ?
Allein die Bilder nutzen daher nichts.
Nun mal meine empfohlene Vorgehensweise für dich.
Ich nehme an, dass du bei deiner 0,4 Düse als Extrusionsbreite 0,48 stehen hast.
Mach die empfohlenen Grundeinstellungen. Ändere den Bettabstand so lange bis die erste Schicht noch gerade auf der Druckplatte haftet - nach deinen Bildern bist du zu dicht am Bett mit der ersten Schicht.
Jetzt druckst du je einen Würfel mit Multipler 1,0, 0,9 und 0,8.
Fotografieren, hier einstellen und folgendes dazu schreiben
- Mutipler
- Drucktemperatur
- Druckgeschwindigkeit
- Anzahl der Bottom und Toplayer
- Schichthöhe
Gruß
Walter
5-mal bearbeitet. Zuletzt am 07.07.17 03:03.
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
Hast du das gemacht was ich dir geraten habe und andere ??
Wie sind denn deine Einstellungen jetzt z.B. Für first Layer height und width ?
Allein die Bilder nutzen daher nichts.
Nun mal meine empfohlene Vorgehensweise für dich.
Ich nehme an, dass du bei deiner 0,4 Düse als Extrusionsbreite 0,48 stehen hast.
Mach die empfohlenen Grundeinstellungen. Ändere den Bettabstand so lange bis die erste Schicht noch gerade auf der Druckplatte haftet - nach deinen Bildern bist du zu dicht am Bett mit der ersten Schicht.
Jetzt druckst du je einen Würfel mit Multipler 1,0, 0,9 und 0,8.
Fotografieren, hier einstellen und folgendes dazu schreiben
- Mutipler
- Drucktemperatur
- Druckgeschwindigkeit
- Anzahl der Bottom und Toplayer
- Schichthöhe
Gruß
Walter
5-mal bearbeitet. Zuletzt am 07.07.17 03:03.
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 03:11 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Ok werde ich heute nachmittag dann so machen
Meine Einstellungen sind im Moment :
Layer Height: 0.3
First Layer: 0.35
Solid & Bottom Layer: 2 (normalerweise 3 aber da er mir zu viel drüberkratzte)
Slicer: slic3r 1.2.9, werde aber demnächst zu Octoprint wechseln und dort ist der Cura drauf .... also wenn cura besser wäre ?
Frage1: Layer Width gibt es bei mir keine Einstellung
Meine Einstellungen sind im Moment :
Layer Height: 0.3
First Layer: 0.35
Solid & Bottom Layer: 2 (normalerweise 3 aber da er mir zu viel drüberkratzte)
Slicer: slic3r 1.2.9, werde aber demnächst zu Octoprint wechseln und dort ist der Cura drauf .... also wenn cura besser wäre ?
Frage1: Layer Width gibt es bei mir keine Einstellung
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 03:24 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 159 |
Nimm doch die Standartwerte für 0,4er Düse:
Layer Hight: 0,2
First Layer: 0,2
Slicer ist ok, probiere es erst mal damit bevor du was Neues ausprobierst.
Habe jetzt keinen Zugriff auf die PRG,s aber die Layer Width kann man einstellen, bei Einstellung "Auto" ist das 0,48
Wo wohnst du denn, bei Teilnahme an einem Druckertreffen könnte man dir besser helfen.
1-mal bearbeitet. Zuletzt am 07.07.17 03:27.
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
Layer Hight: 0,2
First Layer: 0,2
Slicer ist ok, probiere es erst mal damit bevor du was Neues ausprobierst.
Habe jetzt keinen Zugriff auf die PRG,s aber die Layer Width kann man einstellen, bei Einstellung "Auto" ist das 0,48
Wo wohnst du denn, bei Teilnahme an einem Druckertreffen könnte man dir besser helfen.
1-mal bearbeitet. Zuletzt am 07.07.17 03:27.
