Large Kossel all metal delta build log
Posted by DjDemonD
|
Re: Large Kossel all metal delta build log November 22, 2016 06:02AM |
Registered: 8 years ago Posts: 3,525 |
I would be interested to try your settings, if you want to try mine maybe we should agree on an object to print and try it. How about the warpinator 5000 sacled down to 60% to save time/filament?
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 23, 2016 11:29AM |
Registered: 8 years ago Posts: 117 |
|
Re: Large Kossel all metal delta build log November 23, 2016 11:45AM |
Registered: 8 years ago Posts: 3,525 |
I have printed one without it lifting before but not on this machine on my corexy on printbite, I'd be interested to see if the PEI-fans can do this.
My settings would be 0.4 nozzle, 0.3 layer height, 0.36 first layer, 10% infill (its the only way to print this thing without it lifting), no brims, speed 20% 1st layer of 60 mm/s, hotend 250 layer 1, 240 after that, bed 120 layer 1, 110 after that.
I've attached a scaled and oriented version so we are both using the same object, for sure.
What settings do you use, I'll try both and see how they turn out. Let me know if I've forgotten anything above.
Edited speed above
Edited 1 time(s). Last edit at 11/23/2016 12:04PM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
My settings would be 0.4 nozzle, 0.3 layer height, 0.36 first layer, 10% infill (its the only way to print this thing without it lifting), no brims, speed 20% 1st layer of 60 mm/s, hotend 250 layer 1, 240 after that, bed 120 layer 1, 110 after that.
I've attached a scaled and oriented version so we are both using the same object, for sure.
What settings do you use, I'll try both and see how they turn out. Let me know if I've forgotten anything above.
Edited speed above
Edited 1 time(s). Last edit at 11/23/2016 12:04PM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 23, 2016 11:56AM |
Registered: 8 years ago Posts: 3,525 |
I got to layer 7 before it lifted maybe the scaled down version is too hard the contact area is too small. another object?
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 23, 2016 01:44PM |
Registered: 8 years ago Posts: 117 |
No support at al? Number of perimeters?
Well, I am not into testing that much, so I will be following your advice on what model to choose. A scaled down object might influence the performance though... let us try a 100% version maybe?
I will try your settings as well as my standard.... 0.4mm nozzle, 0.3mm first layer, 0.2 the rest. Number of shells - depending on the application.
Hotend 245/240
Bed: 140/110.
Edited 2 time(s). Last edit at 11/23/2016 01:47PM by Teilchen.
Well, I am not into testing that much, so I will be following your advice on what model to choose. A scaled down object might influence the performance though... let us try a 100% version maybe?
I will try your settings as well as my standard.... 0.4mm nozzle, 0.3mm first layer, 0.2 the rest. Number of shells - depending on the application.
Hotend 245/240
Bed: 140/110.
Edited 2 time(s). Last edit at 11/23/2016 01:47PM by Teilchen.
|
Re: Large Kossel all metal delta build log November 23, 2016 02:30PM |
Registered: 8 years ago Posts: 3,525 |
I use 3 perimeters and 3 top and bottom solid layers. How about this object?
bed_adhesion_test.stl
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
bed_adhesion_test.stl
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 24, 2016 01:54AM |
Registered: 8 years ago Posts: 117 |
Yes this bed_adhesion_test looks way more feasible. I am starting it now.
