Home
>
Developers
>
Topic
High-Temp Hot End
Posted by Wissing
|
High-Temp Hot End October 21, 2013 09:54PM |
Registered: 10 years ago Posts: 62 |
Anybody need a project?
I'm sure this has been done, but I just successfully temp-tested my very own all-metal, high-temp hotend.
One stipulation: My thermometer only goes up to 250C; but the reading was off the chart... I'm betting it gets around 300C without the fan on.
I got bare Kanthal resistance wire (approximately 5 ohms, giving about 30 Watts) off Amazon. Used hollow braided Silica Wick as insulation (threading the kanthal through the middle). Then, I wrapped the wick around the lead wires all the way up through the X-carriage (it's a modified Prusa-Mendel, Plastibot).
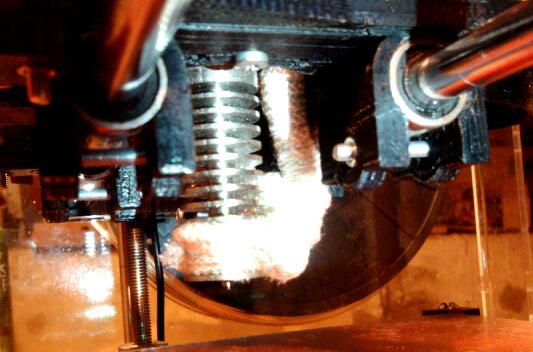
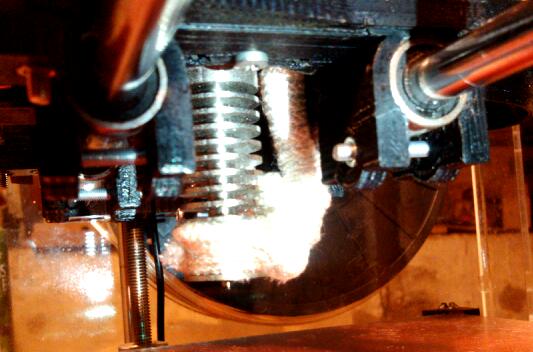
The hot end is all-metal 303 Stainless Steel, with a 0.5mm nozzle built in. I used 11/16" 303SS round stock off McMaster Carr. My friend put it on his lathe and turned it to fit the extruder, and cut out the fins. The fins were the critical part.
If I leave the fans on, I get about 220C (at the hot end) and about 30C at the cold end. This successfully extruded PLA. I heated it up, extruded, let it cool, let the PLA harden, then re-heated it and it did not jam!
If I leave the fans off, I get off-the charts readings on my 250C thermometer (at the hot end), and about 60C at the cold end. This is where I'd like to see if anyone wants to try it out - does it eventually degrade the ABS plastic at the cold end after continuous use?
If you'd like to experiment with one, and you have a lathe to make it, let me know.
I'm sure this has been done, but I just successfully temp-tested my very own all-metal, high-temp hotend.
One stipulation: My thermometer only goes up to 250C; but the reading was off the chart... I'm betting it gets around 300C without the fan on.
I got bare Kanthal resistance wire (approximately 5 ohms, giving about 30 Watts) off Amazon. Used hollow braided Silica Wick as insulation (threading the kanthal through the middle). Then, I wrapped the wick around the lead wires all the way up through the X-carriage (it's a modified Prusa-Mendel, Plastibot).
The hot end is all-metal 303 Stainless Steel, with a 0.5mm nozzle built in. I used 11/16" 303SS round stock off McMaster Carr. My friend put it on his lathe and turned it to fit the extruder, and cut out the fins. The fins were the critical part.
If I leave the fans on, I get about 220C (at the hot end) and about 30C at the cold end. This successfully extruded PLA. I heated it up, extruded, let it cool, let the PLA harden, then re-heated it and it did not jam!
If I leave the fans off, I get off-the charts readings on my 250C thermometer (at the hot end), and about 60C at the cold end. This is where I'd like to see if anyone wants to try it out - does it eventually degrade the ABS plastic at the cold end after continuous use?
If you'd like to experiment with one, and you have a lathe to make it, let me know.
{kind=link}
{kind=link}
|
Re: High-Temp Hot End October 21, 2013 11:37PM |
Registered: 10 years ago Posts: 1,381 |
Use white plastic, if it turns brown, or black specks show up in your print you have degraded the plastic.
Post cad drawings if you have them.
What diameter is the wire?
What is the Kanthal part number?
[www.kanthal.com]
Post cad drawings if you have them.
What diameter is the wire?
What is the Kanthal part number?