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 03:28 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 11:13 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
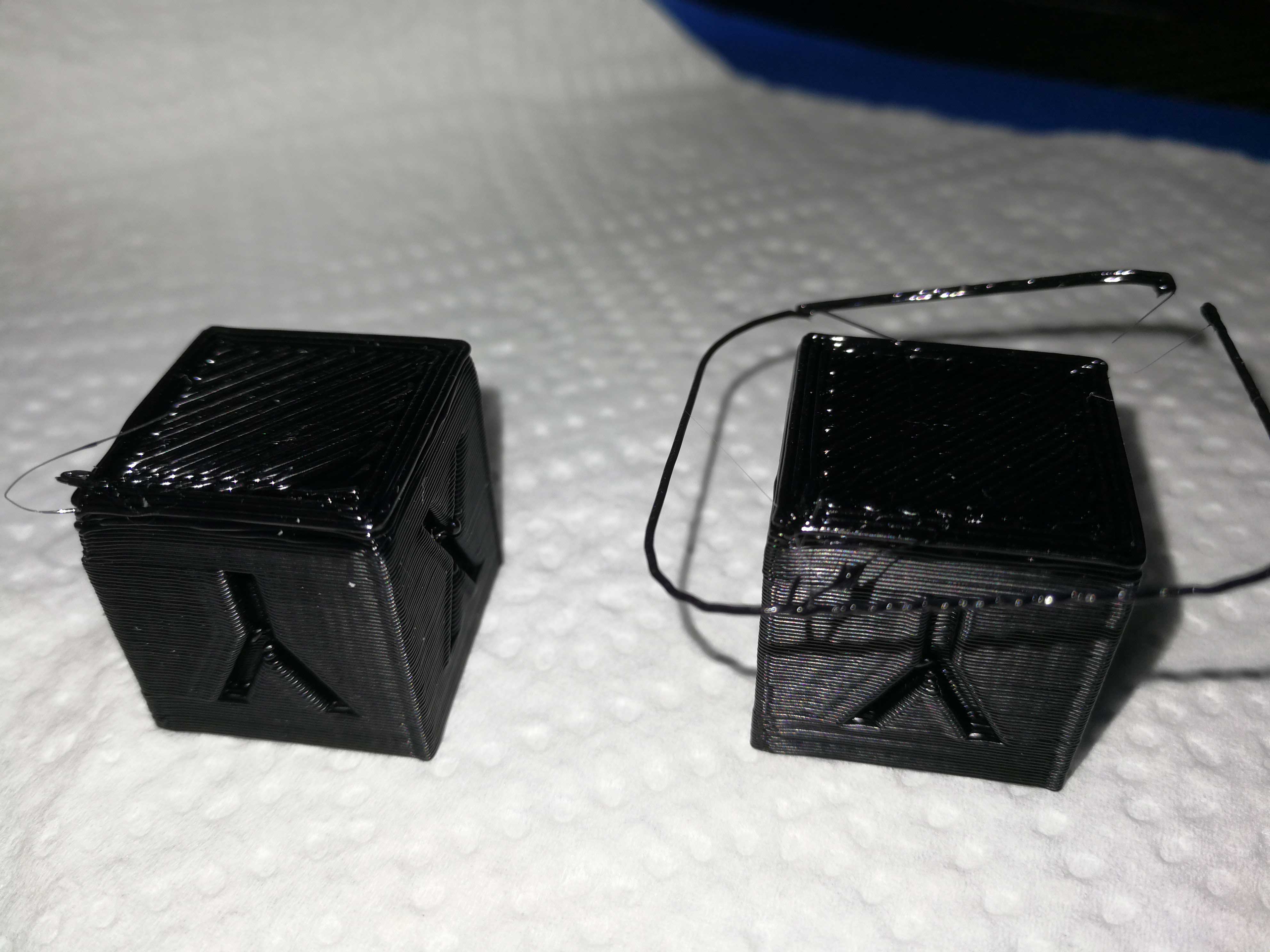
Also, mit 0.2 für den ersten Layer habe ich absolut keine Chance ... da hält gar nix.
Was mir komisch vorkommt, ist das auch während dem aufheizen doch sehr sehr viel Filament rauskommt, und wenn dann das Teil gedruckt wird dann kommt (wenns haftet) erst beim 2ten oder dritten Skim Umrandung wieder Filament raus, und wenn dann was kommt dann bleiben immer Fäden die er dann mitzieht.
DAs erste Teil (links) habe ich mit 0.2 mm Abstand, das rechte mit 0.1 mm Abstand gedruckt.
Kann man da was sagen was als nächstes getestet werden sollte ...
