[Sammelthread] Druck optimieren - Der Parameterthread
geschrieben von Skimmy
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 12. November 2015 15:03 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 567 |
Quote
Was ist das
Willy hat das ganze auf Deutsch dokumentiert:
http://www.dr-henschke.de/advance.html
Quote
und wo finde ich es?
Einmal in der Firmware aktiviert (Advance algorithm) lässt es sich im EEPROM einstellen. Quadratic algorithm lass ich aus, Erklärung findet man in dem Link oben.
vincent.
########################
[the-sparklab.de]
OS, 3D Drucker, CNC,...
########################
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 14. November 2015 08:54 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 49 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. November 2015 12:27 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 298 |
Hallo zusammen,
habe jetzt auch mal so ein Benchy gedruckt. Drucker Prusa i3 Steel, MK8 direct drive extruder, Ramps 1.4, Marlin.
Parameter wie folgt:
Material: PLA von DasFilament
Nozzle: 0.4 mm
Extrusion Multiplier: 1.05
Extrusion Width extern perimeter: 0.4 mm, interne perimeter: 0.67mm
First Layer: 0.25 mm
First Layer Speed: 30mm/sek
Nozzle Temp: 190°
Bed Temp: 60°
Layer: 0.2 mm
Layer Speed: 45 mm/sek
Nozzle Temp: 180°
Bed Temp: 50°
Top Solid Layers: 3
Bottom Solid Layers: 3
Outline/Perimeters: 3
Infill: 15%
Was würdet ihr ändern? So richtig zufrieden bin ich nicht.
Bug/Heck=X-Achse.
habe jetzt auch mal so ein Benchy gedruckt. Drucker Prusa i3 Steel, MK8 direct drive extruder, Ramps 1.4, Marlin.
Parameter wie folgt:
Material: PLA von DasFilament
Nozzle: 0.4 mm
Extrusion Multiplier: 1.05
Extrusion Width extern perimeter: 0.4 mm, interne perimeter: 0.67mm
First Layer: 0.25 mm
First Layer Speed: 30mm/sek
Nozzle Temp: 190°
Bed Temp: 60°
Layer: 0.2 mm
Layer Speed: 45 mm/sek
Nozzle Temp: 180°
Bed Temp: 50°
Top Solid Layers: 3
Bottom Solid Layers: 3
Outline/Perimeters: 3
Infill: 15%
Was würdet ihr ändern? So richtig zufrieden bin ich nicht.
Bug/Heck=X-Achse.
Anhänge:
Öffnen | Download - IMG_6249.jpg (49.4 KB)
Öffnen | Download - IMG_6250.jpg (42.4 KB)
Öffnen | Download - IMG_6251.jpg (47.3 KB)
Öffnen | Download - IMG_6252.jpg (42.8 KB)
Öffnen | Download - IMG_6253.jpg (46.3 KB)
Öffnen | Download - IMG_6254.jpg (36.7 KB)
Öffnen | Download - IMG_6255.jpg (43.3 KB)
Öffnen | Download - IMG_6256.jpg (42.3 KB)
Öffnen | Download - IMG_6249.jpg (49.4 KB)
Öffnen | Download - IMG_6250.jpg (42.4 KB)
Öffnen | Download - IMG_6251.jpg (47.3 KB)
Öffnen | Download - IMG_6252.jpg (42.8 KB)
Öffnen | Download - IMG_6253.jpg (46.3 KB)
Öffnen | Download - IMG_6254.jpg (36.7 KB)
Öffnen | Download - IMG_6255.jpg (43.3 KB)
Öffnen | Download - IMG_6256.jpg (42.3 KB)
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. November 2015 12:47 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.470 |
Das sieht nach etwas viel Material aus.
Hast du während des Drucks gekühlt? Am Heck sieht es so aus als ob nicht.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
Hast du während des Drucks gekühlt? Am Heck sieht es so aus als ob nicht.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. November 2015 12:55 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 298 |
Hi,
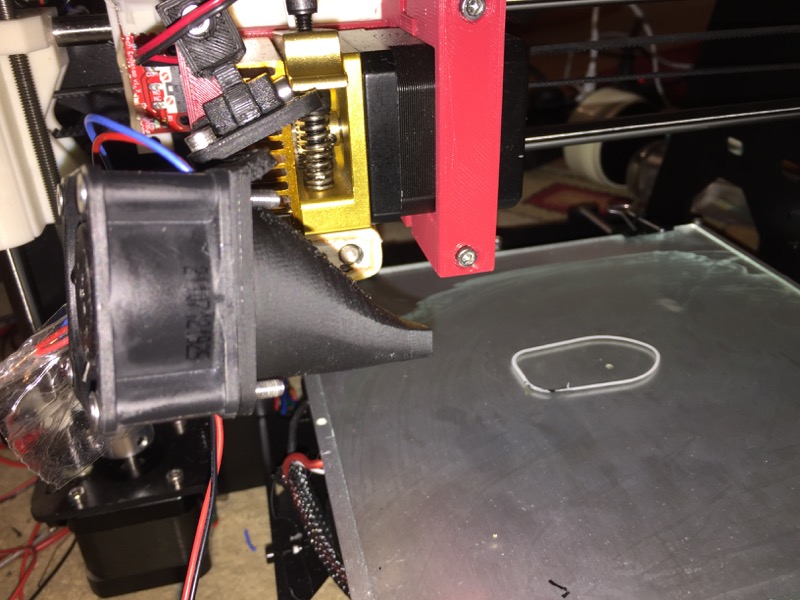
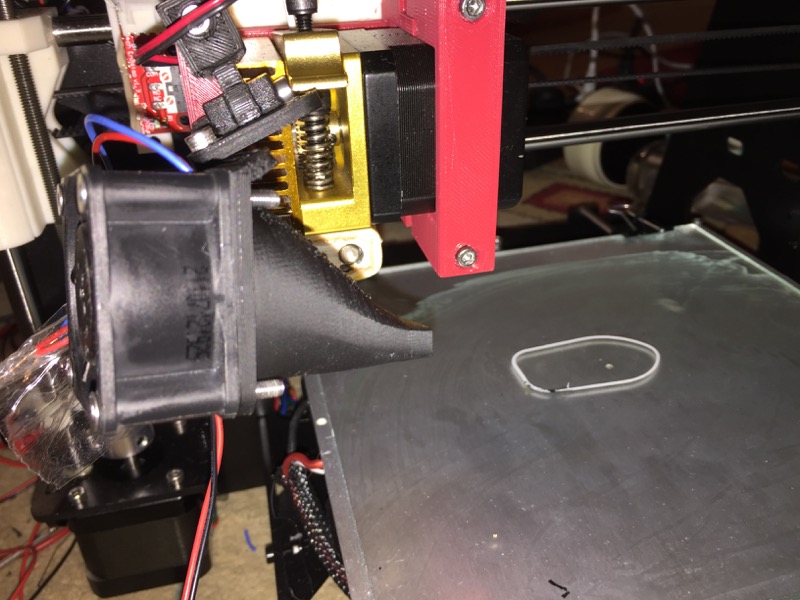
ja, gekühlt hatte ich eigentlich. Allerdings bin ich nicht sicher, ob es genug "bläst". Habe einen 40x40x20 Lüfter an 12V laufen, aber irgendwie kommt am Ende des Schachts eher wenig Luft raus. Eher so ein "Hauch" als ein "Blasen" ;-)
Anbei mal ein Bild des Gebläseschachts(ist bis jetzt nur provisorisch befestigt und verkabelt). Habe noch keinen anderen/besseren gefunden bis jetzt :-(
Meinst du, ich sollte mit dem Extrusion Multiplier dann mal von 1.05 auf 1.00 runter gehen? Oder noch tiefer?
Gruß
Steffen
ja, gekühlt hatte ich eigentlich. Allerdings bin ich nicht sicher, ob es genug "bläst". Habe einen 40x40x20 Lüfter an 12V laufen, aber irgendwie kommt am Ende des Schachts eher wenig Luft raus. Eher so ein "Hauch" als ein "Blasen" ;-)
Anbei mal ein Bild des Gebläseschachts(ist bis jetzt nur provisorisch befestigt und verkabelt). Habe noch keinen anderen/besseren gefunden bis jetzt :-(
Meinst du, ich sollte mit dem Extrusion Multiplier dann mal von 1.05 auf 1.00 runter gehen? Oder noch tiefer?
Gruß
Steffen
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. November 2015 13:54 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.103 |
Quote
SteffenS
aber irgendwie kommt am Ende des Schachts eher wenig Luft raus
Das liegt daran, dass Axiallüfter zwar einen relativ hohen Luftdurchsatz haben, aber eben kaum Druck aufbauen. Deshalb kommt bei solchen kleinen Düsen kaum noch was raus.
Bei Radiallüftern ist es genau umgekehrt, die fördern nicht so viel, bauen dabei aber einen größeren Druck auf, der hilft die Luft durch die Düse zu drücken.
1-mal bearbeitet. Zuletzt am 19.11.15 13:55.
Grüße
Marco
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. November 2015 14:53 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 298 |
Quote
loco
Quote
SteffenS
aber irgendwie kommt am Ende des Schachts eher wenig Luft raus
Das liegt daran, dass Axiallüfter zwar einen relativ hohen Luftdurchsatz haben, aber eben kaum Druck aufbauen. Deshalb kommt bei solchen kleinen Düsen kaum noch was raus.
Bei Radiallüftern ist es genau umgekehrt, die fördern nicht so viel, bauen dabei aber einen größeren Druck auf, der hilft die Luft durch die Düse zu drücken.
Danke für den Tip!
Dann werde ich mir auf jeden Fall noch ein Radiallüfter besorgen!
Was sagt ihr beim Benchy zur Temperatur der Düse? Passt die einigermaßen?
Gruß
Steffen
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 29. November 2015 04:09 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 49 |
Wozu druckst du eigentlich die internen Perimeter dicker?
Ich nutze auch PLA von DasFilament mit einem E3D-V6 und stelle bei mir 210 °C ein. Die Empfehlung des Hersteller ist ja 215 °C (+- 15°C). Beachtet man nun noch, das die eingetellte Temperatur etwas von der realen Temp abweicht, empfinde ich deine Temperatur als zu kalt. Prinzipiell ist kälter drucken ja nicht tragisch, solange die Betthaftung für dich OK ist und du keine Probleme bei schnelleren Drucken bekommst.Quote
Was sagt ihr beim Benchy zur Temperatur der Düse? Passt die einigermaßen?
