Bristol UK - Looking for a Kossel configuration whizz
Posted by Wibbles
|
Bristol UK - Looking for a Kossel configuration whizz February 09, 2017 02:20PM |
Registered: 9 years ago Posts: 91 |
I have built my Sintron Kossel, I also have a Smartrap that works briliantly, and has done so for 2 years.
The Kossel is, to put it plainly, doing my head in.
It all works, the only change I have made is to install a glass bed in place of the heated bed as not only do I only use PLA, I don't trust the PSU or the Arduino's with heavy current.
The auto bed leveller functions.
That aside, I have done the Z Offset for the centre, and printed a calibration disc, that tells me all of my towers are 60 degrees.
The problem is with accurately printing in all dimensions, and getting the ABL to set the hotend to clear the bed in all directions.
I have taken the measurements for the Z offset next to each tower, but have no idea how to transfer the data into the Marlin firmware, all of the guides that I have found seem to use Repetier, and installing that on a Linux PC is heck of a lot more complicated than Pronterface, so I use that.
I do not have adjustable endstops.
I have looked at Rollie Rolands tool, but cannot figure out where, or how, to get all of the existing data from the Eeprom that I need to enter into his on screen tool. I ran the Gcode by copying it into Pronterface but it just takes one prod next to the X tower, moves to midway between the Z & Y tower and stops. The screen says 'Sleep'?
If anyone can assist online then great, but if not, if there is anyone local to me who wants £50 to get this printer sorted so that it prints as well as my Smartrap, then let me know.
This is what I 'think' affects the issue....but who knows??
Tower Configuration
#define DELTA_SEGMENTS_PER_SECOND 120
// Center-to-center distance of the holes in the diagonal push rods.
#define DELTA_DIAGONAL_ROD 220 // mm
// Horizontal offset from middle of printer to smooth rod center.
#define DELTA_SMOOTH_ROD_OFFSET 165 // mm
// Horizontal offset of the universal joints on the end effector.
#define DELTA_EFFECTOR_OFFSET 30.14 // mm
// Horizontal offset of the universal joints on the carriages.
#define DELTA_CARRIAGE_OFFSET 24.38 // mm
// Horizontal distance bridged by diagonal push rods when effector is centered.
#define DELTA_RADIUS (DELTA_SMOOTH_ROD_OFFSET-DELTA_EFFECTOR_OFFSET-DELTA_CARRIAGE_OFFSET)
// Print surface diameter/2 minus unreachable space (avoid collisions with vertical towers).
#define DELTA_PRINTABLE_RADIUS 80//original 80
// Effective X/Y positions of the three vertical towers.
#define SIN_60 0.8660254037844386
#define COS_60 0.5
#define DELTA_TOWER1_X -SIN_60*DELTA_RADIUS // front left tower
#define DELTA_TOWER1_Y -COS_60*DELTA_RADIUS
#define DELTA_TOWER2_X SIN_60*DELTA_RADIUS // front right tower
#define DELTA_TOWER2_Y -COS_60*DELTA_RADIUS
#define DELTA_TOWER3_X 0.0 // back middle tower
#define DELTA_TOWER3_Y DELTA_RADIUS
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
#define X_PROBE_OFFSET_FROM_EXTRUDER -1.0
#define Y_PROBE_OFFSET_FROM_EXTRUDER 13.0
#define Z_PROBE_OFFSET_FROM_EXTRUDER -6.30
//Manual homing switch locations YZ_PULLEY_TEETH
YZ_PULLEY_TEETH
// For deltabots this means top and center of the Cartesian print volume.
#define MANUAL_X_HOME_POS 0
#define MANUAL_Y_HOME_POS 0
#define MANUAL_Z_HOME_POS 239.10 //original 172 For delta: Distance between nozzle and print surface after homing.