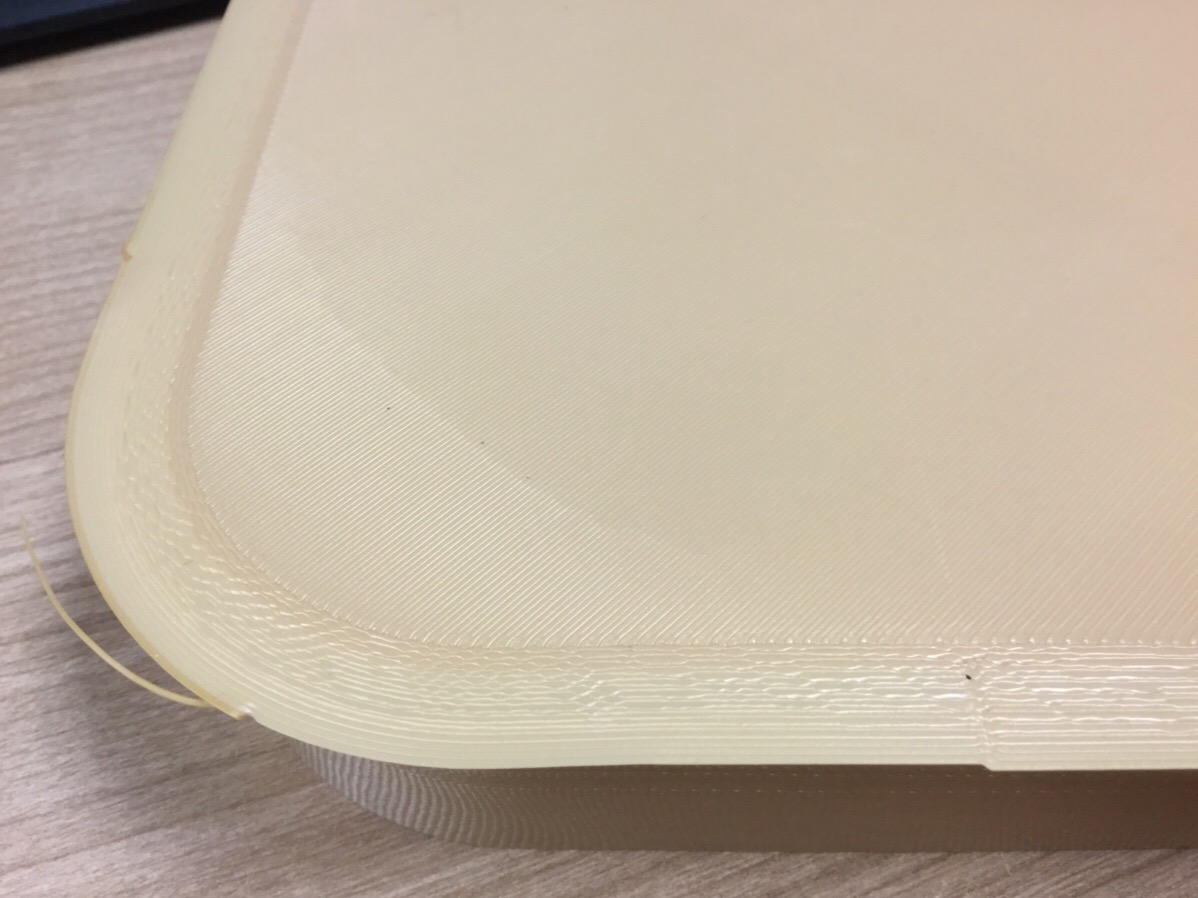
I have printed this box (140x140mm) for a friend of mine over night: looks like a perfect first layer to me, but I see warping even at the round corners...
I almost thick that my bed is maybe too hot for the plastic?..
I have printed this box (140x140mm) for a friend of mine over night: looks like a perfect first layer to me, but I see warping even at the round corners...
I almost thick that my bed is maybe too hot for the plastic?..