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 29. November 2015 16:39 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
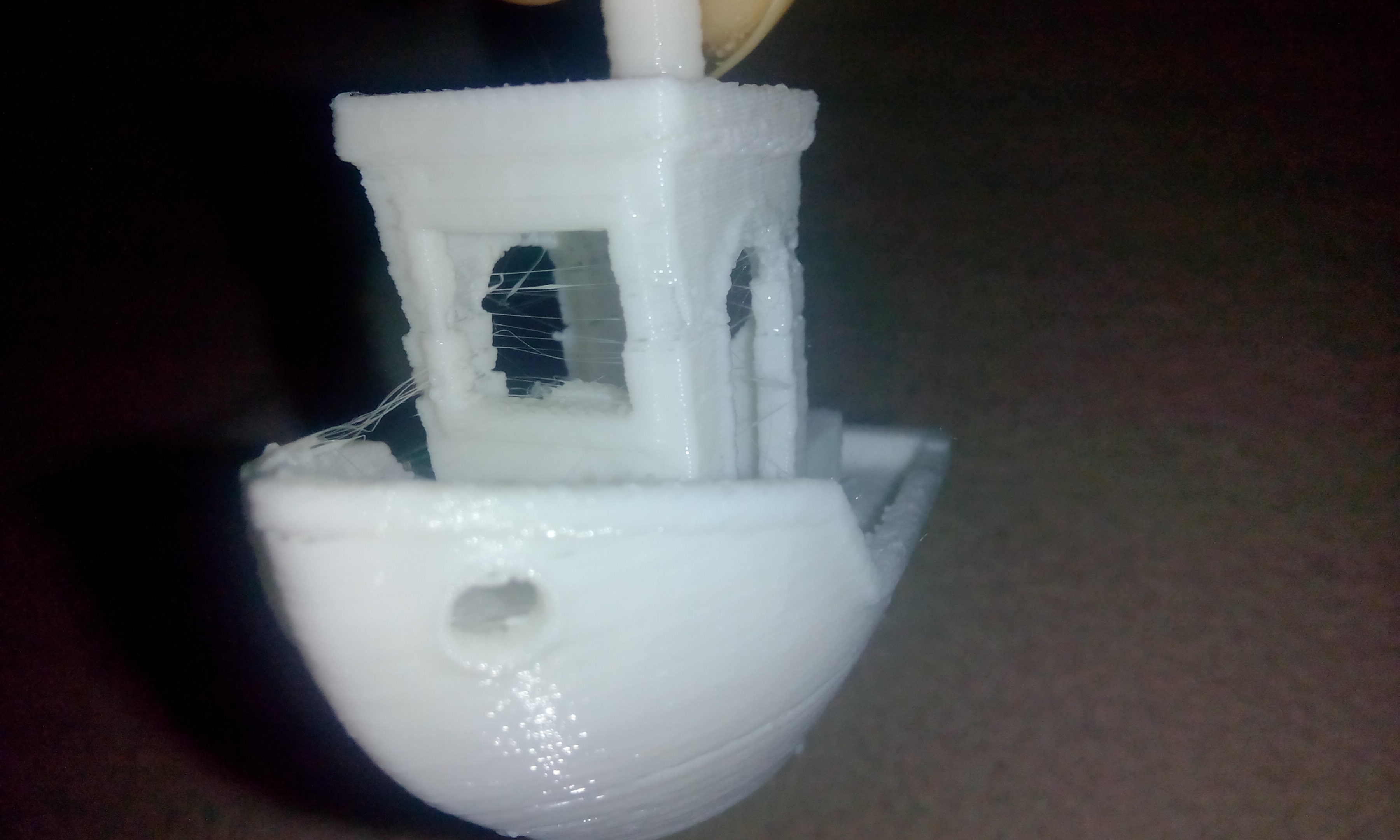
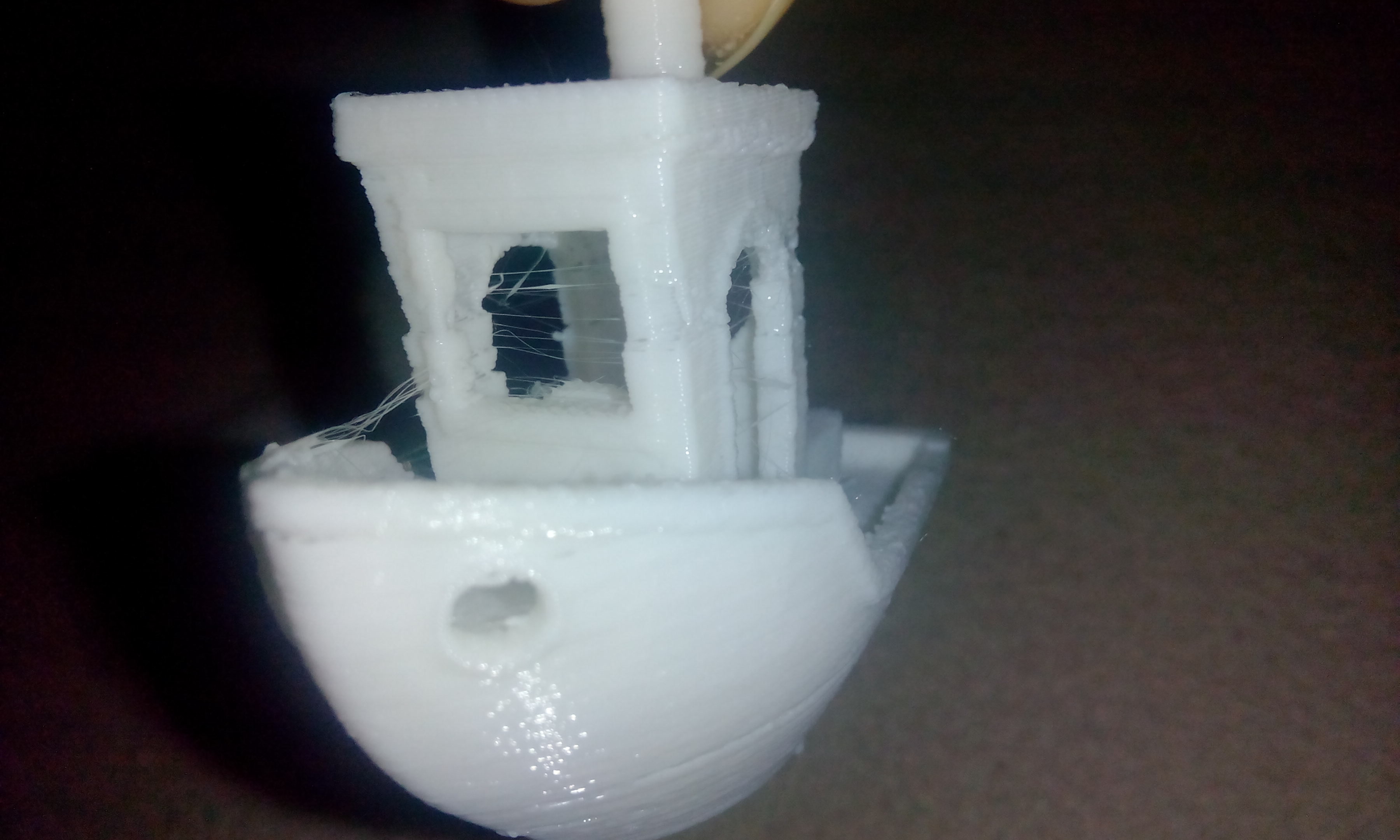
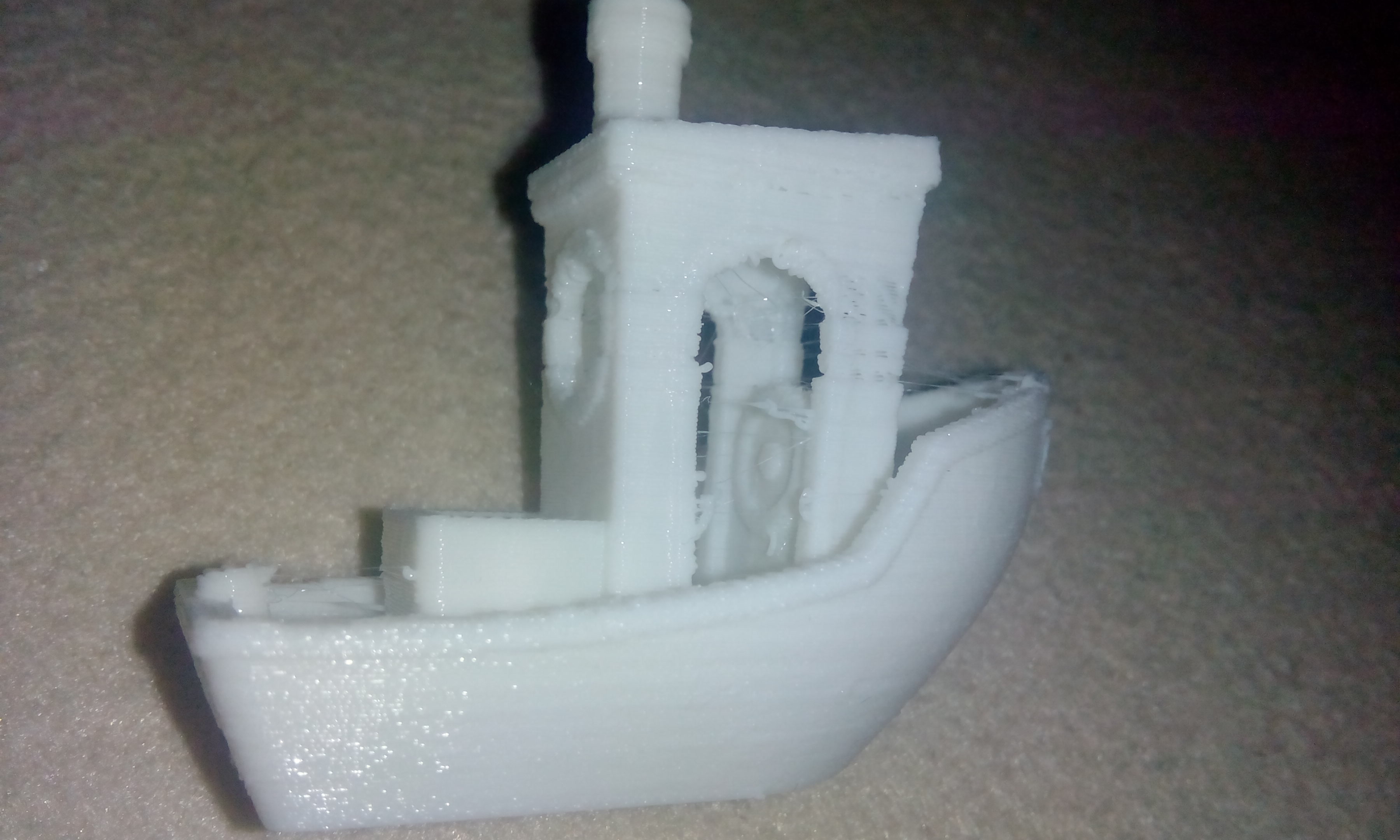
Hallo zusammen
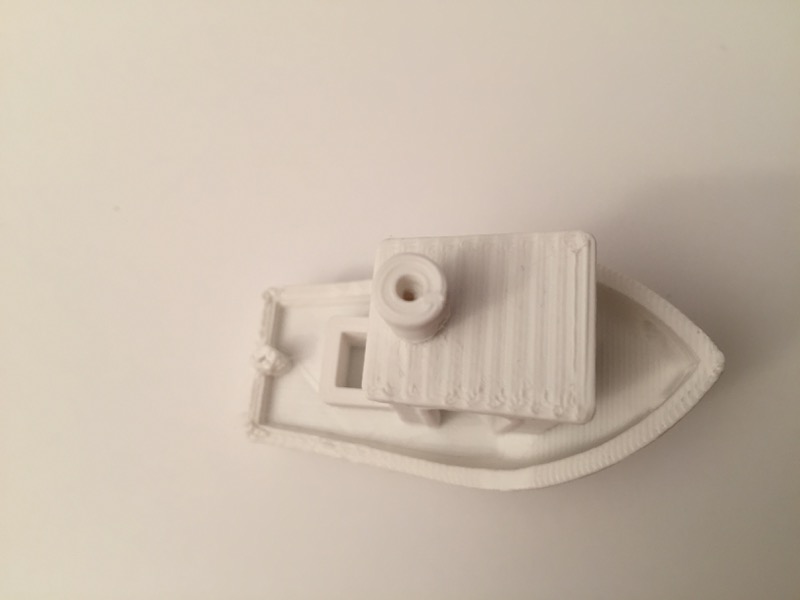
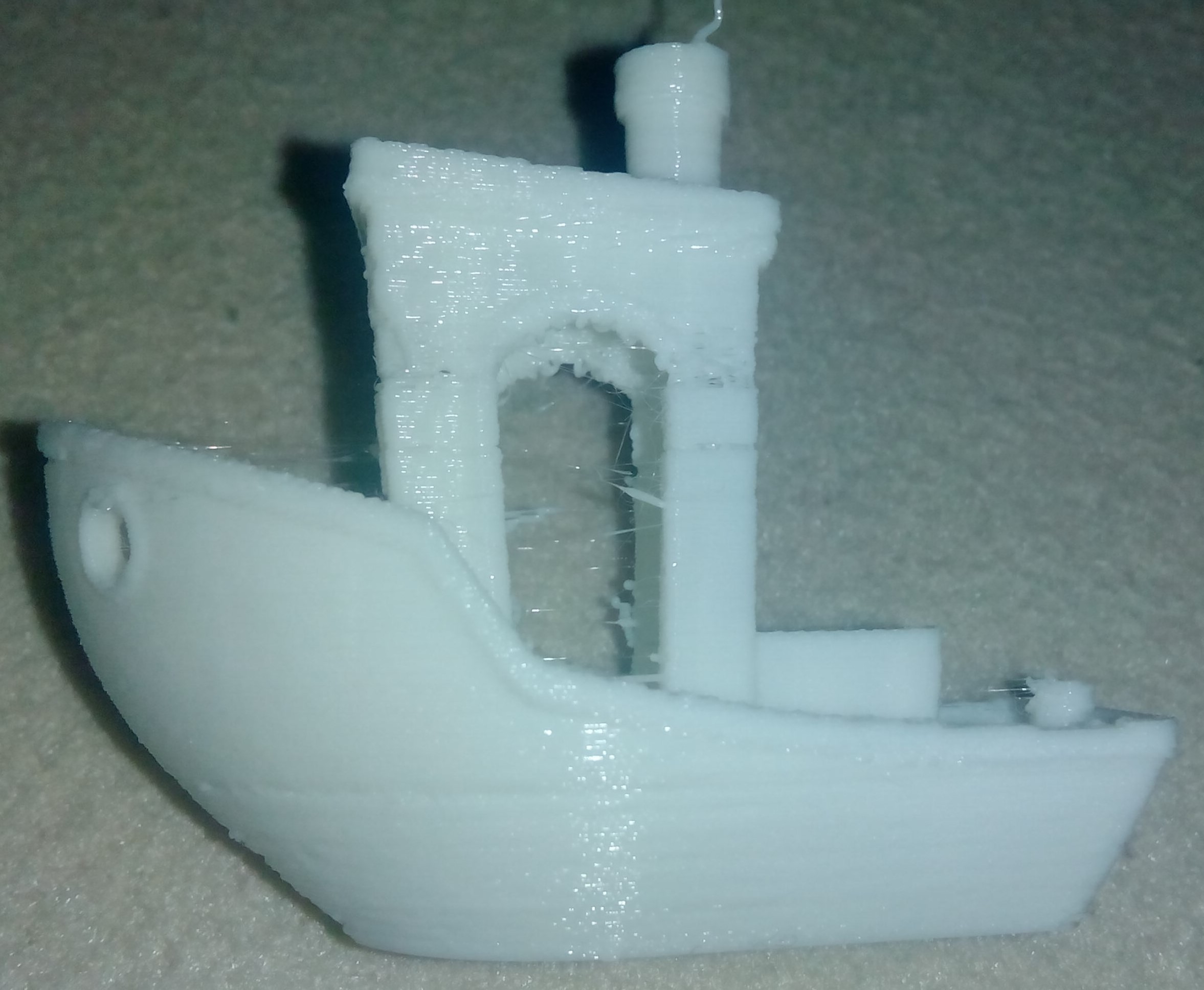
Auch ich habe mich als Neuling mal an dem Boot probiert. Aus meiner Sicht eine Katastrophe.
Aber vorweg erstmal die eingestellten Daten:
Drucker: Prusa I3 Geeetech Acrylic
Extruder: MK8 direkt
Düse: 0,4
Temperaturen: Bild 1/2 208/55, Bild 3/4 200/50
Programm: Matter Control; Matter Slice
Filament: PLA 3DPrima weiß
Höhen: First Layer 0,3 Rest 0,2mm
Speed: Outer Surface Perimeter 0,5mm/s
Infill 60mm/s; Perimeter innen 40; außen 50mm/s
ohne Druck 170mm/s
Retract: 3,5mm; Speed 50mm/s
Z-Steigung: 0,4mm
Extruder- Multiplikator: 0,9
Auch habe ich Probleme mit dem "Toc-Toc"-Effekt, also das der Extruder springt.
Ich weiß nicht, was ich noch einstellen soll bzw. ändern soll.
Vielleicht kann mir jemand ein paar Tipps geben.
Danke
Auch ich habe mich als Neuling mal an dem Boot probiert. Aus meiner Sicht eine Katastrophe.
Aber vorweg erstmal die eingestellten Daten:
Drucker: Prusa I3 Geeetech Acrylic
Extruder: MK8 direkt
Düse: 0,4
Temperaturen: Bild 1/2 208/55, Bild 3/4 200/50
Programm: Matter Control; Matter Slice
Filament: PLA 3DPrima weiß
Höhen: First Layer 0,3 Rest 0,2mm
Speed: Outer Surface Perimeter 0,5mm/s
Infill 60mm/s; Perimeter innen 40; außen 50mm/s