// default settings
#define XYZ_FULL_STEPS_PER_ROTATION 200
#define XYZ_MICROSTEPS 16
#define XYZ_BELT_PITCH 2
#define XYZ_PULLEY_TEETH 20
#define XYZ_STEPS (XYZ_FULL_STEPS_PER_ROTATION * XYZ_MICROSTEPS / double(XYZ_BELT_PITCH) / double(XYZ_PULLEY_TEETH))
#define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 80, 350}
#define DEFAULT_MAX_FEEDRATE {200, 200, 200, 200} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,9000,9000}
SENDING:M501
echo tored settings retrieved
tored settings retrieved
echoteps per unit:
echo: M92 X80.00 Y80.00 Z80.00 E350.00
echo:Maximum feedrates (mm/s):
echo: M203 X200.00 Y200.00 Z200.00 E200.00
echo:Maximum Acceleration (mm/s2):
echo: M201 X9000 Y9000 Z9000 E9000
echo:Acceleration: S=acceleration, T=retract acceleration
echo: M204 S3000.00 T3000.00
echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
echo: M205 S0.00 T0.00 B20000 X20.00 Z20.00 E20.00
echo:Home offset (mm):
echo: M206 X0.00 Y0.00 Z0.00
echo:Endstop adjustement (mm):
echo: M666 X0.00 Y0.00 Z0.00
echo ID settings:
ID settings:
echo: M301 P22.20 I1.08 D114.00
>>> m501
If data is needed for anyone to assist online then just let me know what you need and I will post it up.
Just off to buy a big bottle of Prozac.....
The Kossel is, to put it plainly, doing my head in.
It all works, the only change I have made is to install a glass bed in place of the heated bed as not only do I only use PLA, I don't trust the PSU or the Arduino's with heavy current.
The auto bed leveller functions.
That aside, I have done the Z Offset for the centre, and printed a calibration disc, that tells me all of my towers are 60 degrees.
The problem is with accurately printing in all dimensions, and getting the ABL to set the hotend to clear the bed in all directions.
I have taken the measurements for the Z offset next to each tower, but have no idea how to transfer the data into the Marlin firmware, all of the guides that I have found seem to use Repetier, and installing that on a Linux PC is heck of a lot more complicated than Pronterface, so I use that.
I do not have adjustable endstops.
I have looked at Rollie Rolands tool, but cannot figure out where, or how, to get all of the existing data from the Eeprom that I need to enter into his on screen tool. I ran the Gcode by copying it into Pronterface but it just takes one prod next to the X tower, moves to midway between the Z & Y tower and stops. The screen says 'Sleep'?
If anyone can assist online then great, but if not, if there is anyone local to me who wants £50 to get this printer sorted so that it prints as well as my Smartrap, then let me know.
This is what I 'think' affects the issue....but who knows??
Tower Configuration
#define DELTA_SEGMENTS_PER_SECOND 120
// Center-to-center distance of the holes in the diagonal push rods.
#define DELTA_DIAGONAL_ROD 220 // mm
// Horizontal offset from middle of printer to smooth rod center.
#define DELTA_SMOOTH_ROD_OFFSET 165 // mm
// Horizontal offset of the universal joints on the end effector.
#define DELTA_EFFECTOR_OFFSET 30.14 // mm
// Horizontal offset of the universal joints on the carriages.
#define DELTA_CARRIAGE_OFFSET 24.38 // mm
// Horizontal distance bridged by diagonal push rods when effector is centered.
#define DELTA_RADIUS (DELTA_SMOOTH_ROD_OFFSET-DELTA_EFFECTOR_OFFSET-DELTA_CARRIAGE_OFFSET)
// Print surface diameter/2 minus unreachable space (avoid collisions with vertical towers).
#define DELTA_PRINTABLE_RADIUS 80//original 80
// Effective X/Y positions of the three vertical towers.
#define SIN_60 0.8660254037844386
#define COS_60 0.5
#define DELTA_TOWER1_X -SIN_60*DELTA_RADIUS // front left tower
#define DELTA_TOWER1_Y -COS_60*DELTA_RADIUS
#define DELTA_TOWER2_X SIN_60*DELTA_RADIUS // front right tower
#define DELTA_TOWER2_Y -COS_60*DELTA_RADIUS
#define DELTA_TOWER3_X 0.0 // back middle tower
#define DELTA_TOWER3_Y DELTA_RADIUS
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
#define X_PROBE_OFFSET_FROM_EXTRUDER -1.0
#define Y_PROBE_OFFSET_FROM_EXTRUDER 13.0
#define Z_PROBE_OFFSET_FROM_EXTRUDER -6.30
//Manual homing switch locations
YZ_PULLEY_TEETH// For deltabots this means top and center of the Cartesian print volume.
#define MANUAL_X_HOME_POS 0
#define MANUAL_Y_HOME_POS 0
#define MANUAL_Z_HOME_POS 239.10 //original 172 For delta: Distance between nozzle and print surface after homing.