|
Re: Large Kossel all metal delta build log November 24, 2016 02:43AM |
Registered: 8 years ago Posts: 117 |
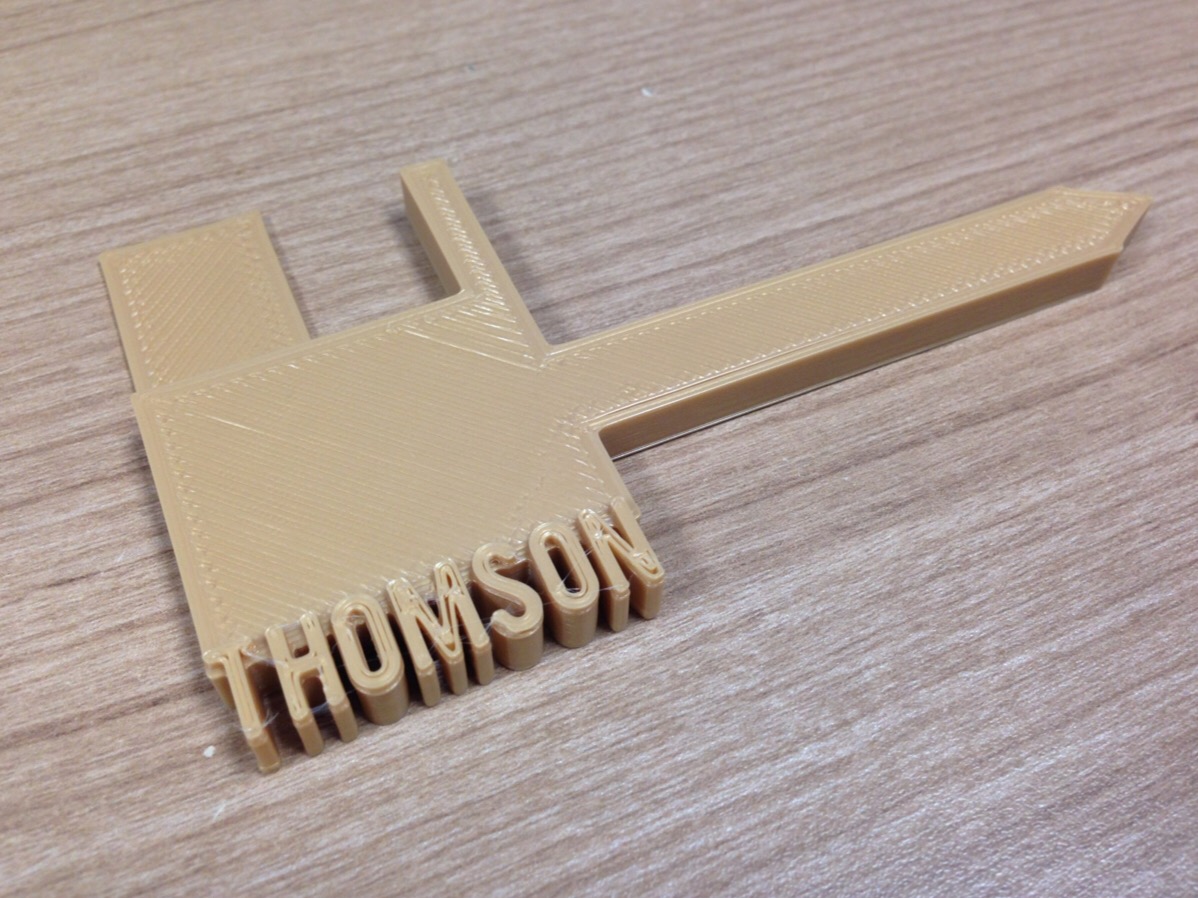
Just done printing file...
The print took 31min44sec
No skirt, no prim. Settings as in the GCode file...
Smalles layershift at the very top of the letters, I thick this happened after the half of the "arrow" warped on me by a tiny bit. Slight warping at corners is also visible.
Well, I had a closer look at it, it is not a shift, just a different extrusion width for some reason, probalby because of different speed (layertime parameter).
Edited 1 time(s). Last edit at 11/24/2016 03:20AM by Teilchen.
The print took 31min44sec
No skirt, no prim. Settings as in the GCode file...
Smalles layershift at the very top of the letters, I thick this happened after the half of the "arrow" warped on me by a tiny bit. Slight warping at corners is also visible.
Well, I had a closer look at it, it is not a shift, just a different extrusion width for some reason, probalby because of different speed (layertime parameter).