Was mir komisch vorkommt, ist das auch während dem aufheizen doch sehr sehr viel Filament rauskommt, und wenn dann das Teil gedruckt wird dann kommt (wenns haftet) erst beim 2ten oder dritten Skim Umrandung wieder Filament raus, und wenn dann was kommt dann bleiben immer Fäden die er dann mitzieht.
DAs erste Teil (links) habe ich mit 0.2 mm Abstand, das rechte mit 0.1 mm Abstand gedruckt.
Kann man da was sagen was als nächstes getestet werden sollte ...
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 11:38 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 159 |
Du machst es einem wirklich schwer dir zu helfen !!
Ich hatte dir doch die Grundeinstellung mitgeteilt und dass du erst mal versuchen sollst durch manuelle Einstellungen des Abstandes Düse zu Druckbett, einen ersten Layer zu drucken der haftet - warum machst du das nicht. Wenn dieser Grundabstand im Verhältnis zur First Layer Hight nicht stimmt, nutzt das allles hier nichts. Deine eigensinnigen Einstellungen gehen dann ins Leere.
Andere Werte (Temp. etc.) hast du wieder nicht mitgeteilt.
Und wenn deine Düse so sabbert, dann lass ihn erst mal 5 oder 10 Skim drucken !
Das ist ein bisschen Arbeit, aber wenn du das nicht machst wird der Erfolg noch lange auf sich warten lassen.
Einfach mal nicht nachdenken und das machen was andere dir sagen die drucken können.
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
Ich hatte dir doch die Grundeinstellung mitgeteilt und dass du erst mal versuchen sollst durch manuelle Einstellungen des Abstandes Düse zu Druckbett, einen ersten Layer zu drucken der haftet - warum machst du das nicht. Wenn dieser Grundabstand im Verhältnis zur First Layer Hight nicht stimmt, nutzt das allles hier nichts. Deine eigensinnigen Einstellungen gehen dann ins Leere.
Andere Werte (Temp. etc.) hast du wieder nicht mitgeteilt.
Und wenn deine Düse so sabbert, dann lass ihn erst mal 5 oder 10 Skim drucken !
Das ist ein bisschen Arbeit, aber wenn du das nicht machst wird der Erfolg noch lange auf sich warten lassen.
Einfach mal nicht nachdenken und das machen was andere dir sagen die drucken können.
1.: Sparkcube xl 1.1 mit 2 Z-Achsen über Riemen / RADDS1.5 mit Thb7128 / Repetier / E3dV6 Hotend / RADDS-LCD/Simplify 3D
2.: Eigenbau-Drucker mit 300x300x400 Bauraum, 2 Z-Achsen über Riemen, Hiwin Linearschienen, Igus Steilgewindespindeln 10x25 für X und Y, RADDS 1.5, THB 7128, M542
3.: MKC MK2 Mini mit 100x100x130 Bauraum, mit 2 Z-Achsen über Riemen, RADDS 1.5 mit RAPS128,
4.: Wanhao Duplicator 8
5.: Eigenbau DLP
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 13:58 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Das Problem ist bei mir funktioniert das einfach so nicht .... wenn ich den First Layer nicht auf 0.4 einstelle dann bleibt der erste Layer einfach nicht am Kreppband, oder der Carbonplatte beides probiert.
ein 0,2 gar keine chance.....
und das auch nur bei 210°, bei 200° gehts auch nicht
Und das mit dem rumsauen beim ersten Layer da helfen leider die 5-10 Skims auch nicht das erste was da runterläuft das schiebt er fast immer mit und bleibt dann meist im ersten layer vom Teil selber kleben
ein 0,2 gar keine chance.....
und das auch nur bei 210°, bei 200° gehts auch nicht
Und das mit dem rumsauen beim ersten Layer da helfen leider die 5-10 Skims auch nicht das erste was da runterläuft das schiebt er fast immer mit und bleibt dann meist im ersten layer vom Teil selber kleben
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 14:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 159 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Extruder Kalibrieren / zuviel Filament 07. July 2017 14:18 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.610 |
[www.thingiverse.com]
[tevoprinters.wikidot.com]
Kontrolliere mal den Zusammenbau, wenn das Hotend saut kannst Du mit Druckeinstellungen nichts erreichen.