// default settings
#define XYZ_FULL_STEPS_PER_ROTATION 200
#define XYZ_MICROSTEPS 16
#define XYZ_BELT_PITCH 2
#define XYZ_PULLEY_TEETH 20
#define XYZ_STEPS (XYZ_FULL_STEPS_PER_ROTATION * XYZ_MICROSTEPS / double(XYZ_BELT_PITCH) / double(XYZ_PULLEY_TEETH))
#define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 80, 350}
#define DEFAULT_MAX_FEEDRATE {200, 200, 200, 200} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,9000,9000}
SENDING:M501
echo
tored settings retrievedecho
teps per unit:echo: M92 X80.00 Y80.00 Z80.00 E350.00
echo:Maximum feedrates (mm/s):
echo: M203 X200.00 Y200.00 Z200.00 E200.00
echo:Maximum Acceleration (mm/s2):
echo: M201 X9000 Y9000 Z9000 E9000
echo:Acceleration: S=acceleration, T=retract acceleration
echo: M204 S3000.00 T3000.00
echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
echo: M205 S0.00 T0.00 B20000 X20.00 Z20.00 E20.00
echo:Home offset (mm):
echo: M206 X0.00 Y0.00 Z0.00
echo:Endstop adjustement (mm):
echo: M666 X0.00 Y0.00 Z0.00
echo
ID settings:echo: M301 P22.20 I1.08 D114.00
>>> m501
If data is needed for anyone to assist online then just let me know what you need and I will post it up.
Just off to buy a big bottle of Prozac.....
|
Re: Bristol UK - Looking for a Kossel configuration whizz February 09, 2017 04:31PM |
Registered: 10 years ago Posts: 14,672 |
You could try my calibration wizard at escher3d.com. I'm in Langport so not a million miles from you, however Marlin is my least favourite firmware for running a delta printer and I haven't used it for some time.
Edited 1 time(s). Last edit at 02/09/2017 04:32PM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Edited 1 time(s). Last edit at 02/09/2017 04:32PM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Bristol UK - Looking for a Kossel configuration whizz February 09, 2017 06:09PM |
Registered: 9 years ago Posts: 91 |
Thanks for the Escher link, I filled in the form and it came back saying that all of my measurements were correct, and that nothing needed changing in the Delta configuration.h settings.
M665 R125.00 L220.00 <<<This is what I had (I measured the correct radius and it was 125, so entered this into the form).
M666 X0.00 Y-0.00 Z-0.00
; Set homed height 239.10mm in config.h
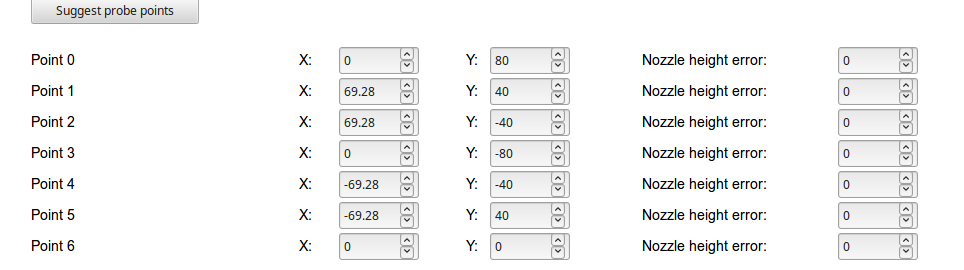
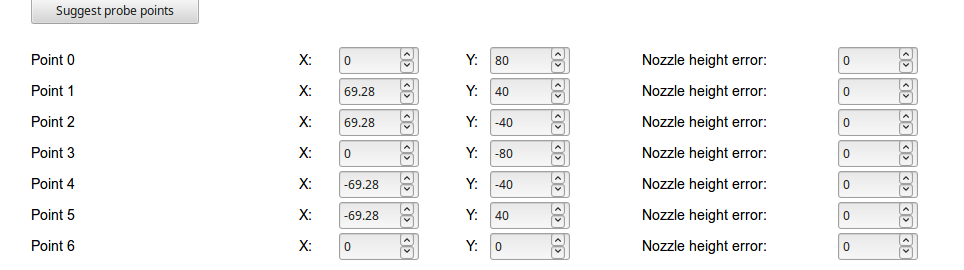
It suggested probe locations. This is where I get lost, it gives me the x,y,z locations, attached, but the config.h locations are defined by reference to variables.
What I need to know is how do I enter the data that Escher provides into the configuration.h file?