ohne Druck 170mm/s
Retract: 3,5mm; Speed 50mm/s
Z-Steigung: 0,4mm
Extruder- Multiplikator: 0,9
Auch habe ich Probleme mit dem "Toc-Toc"-Effekt, also das der Extruder springt.
Ich weiß nicht, was ich noch einstellen soll bzw. ändern soll.
Vielleicht kann mir jemand ein paar Tipps geben.
Danke
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 29. November 2015 18:10 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 49 |
@Langeros
Auf dem ersten Bild sind braune Verfärbungen des Filaments zu erkennen. Schonmal gemessen, ob die Extruderdüse auch wirklich die eingestellten 208 bzw. 200 °C hat? Evtl. ist diese ja zu heiss? Ist die Temperatur den Druck über konstant?
Mit "Toc-Toc" Effekte meinst du wahrscheinlich Schrittverluste des Extruders? Schonmal die Temperatur des Motortreibers beobachtet?
Auf dem ersten Bild sind braune Verfärbungen des Filaments zu erkennen. Schonmal gemessen, ob die Extruderdüse auch wirklich die eingestellten 208 bzw. 200 °C hat? Evtl. ist diese ja zu heiss? Ist die Temperatur den Druck über konstant?
Mit "Toc-Toc" Effekte meinst du wahrscheinlich Schrittverluste des Extruders? Schonmal die Temperatur des Motortreibers beobachtet?
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 30. November 2015 03:58 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
Hallo mikk68
Bei den braunen Verfärbungen hatte ich das Bett noch nicht nachjustiert. Hatte kurz vorher Kaptontape aufgelegt wegen der besseren Haftung. Da hat die Düse beim drucken der Flächen im Filament herumgerührt.