Herzl. Grüße
[tevoprinters.wikidot.com]
Kontrolliere mal den Zusammenbau, wenn das Hotend saut kannst Du mit Druckeinstellungen nichts erreichen.
Herzl. Grüße
|
Re: Extruder Kalibrieren / zuviel Filament 10. July 2017 02:02 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Morgen,
Hab mir das am wochenende angeschaut, aber das scheint bei mir doch etwas anderes zu sein...
Hab mal ein Video gemacht, gestartet habe ich das Video nachdem die Druckplatte auf 60° geheizt wurde, und die Düse auf ca. 100° war ... man sieht das dann einiges rauskommt bis zum Drucken angefangen wird, und dieser Rest landet dann manchmal im Skim aber auch manchmal im Teil irgendwo
https://www.youtube.com/watch?v=jgfNdOjICUo
Hab mir das am wochenende angeschaut, aber das scheint bei mir doch etwas anderes zu sein...
Hab mal ein Video gemacht, gestartet habe ich das Video nachdem die Druckplatte auf 60° geheizt wurde, und die Düse auf ca. 100° war ... man sieht das dann einiges rauskommt bis zum Drucken angefangen wird, und dieser Rest landet dann manchmal im Skim aber auch manchmal im Teil irgendwo
https://www.youtube.com/watch?v=jgfNdOjICUo
|
Re: Extruder Kalibrieren / zuviel Filament 10. July 2017 05:05 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 888 |
Moin
Marlin bietet in der configuration.h folgendes an:
Das lässt sich z.B. mit einem Streifen selbstklebendem Filz umsetzen der in einen von der Düse erreichbaren Bereich geklebt wird.
Oder du deaktivierst/löscht im Start G-Code von deinem Slicer den Befehl zum Extrudieren, sollte wohl die einfachere Lösung sein
Gruß
Siggi
Geeetech I3 Pro B 8mm Acryl - Mega 2560 - Ramps 1.4 - TMC2100 - MK42 - E3DV6-Clone 0,4 - SSR 522-1dd60-40 (A-Senco) - Marlin RC8Bugfix 26.12.2016 - Repetier Host - Windows 7 64 Bit
Vulcanus mit Linearschienen
Anycubic i3 Mega
Marlin bietet in der configuration.h folgendes an:
/** * Clean Nozzle Feature -- EXPERIMENTAL * * Adds the G12 command to perform a nozzle cleaning process. * * Parameters: * P Pattern * S Strokes / Repetitions * T Triangles (P1 only) * * Patterns: * P0 Straight line (default). This process requires a sponge type material * at a fixed bed location. "S" specifies strokes (i.e. back-forth motions) * between the start / end points. * * P1 Zig-zag pattern between (X0, Y0) and (X1, Y1), "T" specifies the * number of zig-zag triangles to do. "S" defines the number of strokes. * Zig-zags are done in whichever is the narrower dimension. * For example, "G12 P1 S1 T3" will execute: * * -- * | (X0, Y1) | /\ /\ /\ | (X1, Y1) * | | / \ / \ / \ | * A | | / \ / \ / \ | * | | / \ / \ / \ | * | (X0, Y0) | / \/ \/ \ | (X1, Y0) * -- +--------------------------------+ * |________|_________|_________| * T1 T2 T3 * * P2 Circular pattern with middle at NOZZLE_CLEAN_CIRCLE_MIDDLE. * "R" specifies the radius. "S" specifies the stroke count. * Before starting, the nozzle moves to NOZZLE_CLEAN_START_POINT. * * Caveats: The ending Z should be the same as starting Z. * Attention: EXPERIMENTAL. G-code arguments may change.
Das lässt sich z.B. mit einem Streifen selbstklebendem Filz umsetzen der in einen von der Düse erreichbaren Bereich geklebt wird.