//============================= Bed Auto Leveling ===========================
#define ENABLE_AUTO_BED_LEVELING // Delete the comment to enable (remove // at the start of the line)
#ifdef ENABLE_AUTO_BED_LEVELING
// these are the positions on the bed to do the probing
#define DELTA_PROBABLE_RADIUS (DELTA_PRINTABLE_RADIUS-40)
#define LEFT_PROBE_BED_POSITION -DELTA_PROBABLE_RADIUS
#define RIGHT_PROBE_BED_POSITION DELTA_PROBABLE_RADIUS
#define BACK_PROBE_BED_POSITION DELTA_PROBABLE_RADIUS
#define FRONT_PROBE_BED_POSITION -DELTA_PROBABLE_RADIUS
Ironically I was supposed to be moving to Castle Cary last November, but my buyer pulled out on the exchange day...
M665 R125.00 L220.00 <<<This is what I had (I measured the correct radius and it was 125, so entered this into the form).
M666 X0.00 Y-0.00 Z-0.00
; Set homed height 239.10mm in config.h
It suggested probe locations. This is where I get lost, it gives me the x,y,z locations, attached, but the config.h locations are defined by reference to variables.
What I need to know is how do I enter the data that Escher provides into the configuration.h file?
//============================= Bed Auto Leveling ===========================
#define ENABLE_AUTO_BED_LEVELING // Delete the comment to enable (remove // at the start of the line)
#ifdef ENABLE_AUTO_BED_LEVELING
// these are the positions on the bed to do the probing
#define DELTA_PROBABLE_RADIUS (DELTA_PRINTABLE_RADIUS-40)
#define LEFT_PROBE_BED_POSITION -DELTA_PROBABLE_RADIUS
#define RIGHT_PROBE_BED_POSITION DELTA_PROBABLE_RADIUS
#define BACK_PROBE_BED_POSITION DELTA_PROBABLE_RADIUS
#define FRONT_PROBE_BED_POSITION -DELTA_PROBABLE_RADIUS
Ironically I was supposed to be moving to Castle Cary last November, but my buyer pulled out on the exchange day...
{kind=link}
{kind=link}
|
Re: Bristol UK - Looking for a Kossel configuration whizz February 10, 2017 03:15AM |
Registered: 10 years ago Posts: 14,672 |
The locations it suggests are where to measure the height error, then you feed those errors into the calculator to work out the corrections you need.
At least some versions of Marlin can't do tower position angle correction, so I suggest you start with 4 factor calibration.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
At least some versions of Marlin can't do tower position angle correction, so I suggest you start with 4 factor calibration.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Bristol UK - Looking for a Kossel configuration whizz February 10, 2017 03:41AM |
Registered: 8 years ago Posts: 916 |
Marlin can do tower position correction, but it's a pain. You need to redefine delta_tower1_x, delta_tower1_y, delta_tower2_x etc. Instructions are here: [www.thingiverse.com]
I recommend Repetier, it allows tower position correction using EEPROM (so no recompilation necessary, it's also much better for deltas).
I recommend Repetier, it allows tower position correction using EEPROM (so no recompilation necessary, it's also much better for deltas).
|
Re: Bristol UK - Looking for a Kossel configuration whizz February 14, 2017 04:42AM |
Registered: 8 years ago Posts: 3,525 |
Hi I live in Bristol. However I am quite sure you won't need me to pop over. Although if you do I might be able to on Thursday evening, £50 won't be necessary you can print me a part at some point when my printer is broken.
If you want to use marlin download Rich Cattel's marlin Testing branch from github. Go through the configuration.h (and _adv) and get your settings in there. Now use David's calculator to probe around the bed, enter the values, remember if the nozzle is 0.2mm above the bed put -0.2 in the box. Set your travel limits after homing to allow z-2 as a minimum as you want to be able to descend to the bed if the nozzle is too high. Enter these values as positive into the calc. The M665 code that is generated by the calculator goes straight into the console, send it then hit m500. Use pronterface, as its really simple and easy to get working, make custom buttons with the points for the calc on them P0,P1 etc...
Now do it again. When you are getting close the values in the boxes will be start to very close to 0. 0.05, 0, 0, 0 etc.. then you're calibrated. I did this recently with my micro-delta, the closest I could get with Marlin RC8 and the Escher Calc was too far off to get a consistent first layer even with 0.35mm first layer (with a 0.4mm nozzle), now I can print anywhere on the bed.