[www.kanthal.com]
|
Re: High-Temp Hot End October 27, 2013 12:21PM |
Registered: 10 years ago Posts: 62 |
Kanthal: B00C8H5ZFI
Silica: B00DX7JP3A
make sure, when you heat up the silica for the first time, it's in a well-ventilated area; while the silica itself is good up to 1000C, there may be residue from factory operations that will burn off; these could be potentially harmful.
Drawing is attached.
Silica: B00DX7JP3A
make sure, when you heat up the silica for the first time, it's in a well-ventilated area; while the silica itself is good up to 1000C, there may be residue from factory operations that will burn off; these could be potentially harmful.
Drawing is attached.
|
Re: High-Temp Hot End October 27, 2013 06:25PM |
Registered: 10 years ago Posts: 1,381 |
I like your design concept, as you can inexpensively replace the resistance wire, it's light weight, less vitamins, compact, good job!
It's encouraging to learn that you were able to retract the filament without it binding/sticking within the barrel.
Is the ID micropolished or is it a rough surface from the drilling operation?
I've worked with ribbon NiCr resistance heaters and the tag ends were silver solder to SS connectors,
with copper leads coming off of the connectors to a transformer.
Did you solder a connector to the resistance wire, or did you run the tag ends directly to the pcb connector?
How long did you cut your resistance wire to achieve 5 ohms (4 inches?).
What do you think would happen if you:
wrapped the resistance wire directly onto the SS,
then wrapped the resistance wire with Silica to insulate it?
Do these specifications look correct?
FYI: this is what is used in ePens, eCigarettes, vaporizers.
Kanthal 32 AWG Gauge A1 Wire 100' Roll .20mm , 13.75 Ohms/ft Resistance
Heat resistant up to 1500 degrees Celsius
Resistance = 13.75 Ohms/ft at room temp
008 in. .20 mm
Shape: Round
It's encouraging to learn that you were able to retract the filament without it binding/sticking within the barrel.
Is the ID micropolished or is it a rough surface from the drilling operation?
I've worked with ribbon NiCr resistance heaters and the tag ends were silver solder to SS connectors,
with copper leads coming off of the connectors to a transformer.
Did you solder a connector to the resistance wire, or did you run the tag ends directly to the pcb connector?
How long did you cut your resistance wire to achieve 5 ohms (4 inches?).
What do you think would happen if you:
wrapped the resistance wire directly onto the SS,
then wrapped the resistance wire with Silica to insulate it?
Do these specifications look correct?
FYI: this is what is used in ePens, eCigarettes, vaporizers.
Kanthal 32 AWG Gauge A1 Wire 100' Roll .20mm , 13.75 Ohms/ft Resistance
Heat resistant up to 1500 degrees Celsius
Resistance = 13.75 Ohms/ft at room temp
008 in. .20 mm
Shape: Round
|
Re: High-Temp Hot End October 28, 2013 06:36PM |
Registered: 10 years ago Posts: 62 |
Yep, that's the one.
You can't wrap the wire directly onto the stainless because it will short; the electricity will go straight through the steel. You have to keep the wire isolated from its surroundings. It's kind of hard to get the wire inside the silica wick, but I found a trick to it:
Take regular 20 gage wire, cut it to the length you want (4.5 to 5 inches gets about 5 ohms)
Pull the regular wire out so you just have a piece of hollow wire insulation.
Feed the Kanthal into that wire insulation half way. Now, you have a blunt end that won't slip through the walls of the silica wick when you try to feed it through.
Feed the Kanthal through the hollow inside of the Silica wick that way. You'll want to make sure the Silica is a few inches longer than the Kanthal, to be on the safe side.
Use the excess Silica to overlap the copper wire that goes to your circuit board.
As for the connection, I just twisted the wires together, folded them over, and pulled the wick up over the connection. There's no point in high-temp if you use solder, cause solder will melt pretty low. Anything touching the Kanthal gets hot. I even found that the heat was creeping up the copper wire connections about 3 inches, so I wrapped the whole thing in more Silica. I also wrapped more Silica around the hot end to further insulate.
Actually, I originally designed it this way with the intent of making it into a spinning hot-end. Theoretically, there should be a way to hold that Kanthal in place while the nozzle spins; but I changed my mind, because I didn't want to spend all the time on that, only to find out it doesn't work. Feel free to experiment, though! I was thinking maybe putting a gear on top, with a set screw, and a meshing gear on the extruder motor.
You can't wrap the wire directly onto the stainless because it will short; the electricity will go straight through the steel. You have to keep the wire isolated from its surroundings. It's kind of hard to get the wire inside the silica wick, but I found a trick to it:
Take regular 20 gage wire, cut it to the length you want (4.5 to 5 inches gets about 5 ohms)
Pull the regular wire out so you just have a piece of hollow wire insulation.