Oder du deaktivierst/löscht im Start G-Code von deinem Slicer den Befehl zum Extrudieren, sollte wohl die einfachere Lösung sein
Gruß
Siggi
Geeetech I3 Pro B 8mm Acryl - Mega 2560 - Ramps 1.4 - TMC2100 - MK42 - E3DV6-Clone 0,4 - SSR 522-1dd60-40 (A-Senco) - Marlin RC8Bugfix 26.12.2016 - Repetier Host - Windows 7 64 Bit
Vulcanus mit Linearschienen
Anycubic i3 Mega
|
Re: Extruder Kalibrieren / zuviel Filament 10. July 2017 05:15 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Hallo
Das mit dem Clean Nozzle hört sich schon mal gut an werde ich mir gleich mal anschauen - danke
Das andere habe ich noch nicht ganz verstanden - welcher GCode wäre das ... wusste nicht das da extra ein G-Code drinnen wäre den den Extruder einschaltet.
Der Motor vom Extuder läuft auch nicht, es kommt einfach so (Scherkraft und so) viel Filament raus, das dann teilweise in den Teil verarbeitet wird.
Das mit dem Clean Nozzle hört sich schon mal gut an werde ich mir gleich mal anschauen - danke
Das andere habe ich noch nicht ganz verstanden - welcher GCode wäre das ... wusste nicht das da extra ein G-Code drinnen wäre den den Extruder einschaltet.
Der Motor vom Extuder läuft auch nicht, es kommt einfach so (Scherkraft und so) viel Filament raus, das dann teilweise in den Teil verarbeitet wird.
|
Re: Extruder Kalibrieren / zuviel Filament 10. July 2017 05:27 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 922 |
Falls du die Nase neben das Bett fahren kannst, könnte es dort einfach runtertropfen und würde dann am Bett abgestreift.
So ist das bei mir, klappt in 95% der Fälle.
Gelegentlich zieht er den Faden dann doch mit hoch, dann sieht so aus wie bei dir.
Dann hilft evtl. eine Pinzette oder etwas in der Art.
Danke auch Siggi für den Tipp mit dem Clean Nozzle Feature, das kannte ich noch nicht.
Best regards / Viele Grüße
Till
So ist das bei mir, klappt in 95% der Fälle.
Gelegentlich zieht er den Faden dann doch mit hoch, dann sieht so aus wie bei dir.
Dann hilft evtl. eine Pinzette oder etwas in der Art.
Danke auch Siggi für den Tipp mit dem Clean Nozzle Feature, das kannte ich noch nicht.
Best regards / Viele Grüße
Till
|
Re: Extruder Kalibrieren / zuviel Filament 10. July 2017 05:49 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 888 |
@sn00py:
Der G-Code wäre dann sowas wie G1 E10.5 welcher 10.1mm Filament durch die Düse drückt. Evtl. würde dir im End G-Code ein Befehl wie G1 E-2 helfen. Hierdurch sollte der Extruder das Filament 2mm zurück ziehen.
Den Start und End G-Code findest du bei Slic3r unter Konfiguration - Printer Settings / Custom G-Code.
Im Endbereich von der configuration.h und configuration_adv.h sind ja einige Sachen versteckt die neu sind. Auch Sachen für die TMCs sind da versteckt (Stall Guard, Current usw.)
Gruß
Siggi
Geeetech I3 Pro B 8mm Acryl - Mega 2560 - Ramps 1.4 - TMC2100 - MK42 - E3DV6-Clone 0,4 - SSR 522-1dd60-40 (A-Senco) - Marlin RC8Bugfix 26.12.2016 - Repetier Host - Windows 7 64 Bit
Vulcanus mit Linearschienen
Anycubic i3 Mega
Der G-Code wäre dann sowas wie G1 E10.5 welcher 10.1mm Filament durch die Düse drückt. Evtl. würde dir im End G-Code ein Befehl wie G1 E-2 helfen. Hierdurch sollte der Extruder das Filament 2mm zurück ziehen.
Den Start und End G-Code findest du bei Slic3r unter Konfiguration - Printer Settings / Custom G-Code.
Im Endbereich von der configuration.h und configuration_adv.h sind ja einige Sachen versteckt die neu sind. Auch Sachen für die TMCs sind da versteckt (Stall Guard, Current usw.)
Gruß
Siggi
Geeetech I3 Pro B 8mm Acryl - Mega 2560 - Ramps 1.4 - TMC2100 - MK42 - E3DV6-Clone 0,4 - SSR 522-1dd60-40 (A-Senco) - Marlin RC8Bugfix 26.12.2016 - Repetier Host - Windows 7 64 Bit
Vulcanus mit Linearschienen
Anycubic i3 Mega
|
Re: Extruder Kalibrieren / zuviel Filament 11. July 2017 10:55 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 650 |
Hi Snoopy,
nach Sichtung Deiner Fotos kann ich nur sagen Deine Druckbetthöhe stimmt nicht.
