Print process
Posted by epatel
|
Print process February 28, 2011 12:19PM |
Registered: 13 years ago Posts: 36 |
Hi,
I have just finished building my kit from TechZone. Think I have done a pretty good job and every thing feels solid.
But, I'm having a hard time figuring out how to make a first print. I have tried skeinforge on some simple cubes but nothing real prints and I'm lost in all parameters. The generated gcode lacks the 'E' codes so nothing is extruded. But, could someone help me figure out a couple of pieces, specially for the TechZone Huxley.
My first two big questions are:
* What is a good process to go from stl to gcode into the machine?
* What feedrate in E codes should be generated for the Bowden extruder (as a function of speed and thickness I guess)?
Edited 1 time(s). Last edit at 02/28/2011 12:20PM by epatel.
I have just finished building my kit from TechZone. Think I have done a pretty good job and every thing feels solid.
But, I'm having a hard time figuring out how to make a first print. I have tried skeinforge on some simple cubes but nothing real prints and I'm lost in all parameters. The generated gcode lacks the 'E' codes so nothing is extruded. But, could someone help me figure out a couple of pieces, specially for the TechZone Huxley.
My first two big questions are:
* What is a good process to go from stl to gcode into the machine?
* What feedrate in E codes should be generated for the Bowden extruder (as a function of speed and thickness I guess)?
Edited 1 time(s). Last edit at 02/28/2011 12:20PM by epatel.
|
Re: Print process March 05, 2011 10:30AM |
Registered: 13 years ago Posts: 1 |
Right there with you sir. I have my TechZone kit completed and pushing filament but not making it into anything other than a mess so far. I am using RepSnapper right now (recommended by TechZone) to do my printing. My YouTube video of current printing. . So far, like you, I am trying to figure out the correct overall settings to get it to extrude properly. I am following your topic in case someone pops up with an answer or I will drop you a post if I find out anything.
|
Re: Print process March 05, 2011 02:36PM |
Registered: 13 years ago Posts: 36 |
Good to hear I'm not alone at least.
I have been able to measure most things and I am able to print "somethings" if I make the gcodes myself according to my measurements. But then its only a simple geometry generated from a short c program.
[memention.com]
I'm using PLA and have experienced several occasions when a skeinforge generated file just rips out my headed tip almost destroying the bed and tip. So far I have been able to fix them afterwards but it's very time consuming and nerve wrecking. I have very little confidence in skeinforge so far.
I have been able to measure most things and I am able to print "somethings" if I make the gcodes myself according to my measurements. But then its only a simple geometry generated from a short c program.
