[Sammelthread] Druck optimieren - Der Parameterthread
geschrieben von Skimmy
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 11. December 2015 16:34 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 567 |
Quote
Ich hab das unter Marlin mal angetestet, mit einem K Faktor von 0,00 über 0.005 bis 0,1.
Der Extruder hat da richtig zu tun gehabt und die Druckzeiten haben sich leider extrem verlängert.
[/quote
Der Extruder hat in der Tat einiges zu tun, bei einem Bowden erst recht. Mit einem Getriebeextruder kann man hier nicht viel ausrichten. Der Faktor ist mit dem Repetier Advance nicht zu vergleichen. Bei mir steht der Advance auf Linear ca.90. Den Quadratischen Faktor nutze ich nicht. Man kann den aber nicht wirklich übertragen, hängt von zu vielen Faktoren ab.
vincent.
########################
[the-sparklab.de]
OS, 3D Drucker, CNC,...
########################
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 12. December 2015 08:31 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 332 |
So, ich habe auch mal meine kleine Reederei eröffnet, hier mal mein erster Versuch, mit dem ich eigentlich schon ganz zufrieden bin. 
Vom Gefühl her würde ich sagen, dass ich noch minimal zuviel Material extrudiere.
Tipps wie ich die Überhänge besser hinbekomme? Etwas mehr Retract und schneller?
Drucker: Ähnlich Sparkcube
Hotend: E3D v6 0,4 mm Düse
Extruder: Wade Direct
Slicer: Slic3r
Speed: 50mm's / bottom 25 mm's / Außen 35 mm's / Innen 35 mm's /Infill 55 mm's / Bridges 50 mm's / Bridge Flow 0,8
Layer: 0.2mm
Perimeter: 3 Außen / 3 Top + Bottom
Infill: 25% Honeycomb
Retract: 2mm / 40mm/s
Filament Lüfter: keinen
Filament: Kiboplast Abs 1.75mm
Temperatur Filament: 235°C
Temperatur Bett Alu-Pei: 120°C
Vom Gefühl her würde ich sagen, dass ich noch minimal zuviel Material extrudiere.
Tipps wie ich die Überhänge besser hinbekomme? Etwas mehr Retract und schneller?
Drucker: Ähnlich Sparkcube
Hotend: E3D v6 0,4 mm Düse
Extruder: Wade Direct
Slicer: Slic3r
Speed: 50mm's / bottom 25 mm's / Außen 35 mm's / Innen 35 mm's /Infill 55 mm's / Bridges 50 mm's / Bridge Flow 0,8
Layer: 0.2mm
Perimeter: 3 Außen / 3 Top + Bottom
Infill: 25% Honeycomb
Retract: 2mm / 40mm/s
Filament Lüfter: keinen
Filament: Kiboplast Abs 1.75mm
Temperatur Filament: 235°C
Temperatur Bett Alu-Pei: 120°C