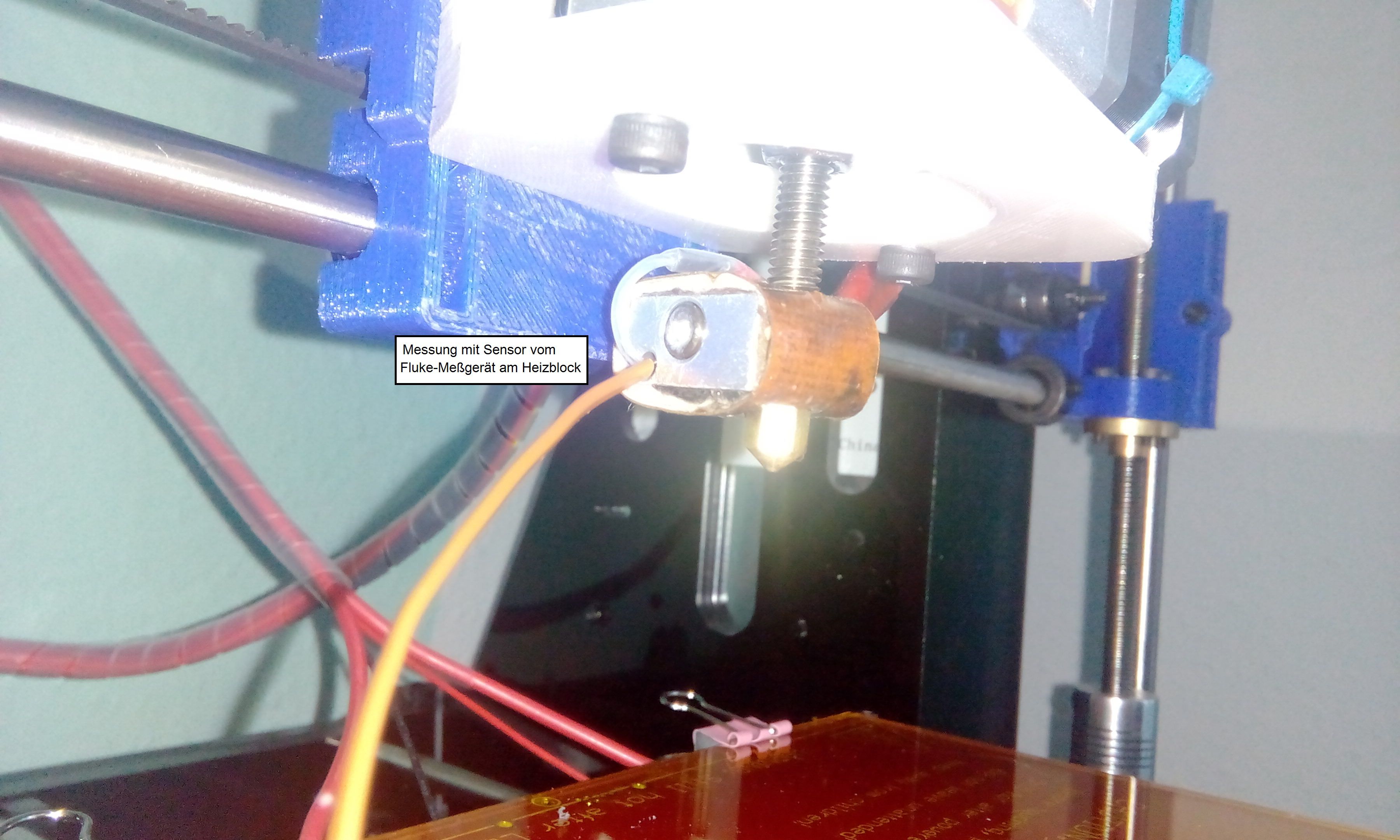
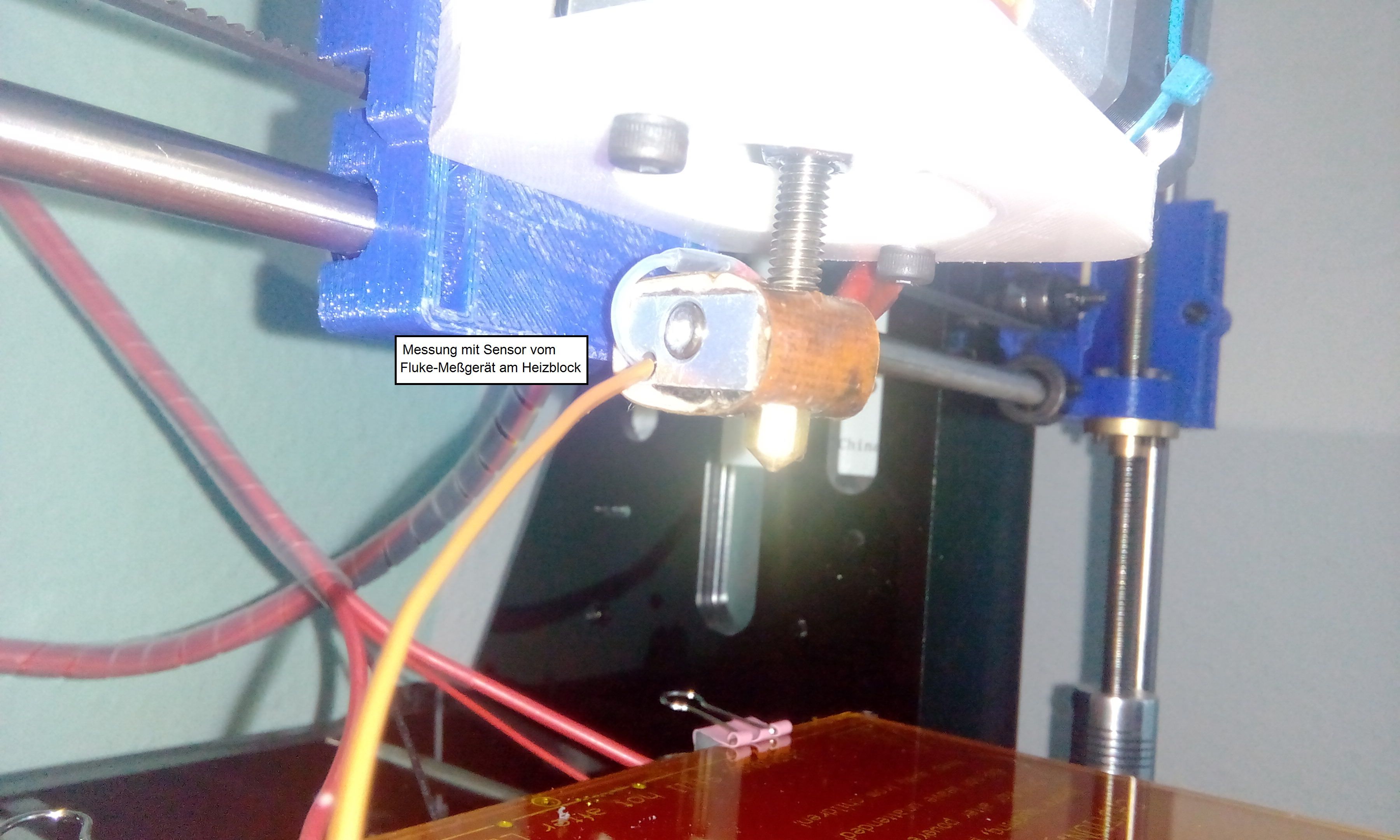
Die Temperatur habe ich auch schon mit Digitalthermometer auf Kontakt gemessen. Betrug eigenartiger weise nur um 160 Grad. Die Temperatur selbst bleibt +/- 2 Grad relativ konstant.
Der Motortreiber des Extruders liegt im Lüfterstrom und hat eine Temperatur, die man gerade so spürt wenn man den Finger draufhält. Habe da eher den Eindruck, daß er es nicht schafft, das Filament durch die Düse zu drücken.
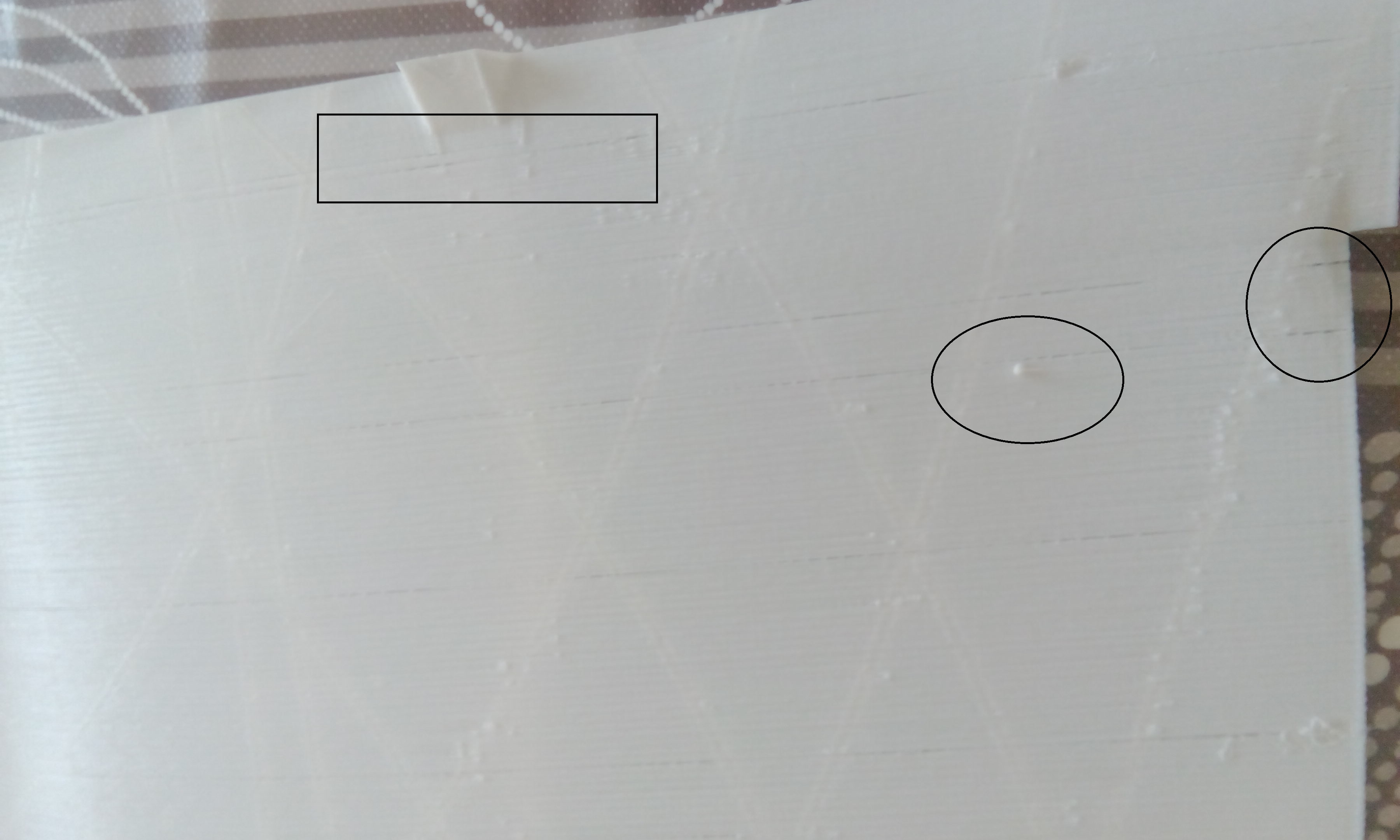
Das ganze sieht dann so aus. Da das ein Teil einer Tragfläche werden sollte, habe ich abgebrochen, da ich damit nicht wirklich fliegen möchte. ( bin im Hobby Modellflieger).
Habe nochmal eine Meßreihe durchgeführt:
die Vorgabe: 100 150 200 220
an der Düse: 86 127 165 180
am Heizblock: 105 157 202 219
1-mal bearbeitet. Zuletzt am 30.11.15 11:18.
Bei den braunen Verfärbungen hatte ich das Bett noch nicht nachjustiert. Hatte kurz vorher Kaptontape aufgelegt wegen der besseren Haftung. Da hat die Düse beim drucken der Flächen im Filament herumgerührt.
Die Temperatur habe ich auch schon mit Digitalthermometer auf Kontakt gemessen. Betrug eigenartiger weise nur um 160 Grad. Die Temperatur selbst bleibt +/- 2 Grad relativ konstant.