Feed the Kanthal into that wire insulation half way. Now, you have a blunt end that won't slip through the walls of the silica wick when you try to feed it through.
Feed the Kanthal through the hollow inside of the Silica wick that way. You'll want to make sure the Silica is a few inches longer than the Kanthal, to be on the safe side.
Use the excess Silica to overlap the copper wire that goes to your circuit board.
As for the connection, I just twisted the wires together, folded them over, and pulled the wick up over the connection. There's no point in high-temp if you use solder, cause solder will melt pretty low. Anything touching the Kanthal gets hot. I even found that the heat was creeping up the copper wire connections about 3 inches, so I wrapped the whole thing in more Silica. I also wrapped more Silica around the hot end to further insulate.
Actually, I originally designed it this way with the intent of making it into a spinning hot-end. Theoretically, there should be a way to hold that Kanthal in place while the nozzle spins; but I changed my mind, because I didn't want to spend all the time on that, only to find out it doesn't work. Feel free to experiment, though! I was thinking maybe putting a gear on top, with a set screw, and a meshing gear on the extruder motor.
|
Re: High-Temp Hot End October 29, 2013 08:01AM |
Registered: 10 years ago Posts: 1,381 |
The heat traveling up the copper leads can be a safety issue.
Just an idea (if this is an issue for you): I think if you added a short segment of SS wire, then the copper leads,
you might be able to reduce the heat migrating up the copper leads?
I was using something that was magnitudes larger than what you have, and I didn't have any problems with heat migrating up the copper leads.
Why spin the hot end, what happens to the filament feeding into it?
Just an idea (if this is an issue for you): I think if you added a short segment of SS wire, then the copper leads,
you might be able to reduce the heat migrating up the copper leads?
I was using something that was magnitudes larger than what you have, and I didn't have any problems with heat migrating up the copper leads.
Why spin the hot end, what happens to the filament feeding into it?
|
Re: High-Temp Hot End October 30, 2013 07:27PM |
Registered: 10 years ago Posts: 62 |
Why spin the hot end you ask? I have no idea. Just some crazy idea I was entertaining. Maybe it would give a nice finish? Maybe it would be more consistent?
The creeping temperature doesn't seem to be that bad. I'm not just using straight wire either, I'm actually using the wires from one of those 3mm cartridge heaters.
By the way - have you tried getting a thermocouple to work? I hear it needs a special chip to translate its signal over before it gets to the RAMPS. Any help would be appreciated.
Thanks!
The creeping temperature doesn't seem to be that bad. I'm not just using straight wire either, I'm actually using the wires from one of those 3mm cartridge heaters.
By the way - have you tried getting a thermocouple to work? I hear it needs a special chip to translate its signal over before it gets to the RAMPS. Any help would be appreciated.
Thanks!
|
Re: High-Temp Hot End May 12, 2014 10:38PM |
Registered: 10 years ago Posts: 62 |
This just in... I got my stainless steel hot end working. Managed to print a puzzle piece in nylon 618 at about 235C. I had a hard time getting the printer to get up to the recommended 245C because of power limitations (the heater isn't well enough insulated), but it turned out great nonetheless.
Lessons learned:
1. If the extruder won't extrude, it's probably not as hot as it thinks it is. Thermistor placement is key - only the glass part should be touching the heat source, not the leads.
2. Themocouples are useless.
3. Silica wick? Too thick. Used Nichrome wire instead.
4. Silica wick does make for a good insulator in general, just not a good wire insulator.
5. Getting PLA to un-jam is best done by-the-book. A.) Temp to 190, B.) Temp to 60, C.) Temp to 150, D.) Reverse-extrude by hand.
6. Nylon 618 is a great non-toxic alternative to PLA, and seems much more jam-resistant.
Edited 1 time(s). Last edit at 05/12/2014 10:39PM by Wissing.
Lessons learned:
1. If the extruder won't extrude, it's probably not as hot as it thinks it is. Thermistor placement is key - only the glass part should be touching the heat source, not the leads.
2. Themocouples are useless.
3. Silica wick? Too thick. Used Nichrome wire instead.
4. Silica wick does make for a good insulator in general, just not a good wire insulator.
5. Getting PLA to un-jam is best done by-the-book. A.) Temp to 190, B.) Temp to 60, C.) Temp to 150, D.) Reverse-extrude by hand.
6. Nylon 618 is a great non-toxic alternative to PLA, and seems much more jam-resistant.
Edited 1 time(s). Last edit at 05/12/2014 10:39PM by Wissing.
Sorry, only registered users may post in this forum.