|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 14. December 2015 13:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 33 |
hoi,
zwar kein Boot aber nachdem ich heute auf keinen grünen Zweig gekommen bin...
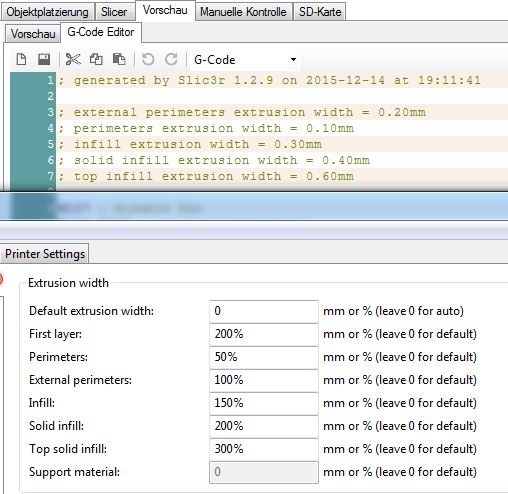
kann mir vieleicht mal einer erklären wie Slic3r den %wert bei der Extrusion width verrechnet?! Nach dem Wiki Eintrag sollte bei einer 0,4er Düse (ist so eingestellt) 100% ja ~0,4mm betragen?! demnach müssten 200% breite ~0,8mm sein und 50% doch 0,2mm?!
Wie kommt der dann auf die Werte? Düse ist 0,4mm eingestellt. Bei 100% werdens 0,2mm und bei 0 0,41mm...
Problem von mir ist das ich am Übergangsbereich zwischen Infill und Perimeter zuviel Material aufbaue. Nehm ich E-steps oder Filament Multiplikator weg bekomm ich aber Streifen/Löcher in Top/Bottom Layer...
zwar kein Boot aber nachdem ich heute auf keinen grünen Zweig gekommen bin...
kann mir vieleicht mal einer erklären wie Slic3r den %wert bei der Extrusion width verrechnet?! Nach dem Wiki Eintrag sollte bei einer 0,4er Düse (ist so eingestellt) 100% ja ~0,4mm betragen?! demnach müssten 200% breite ~0,8mm sein und 50% doch 0,2mm?!
Wie kommt der dann auf die Werte? Düse ist 0,4mm eingestellt. Bei 100% werdens 0,2mm und bei 0 0,41mm...
Problem von mir ist das ich am Übergangsbereich zwischen Infill und Perimeter zuviel Material aufbaue. Nehm ich E-steps oder Filament Multiplikator weg bekomm ich aber Streifen/Löcher in Top/Bottom Layer...
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 14. December 2015 13:29 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 92 |
deshalb gibts in slic3r den "infill overlap" parameter. (aus dem gedächtnis heraus, müsste auch bei den advaced parametern sein)
der steht normal auf 0.15
man kann ja mal 0.13 versuchen.
CTC 3D Drucker, fabrikator II mini, ultimaker-diy,
Modifizierter Prusa I3 Boxed.
Baubericht im Blog: [blog.gafu.de]
der steht normal auf 0.15
man kann ja mal 0.13 versuchen.
CTC 3D Drucker, fabrikator II mini, ultimaker-diy,
Modifizierter Prusa I3 Boxed.
Baubericht im Blog: [blog.gafu.de]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 14. December 2015 13:29 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Den Denkfehler hatte ich auch schon, dass ist einfach nicht logisch beschrieben. Die Prozentzahl bezieht sich nicht auf die Düsengröße sondern die Layerhöhe. 200% von 0.2mm Layerhöhe ergibt 0,4mm, z.B.
Arbeite einfach mit konkreten Werten, 0.4 oder 0.5 oder so
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
Arbeite einfach mit konkreten Werten, 0.4 oder 0.5 oder so
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 14. December 2015 13:46 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 33 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. December 2015 08:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Sooo....mal kurz eine kleine Ableitung zu meinem PETG Gepansche. 
Das es hohe Geschwindigkeiten nicht mag, war mir ja schon klar. Und mit dwn 70mm/s ist die Druckzeit noch erträglich.
Weil ich hestern ein wenig freie Zeit hatte...wollte ich etwas testen, was schon lange auf der Liste stand.
Es ging mir um die Ecken, die ja nieee richtig spitz sind. Das störte mich immer.
Ich bin also auf 45mm/s runter und habe alle anderen Werte erhöht, solange dich Mechanik nicht streikte.
Beschleinigung XY liegt jetzt bei 5000, Jerk35.
Damit sehen die Kanten damit richtig gut aus.
Ähnlich Vincents Beitrag zum Advanced.
Wie sorgt ihr dafür, dass eure Ecken spitz werden?
[www.facebook.com]
Power is nothing.....without control!
Das es hohe Geschwindigkeiten nicht mag, war mir ja schon klar. Und mit dwn 70mm/s ist die Druckzeit noch erträglich.
Weil ich hestern ein wenig freie Zeit hatte...wollte ich etwas testen, was schon lange auf der Liste stand.
Es ging mir um die Ecken, die ja nieee richtig spitz sind. Das störte mich immer.
Ich bin also auf 45mm/s runter und habe alle anderen Werte erhöht, solange dich Mechanik nicht streikte.
Beschleinigung XY liegt jetzt bei 5000, Jerk35.
Damit sehen die Kanten damit richtig gut aus.
Ähnlich Vincents Beitrag zum Advanced.
Wie sorgt ihr dafür, dass eure Ecken spitz werden?
[www.facebook.com]
Power is nothing.....without control!
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. December 2015 08:39 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Welcher der beiden Werte ist denn der wichtigere? Wenn du einen verringert, werden die Ecken dann wieder runder?
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. December 2015 08:41 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Quote
Stud54
Ich bin also auf 45mm/s runter und habe alle anderen Werte erhöht, solange dich Mechanik nicht streikte.
Beschleinigung XY liegt jetzt bei 5000, Jerk35.
Damit sehen die Kanten damit richtig gut aus.
Dafür haste jetzt aber Ghosting?!
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. December 2015 08:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Das Ghosting ist nicht schlimmer geworden. Ich lag ziemlich falsch mit den Riemen. Es sind eher die Lager und die Lastwechselmomente, die hier Probleme machen.
Wenn ich die Beschleinugung runter nehme....wird die Ecke runder. Gehe ich mit der Geschwindigkeit hoch....noch runder und dann schlägt das Ghosting richtig zu.
[www.facebook.com]
Power is nothing.....without control!
Wenn ich die Beschleinugung runter nehme....wird die Ecke runder. Gehe ich mit der Geschwindigkeit hoch....noch runder und dann schlägt das Ghosting richtig zu.
[www.facebook.com]
Power is nothing.....without control!
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. December 2015 08:46 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Quote
Stud54
Das Ghosting ist nicht schlimmer geworden. Ich lag ziemlich falsch mit den Riemen. Es sind eher die Lager und die Lastwechselmomente, die hier Probleme machen.
Wenn ich die Beschleinugung runter nehme....wird die Ecke runder. Gehe ich mit der Geschwindigkeit hoch....noch runder und dann schlägt das Ghosting richtig zu.
Dann zeig doch mal was

Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. December 2015 09:01 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Ich kenne das von meinem XL nur zu gut, ich nenne den mittlerweile immer meinen " Kompromissdrucker". Ich muss die Beschleunigung bei Y auf 800, bei X auf 1500 halten. Bei 45 mm/s Perimeter habe ich damit akzeptable Ecken...So richtig warm werde ich mit dem Drucker nicht. Liegt wohl auch daran daß ich nebenan etwas stehen habe daß die Meßlatte setzt...
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. December 2015 11:15 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 567 |
Hexagon Delta gegen sparkcubeXL? Das ist also ob man einen Geländewagen mit einer Kompaktklasse vergleicht und sagt das kleine Auto ist besser, weil man leichter einparken kann.
Prinzipbedingt ist Ghosting und Layeranordnung die Paradedisziplinen eines jeden Delta, das weiß man doch aber schon seit die erste Rostock's gebaut wurden.
Druck doch mal bitte ein Benchi mit dem Hexagon.
vincent.
1-mal bearbeitet. Zuletzt am 16.12.15 11:26.
########################
[the-sparklab.de]
OS, 3D Drucker, CNC,...
########################
Prinzipbedingt ist Ghosting und Layeranordnung die Paradedisziplinen eines jeden Delta, das weiß man doch aber schon seit die erste Rostock's gebaut wurden.
Druck doch mal bitte ein Benchi mit dem Hexagon.
vincent.
1-mal bearbeitet. Zuletzt am 16.12.15 11:26.
########################
[the-sparklab.de]
OS, 3D Drucker, CNC,...
########################
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. December 2015 14:57 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
Hab mit gedacht ich druck jetzt auch mal einen Wenn ich schon nen Cyclops hab dann natürlich den 2 Farbigen
Drucker: Sparkcube 1.1
Hotend: E3D Cyclops mit 0,4mm Düse
Extruder: 2 mal Airtripper Bowden
Slicer: CURA
Speed: Allgemein der Flow auf 98 % /// Bottom 30mm´s /// Aussen und Innen 40mm´s /// Infill 55mm´s
Layer: 0.2mm
Infill: 80 %
Retract: 2mm / 2mm bei Extruder Change /// 130 mm´s
Filament Lüfter: 2 mal 30 mm auf 80% 24V
Filament: PETG Weiss und Schwarz von Extrudr.eu
Temperatur Filament: 230°C
Temperatur Bett : 80°C auf SHM 5 mm Alu Plangefräst und Filaprint
So ganz zufrieden bin ich damit noch nicht vor allem die Patzer am hinteren Fenster der Kabine. Das ist die stelle vom Abstreifturm hin und wieder zurück. So wie es aussieht ist die strecke zu lange aber ich
vor allem die Patzer am hinteren Fenster der Kabine. Das ist die stelle vom Abstreifturm hin und wieder zurück. So wie es aussieht ist die strecke zu lange aber ich
traue mich nicht mehr zurückzuziehen da es ja dann passieren kann dass mir flüssiges Material auf die andere Seite drückt und verstopft. Sagt zumindest E3D so
Was meint ihr ? Bei dem ding muss wirklich alles passen
3-mal bearbeitet. Zuletzt am 17.12.15 04:24.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
Wenn ich schon nen Cyclops hab dann natürlich den 2 Farbigen 