Der Motortreiber des Extruders liegt im Lüfterstrom und hat eine Temperatur, die man gerade so spürt wenn man den Finger draufhält. Habe da eher den Eindruck, daß er es nicht schafft, das Filament durch die Düse zu drücken.
Das ganze sieht dann so aus. Da das ein Teil einer Tragfläche werden sollte, habe ich abgebrochen, da ich damit nicht wirklich fliegen möchte. ( bin im Hobby Modellflieger).
Habe nochmal eine Meßreihe durchgeführt:
die Vorgabe: 100 150 200 220
an der Düse: 86 127 165 180
am Heizblock: 105 157 202 219
1-mal bearbeitet. Zuletzt am 30.11.15 11:18.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 30. November 2015 12:21 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 49 |
Ok, die Temperaturen weichen schonmal ab. Die Temperatur an der Düse ist entscheidend, aber messtechnisch natürlich schwer zu erfassen. Den Messwerten nach würde ich sagen, du kannst ruhig so hoch gehen, bis du 210 °C an der Düse misst. Das PLA wird dadurch noch flüssiger und würde eventuell deine Schrittverluste minimieren.
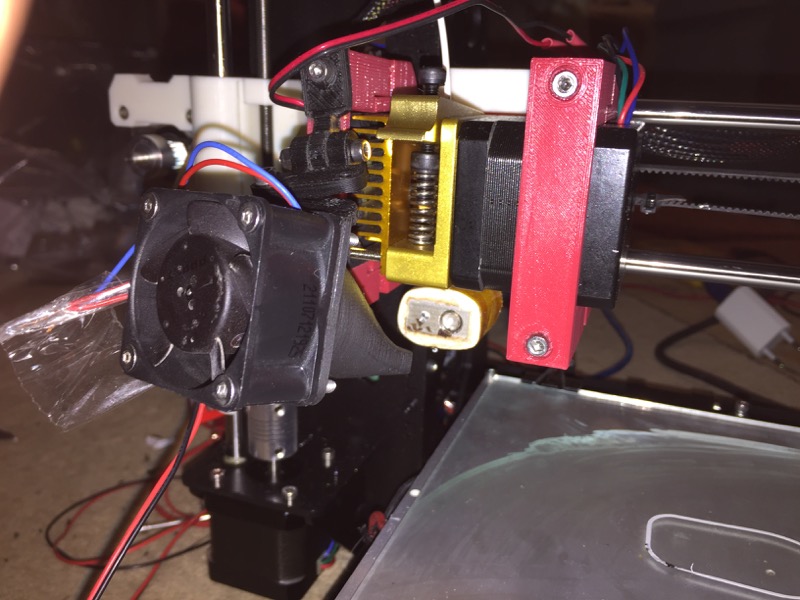
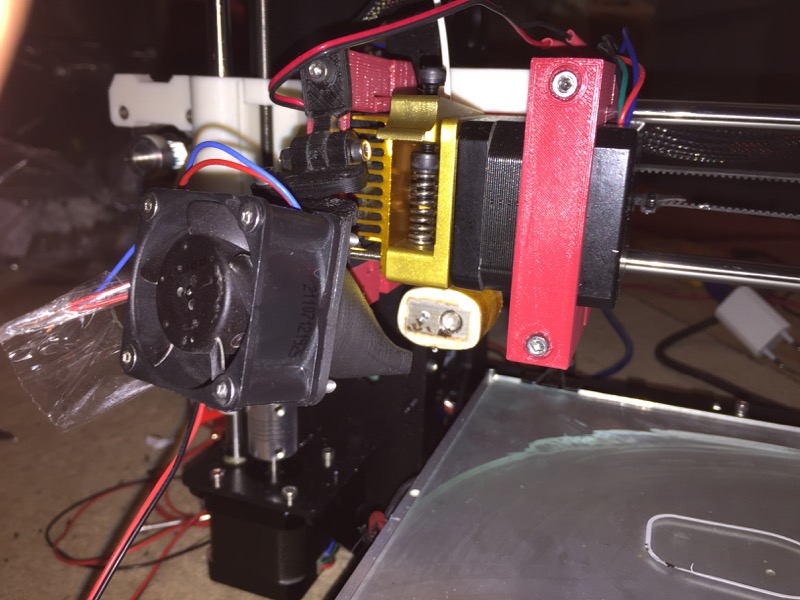
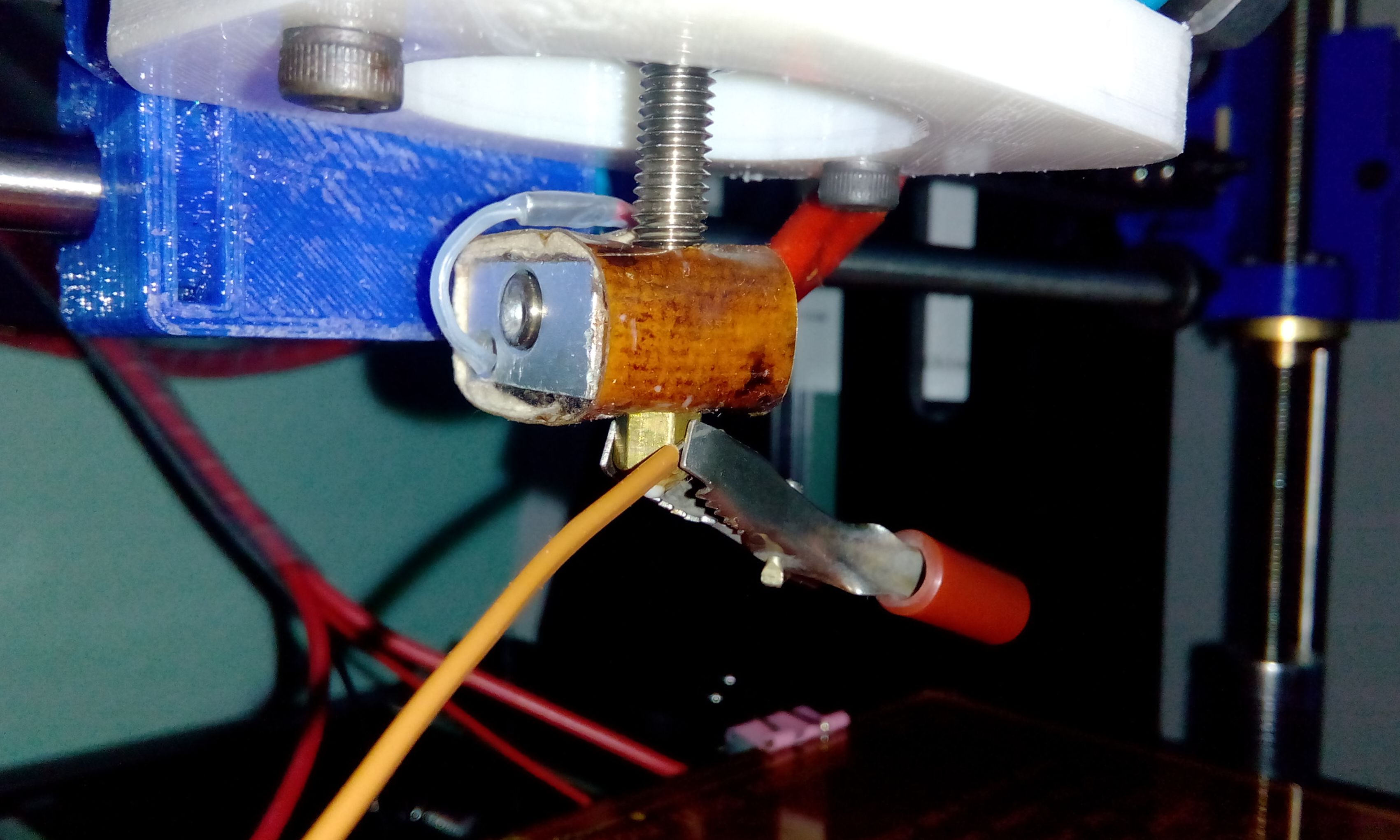
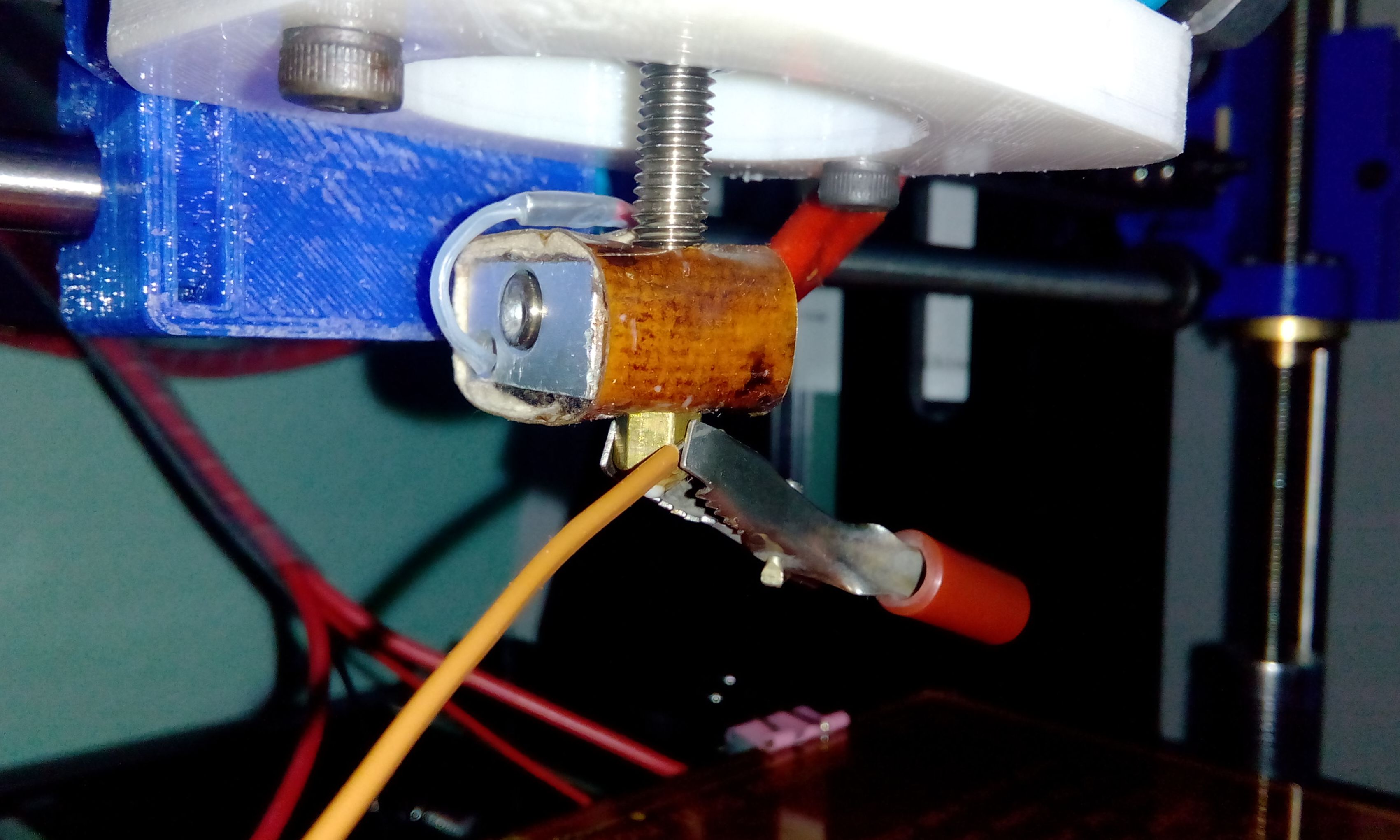
Ich bin jetzt keine Experte, was den Aufbau eines Extruders angeht, aber dieser Lange "Hals" zwischen Extruder und Hotend (der wie eine aufgebohrte Gewindestange ausschaut) ist mit Sicherheit ein Problemverursacher.