[memention.com]
I'm using PLA and have experienced several occasions when a skeinforge generated file just rips out my headed tip almost destroying the bed and tip. So far I have been able to fix them afterwards but it's very time consuming and nerve wrecking. I have very little confidence in skeinforge so far.
|
Re: Print process March 06, 2011 04:32PM |
Registered: 13 years ago Posts: 36 |
So, I managed to fix the heated tip once again after getting it blown out of it socket by skeinforge gcodes 
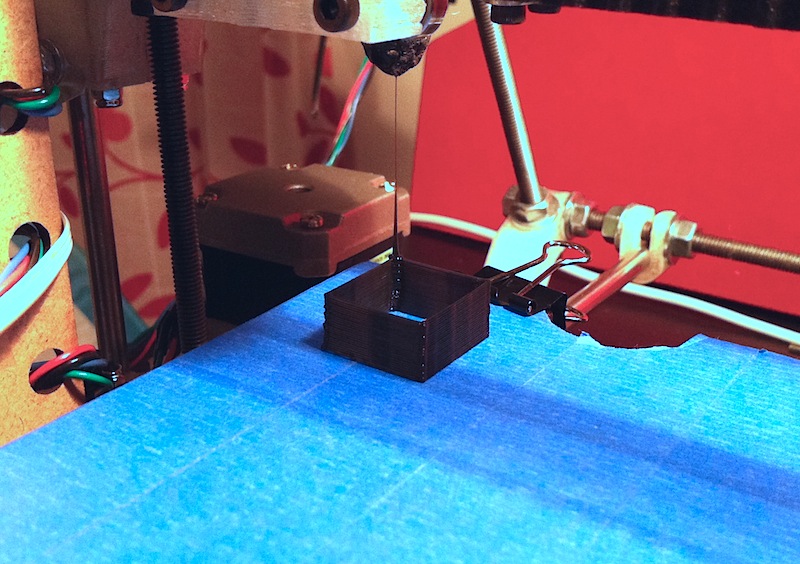
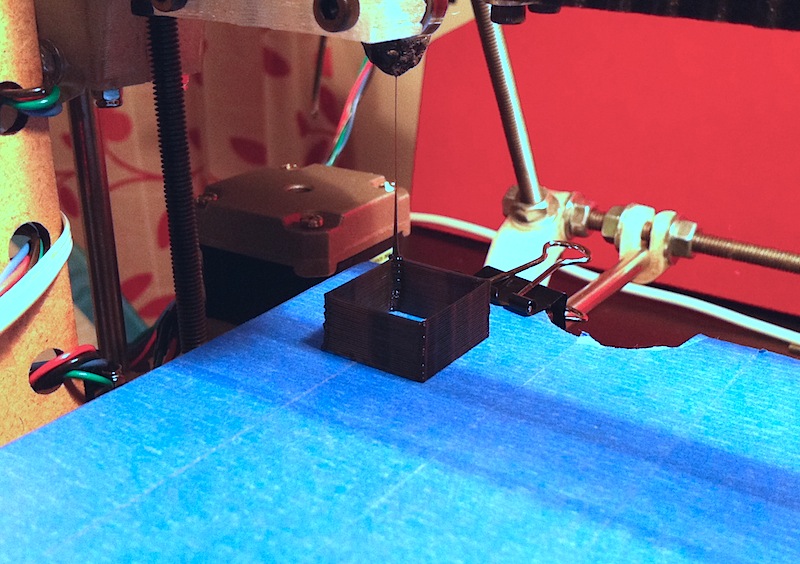
I verify my machine with these gcodes which I have generated myself. So, I share them here.
1. The C program I used to generate the gcodes I'm working with at the moment
2. An image of the 20x20x10 walls on the printbed
3. The gcodes
I verify my machine with these gcodes which I have generated myself. So, I share them here.
1. The C program I used to generate the gcodes I'm working with at the moment
2. An image of the 20x20x10 walls on the printbed
3. The gcodes
{kind=link}
{kind=link}
|
Re: Print process March 16, 2011 07:33AM |
Registered: 13 years ago Posts: 1 |
|
Re: Print process March 17, 2011 03:43AM |
Registered: 14 years ago Posts: 800 |
|
Re: Print process March 26, 2011 08:50PM |
Registered: 13 years ago Posts: 30 |
Seems yall are following right in my foot steps of last week. I have been able to generate some successful prints using Repsnapper as skeinforge scares me.
My settings for PLA:
Extruder temp: 220 (issues in the melt nozzle so i run it high)
Extrusion Multiplier: 1.4
Extruded material width: .6
Extruded height: .4
Min/Max print speed: around 1800 (some blow out issues)
Z Printspeed: 50
No raft
Infill gap of 1mm
With repsnapper dont forget to edit the extruder temp set for the temp you want. It defaults to 75 when you generate the gcode
Hope this helps.
My settings for PLA:
Extruder temp: 220 (issues in the melt nozzle so i run it high)
Extrusion Multiplier: 1.4
Extruded material width: .6
Extruded height: .4
Min/Max print speed: around 1800 (some blow out issues)
Z Printspeed: 50
No raft
Infill gap of 1mm
With repsnapper dont forget to edit the extruder temp set for the temp you want. It defaults to 75 when you generate the gcode
Hope this helps.
|
Re: Print process June 16, 2011 09:47PM |
Heres where I am currently running my Huxley. Still having a few issues though with my X-axis I think I need to tighten my belt (slipping now). Al-in-al not doing to bad. Make sure the Z-Axis home is just of the table. Another thing make sure if using blue painters tape to use the one that is matte not gloss as the plastic has issues with not sticking to the gloss. By the way I am running techzones green PLA on these settings.