Drucker: Sparkcube 1.1
Hotend: E3D Cyclops mit 0,4mm Düse
Extruder: 2 mal Airtripper Bowden
Slicer: CURA
Speed: Allgemein der Flow auf 98 % /// Bottom 30mm´s /// Aussen und Innen 40mm´s /// Infill 55mm´s
Layer: 0.2mm
Infill: 80 %
Retract: 2mm / 2mm bei Extruder Change /// 130 mm´s
Filament Lüfter: 2 mal 30 mm auf 80% 24V
Filament: PETG Weiss und Schwarz von Extrudr.eu
Temperatur Filament: 230°C
Temperatur Bett : 80°C auf SHM 5 mm Alu Plangefräst und Filaprint
So ganz zufrieden bin ich damit noch nicht
vor allem die Patzer am hinteren Fenster der Kabine. Das ist die stelle vom Abstreifturm hin und wieder zurück. So wie es aussieht ist die strecke zu lange aber ich traue mich nicht mehr zurückzuziehen da es ja dann passieren kann dass mir flüssiges Material auf die andere Seite drückt und verstopft. Sagt zumindest E3D so
Was meint ihr ? Bei dem ding muss wirklich alles passen
3-mal bearbeitet. Zuletzt am 17.12.15 04:24.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. December 2015 08:36 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 8 |
Hallo zusammen!
Ich habe jetzt zum ersten Mal einen 3D-Drucker im Betrieb und kämpfe mit den Unmengen an Einstellmöglichkeiten.
Für unsere Schule habe ich einen xBot 155CE von reprap.cc gekauft und das Drucken des Schiffchens klappt nicht. Bei mir kommt immer dies heraus: Die Stützen des Dachs sind zu schwach und werden durch die Bewegung des Druckkopfs weggedrückt. Zur besseren Verdeutlichung habe ich es mal gefilmt.
Ich habe mal versucht die ganzen Einstellungen herauszusuchen, tue mich aber mit der Software Repetier Host und dem Slic3r etwas schwer alles zu finden. Vielleicht könnt ihr einem Anfänger da mal unter die Arme greifen. Hier jetzt also die Daten:
Drucker: xBot 155 CE von reprap.cc
Hotend: Unbekannt
Extruder: Bowden ca 50cm
Slicer: Slic3r ?????? (Wo kann man das Rauslesen?)
Speed: Druckgeschwindigkeit 50mm/s,
Geschwindigkeit äußere Umrandung,
Füllung 40mm/s BridgeLayer: ???
Perimeter: ????? Was ist das?
Infill: 25 % Raster
Retract: 50mm/s, Distanz 4mm
Filament Lüfter: Auto
Filament: reprap.cc PLA 1,75mm schwarz
Temperatur: manuell 215°C / B 50°C Glasplatte mit Kapton (Filamenteinstellung war aber interessanter auf 220°C und 60°C eingestellt. Warum wird das nicht übernommen?)
Was mir aufgefallen ist: Das Schwarz/die Schichten scheinen irgendwie nicht so richtig gut zu verkleben.
Und ich habe immer wieder so etwas wie ungleichmäßigen Filamentfluss? Erkennbar daran, dass die Außenwand des Schiffchens auf manchen Ebenen löchrig/nicht glatt ist?
Es wäre schön, wenn ihr mir irgendwie helfen könntet,
Ingo
Ich habe jetzt zum ersten Mal einen 3D-Drucker im Betrieb und kämpfe mit den Unmengen an Einstellmöglichkeiten.
Für unsere Schule habe ich einen xBot 155CE von reprap.cc gekauft und das Drucken des Schiffchens klappt nicht. Bei mir kommt immer dies heraus: Die Stützen des Dachs sind zu schwach und werden durch die Bewegung des Druckkopfs weggedrückt. Zur besseren Verdeutlichung habe ich es mal gefilmt.
Ich habe mal versucht die ganzen Einstellungen herauszusuchen, tue mich aber mit der Software Repetier Host und dem Slic3r etwas schwer alles zu finden. Vielleicht könnt ihr einem Anfänger da mal unter die Arme greifen. Hier jetzt also die Daten:
Drucker: xBot 155 CE von reprap.cc
Hotend: Unbekannt
Extruder: Bowden ca 50cm
Slicer: Slic3r ?????? (Wo kann man das Rauslesen?)
Speed: Druckgeschwindigkeit 50mm/s,
Geschwindigkeit äußere Umrandung,
Füllung 40mm/s BridgeLayer: ???
Perimeter: ????? Was ist das?
Infill: 25 % Raster
Retract: 50mm/s, Distanz 4mm
Filament Lüfter: Auto
Filament: reprap.cc PLA 1,75mm schwarz
Temperatur: manuell 215°C / B 50°C Glasplatte mit Kapton (Filamenteinstellung war aber interessanter auf 220°C und 60°C eingestellt. Warum wird das nicht übernommen?)
Was mir aufgefallen ist: Das Schwarz/die Schichten scheinen irgendwie nicht so richtig gut zu verkleben.
Und ich habe immer wieder so etwas wie ungleichmäßigen Filamentfluss? Erkennbar daran, dass die Außenwand des Schiffchens auf manchen Ebenen löchrig/nicht glatt ist?
Es wäre schön, wenn ihr mir irgendwie helfen könntet,
Ingo
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. December 2015 09:03 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
hast du schon mal nachgesehen ob das ganze kalibriert ist ?
Druck mal nen Cube mit 20 oder 40 mm und messe nach ! Auch der Extruder muss kalibriert werden. einfach im Host unter Manuelle Steuerung z.b. 50mm Extrudieren und nachmessen wieviel tatsächlich rauskommt. Wenn das passt kann man weitersehen.
Den hier z.b.
40 mm Cube
Für das Schiffchen muss die Configuration schon sehr passen damit da was vernünftiges dabei raus kommt
2-mal bearbeitet. Zuletzt am 17.12.15 09:06.
Druck mal nen Cube mit 20 oder 40 mm und messe nach ! Auch der Extruder muss kalibriert werden. einfach im Host unter Manuelle Steuerung z.b. 50mm Extrudieren und nachmessen wieviel tatsächlich rauskommt. Wenn das passt kann man weitersehen.
Den hier z.b.
40 mm Cube
Für das Schiffchen muss die Configuration schon sehr passen damit da was vernünftiges dabei raus kommt
2-mal bearbeitet. Zuletzt am 17.12.15 09:06.
|
Wieso macht mein Drucker das? 17. December 2015 09:21 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 229 |
Es ist jetzt nicht das Benchy, aber ich glaub hier kriege ich hilfe
Ich habe einen cube mit 20 x 20 x 10 mm gedruckt mit folgenden Einstellungen:
Drucker: CoreXY (Eigenbau)
Hotend: E3D-Cyclops 0.4 Nozzle
Extruder: 2 x Bowden
Slicer: Simplify3D
Speed: 60mm's / Outline 50 %
Layer: 0.2109 mm
Perimeter: 1 Außen, 3 Top + Bottom
Infill: 30 %
Retract: 2,5mm / 100mm/s
Filament Lüfter: Aus
Filament: Extrudr PETG - schwarz
Temperatur Filament: 250 / 240 °C
Temperatur Bett: 90 / 75 °C @ PEI-Platte
Beim Druck enstehen Rillen im immer gleichen Abstand und die Ecken am Würfel sehen nicht bedeutend besser aus, aber seht selbst.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
Ich habe einen cube mit 20 x 20 x 10 mm gedruckt mit folgenden Einstellungen:
Drucker: CoreXY (Eigenbau)
Hotend: E3D-Cyclops 0.4 Nozzle
Extruder: 2 x Bowden
Slicer: Simplify3D
Speed: 60mm's / Outline 50 %
Layer: 0.2109 mm
Perimeter: 1 Außen, 3 Top + Bottom
Infill: 30 %
Retract: 2,5mm / 100mm/s
Filament Lüfter: Aus
Filament: Extrudr PETG - schwarz
Temperatur Filament: 250 / 240 °C
Temperatur Bett: 90 / 75 °C @ PEI-Platte
Beim Druck enstehen Rillen im immer gleichen Abstand und die Ecken am Würfel sehen nicht bedeutend besser aus, aber seht selbst.



Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. December 2015 11:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
Ich glaube deine Z Achse eiert
Wenn du Z schnell fährst läuft dann die Gewindestange gerade ohne rumzueiern ?
So sieht klassischer Z Wobble aus :
1-mal bearbeitet. Zuletzt am 17.12.15 11:16.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
Wenn du Z schnell fährst läuft dann die Gewindestange gerade ohne rumzueiern ?
So sieht klassischer Z Wobble aus :

1-mal bearbeitet. Zuletzt am 17.12.15 11:16.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. December 2015 11:35 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 229 |
Hey,
habe die Z-Achse grade von oben nach unten laufen lassen und wieder zurück. Es sah zumindest für mich alles kerzengerade aus.
Ich habe den Extrusion Multiplier etwas runtergesetzt und konnte ne Verbesserung feststellen
1-mal bearbeitet. Zuletzt am 17.12.15 11:36.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
habe die Z-Achse grade von oben nach unten laufen lassen und wieder zurück. Es sah zumindest für mich alles kerzengerade aus.
Ich habe den Extrusion Multiplier etwas runtergesetzt und konnte ne Verbesserung feststellen


1-mal bearbeitet. Zuletzt am 17.12.15 11:36.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. December 2015 11:39 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. December 2015 11:51 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 229 |
Ich hatte immer Lücken zwischen den "Würsten" sowohl im bottom als auch auf dem top Layer und bin dann mit dem Multiplier hoch gegangen um diese zu schließen. Ich war letzten Endes auf 1,3.
Hab gerade 100 mm Extrudiert und es waren tatsächlich nur 91 mm die vom Extruder eingezogen wurden. Ändere ich sowas besser in der FW oder reicht es wenn ich den Extrusion Multiplier hier hoch setze?
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
Hab gerade 100 mm Extrudiert und es waren tatsächlich nur 91 mm die vom Extruder eingezogen wurden. Ändere ich sowas besser in der FW oder reicht es wenn ich den Extrusion Multiplier hier hoch setze?
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. December 2015 11:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 324 |
Ich würde die steps fest im Eeprom für die Tatsächliche Stecke richtig einstellen und den Multiplier nur für Material spezifische Änderungen verwenden.
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
Sparkcube 1.1 /// RADDS 1.5 und DUE RAPS 128 und TMC 2100 /// E3D Cyclops /// Repetier Firmware /// Simplify 3D /// BQ Cyclops 3D Scanner
Hexagon V2 /// RADDS 1.6 und DUE RAPS 128 /// Repetier Firmware
Thingiverse
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 18. December 2015 20:20 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 37 |
Moin,
ich habe meinen Drucker nun steifer bekommen und das Druckbild sieht gleich viel besser aus:
Folgende Slic3r Einstellungen:
Bowdenextruder + E3Dlite6 Hotend
Wie soll ich am besten weiter vorgehen?
Viele Grüße
Patrick
ich habe meinen Drucker nun steifer bekommen und das Druckbild sieht gleich viel besser aus:



Folgende Slic3r Einstellungen:


Bowdenextruder + E3Dlite6 Hotend
Wie soll ich am besten weiter vorgehen?
Viele Grüße
Patrick
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. December 2015 10:38 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 229 |
Muss leider nochmal nerven.
Ich habe mir jetzt ein Teil mit Langlöchern ausgedruckt. Das Langloch wurde in Z-Richtung gedruckt und von Beginn bis Ende dieses Langlochs sind die Perimeter weiter nach außen gerutscht. Seht selbst.
An welcher Schraube muss hier gedreht werden um dem entgegen zu wirken?
Als Slicer wurde Simplify3D verwendet.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
Ich habe mir jetzt ein Teil mit Langlöchern ausgedruckt. Das Langloch wurde in Z-Richtung gedruckt und von Beginn bis Ende dieses Langlochs sind die Perimeter weiter nach außen gerutscht. Seht selbst.

An welcher Schraube muss hier gedreht werden um dem entgegen zu wirken?
Als Slicer wurde Simplify3D verwendet.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. December 2015 10:56 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Im Bereich der Löcher hat der Drucker vermutlich solid Infill gemacht. E-Steps optimieren, Du drückst Zuviel!
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. December 2015 11:17 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 229 |
Hallo Protoprinter,
auch im Bereich der Löcher wurde mit 30 % Infill gedruckt, das konnte ich beobachten.
Die E-Steps hab ich vor kurzem erst angepasst. Wenn ich 100 mm Extrudiere werden auch genau 100 mm eingezogen.
Wenn ich die jetzt wieder reduziere, dann passt es doch an andere Stelle wieder nicht?
1-mal bearbeitet. Zuletzt am 19.12.15 11:18.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
auch im Bereich der Löcher wurde mit 30 % Infill gedruckt, das konnte ich beobachten.

Die E-Steps hab ich vor kurzem erst angepasst. Wenn ich 100 mm Extrudiere werden auch genau 100 mm eingezogen.
Wenn ich die jetzt wieder reduziere, dann passt es doch an andere Stelle wieder nicht?
1-mal bearbeitet. Zuletzt am 19.12.15 11:18.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. December 2015 11:26 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Ok, alles klar, dann ist es das schonmal nicht. Autocooling? Wird vielleicht wegen kürzerer Zeit pro Layer die Geschwindigkeit reduziert? Dann könnte es eine Temperaturgeschichte sein. Ich vermeide Autopooling wenn möglich. Sonst hat man schonmal glänzende Stellen...
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. December 2015 11:37 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 229 |
Mir ist grade aufgefallen, dass in "Extra restart Distance" ein Wert drin stand. Habe diesen jetzt mal auf 0 gesetzt und den Drucker gestartet. Bin gespannt ob sich was ändern wird, sollte gleich beim Langloch angekommen sein.
Die Autocooling Einstellungen sehen bei mir so aus:
1-mal bearbeitet. Zuletzt am 19.12.15 11:43.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder

Die Autocooling Einstellungen sehen bei mir so aus:

1-mal bearbeitet. Zuletzt am 19.12.15 11:43.
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. December 2015 13:24 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 229 |
Anscheind war das die richtige Schraube (Extra restart Distance)
Hab jetzt ein besseres Ergebnis
Werde mich gleich mal an dem Benchy versuchen
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
Hab jetzt ein besseres Ergebnis



Werde mich gleich mal an dem Benchy versuchen
Noname
- Druckfläche 320 x 220, Druckhöhe 300 mm
- E3D Chimera + MaPa-Beschichtung + Micron Dual Bowden Extruder
- 5mm PEI DDP
- RADDS - 24 V + 5 x TMC2100
- S3D
Tevo Little Monster
- Druckfläche Ø 350 mm, Druckhöhe 500 mm
- DuetWifi + Smart Effector
- S3D
- E3D V6 + Nozzle X V6
- E3D Titan Extruder
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. December 2015 14:01 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Stand da ein negativer oder positiver Wert drin?
Gruß
[www.facebook.com]
Power is nothing.....without control!
Gruß
[www.facebook.com]
Power is nothing.....without control!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.