Hier stehen einige Tipps zu deinem Extrudermodell, wie man Probleme beheben kann. Unter anderem sprechen die auch gerade diesen "Teflon Throat" an, der wohl sehr schnell Probleme verursacht, sobald der einmal zu heiss wurde oder nicht exakt abgelängt wurde.
Ich bin jetzt keine Experte, was den Aufbau eines Extruders angeht, aber dieser Lange "Hals" zwischen Extruder und Hotend (der wie eine aufgebohrte Gewindestange ausschaut) ist mit Sicherheit ein Problemverursacher.
Hier stehen einige Tipps zu deinem Extrudermodell, wie man Probleme beheben kann. Unter anderem sprechen die auch gerade diesen "Teflon Throat" an, der wohl sehr schnell Probleme verursacht, sobald der einmal zu heiss wurde oder nicht exakt abgelängt wurde.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. December 2015 02:40 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
Um die Temperatur der Düse zu messen hatte ich mit einer Krokodilklemme den Sensor an der Düse fest gemacht. Würde sagen, direkter geht es kaum.
Aber die Temperatur so hochsetzen, daß an der Düse die 200 Grad anstehen? Wären ja dann etwa 245 Grad in der Display- Anzeige. Wo soll ich dann noch hin, wenn ich mal mit ABS drucke? Ob die Heizung das hergibt?
Das PLA bekomme ich mit mäßigen Druck, nicht Gewalt, auch bei 200 Grad per Hand durch die Düse gedrückt.
Mit dem Link muß ich mich erstmal beschäftigen. Da ich des Englischen nicht so mächtig bin, wird es etwas dauern. Und die Translator bringen auch viel Unsinn zustande beim übersetzen.
Aber erstmal danke für Deine Hilfe und Hinweise.
Aber die Temperatur so hochsetzen, daß an der Düse die 200 Grad anstehen? Wären ja dann etwa 245 Grad in der Display- Anzeige. Wo soll ich dann noch hin, wenn ich mal mit ABS drucke? Ob die Heizung das hergibt?
Das PLA bekomme ich mit mäßigen Druck, nicht Gewalt, auch bei 200 Grad per Hand durch die Düse gedrückt.
Mit dem Link muß ich mich erstmal beschäftigen. Da ich des Englischen nicht so mächtig bin, wird es etwas dauern. Und die Translator bringen auch viel Unsinn zustande beim übersetzen.
Aber erstmal danke für Deine Hilfe und Hinweise.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. December 2015 07:21 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Hör mal auf deinen Vorredner...kauf dir ein gescheites Hotend....
[www.facebook.com]
Power is nothing.....without control!
[www.facebook.com]
Power is nothing.....without control!
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. December 2015 09:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Na ja, ganz so schlimm ist diese Extruder Hotendkombi auch nicht, aber so wie es aussieht, ist der schon zu heiss geworden und somit der PTFE Inliner hinüber.
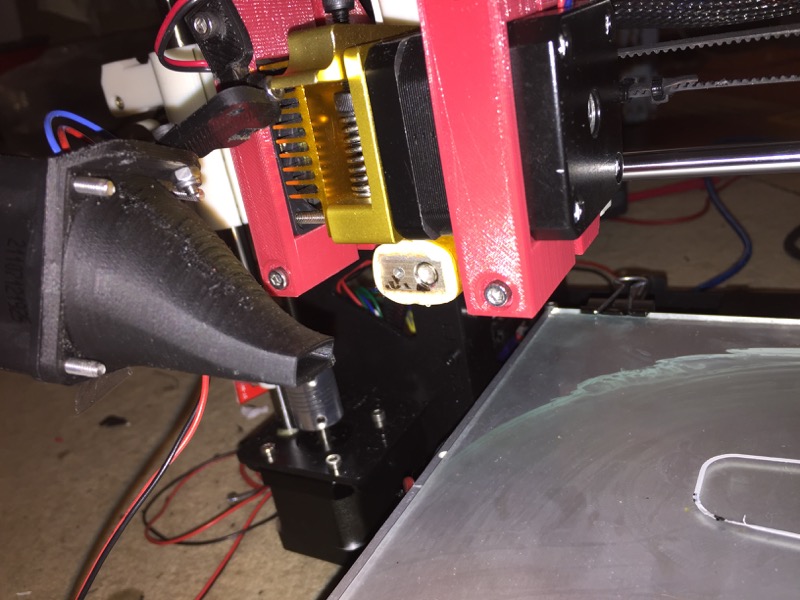
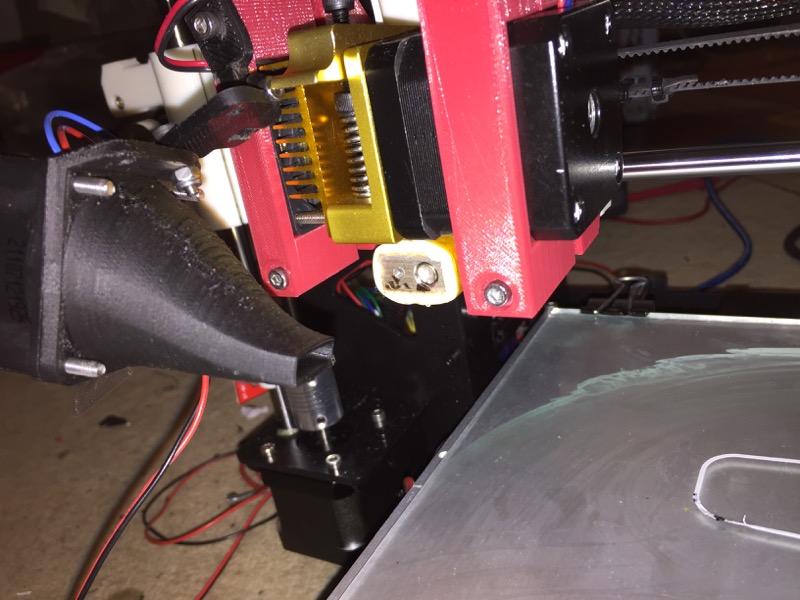
Kauf die einen neuen 4/2 PTFE Schlauch, passe es so wie auf meinen Bildern an, also es etwas konisch aus dem Gewinde-Heatbarriere rausschauen lassen.
Somit ist es dicht und vorallendingen wird die 2mm Öffnung des PTFE nicht gestaucht und das Filament nicht geklemmt.
Auch ist in manchen Gewindeführungen oben keine Phase in der 2mm Bohrung, somit reibt sich da Filament da an scharfen Kanten und hakt. Einfach kurz mit nem 6er Bohrer ansenken.
Beachtet man dies, läuft so ein Extruder lange zur vollsten Zufriedenheit, siehe Footer, der läuft seit 2 Jahren damit.
Noch eins, die Gewindeführung sollte so nah wie möglich vor dem Extruder Zahnrad stehen, damit das Filament auch sauber geführt wird.
Bei dir ist das extrem lang von Extruder bis Heatblock.
Grüße Jörg
2-mal bearbeitet. Zuletzt am 01.12.15 09:08.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
Kauf die einen neuen 4/2 PTFE Schlauch, passe es so wie auf meinen Bildern an, also es etwas konisch aus dem Gewinde-Heatbarriere rausschauen lassen.
Somit ist es dicht und vorallendingen wird die 2mm Öffnung des PTFE nicht gestaucht und das Filament nicht geklemmt.

Auch ist in manchen Gewindeführungen oben keine Phase in der 2mm Bohrung, somit reibt sich da Filament da an scharfen Kanten und hakt. Einfach kurz mit nem 6er Bohrer ansenken.
Beachtet man dies, läuft so ein Extruder lange zur vollsten Zufriedenheit, siehe Footer, der läuft seit 2 Jahren damit.
Noch eins, die Gewindeführung sollte so nah wie möglich vor dem Extruder Zahnrad stehen, damit das Filament auch sauber geführt wird.
Bei dir ist das extrem lang von Extruder bis Heatblock.
Grüße Jörg
2-mal bearbeitet. Zuletzt am 01.12.15 09:08.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive

Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. December 2015 12:20 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
Hallo Jörg
Danke für deine Ausführungen, bauen etwas auf.
Zu heiß ist das Teil eigentlich noch nicht geworden, hatte nur nach einer Düsenreinigung diese nicht richtig fest eingeschraubt. Da ist dann etwas Filament rausgequollen. Oder ist das auch schon zu heiß?
Jedenfalls werde ich die Gewindeführung mal kontrollieren, muß sie eh nach deiner Ausführung nachsetzen.
Zitat: "Noch eins, die Gewindeführung sollte so nah wie möglich vor dem Extruder Zahnrad stehen, damit das Filament auch sauber geführt wird."
Das wußte ich nicht.
Danke
Danke für deine Ausführungen, bauen etwas auf.
Zu heiß ist das Teil eigentlich noch nicht geworden, hatte nur nach einer Düsenreinigung diese nicht richtig fest eingeschraubt. Da ist dann etwas Filament rausgequollen. Oder ist das auch schon zu heiß?
Jedenfalls werde ich die Gewindeführung mal kontrollieren, muß sie eh nach deiner Ausführung nachsetzen.
Zitat: "Noch eins, die Gewindeführung sollte so nah wie möglich vor dem Extruder Zahnrad stehen, damit das Filament auch sauber geführt wird."
Das wußte ich nicht.
