Just another EmcRepStrap build and a question
Posted by madscifi
|
Just another EmcRepStrap build and a question April 26, 2010 11:54PM |
Registered: 14 years ago Posts: 196 |
This last week I finished my EmcRepStrap build and have successfully printed a variety of objects. It consists of a geared stepper driven extruder on a CNC'd Taig and it is controlled using the approach discussed by David Carr (the stepper motor in the extruder is directly controlled by EMC2).
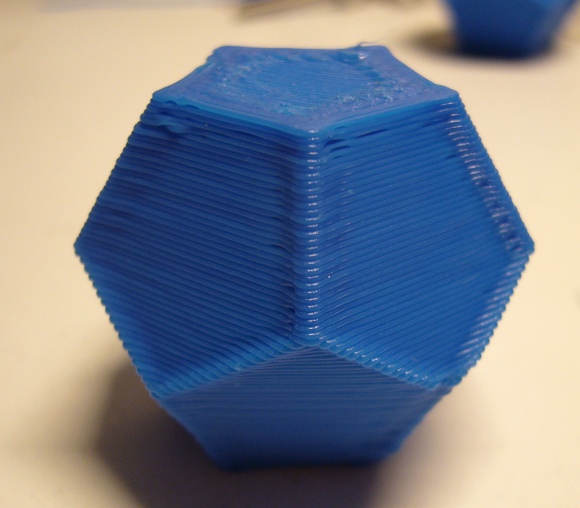
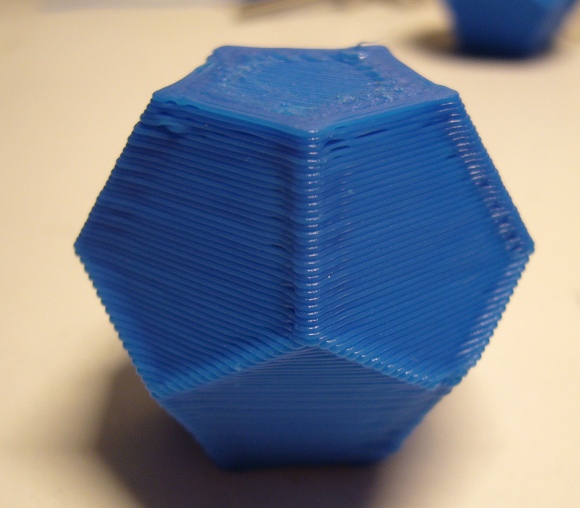
I'm able to get what I think are reasonable prints, but only if I restrict the maximum velocity to around 15 inches/minute (6.35 mm/s). Otherwise, it appears that the acceleration/deceleration of the extruder causes the filament to stretch, leaving thick walls at the corners of an object and thin walls in between. As I understand it, EMC2 should modify the velocity of the A axis (speed of the extruder filament) in proportion to the velocity in XYZ, which in theory should result in the same volume of filament per unit distance, or so I would think.
I've attached a picture that demonstrates the problem. It is a print of Thingiverse 198. Notice how the flat surfaces appear sunken, with the edges taking on a skeletal appearance.
I am wrong to expect the filament width to correctly adjust as the velocity of the tool changes? Has anyone else seen this occur (with or without EMC)? Does this indicate some error in my configuration, or that my extruder is slipping, or it is to be expected for some other reason?
-- Jim
blog post with more details of the build
I'm able to get what I think are reasonable prints, but only if I restrict the maximum velocity to around 15 inches/minute (6.35 mm/s). Otherwise, it appears that the acceleration/deceleration of the extruder causes the filament to stretch, leaving thick walls at the corners of an object and thin walls in between. As I understand it, EMC2 should modify the velocity of the A axis (speed of the extruder filament) in proportion to the velocity in XYZ, which in theory should result in the same volume of filament per unit distance, or so I would think.
I've attached a picture that demonstrates the problem. It is a print of Thingiverse 198. Notice how the flat surfaces appear sunken, with the edges taking on a skeletal appearance.
I am wrong to expect the filament width to correctly adjust as the velocity of the tool changes? Has anyone else seen this occur (with or without EMC)? Does this indicate some error in my configuration, or that my extruder is slipping, or it is to be expected for some other reason?
-- Jim
blog post with more details of the build
{kind=link}
{kind=link}
|
Re: Just another EmcRepStrap build and a question April 27, 2010 12:14AM |
Admin Registered: 17 years ago Posts: 1,791 |
Jim,
I don't know the answer, but would you like to have a go at this wiki page?
[reprap.org]
-Sebastien, RepRap.org library gnome.
Remember, you're all RepRap developers (once you've joined the super-secret developer mailing list), and the wiki, RepRap.org, [reprap.org] is for everyone and everything!
I don't know the answer, but would you like to have a go at this wiki page?
[reprap.org]
-Sebastien, RepRap.org library gnome.