Marlin RC8 does not allow enough parameters to be set to really calibrate a delta that is not mechanically perfect i.e. no deltas.
You could do the same with repetier, as Nebbian points out it has more settings for deltas.
Edited 2 time(s). Last edit at 02/14/2017 05:07AM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
If you want to use marlin download Rich Cattel's marlin Testing branch from github. Go through the configuration.h (and _adv) and get your settings in there. Now use David's calculator to probe around the bed, enter the values, remember if the nozzle is 0.2mm above the bed put -0.2 in the box. Set your travel limits after homing to allow z-2 as a minimum as you want to be able to descend to the bed if the nozzle is too high. Enter these values as positive into the calc. The M665 code that is generated by the calculator goes straight into the console, send it then hit m500. Use pronterface, as its really simple and easy to get working, make custom buttons with the points for the calc on them P0,P1 etc...
Now do it again. When you are getting close the values in the boxes will be start to very close to 0. 0.05, 0, 0, 0 etc.. then you're calibrated. I did this recently with my micro-delta, the closest I could get with Marlin RC8 and the Escher Calc was too far off to get a consistent first layer even with 0.35mm first layer (with a 0.4mm nozzle), now I can print anywhere on the bed.
Marlin RC8 does not allow enough parameters to be set to really calibrate a delta that is not mechanically perfect i.e. no deltas.
You could do the same with repetier, as Nebbian points out it has more settings for deltas.
Edited 2 time(s). Last edit at 02/14/2017 05:07AM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Bristol UK - Looking for a Kossel configuration whizz February 14, 2017 05:31AM |
Registered: 9 years ago Posts: 91 |
Thanks for posting, ok, having got back to applying myself to the configuration I found a site that explained how to use the Escher analysis correctly. I did two passes, and uploaded the settings to Marlin, I am using the standard version.
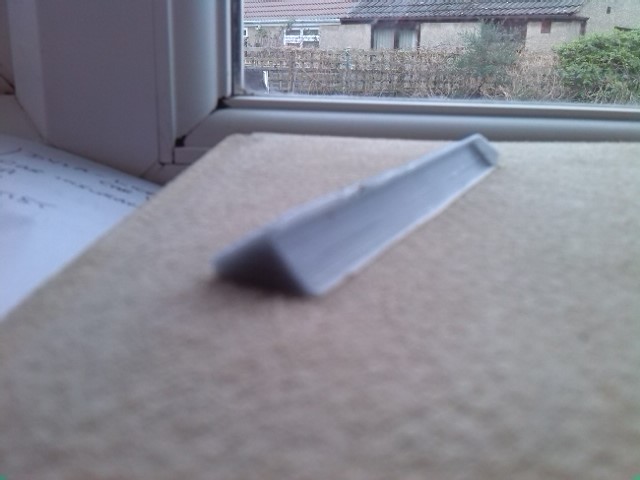
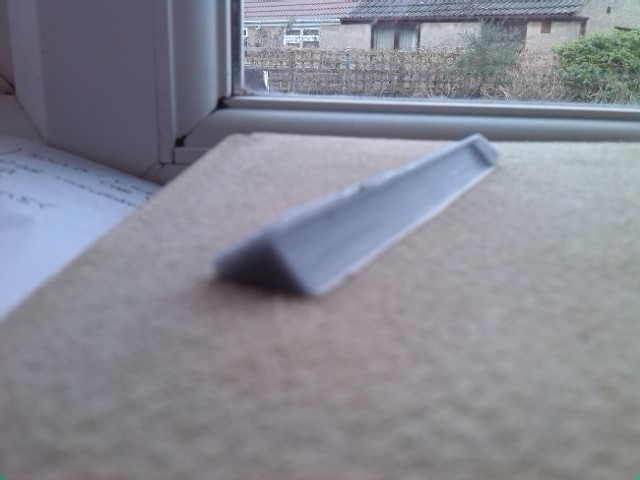
I am now getting very nice quality prints, and I am impressed with the Chinese hotend on this machine, I can't fault that. No warping on long thin prints either, just Asda hairspray on glass. Pics attached, pulled straight off the bed and not cleaned up at all. No part cooling fan at alI. I just installed an ED3 Lite on my Smartrap and although it needs fine adjustment, it isn't as good as the one on the Kossel at the moment??