Danke
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 03. December 2015 16:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 189 |
@Langeros:
Wenn ich mir deine Geschwindigkeitswerte ansehe:
"Speed: Outer Surface Perimeter 0,5mm/s
Infill 60mm/s; Perimeter innen 40; außen 50mm/s
ohne Druck 170mm/s"
-> dann finde ich das Ergebnis für einen i3 doch gut!
Ich würde Perimeter mit maximal 30mm/s drucken, wenn es auf Schöneit" ankommt - Infill dann 45-50mm/sec maximal - Travelspeed niemals nicht 170mm/sec - ggf 60-70mm/sec.
Will ich mit meinem i3 richtig geniale Druckqualität drucke ich mit 25-30mm/s die Perimeter und 40-45infill und ca. 50mm/sec Travel - 600er Beschleunigung dazu und 12-14 Jerk.
Ja, ich weß, das ist "lahm" - aber für einen solchen Schlabberrahmen wie den des i3 genau richtig
Gruß,
Alex
Wenn ich mir deine Geschwindigkeitswerte ansehe:
"Speed: Outer Surface Perimeter 0,5mm/s
Infill 60mm/s; Perimeter innen 40; außen 50mm/s
ohne Druck 170mm/s"
-> dann finde ich das Ergebnis für einen i3 doch gut!
Ich würde Perimeter mit maximal 30mm/s drucken, wenn es auf Schöneit" ankommt - Infill dann 45-50mm/sec maximal - Travelspeed niemals nicht 170mm/sec - ggf 60-70mm/sec.
Will ich mit meinem i3 richtig geniale Druckqualität drucke ich mit 25-30mm/s die Perimeter und 40-45infill und ca. 50mm/sec Travel - 600er Beschleunigung dazu und 12-14 Jerk.
Ja, ich weß, das ist "lahm" - aber für einen solchen Schlabberrahmen wie den des i3 genau richtig
Gruß,
Alex
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 04. December 2015 01:03 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
Hallo Alex
Vielen Dank für Deine Ausführungen. Das sind Werte, an denen ich mich als Neuling orientieren und ggfs. darauf aufbauen kann.
Habe nur eine (vielleicht dumme) Frage: was sind bzw. bedeutet Jerk und wo stelle ich das ein?
Hab es schon oft gelesen, aber nicht herauslesen können, was es bedeutet.
Da ich, wie schon erwähnt, des Englischen nicht soo mächtig bin, gibt es einige Begriffe, mit denen ich nicht wirklich etwas anzufangen weiß.
Versuche dann, es irgendwie aus dem dazu geschriebenen herauszulesen.
Ich habe aber erstmal den Extruderspeed herabgesetzt mit dem Ergebnis, daß der "Toc-Toc"-Effekt erstmal weg ist.
Die anderen Geschwindigkeiten wurden auch reduziert: Infill 60, Perimeter 50/50 mm/s.
Werde heute ein größeres Objekt in Angriff nehmen, mal sehen was wird.
Mit welchen Retract-Einstellungen druckst Du, wenn ich fragen darf?
Gruß Volker
1-mal bearbeitet. Zuletzt am 04.12.15 01:50.
Vielen Dank für Deine Ausführungen. Das sind Werte, an denen ich mich als Neuling orientieren und ggfs. darauf aufbauen kann.
Habe nur eine (vielleicht dumme) Frage: was sind bzw. bedeutet Jerk und wo stelle ich das ein?
Hab es schon oft gelesen, aber nicht herauslesen können, was es bedeutet.
Da ich, wie schon erwähnt, des Englischen nicht soo mächtig bin, gibt es einige Begriffe, mit denen ich nicht wirklich etwas anzufangen weiß.
Versuche dann, es irgendwie aus dem dazu geschriebenen herauszulesen.
Ich habe aber erstmal den Extruderspeed herabgesetzt mit dem Ergebnis, daß der "Toc-Toc"-Effekt erstmal weg ist.
Die anderen Geschwindigkeiten wurden auch reduziert: Infill 60, Perimeter 50/50 mm/s.
Werde heute ein größeres Objekt in Angriff nehmen, mal sehen was wird.
Mit welchen Retract-Einstellungen druckst Du, wenn ich fragen darf?
Gruß Volker
1-mal bearbeitet. Zuletzt am 04.12.15 01:50.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 04. December 2015 16:25 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 92 |
Jerk ist die minimale Geschwindigkeit des Druckers.
Wenn die Bewegung startet, gehts direkt mit einem ruck mit dieser Geschwindigkeit los, dann wird abhängig von der geplanten Wegstrecke beschleunigt bis zur eingestellten Geschwindigkeit, und zum Ende wieder verlangsamt bis zur Jerk-geschwindigkeit. Dann z.B. Richtungswechsel und weiter gehts.
CTC 3D Drucker, fabrikator II mini, ultimaker-diy,
Modifizierter Prusa I3 Boxed.
Baubericht im Blog: [blog.gafu.de]
Wenn die Bewegung startet, gehts direkt mit einem ruck mit dieser Geschwindigkeit los, dann wird abhängig von der geplanten Wegstrecke beschleunigt bis zur eingestellten Geschwindigkeit, und zum Ende wieder verlangsamt bis zur Jerk-geschwindigkeit. Dann z.B. Richtungswechsel und weiter gehts.
CTC 3D Drucker, fabrikator II mini, ultimaker-diy,
Modifizierter Prusa I3 Boxed.
Baubericht im Blog: [blog.gafu.de]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 05. December 2015 14:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 73 |
Hi,
ich habe mal eine Frage, ich drucke ABS auf PEI Platte und ich habe eigentlich keine Probleme mit der Haftung, aber später im Druck hebt sich gerne mal an der Basis der Rand ab, "die Mitte" haftet nach wie vor, aber soll ja so nicht sein und sieht unschön aus, besonders wenn man an der Basis später Teile zusammenfügen möchte.
Ich drucke den ersten Layer mit 250° und danach dann mit 235°, Heizbett ist durchgehend bei 125°. Könnte mir vorstellen das das Heizbett dann zu heiss ist?
Hoffe ihr könnt euch unter der Beschreibung etwas vorstellen, ansonsten mache ich mal ein Foto.
Gruß, Jens
ich habe mal eine Frage, ich drucke ABS auf PEI Platte und ich habe eigentlich keine Probleme mit der Haftung, aber später im Druck hebt sich gerne mal an der Basis der Rand ab, "die Mitte" haftet nach wie vor, aber soll ja so nicht sein und sieht unschön aus, besonders wenn man an der Basis später Teile zusammenfügen möchte.
Ich drucke den ersten Layer mit 250° und danach dann mit 235°, Heizbett ist durchgehend bei 125°. Könnte mir vorstellen das das Heizbett dann zu heiss ist?
Hoffe ihr könnt euch unter der Beschreibung etwas vorstellen, ansonsten mache ich mal ein Foto.
Gruß, Jens
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 06. December 2015 10:18 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
@gafu
Danke für die Erklärung. Man lernt nie aus.
@D4RK1
Ich habe ein ähnliches Problem bei langen Teilen, die diagonal auf dem Druckbett liegen. Vorn und hinten heben sie ab, in der Mitte ist die Haftung gut.
Ich drucke allerdings erstmal mit PLA auf Kapton-Tape und bin auch noch am probieren. Temperaturen 205-210/ 50-70°. Hatte auch mit 220 probiert, aber dann ist das PLA zu weich.
Objektlüfter muß ich erst noch anbauen, habe z.Z. nur eine Luftumleitung des Extruderlüfters in Betrieb.
Bin auch gespannt auf Antworten.
Gruß Volker
Danke für die Erklärung. Man lernt nie aus.
@D4RK1
Ich habe ein ähnliches Problem bei langen Teilen, die diagonal auf dem Druckbett liegen. Vorn und hinten heben sie ab
, in der Mitte ist die Haftung gut.Ich drucke allerdings erstmal mit PLA auf Kapton-Tape und bin auch noch am probieren. Temperaturen 205-210/ 50-70°. Hatte auch mit 220 probiert, aber dann ist das PLA zu weich.
Objektlüfter muß ich erst noch anbauen, habe z.Z. nur eine Luftumleitung des Extruderlüfters in Betrieb.
Bin auch gespannt auf Antworten.
Gruß Volker
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 06. December 2015 18:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 189 |
@Volker.
Jerk bedeutet "Ruck" - bis zu dem eingestellten Wert passiert die Geschwindigkeitsänderung ohne Beschleunigungsrampe, eben mit einem Ruck.
Je höher der Wert, desto größer die Kräfte, die auf den Antriebsstrang, die Motoren und den Rahmen etc. wirken.
Viele nehmen 20 - ich habe hier aktuell einen niedrigeren Wert eingestellt - ich glaube ca 12mm/s³ - damit hört sich alles einfach gesünder an.
Mein i3 hat ein E3dV6 Hotend und ich habe derzeit 1,2mm Retract eingestellt - womit ein gutes Druckbild erreicht wird.
Setz die Geschindigkeiten ruige nochmal ne Ecke runter.
DU wirst erstaunt sein, wie gut der i3 drucken kann.
externe Perimeter 25mm/s, perimeter 30mm/s - infill 40 mm/s - Beschleunigung 600mm/s², Jerk 12mm/s³ - damit sollten tolle Druckeergebnisse möglich sein.
Alex
PS: hast du nen Bowden oder Wade-Extruder?
Ich habe nen Greg`s Wade Extruder.
Jerk bedeutet "Ruck" - bis zu dem eingestellten Wert passiert die Geschwindigkeitsänderung ohne Beschleunigungsrampe, eben mit einem Ruck.
Je höher der Wert, desto größer die Kräfte, die auf den Antriebsstrang, die Motoren und den Rahmen etc. wirken.
Viele nehmen 20 - ich habe hier aktuell einen niedrigeren Wert eingestellt - ich glaube ca 12mm/s³ - damit hört sich alles einfach gesünder an.
Mein i3 hat ein E3dV6 Hotend und ich habe derzeit 1,2mm Retract eingestellt - womit ein gutes Druckbild erreicht wird.
Setz die Geschindigkeiten ruige nochmal ne Ecke runter.
DU wirst erstaunt sein, wie gut der i3 drucken kann.
externe Perimeter 25mm/s, perimeter 30mm/s - infill 40 mm/s - Beschleunigung 600mm/s², Jerk 12mm/s³ - damit sollten tolle Druckeergebnisse möglich sein.
Alex
PS: hast du nen Bowden oder Wade-Extruder?
Ich habe nen Greg`s Wade Extruder.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 07. December 2015 03:35 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
@ Alex
Meine Einstellungen zum Retract:
Retract : 3mm
Z-Lift : 0,3mm
Extralänge : 0,2mm
Mindestbewegung vor Retract: 2mm (bei Cura)
Mindestexrusion vor Retract : 0,2mm (bei Cura)
Damit habe ich noch allerhand Fäden, die mit gezogen werden.