Edited 1 time(s). Last edit at 11/24/2016 03:20AM by Teilchen.
|
Re: Large Kossel all metal delta build log November 24, 2016 05:31AM |
Registered: 8 years ago Posts: 3,525 |
Yeah I think its a good model to test this with as it seems prone to corner lifting. Was that printed with my usual settings or your's? I didn't get chance to try one last night I will tonight.
Might be worth trying another with a large brim, and then maybe one with the mouse ear type pads.
Like this? bed_adhesion_test_with_mouse_ears.stl
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Might be worth trying another with a large brim, and then maybe one with the mouse ear type pads.
Like this? bed_adhesion_test_with_mouse_ears.stl
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 24, 2016 06:08AM |
Registered: 8 years ago Posts: 117 |
These were my standard settings except the brim...
Just did the second one with standard settings and 10mm brim. This seems to solve the minor warping for this thing.
Tied your settings for the first layer too, did not get any good adhesion. But I guess the main reason for this is not correct tempreading of my bed. When I set it to 140deg, I get something in a 120-125deg range, which fits your settings well.
I would say you should try out a faster first layer. It seems like you can go with 30mm/s easy. That is what I use. This speeds things up quite a bit.
Edited 1 time(s). Last edit at 11/24/2016 07:50AM by Teilchen.
Just did the second one with standard settings and 10mm brim. This seems to solve the minor warping for this thing.
Tied your settings for the first layer too, did not get any good adhesion. But I guess the main reason for this is not correct tempreading of my bed. When I set it to 140deg, I get something in a 120-125deg range, which fits your settings well.
I would say you should try out a faster first layer. It seems like you can go with 30mm/s easy. That is what I use. This speeds things up quite a bit.
Edited 1 time(s). Last edit at 11/24/2016 07:50AM by Teilchen.
|
Re: Large Kossel all metal delta build log November 24, 2016 08:00AM |
Registered: 8 years ago Posts: 3,525 |
Will try it later. I manually adjust my speed up for first layer infill to save time, but I find with the first set of perimeters, especially if they are curved or they reverse direction sharply, any faster and the nozzle pulls them away.
Its a shame no slicers allow more precise stipulations about speed for first layers, as I would set 20% reduction for perimeters, 50% reduction for infill.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Its a shame no slicers allow more precise stipulations about speed for first layers, as I would set 20% reduction for perimeters, 50% reduction for infill.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 24, 2016 03:57PM |
Registered: 8 years ago Posts: 3,525 |
So it printed pretty good. A little lift at the end of the tent peg bit, and a small amount on the thicker narrower rectangular section. None on the main body of the part. Hope the images are not too hard to make out, white isnt the best colour for photography.
The writing went a bit blobby in the middle as I've been messing with my default extrusion width and I'd left it on 0.6 with a 0.4 nozzle. Turns out 0.52 works for this particular nozzle quite nicely.
I wonder if temperature is an issue you mentioned getting the actual temperature is difficult. Maybe filament temperature also, Mutley3D always says to go up 10 deg C for the first layer for printbite.
Edited 1 time(s). Last edit at 11/24/2016 05:04PM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions




The writing went a bit blobby in the middle as I've been messing with my default extrusion width and I'd left it on 0.6 with a 0.4 nozzle. Turns out 0.52 works for this particular nozzle quite nicely.
I wonder if temperature is an issue you mentioned getting the actual temperature is difficult. Maybe filament temperature also, Mutley3D always says to go up 10 deg C for the first layer for printbite.
Edited 1 time(s). Last edit at 11/24/2016 05:04PM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 24, 2016 09:04PM |
Registered: 8 years ago Posts: 356 |
Quote
DjDemonD
Will try it later. I manually adjust my speed up for first layer infill to save time, but I find with the first set of perimeters, especially if they are curved or they reverse direction sharply, any faster and the nozzle pulls them away.
Its a shame no slicers allow more precise stipulations about speed for first layers, as I would set 20% reduction for perimeters, 50% reduction for infill.