Die Flachwürste zeigen eindeutig den zu geringen Abstand der Düse zum Druckbett und erklären auch warum Dein Hotend kleckert.
Das Filament wird in die Düse gepresst und wenn dann durch zu geringen "Durchmesser" (was ja durch den geringen Abstand bedingt ist) läuft natürlich weniger Filament auf das Druckbett und der Druck in der Düse steigt an... und sowie es geht ist der "Hahn" ja wieder offen und der Druck wird durch kleckern entspannt.
Bei der Ausrichtung vom Druckbett sollte in erster Linie die Mechanik stimmen.
Meine manuelle Methode sieht so aus:
Das Druckbett "etwas tieferlegen" und mit dem Drucker Z-Endstop anfahren und diesen auslösen.
Ob Bett und Düse aufgeheizt sind spielt nach meiner Erfahrung nicht so die ultimative Rolle... von Vorteil ist´s schon wenn alles warm ist.
Dann die Stepper abschalten und nun die Abstandseinstellung zur Düse mit dem berühmten Blatt Papier durchführen.
Diese Prozedur solltest Du 2-3 mal an mindestens 9 Punkten des Druckbetts durchführen.
Wenn es dann noch nötig sein sollte zu korrigieren... OK dann kann für bestimmte Druckjobs eine Anpassung im Slicer vorgenommen werden.
siehe auch hier
so das war nun mein Statement
1-mal bearbeitet. Zuletzt am 11.07.17 10:56.
Die Dummheit ist rund. Niemand weiß, wo sie anfängt und wo sie aufhört.
------------------------------------------------------------------------------------------------------------------------------------
(Wood) CTC - i3Clone a.D.
(Yellow) i3-Steel Eigenbau ( Ramps 1.4 )
(Green) Prusa i3-MK3
(Red) DICE von Skimmy
(Blue) Anycubic Chiron
(Grey) Qidi-Tech X-MAX
Luclass
nach Sichtung Deiner Fotos kann ich nur sagen Deine Druckbetthöhe stimmt nicht.
Die Flachwürste zeigen eindeutig den zu geringen Abstand der Düse zum Druckbett und erklären auch warum Dein Hotend kleckert.
Das Filament wird in die Düse gepresst und wenn dann durch zu geringen "Durchmesser" (was ja durch den geringen Abstand bedingt ist) läuft natürlich weniger Filament auf das Druckbett und der Druck in der Düse steigt an... und sowie es geht ist der "Hahn" ja wieder offen und der Druck wird durch kleckern entspannt.
Bei der Ausrichtung vom Druckbett sollte in erster Linie die Mechanik stimmen.
Meine manuelle Methode sieht so aus:
Das Druckbett "etwas tieferlegen" und mit dem Drucker Z-Endstop anfahren und diesen auslösen.
Ob Bett und Düse aufgeheizt sind spielt nach meiner Erfahrung nicht so die ultimative Rolle... von Vorteil ist´s schon wenn alles warm ist.
Dann die Stepper abschalten und nun die Abstandseinstellung zur Düse mit dem berühmten Blatt Papier durchführen.
Diese Prozedur solltest Du 2-3 mal an mindestens 9 Punkten des Druckbetts durchführen.
Wenn es dann noch nötig sein sollte zu korrigieren... OK dann kann für bestimmte Druckjobs eine Anpassung im Slicer vorgenommen werden.
siehe auch hier
so das war nun mein Statement
1-mal bearbeitet. Zuletzt am 11.07.17 10:56.
Die Dummheit ist rund. Niemand weiß, wo sie anfängt und wo sie aufhört.
------------------------------------------------------------------------------------------------------------------------------------
(Wood) CTC - i3Clone a.D.
(Yellow) i3-Steel Eigenbau ( Ramps 1.4 )
(Green) Prusa i3-MK3
(Red) DICE von Skimmy
(Blue) Anycubic Chiron
(Grey) Qidi-Tech X-MAX
Luclass
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.