self-made delta calibrating
Posted by mga
|
self-made delta calibrating February 17, 2018 10:51AM |
Registered: 7 years ago Posts: 256 |
I assembled a delta of which I printed the pieces. I have checked the geometry measurements many times both on the project (Blender) and on the machine.
But when I measure the distance on the towers I have a difference of almost 1 centimeter compared to the center. I think it's not all this difference at all. I know it's a delta radius problem, but I'm convinced that if the measurements were accurate I would not have to change much ... so I must have done something wrong.
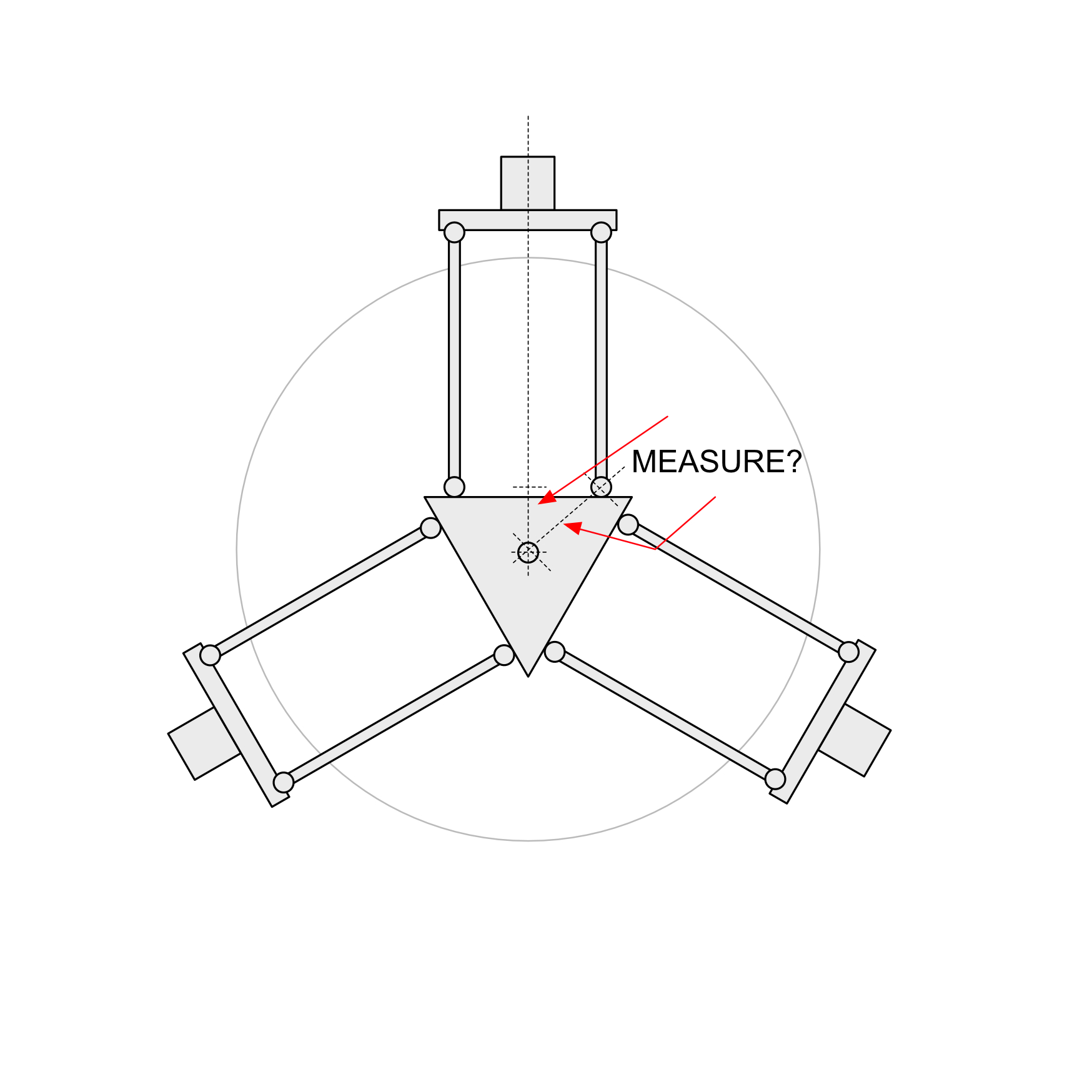
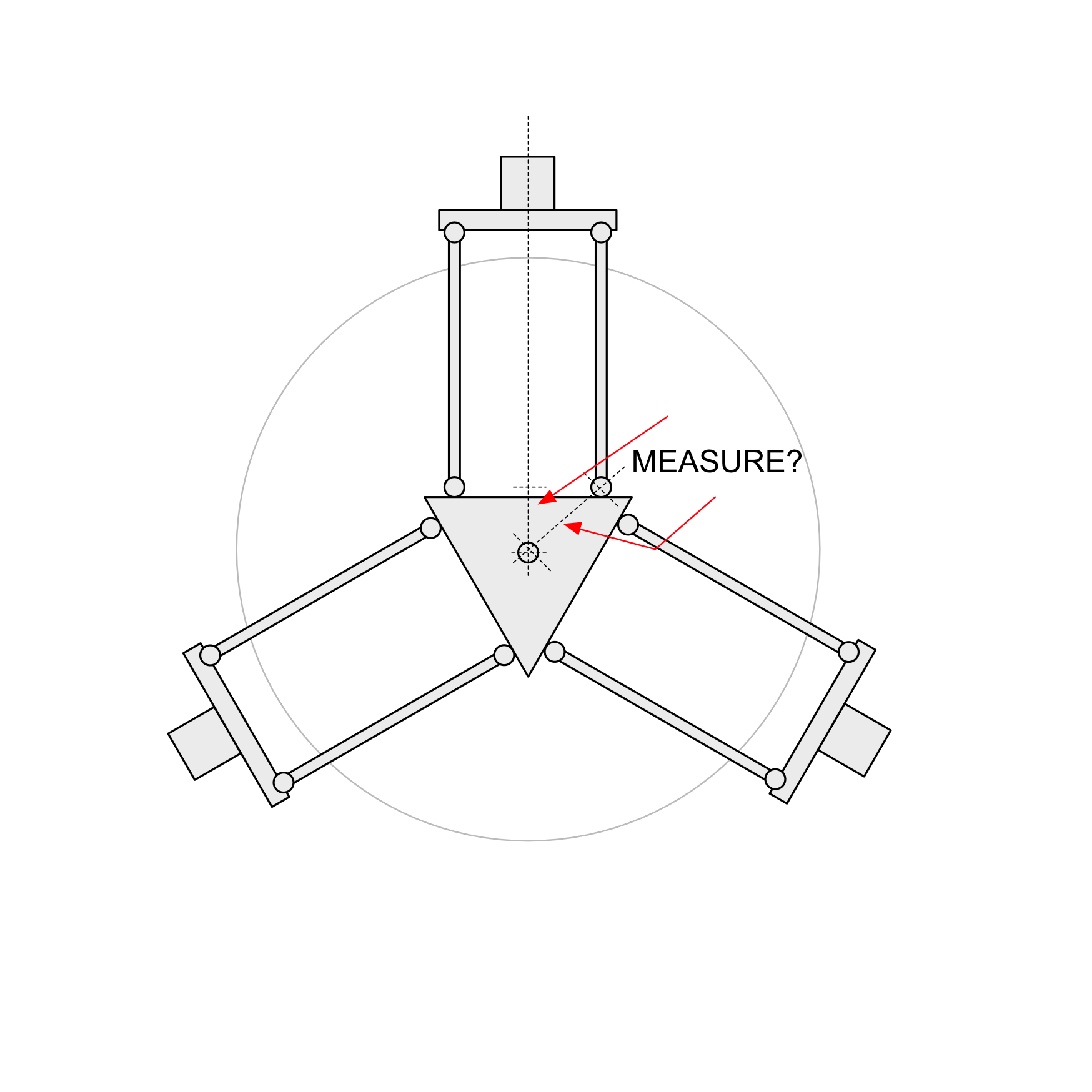
All the measurements I have taken as a central projection, ie the horizontal distance at the bars, as if the bar were only one central compared to the two parallel bars and more - besides being central - I measured the horizontal projection (except that the length of the bar itself). It seems clear to me that this is from the drawings for the calculation of the geometries. Of course if the distance between the joint and the nozzle was not the horizontal projection as in a section, but it was only horizontal projection, it would change a lot. Look in the drawing seen from above. I measure the delta effector offset with respect to the axis (the shortest), but look how it changes - always in projection - if I had to measure the real ... but which is right? Where I'm wrong ... how can I correct?