I dont remember for slic3r cause I use it only a short period of time but S3D allow first speed layer control on all first layer thing on top of the original reduction, so lets say you have your printing speed at 100mm/sec and your perimeter at 40% and your infill at 70% and your first layer at 50%.
The first layer reduction will apply on top of all other reduction so, your first layer perimeter last wall will be 20mm/sec (40% of 100mm and another 50% reduction), your infill will be 35mm/sec ( 70% of 100mm + another 50%). Sure you stuck with you default reduction for the rest of the print but you tune reduction for that part anyway ( the rest of the layer), if the first layer is taking 2 more minute because you cannot do micro management of it, its not that bad.
BTW if your perimeter or infill on sharp turn or quick reverse do not stick its not really a first layer problem but a too much jerk problem, while I was tuning my speed I encounter that with a high jerk 45mm/sec + if I remember I start having this problem and lower my first layer will only help a little not that much. I bet if you tune down your jerk a little without touching your current first layer your problem will go away.
|
Re: Large Kossel all metal delta build log November 24, 2016 10:41PM |
Registered: 8 years ago Posts: 356 |
Im not using ABS and a heated bed but I print the test part just for the fun since I have no bed adhesion problem at all ( its the other way around it stick too much), I have some problem with Ngen stuff (petg) but its not that bad for petg on non heating bed, This is my next upgrade after I finish my second set of printers a heated bed for this delta.
PLA ColorFab 1.75mm
RRF Firmware Accel 3200 , Jerk 2000 mm/min
Slicer S3D :
Default print: (infill) 120mm/sec
Perimeter reduction (last wall): 50 %
Solid Infill reduction: 60%
First layer: 50%
.4 nozzle , auto width (.48) , 3 bot , 3 top , 3 perimeter, 10% infill , layer .2 height ( first layer too), Temp first layer 200C then 194C
Then a benchy I did a month ago almost same setting to compare my 8825 to my new raps128 driver ( quality went up, I can read the rear letter fine)
The only screw up I have is the 3 top, I did not think twice but with 10% infill I should have gone a least 5 and my retraction that I still need to tune up a little, I have a little lift at the pointy end but I only saw it on the macro picture I took and not when I was looking around the part , so its very minor
Edited 1 time(s). Last edit at 11/24/2016 10:45PM by GroupB.
PLA ColorFab 1.75mm
RRF Firmware Accel 3200 , Jerk 2000 mm/min
Slicer S3D :
Default print: (infill) 120mm/sec
Perimeter reduction (last wall): 50 %
Solid Infill reduction: 60%
First layer: 50%
.4 nozzle , auto width (.48) , 3 bot , 3 top , 3 perimeter, 10% infill , layer .2 height ( first layer too), Temp first layer 200C then 194C





Then a benchy I did a month ago almost same setting to compare my 8825 to my new raps128 driver ( quality went up, I can read the rear letter fine)

The only screw up I have is the 3 top, I did not think twice but with 10% infill I should have gone a least 5 and my retraction that I still need to tune up a little, I have a little lift at the pointy end but I only saw it on the macro picture I took and not when I was looking around the part , so its very minor
Edited 1 time(s). Last edit at 11/24/2016 10:45PM by GroupB.
|
Re: Large Kossel all metal delta build log November 25, 2016 03:44AM |
Registered: 8 years ago Posts: 3,525 |
Those are lovely prints. The benchy is very nice, so is the adhesion test piece, but then adhesion and warping with PLA is not really an issue.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 25, 2016 04:19AM |
Registered: 8 years ago Posts: 117 |
So what did we learn from this?
I see that with my settings and brim everything is working nice for me...
But with a taller print I get a very minor warping still. Adhesion is very good otherwise. How much do you lower the temperatures (both temps)?
I have two theories:
- bed is too hot, plastic is soft and can be therefor lift by shrinkage forces
- bed is too cold, so it just lifts off as it would from the cold bed.