Remember, you're all RepRap developers (once you've joined the super-secret developer mailing list), and the wiki, RepRap.org, [reprap.org] is for everyone and everything!
|
Re: Just another EmcRepStrap build and a question April 27, 2010 02:39AM |
Registered: 14 years ago Posts: 33 |
madscifi Wrote:
-------------------------------------------------------
> This last week I finished my EmcRepStrap build and
> have successfully printed a variety of objects. It
> consists of a geared stepper driven extruder on a
> CNC'd Taig and it is controlled using the approach
> discussed by David Carr (the stepper motor in the
> extruder is directly controlled by EMC2).
>
> I'm able to get what I think are reasonable
> prints, but only if I restrict the maximum
> velocity to around 15 inches/minute (6.35 mm/s).
> Otherwise, it appears that the
> acceleration/deceleration of the extruder causes
> the filament to stretch, leaving thick walls at
> the corners of an object and thin walls in
> between. As I understand it, EMC2 should modify
> the velocity of the A axis (speed of the extruder
> filament) in proportion to the velocity in XYZ,
> which in theory should result in the same volume
> of filament per unit distance, or so I would
> think.
>
> I've attached a picture that demonstrates the
> problem. It is a print of Thingiverse 198. Notice
> how the flat surfaces appear sunken, with the
> edges taking on a skeletal appearance.
>
> I am wrong to expect the filament width to
> correctly adjust as the velocity of the tool
> changes? Has anyone else seen this occur (with or
> without EMC)? Does this indicate some error in my
> configuration, or that my extruder is slipping, or
> it is to be expected for some other reason?
>
> -- Jim
>
Jim, congrats on getting your EMC setup working!
I've recently finished configuring EMC for my RepStrap and am pretty happy with the results. You are correct that if you have configured EMC properly, you will have 4-axis coordinated motion, and the extruder will accelerate and decelerate with the toolhead motion.
I think that the effects you are describing are a symptom of an oozing extruder. I've done some simple tests with my machine that demonstrate that precise control of the extruder flow is basically impossible with our current extruder design. So at the corners of your object, the toolhead is decelerating, and the filament drive is decelerating, but the plastic continues to flow unabated for a period of time leading to the heavy extrusion. As you've seen, when you slow the machine down, you are operating closer to a constant speed condition, which produces the best results since it is unaffected by ooze.
-Tim
-------------------------------------------------------
> This last week I finished my EmcRepStrap build and
> have successfully printed a variety of objects. It
> consists of a geared stepper driven extruder on a
> CNC'd Taig and it is controlled using the approach
> discussed by David Carr (the stepper motor in the
> extruder is directly controlled by EMC2).
>
> I'm able to get what I think are reasonable
> prints, but only if I restrict the maximum
> velocity to around 15 inches/minute (6.35 mm/s).
> Otherwise, it appears that the
> acceleration/deceleration of the extruder causes
> the filament to stretch, leaving thick walls at
> the corners of an object and thin walls in
> between. As I understand it, EMC2 should modify
> the velocity of the A axis (speed of the extruder
> filament) in proportion to the velocity in XYZ,
> which in theory should result in the same volume
> of filament per unit distance, or so I would
> think.
>
> I've attached a picture that demonstrates the
> problem. It is a print of Thingiverse 198. Notice
> how the flat surfaces appear sunken, with the
> edges taking on a skeletal appearance.
>
> I am wrong to expect the filament width to
> correctly adjust as the velocity of the tool
> changes? Has anyone else seen this occur (with or
> without EMC)? Does this indicate some error in my
> configuration, or that my extruder is slipping, or
> it is to be expected for some other reason?
>
> -- Jim
>
Jim, congrats on getting your EMC setup working!
I've recently finished configuring EMC for my RepStrap and am pretty happy with the results. You are correct that if you have configured EMC properly, you will have 4-axis coordinated motion, and the extruder will accelerate and decelerate with the toolhead motion.
I think that the effects you are describing are a symptom of an oozing extruder. I've done some simple tests with my machine that demonstrate that precise control of the extruder flow is basically impossible with our current extruder design. So at the corners of your object, the toolhead is decelerating, and the filament drive is decelerating, but the plastic continues to flow unabated for a period of time leading to the heavy extrusion. As you've seen, when you slow the machine down, you are operating closer to a constant speed condition, which produces the best results since it is unaffected by ooze.
-Tim
|
Re: Just another EmcRepStrap build and a question April 28, 2010 01:12AM |
Registered: 14 years ago Posts: 196 |
Tim - Interesting. It seems that I've been looking at the problem the wrong way around. More tests are needed.
It does lead me to think that building a Mendel is the easiest way to speed up printing, as the Taig is not designed for high rates of acceleration.
Sebastien - I don't really have anything useful to add to the Taig page at this point, but I will see what I can do in the next couple of weeks.
--Jim
It does lead me to think that building a Mendel is the easiest way to speed up printing, as the Taig is not designed for high rates of acceleration.
Sebastien - I don't really have anything useful to add to the Taig page at this point, but I will see what I can do in the next couple of weeks.
--Jim
Sorry, only registered users may post in this forum.