I haven't tried large items yet, I am checking small ones first. The current problem that I am working on is the print dimensions, as although everything else is ok there is an oversize 14%/5%/8% on the XYZ. I have adjusted the rod length setting in Marlin from 220 to 221, and it is printing as I type, will post again when/if this solves the problem, it will probably be trial and error from now on.
If my adjustments don't work, I may well ask you to take a look, I am in Warmley.
Cheers
Rob
I am now getting very nice quality prints, and I am impressed with the Chinese hotend on this machine, I can't fault that. No warping on long thin prints either, just Asda hairspray on glass. Pics attached, pulled straight off the bed and not cleaned up at all. No part cooling fan at alI. I just installed an ED3 Lite on my Smartrap and although it needs fine adjustment, it isn't as good as the one on the Kossel at the moment??
I haven't tried large items yet, I am checking small ones first. The current problem that I am working on is the print dimensions, as although everything else is ok there is an oversize 14%/5%/8% on the XYZ. I have adjusted the rod length setting in Marlin from 220 to 221, and it is printing as I type, will post again when/if this solves the problem, it will probably be trial and error from now on.
If my adjustments don't work, I may well ask you to take a look, I am in Warmley.
Cheers
Rob
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Bristol UK - Looking for a Kossel configuration whizz February 14, 2017 06:07AM |
Registered: 8 years ago Posts: 3,525 |
Hi Rob,
That's great that is working better. I am only in Kingswood, so maybe we should compare notes at some point.
Change your rod length and re-calibrate then print a test object, its odd that you are getting a difference in X and Y, since these should be the same discrepancy, assuming a mechanically sound machine. Z is purely steps/mm, so re-calibrate that the good 'ol fashioned way. Then move onto XY size. Generally I'd change rod length by the proportion of the discrepancy so 5% change for 5% error (only a rule of thumb) but with X and Y so widely different I'd look for a mechanical cause - serious play in one set of joints, one set of rods very mismatched, rod spacing off on one set etc... I had stretched belts causing crazy leaning objects at one point which took weeks and 5 pages of forum to suss out.
Simon.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
That's great that is working better. I am only in Kingswood, so maybe we should compare notes at some point.
Change your rod length and re-calibrate then print a test object, its odd that you are getting a difference in X and Y, since these should be the same discrepancy, assuming a mechanically sound machine. Z is purely steps/mm, so re-calibrate that the good 'ol fashioned way. Then move onto XY size. Generally I'd change rod length by the proportion of the discrepancy so 5% change for 5% error (only a rule of thumb) but with X and Y so widely different I'd look for a mechanical cause - serious play in one set of joints, one set of rods very mismatched, rod spacing off on one set etc... I had stretched belts causing crazy leaning objects at one point which took weeks and 5 pages of forum to suss out.
Simon.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
The Sintron Kossel Lives February 14, 2017 05:10PM |
Registered: 9 years ago Posts: 91 |
I ended up doing some small X/Y tests and editing the rod length in Marlin, took about four attempts, but I got there. I never thought that this printer would be up and running, but once configured and everything set up how it should be...it works?? lol. It's all standard, as delivered, the only change that I have made is to fit a glass bed.
Less than 1mm out over 30mm, and it's less than that if I measure it properly. Not bad for a first proper test print ? All I can say is that no, I would not in any way recommend one of these to a newbie, an understanding of 3D printers is required. There are no proper instructions with it, and no working firmware. I simply assembled what was in the box, didn't check any angles, lengths or anything else, and it prints pretty well, for the money it's a bargain.
Video of Test Print and Measurements at end
I also have to say that without this forum, and the wealth of information it contains, links etc, I would have been fishing in the dark!!
Cheers
Rob
Less than 1mm out over 30mm, and it's less than that if I measure it properly. Not bad for a first proper test print ? All I can say is that no, I would not in any way recommend one of these to a newbie, an understanding of 3D printers is required. There are no proper instructions with it, and no working firmware. I simply assembled what was in the box, didn't check any angles, lengths or anything else, and it prints pretty well, for the money it's a bargain.
Video of Test Print and Measurements at end
I also have to say that without this forum, and the wealth of information it contains, links etc, I would have been fishing in the dark!!
Cheers
Rob
|
Re: The Sintron Kossel Lives February 14, 2017 05:27PM |
Registered: 8 years ago Posts: 3,525 |
Looks cool. I'd agree few if any deltas are really a good starting point in 3d printing but if you do crack it you're swimming after being thrown in the deep end so that's something to be pleased about.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Sorry, only registered users may post in this forum.