Didn't do any real investigation there...
I see that with my settings and brim everything is working nice for me...
But with a taller print I get a very minor warping still. Adhesion is very good otherwise. How much do you lower the temperatures (both temps)?
I have two theories:
- bed is too hot, plastic is soft and can be therefor lift by shrinkage forces
- bed is too cold, so it just lifts off as it would from the cold bed.
Didn't do any real investigation there...
|
Re: Large Kossel all metal delta build log November 25, 2016 04:25AM |
Registered: 8 years ago Posts: 3,525 |
I'd add to that first layer height is critical. Too low and filament piles up creating problems for subsequent layers and lifts in paces as there is no room to lay it down, too high and there is no adhesion.
With PETG especially too low nozzle to bed on first layer and the adhesion to the nozzle causes the filament to be pulled away from the bed. For that I wonder if teflon coated (like frying pans) coating on the nozzle would help.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
With PETG especially too low nozzle to bed on first layer and the adhesion to the nozzle causes the filament to be pulled away from the bed. For that I wonder if teflon coated (like frying pans) coating on the nozzle would help.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 25, 2016 05:43AM |
Registered: 8 years ago Posts: 117 |
Yes, first layer height, as-well as the stand-of distance are very important for the print quality.
I have a DC42 IR Sensor, and can check the stand-of very well and precise. When I do bed leveling set-up (IR sensor calibration) I can make sure, that than the procedure is done, I get a constant nozzle offset to the bed over a large area. This works very well.
However, if I set a certain firstlayer height in Slic3r, I always get overextrusion, even if the nozzle is at the exact height what I set in Slic3r. Experimentally I found out, that if I miscalibrate the IR sensor offset (G31) by a 50-80um, first layer starts too look well. Alternatively I could set the extrusion multiplier to around 80%, first layer also starts too look very well.
I guess what I am trying to say, ist that apparently Slic3r assumes that there is a constant Z-Offset at Z=0 which is equal to a sheet of paper (60-80um). Does someone have the same experience?
I have tried to google it up, and found a lot of entries with kind-of the same experience...
Just what to know your opinion on that.
In my case the adhesion is good in both cases, but correct first layer is looking much better, compared to the overextruded one.
I have a DC42 IR Sensor, and can check the stand-of very well and precise. When I do bed leveling set-up (IR sensor calibration) I can make sure, that than the procedure is done, I get a constant nozzle offset to the bed over a large area. This works very well.
However, if I set a certain firstlayer height in Slic3r, I always get overextrusion, even if the nozzle is at the exact height what I set in Slic3r. Experimentally I found out, that if I miscalibrate the IR sensor offset (G31) by a 50-80um, first layer starts too look well. Alternatively I could set the extrusion multiplier to around 80%, first layer also starts too look very well.
I guess what I am trying to say, ist that apparently Slic3r assumes that there is a constant Z-Offset at Z=0 which is equal to a sheet of paper (60-80um). Does someone have the same experience?
I have tried to google it up, and found a lot of entries with kind-of the same experience...
Just what to know your opinion on that.
In my case the adhesion is good in both cases, but correct first layer is looking much better, compared to the overextruded one.
|
Re: Large Kossel all metal delta build log November 25, 2016 07:10AM |
Registered: 8 years ago Posts: 3,525 |
I have the same experience my first layers appear over-extruded. My presumption was that this was to do with printing a default extrusion width for 1st layer of 150-200% which meant more filament is extruded. Perhaps that is a wrong assumption. If I set default width for layer 1 to 100% I wonder if it will change?