Die ersten Einstellungen beziehen sich auf Matter-Slice 1.4 bzw. Slic3r 1.2.9.
Da ich ein Objekt habe, bei dem ich in Slice keine Einstellungen finde (Repetier-Host 1.6.0), fahre ich auch mit Mattercontrol 1.4 (MatterSlice), wo ich damit keine Probleme habe.
Es geht um ein Flugzeug von 3dLabPrint.com, welches mich vom Hobby her interressiert. Da bekomme ICH mit Slic3r die Innenspanten nicht so eingestellt, daß sie mit geslict werden.
Und da scheitert es an den Innenteilen der Tragfläche. Entweder habe ich Fehler wie in den obigen Bilder, sie wölben sich an den Enden vom Bett, oder ich habe, wie letztens, nach 14 von 16cm, einen seitlichen Versatz von fast 5mm.
Mein Extruder ist das Originalteil ohne Bowden, mit Direkteinzug, (noch) ohne Modifikation.
Gruß Volker
1-mal bearbeitet. Zuletzt am 07.12.15 03:35.
Meine Einstellungen zum Retract:
Retract : 3mm
Z-Lift : 0,3mm
Extralänge : 0,2mm
Mindestbewegung vor Retract: 2mm (bei Cura)
Mindestexrusion vor Retract : 0,2mm (bei Cura)
Damit habe ich noch allerhand Fäden, die mit gezogen werden.
Die ersten Einstellungen beziehen sich auf Matter-Slice 1.4 bzw. Slic3r 1.2.9.
Da ich ein Objekt habe, bei dem ich in Slice keine Einstellungen finde (Repetier-Host 1.6.0), fahre ich auch mit Mattercontrol 1.4 (MatterSlice), wo ich damit keine Probleme habe.
Es geht um ein Flugzeug von 3dLabPrint.com, welches mich vom Hobby her interressiert. Da bekomme ICH mit Slic3r die Innenspanten nicht so eingestellt, daß sie mit geslict werden.
Und da scheitert es an den Innenteilen der Tragfläche. Entweder habe ich Fehler wie in den obigen Bilder, sie wölben sich an den Enden vom Bett, oder ich habe, wie letztens, nach 14 von 16cm, einen seitlichen Versatz von fast 5mm.
Mein Extruder ist das Originalteil ohne Bowden, mit Direkteinzug, (noch) ohne Modifikation.
Gruß Volker
1-mal bearbeitet. Zuletzt am 07.12.15 03:35.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 09. December 2015 17:16 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 92 |
Quote
Da bekomme ICH mit Slic3r die Innenspanten nicht so eingestellt, daß sie mit geslict werden.
Hast du in slicer im Reiter "Print Settings", Kategorie "Layers and perimeters" auch den Haken bei "Detect thin Walls" gesetzt?
Bei 0.4er Düse sollten die zwischenwände so 0.5mm oder dicker gezeichnet sein, damit slicer sie berücksichtigt.
CTC 3D Drucker, fabrikator II mini, ultimaker-diy,
Modifizierter Prusa I3 Boxed.
Baubericht im Blog: [blog.gafu.de]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 10. December 2015 05:52 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
@ Alex
Habe es mit Deinen empfohlenen Einstellung probiert und hat super geklappt. Ist zwar ein Zeitspiel aber ich mache es ja privat für mich.
Jetzt halt nur noch die Fäden. Na mal sehen, was sich da ergibt.
@ gafu
Ja das Häkchen ist gesetzt, aber es ändert nichts daran, das er das Innenleben weg läßt.
Danke jedenfalls allen für die Tipps, haben bis jetzt viel weiter geholfen.
Habe es mit Deinen empfohlenen Einstellung probiert und hat super geklappt. Ist zwar ein Zeitspiel aber ich mache es ja privat für mich.
Jetzt halt nur noch die Fäden. Na mal sehen, was sich da ergibt.
@ gafu
Ja das Häkchen ist gesetzt, aber es ändert nichts daran, das er das Innenleben weg läßt.
Danke jedenfalls allen für die Tipps, haben bis jetzt viel weiter geholfen.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 10. December 2015 15:57 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 567 |
Ich drucke gerade auf dem sparkcube v1.1XL mit dem Chimera Hotend und der Standard 0,4mm Düse eine Vase mit 0,1mm Layerhöhe.
Da die Vase am Bauch einen Überhang hat und durch die gegebene Geometrie die Ecken zum hochbiegen neigen, hier ein paar Tipps von mir, die vielleicht nicht überall stehen:
(Das Temperatur & Multiplier stimmen muss, steht überall)
- Advance: Advance verhindert bei höheren Druckgeschwindigkeiten eine übermäßig starke Extrusion auf negativ Beschleunigten Strecken (gerade in scharfen Ecken) durch diese Häufung an Material kann die Düse durchkratzen.
- W/T Faktor (alte Hasen kennen diesen Faktor aus Skeinforge) beschreibt das Verhältnis aus Extrusionsbreite und Layerhöhe. Nur bei einem optimalen W/T Verhältnis sind maximale Überhänge möglich. Früher galt ein W/T Faktor von 1,5 als "Anstrebenswert" heutzutage hat sich das drastisch gesteigert. Mit einem alten W/T Faktor von 1,5 und einer 0,4mm Düse hat man damals also 0,3mm Layerhöhe angezielt. (=0,4mm/1,5). Aber dennoch gibt es Grenzen, wenn man mit einer 0,4mm Düse 0,1mm Layerhöhe druckt, hat man einen W/T Faktor von 4 - mit einem so hohen Wert ist es sehr schwer gute Überhänge ohne Warping zu erreichen. (Die Vase auf den Bildern unten neigt in der (Wärme-)Einflusszone des Heizbettes auch zum hochbiegen). Merke: Kleine Layerhöhe -> kleine Düse.
- Das Druckbett war ein PEI beschichtetes, aber so leid es mir tut, ich kann die im harten Produktionsalltag nicht nutzen. Ich habe es also wieder mit MT-Plus beklebt. Die Überhänge wurden mit dieser Platte auch besser. (Jetzt denkt der Leser ich spinne "Überhänge durch Druckplatte" hört sich an wie Kolbenrückholfeder - aber die CFK PEI Platten benötigen im Schnitt 10°C weniger für ähnliche Haftung. Das Verkleinert den Einfluss durch die Wärme des Heizbettes und beschleunigt die Abkühlzeit des Layers)
Es gibt natürlich noch zig weitere Parameter.
vincent.
1-mal bearbeitet. Zuletzt am 10.12.15 15:59.
########################
[the-sparklab.de]
OS, 3D Drucker, CNC,...
########################
Da die Vase am Bauch einen Überhang hat und durch die gegebene Geometrie die Ecken zum hochbiegen neigen, hier ein paar Tipps von mir, die vielleicht nicht überall stehen:
(Das Temperatur & Multiplier stimmen muss, steht überall)
- Advance: Advance verhindert bei höheren Druckgeschwindigkeiten eine übermäßig starke Extrusion auf negativ Beschleunigten Strecken (gerade in scharfen Ecken) durch diese Häufung an Material kann die Düse durchkratzen.
- W/T Faktor (alte Hasen kennen diesen Faktor aus Skeinforge) beschreibt das Verhältnis aus Extrusionsbreite und Layerhöhe. Nur bei einem optimalen W/T Verhältnis sind maximale Überhänge möglich. Früher galt ein W/T Faktor von 1,5 als "Anstrebenswert" heutzutage hat sich das drastisch gesteigert. Mit einem alten W/T Faktor von 1,5 und einer 0,4mm Düse hat man damals also 0,3mm Layerhöhe angezielt. (=0,4mm/1,5). Aber dennoch gibt es Grenzen, wenn man mit einer 0,4mm Düse 0,1mm Layerhöhe druckt, hat man einen W/T Faktor von 4 - mit einem so hohen Wert ist es sehr schwer gute Überhänge ohne Warping zu erreichen. (Die Vase auf den Bildern unten neigt in der (Wärme-)Einflusszone des Heizbettes auch zum hochbiegen). Merke: Kleine Layerhöhe -> kleine Düse.
- Das Druckbett war ein PEI beschichtetes, aber so leid es mir tut, ich kann die im harten Produktionsalltag nicht nutzen. Ich habe es also wieder mit MT-Plus beklebt. Die Überhänge wurden mit dieser Platte auch besser. (Jetzt denkt der Leser ich spinne "Überhänge durch Druckplatte" hört sich an wie Kolbenrückholfeder - aber die CFK PEI Platten benötigen im Schnitt 10°C weniger für ähnliche Haftung. Das Verkleinert den Einfluss durch die Wärme des Heizbettes und beschleunigt die Abkühlzeit des Layers)
Es gibt natürlich noch zig weitere Parameter.





vincent.
1-mal bearbeitet. Zuletzt am 10.12.15 15:59.
########################
[the-sparklab.de]
OS, 3D Drucker, CNC,...
########################
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. December 2015 05:38 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 72 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. December 2015 06:18 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 193 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. December 2015 10:53 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Hey Vincent.
Erzähl mal mehr zu dem Advanced Alg.
Ich hab das unter Marlin mal angetestet, mit einem K Faktor von 0,00 über 0.005 bis 0,1.
Der Extruder hat da richtig zu tun gehabt und die Druckzeiten haben sich leider extrem verlängert.
Was für Werte fährst du da? Trotz aller Versuche, diese "runden" Kanten weg zu bekommen(Beschleunigung hoch), sind die immer noch nicht perfekt.
Gruß
[www.facebook.com]
Power is nothing.....without control!
Erzähl mal mehr zu dem Advanced Alg.
Ich hab das unter Marlin mal angetestet, mit einem K Faktor von 0,00 über 0.005 bis 0,1.
Der Extruder hat da richtig zu tun gehabt und die Druckzeiten haben sich leider extrem verlängert.
Was für Werte fährst du da? Trotz aller Versuche, diese "runden" Kanten weg zu bekommen(Beschleunigung hoch), sind die immer noch nicht perfekt.
Gruß
[www.facebook.com]
Power is nothing.....without control!
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. December 2015 16:30 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Adv. muss man testen. Für jede Temperatur, Geschwindigkeit oder sonstiges muss mann es verändern. Der K-Faktor soll wohl recht klein sein. Wenn es dich in der ganz nackten Theorie interessiert, kann ich nochmal ein paar Links raussuchen. Bei Marlin kannst das aktuell wohl allerdings vergessen. Nach den Issues im github soll das aktuell nicht richtig funktionieren. Vielleicht weiß aber auch keiner wie es funktioniert. Ich habe es nie ernsthaft getestet.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.