But when I measure the distance on the towers I have a difference of almost 1 centimeter compared to the center. I think it's not all this difference at all. I know it's a delta radius problem, but I'm convinced that if the measurements were accurate I would not have to change much ... so I must have done something wrong.
All the measurements I have taken as a central projection, ie the horizontal distance at the bars, as if the bar were only one central compared to the two parallel bars and more - besides being central - I measured the horizontal projection (except that the length of the bar itself). It seems clear to me that this is from the drawings for the calculation of the geometries. Of course if the distance between the joint and the nozzle was not the horizontal projection as in a section, but it was only horizontal projection, it would change a lot. Look in the drawing seen from above. I measure the delta effector offset with respect to the axis (the shortest), but look how it changes - always in projection - if I had to measure the real ... but which is right? Where I'm wrong ... how can I correct?
|
Re: self-made delta calibrating February 17, 2018 04:37PM |
Registered: 10 years ago Posts: 14,672 |
You are measuring in the correct place.
If you mean that the nozzle height changes by 1cm between the towers and the centre, then you have one or more of the following incorrectly configured in firmware: delta radius, rod length, or steps/mm.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
If you mean that the nozzle height changes by 1cm between the towers and the centre, then you have one or more of the following incorrectly configured in firmware: delta radius, rod length, or steps/mm.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: self-made delta calibrating February 18, 2018 03:50AM |
Registered: 8 years ago Posts: 5,232 |
I didn't calibrate a Delta with Marlin for a long time, but this drawing was very helpful back then.

{kind=link}
{kind=link}
|
Re: self-made delta calibrating February 18, 2018 10:35PM |
Registered: 7 years ago Posts: 256 |
|
Re: self-made delta calibrating February 19, 2018 04:51AM |
Registered: 8 years ago Posts: 5,232 |
As I said, it's an older pic. AFAIK Marlin doesn't use all these parameters anymore.
RRF's 6-factor calibration seems to work with only one accurate dimension: the rod length. All other parameters, like delta radius, printable radius, homed height, can be rough estimates. Am I right, David?
Edited 1 time(s). Last edit at 02/19/2018 04:51AM by o_lampe.
RRF's 6-factor calibration seems to work with only one accurate dimension: the rod length. All other parameters, like delta radius, printable radius, homed height, can be rough estimates. Am I right, David?
Edited 1 time(s). Last edit at 02/19/2018 04:51AM by o_lampe.
|
Re: self-made delta calibrating February 19, 2018 05:27AM |
Registered: 10 years ago Posts: 732 |
Diagonal rod length and steps per mm must precise. You can calibrate the rest.
If your machine can achieve very low angles (<10°) of diagonal rod to the bed and hotend can go beyond of the triangle connecting virtual tower positions then you can calibrate also the diagonal rod length. These low angles would not be useful for printing (because of high stepper speed requirement), but they would help to distinguish between diagonal rod length error and delta radius error. Only steps per mm would need to be precise when calibrating such a printer.
If your machine can achieve very low angles (<10°) of diagonal rod to the bed and hotend can go beyond of the triangle connecting virtual tower positions then you can calibrate also the diagonal rod length. These low angles would not be useful for printing (because of high stepper speed requirement), but they would help to distinguish between diagonal rod length error and delta radius error. Only steps per mm would need to be precise when calibrating such a printer.
|
Re: self-made delta calibrating February 19, 2018 06:14AM |
Registered: 7 years ago Posts: 256 |
Sorry, only registered users may post in this forum.