I find its not normally a problem, I get a very solid first layer, there might be a little bumping over it for the second layer but its not a problem generally. I wonder if its possible to set slic3r to vary extrusion multiplier by layer, so layer 1= 0.8,2=0.85, 3=0.9, 4=0.95 5=1.0 as normally by layer 5 the over extrusion at layer one no longer affects the next layer.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
I find its not normally a problem, I get a very solid first layer, there might be a little bumping over it for the second layer but its not a problem generally. I wonder if its possible to set slic3r to vary extrusion multiplier by layer, so layer 1= 0.8,2=0.85, 3=0.9, 4=0.95 5=1.0 as normally by layer 5 the over extrusion at layer one no longer affects the next layer.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 25, 2016 08:56AM |
Registered: 8 years ago Posts: 117 |
This is exactly what I see. I am glad we are on the same page here.
I just do not like the appearance of the overextruded first layer, it is just not straight lines, but wobbly instead . And I like to get things right
. And I like to get things right  .
.
I guess slicer comes from the older days, where one used a scheet of paper to check the standof distance, and I have seen a lot of online guides and manuals, that say that this is supposed to be set as Z=0mm for the firmware.
I have played with extrusion width a lot, and it doesn't affect the overextrusion fact.
Edited 1 time(s). Last edit at 11/25/2016 08:57AM by Teilchen.
I just do not like the appearance of the overextruded first layer, it is just not straight lines, but wobbly instead
. And I like to get things right .I guess slicer comes from the older days, where one used a scheet of paper to check the standof distance, and I have seen a lot of online guides and manuals, that say that this is supposed to be set as Z=0mm for the firmware.
I have played with extrusion width a lot, and it doesn't affect the overextrusion fact.
Edited 1 time(s). Last edit at 11/25/2016 08:57AM by Teilchen.
|
Re: Large Kossel all metal delta build log November 26, 2016 02:42AM |
Registered: 8 years ago Posts: 356 |
In slic3r anything you change width or height will push more plastic by the nozzle.
The only slicer I tried that dont do that is s3d, they first layer thing is more complicated, the width for example also affect the spacing so extra width or height is pushing the same % of plastic, took me a while to calibrate and understand to effect of setting so I end up printing the first layer at the same setting as others layer and its doing the job great.
If your first layer is woobly then maybe your nozzle is too close to the bed, are your first layer height measure exactly what it should be ?
The only slicer I tried that dont do that is s3d, they first layer thing is more complicated, the width for example also affect the spacing so extra width or height is pushing the same % of plastic, took me a while to calibrate and understand to effect of setting so I end up printing the first layer at the same setting as others layer and its doing the job great.
If your first layer is woobly then maybe your nozzle is too close to the bed, are your first layer height measure exactly what it should be ?
|
Re: Large Kossel all metal delta build log November 27, 2016 11:49AM |
Registered: 8 years ago Posts: 3,525 |
Yeah it think a lot of this comes from the days when 3d printers often had less than ideally flat print beds (or long sagging rods) so setting z=0 to actually 0mm nozzle gap meant you'd crash the nozzle on the first layer with a small first layer like 0.2mm. With tooling plate and good calibration and possibly grid compensation as well z=0 being actually 0 is not really a problem but whether the slicers make assumptions would have to be measured.
You could always subtract the 0.1mm from your first layer if your slicer adds it and you are using z=0=0(actual).
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
You could always subtract the 0.1mm from your first layer if your slicer adds it and you are using z=0=0(actual).
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log November 30, 2016 06:56AM |
Registered: 8 years ago Posts: 3,525 |
Latest and probably my best Benchy to date. Not going to be tweaking anything more at this point.
This is with the Haydn arms and magnets, with extrusion width set to 0.52mm (as I was getting gappy perimeters with 0.48mm) and its calibrating to 0.01mm deviation.
It is 0.15mm layers, 0.4 nozzle, grey excelvan ABS printed at 240 deg C.
Next project 0.2mm nozzles and printing some very tiny stuff. And micro delta nearly ready for some printing.
Edited 2 time(s). Last edit at 11/30/2016 08:32AM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
This is with the Haydn arms and magnets, with extrusion width set to 0.52mm (as I was getting gappy perimeters with 0.48mm) and its calibrating to 0.01mm deviation.
It is 0.15mm layers, 0.4 nozzle, grey excelvan ABS printed at 240 deg C.