Start Speed for Z Movements (mm/min) - 40
Max Speed for Z Movements (mm/min) - 60
Amount to Shift the Part on the X Axis (mm) - 0
Amount to Shift the Part on the Y Axis (mm) - 0
Height to Start Printing at (mm) - .1
Multiplyer to Scale the X Size By (% 1=100%) - 1
Multiplyer to Scale the Y Size By (% 1=100%) - 1
Multiplyer to Scale the Z Size By (% 1=100%) - 1.36
Multiplyer to Scale the print speed by (% 1=100%) - 1
Multiplyer to Scale the extrusion amount by (% 1=100%) - 1.5
Speed to back off the filament at while moving without printing (mm/min) - 9900
Distance to back off the filament while moving without printing (mm) - 35
Distance to return after backing off (mm) - 35
Temperature to set the Tip to (°C) - 210
Delay time to allow tip to come up to temperature (Seconds) - 30
How often to resend temperature - 100
Temperature to set tip to after print is done (°C) - 0
Waste plate location on X Axis - 95
Width of the print area - 210
Length of the print area - 210
Start Speed for Z Movements (mm/min) - 40
Max Speed for Z Movements (mm/min) - 60
Amount to Shift the Part on the X Axis (mm) - 0
Amount to Shift the Part on the Y Axis (mm) - 0
Height to Start Printing at (mm) - .1
Multiplyer to Scale the X Size By (% 1=100%) - 1
Multiplyer to Scale the Y Size By (% 1=100%) - 1
Multiplyer to Scale the Z Size By (% 1=100%) - 1.36
Multiplyer to Scale the print speed by (% 1=100%) - 1
Multiplyer to Scale the extrusion amount by (% 1=100%) - 1.5
Speed to back off the filament at while moving without printing (mm/min) - 9900
Distance to back off the filament while moving without printing (mm) - 35
Distance to return after backing off (mm) - 35
Temperature to set the Tip to (°C) - 210
Delay time to allow tip to come up to temperature (Seconds) - 30
How often to resend temperature - 100
Temperature to set tip to after print is done (°C) - 0
Waste plate location on X Axis - 95
Width of the print area - 210
Length of the print area - 210
|
Re: Print process June 17, 2011 07:40AM |
Registered: 13 years ago Posts: 248 |
Don't purchase a huxley. Im having tremendous problems. I purchased the plastic kit and I've had a number of issues:
-Wrong power supply sent initially, but fixed after I asked them
-Hot tip problems - they know that their hot tip will fail and leak plastic eventually but do nothing to fix it and leave it to you to find out how to fix it.
- Gear teeth were dull causing my x-axis to slip
- Incomplete instructions online
- False advertisement - they said all you need to assemble is some allen wrenches. I had to purchase a hot glue gun, IR thermometer, a dremel drill for making the holes fit with screws, a vice to help with drilling holes in pieces.
- I purchased a separate hot tip from someone on the forum for 45$ and am trying to make that work with the huxley.
- Constant problems with the bowden due to pressure issues and causing the tip to fall into the bed (the tip they sent me)
Please save yourself the hassle. Maybe purchase something from Emaker, Makergear, or even the UP printer. Save yourself money and time and headache. I did learn a lot though. But its just trash sitting on my desk now since I don't have DIY equipment like others do.
- Reprap Noob
[omemon.wordpress.com]
-Wrong power supply sent initially, but fixed after I asked them
-Hot tip problems - they know that their hot tip will fail and leak plastic eventually but do nothing to fix it and leave it to you to find out how to fix it.
- Gear teeth were dull causing my x-axis to slip
- Incomplete instructions online
- False advertisement - they said all you need to assemble is some allen wrenches. I had to purchase a hot glue gun, IR thermometer, a dremel drill for making the holes fit with screws, a vice to help with drilling holes in pieces.
- I purchased a separate hot tip from someone on the forum for 45$ and am trying to make that work with the huxley.
- Constant problems with the bowden due to pressure issues and causing the tip to fall into the bed (the tip they sent me)
Please save yourself the hassle. Maybe purchase something from Emaker, Makergear, or even the UP printer. Save yourself money and time and headache. I did learn a lot though. But its just trash sitting on my desk now since I don't have DIY equipment like others do.
- Reprap Noob
[omemon.wordpress.com]
|
Re: Print process June 18, 2011 03:24AM |
Registered: 12 years ago Posts: 6 |
Sorry, only registered users may post in this forum.