Next project 0.2mm nozzles and printing some very tiny stuff. And micro delta nearly ready for some printing.
Edited 2 time(s). Last edit at 11/30/2016 08:32AM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log December 01, 2016 01:46AM |
Registered: 8 years ago Posts: 356 |
Nice benchy, I dont want to criticize, I realize you did not ask for advice or anything but if your looking to make it better I saw some small problem on it.
I can see some z ripple problem on some spot ( wall look not equal on the corner of the door and on each side of it ), are you sure your belts are tight enough? If you print something at the same speed like a cube and wall are super fine then its not that but its a speed/heat problem since its appear more on the portion of the benchy that are faster to print and have less time to cool ( each side of the door), you could try to tweak the speed reduction under XX second of layer time to get a matching overall quality.
Your first layer look like a problem area too ( the rest of the benchy look good but the first layer is very apparent) they look too width or maybe the nozzle is too close to the bed, are they measuring what you asking in the slicer ?
Again not to criticize, I guess if your done tuning its good enough but if like me you looking to get the best possible print you are never done tuning.
I can see some z ripple problem on some spot ( wall look not equal on the corner of the door and on each side of it ), are you sure your belts are tight enough? If you print something at the same speed like a cube and wall are super fine then its not that but its a speed/heat problem since its appear more on the portion of the benchy that are faster to print and have less time to cool ( each side of the door), you could try to tweak the speed reduction under XX second of layer time to get a matching overall quality.
Your first layer look like a problem area too ( the rest of the benchy look good but the first layer is very apparent) they look too width or maybe the nozzle is too close to the bed, are they measuring what you asking in the slicer ?
Again not to criticize, I guess if your done tuning its good enough but if like me you looking to get the best possible print you are never done tuning.
|
Re: Large Kossel all metal delta build log December 01, 2016 10:30AM |
Registered: 8 years ago Posts: 3,525 |
Yeah I see the lines you're talking about. I will check the belts. The first layer prints at 150% extrusion width as an aid to improving bed adhesion, this is ABS. Sure everything can be improved but for the time being I'm going to rest at this level, my other project is taking up my time.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log December 01, 2016 01:50PM |
Registered: 8 years ago Posts: 117 |
|
Re: Large Kossel all metal delta build log December 01, 2016 01:50PM |
Registered: 8 years ago Posts: 3,525 |
Thanks. That was approximately 60 mm/s.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log January 12, 2017 07:53PM |
Registered: 7 years ago Posts: 2 |
|
Re: Large Kossel all metal delta build log January 13, 2017 04:31AM |
Registered: 8 years ago Posts: 3,525 |
Hi thanks for the positive comments. I haven't changed much, switched over to black neoprene/fibre belts as the PU/steel ones began to stretch where the steel wires were fatiguing around the 16t pulleys. Ideally I'd like to try a PU/kevlar belt but finding them is tricky.
Recently decided to see if I could build on the work done by Leadinglights and Moriquenti on piezo electric sensor for z contact probing [forums.reprap.org] and it works pretty well. The piezo, with a hole drilled into the centre now sits above the heatsink. [www.thingiverse.com]
I did have to compromise on the all-metal design philosophy as effectors/carriages for use with Haydn Huntley magnetic arms don't exist. Options include using sheet metal and folding an effector/carriages, having something milled or DMLS printed.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Recently decided to see if I could build on the work done by Leadinglights and Moriquenti on piezo electric sensor for z contact probing [forums.reprap.org] and it works pretty well. The piezo, with a hole drilled into the centre now sits above the heatsink. [www.thingiverse.com]
I did have to compromise on the all-metal design philosophy as effectors/carriages for use with Haydn Huntley magnetic arms don't exist. Options include using sheet metal and folding an effector/carriages, having something milled or DMLS printed.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Large Kossel all metal delta build log January 18, 2017 10:38AM |
Registered: 10 years ago Posts: 651 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.