Skeinforge settings
Posted by Enrique
|
Skeinforge settings September 11, 2009 03:42PM |
Registered: 16 years ago Posts: 213 |
This is a thread for people to post your skeinforge settings and your skeinforge scripts. Every once in a while I will gather the posted settings and put them into the profiles folder in skeinforge.
The best way to post the settings is as an attached zip file. The naming convention of the files should be the name of the machine or developer, then the material or method, then optionally specific information about the setting. Do not put dots in the name, so for example instead of naming something rapman_ABS_0.6mm, name it rapman_ABS_600mcm.
For example, the settings for ABS for a rapman with the default nozzle would be:
rapman_ABS
The settings for black ABS for a rapman with the default nozzle would be:
rapman_ABS_black
The settings for ABS for a rapman with a hypothetical big nozzle giving a layer thickness of 0.6 mm (600 micrometers / 600mcm) would be:
rapman_ABS_600mcm
For scripts, if you have one script, post the text. If you have many scripts, please throw em into a zip file.
In case you are looking for information about skeinforge, links follow below.
Cheers,
Enrique
The skeinforge manual is at:
[www.bitsfrombytes.com]
A skeinforge overview is at:
[reprap.org]
The most recent skeinforge can be found at:
[members.axion.net]
another sometimes out of date version is at:
[reprap.svn.sourceforge.net]
The Skeinforge Powwow main discussion thread is at:
[dev.forums.reprap.org]
For people with a rapman, there are a few skeinforge discussions on the Bits from Bytes software board at:
[www.bitsfrombytes.com]
Assuming you have python, which can be downloaded from:
[www.python.org]
to run skeinforge; in a terminal in the same folder as skeinforge.py, type:
python skeinforge.py
(Edit: made thread "sticky" so it will stay at the top of this forum. --Sebastien)
Edited 3 time(s). Last edit at 09/03/2010 03:51AM by SebastienBailard.
The best way to post the settings is as an attached zip file. The naming convention of the files should be the name of the machine or developer, then the material or method, then optionally specific information about the setting. Do not put dots in the name, so for example instead of naming something rapman_ABS_0.6mm, name it rapman_ABS_600mcm.
For example, the settings for ABS for a rapman with the default nozzle would be:
rapman_ABS
The settings for black ABS for a rapman with the default nozzle would be:
rapman_ABS_black
The settings for ABS for a rapman with a hypothetical big nozzle giving a layer thickness of 0.6 mm (600 micrometers / 600mcm) would be:
rapman_ABS_600mcm
For scripts, if you have one script, post the text. If you have many scripts, please throw em into a zip file.
In case you are looking for information about skeinforge, links follow below.
Cheers,
Enrique
The skeinforge manual is at:
[www.bitsfrombytes.com]
A skeinforge overview is at:
[reprap.org]
The most recent skeinforge can be found at:
[members.axion.net]
another sometimes out of date version is at:
[reprap.svn.sourceforge.net]
The Skeinforge Powwow main discussion thread is at:
[dev.forums.reprap.org]
For people with a rapman, there are a few skeinforge discussions on the Bits from Bytes software board at:
[www.bitsfrombytes.com]
Assuming you have python, which can be downloaded from:
[www.python.org]
to run skeinforge; in a terminal in the same folder as skeinforge.py, type:
python skeinforge.py
(Edit: made thread "sticky" so it will stay at the top of this forum. --Sebastien)
Edited 3 time(s). Last edit at 09/03/2010 03:51AM by SebastienBailard.
|
Re: Skeinforge settings September 11, 2009 05:58PM |
Registered: 15 years ago Posts: 216 |
|
Re: Skeinforge settings September 11, 2009 06:56PM |
Registered: 14 years ago Posts: 56 |
|
Re: Skeinforge settings September 11, 2009 09:12PM |
Registered: 14 years ago Posts: 177 |
(Sorry no Settings, because I didn't finish my tuning yet  )
)
Hi Enrique,
Is that possible that you could put the source code over GitHub (or whatever GIT), so that people (I mean..me!) can fork and contribute easily, and that you can also cherry-pick and integrate them back to the official release?
There are many places here and there that I would like to hack/improve...I am not sure what's the best way to contribute the code back in. The best way I could think of is using GIT, so that either people could easily cherry pick the changes, or you could also integrate the changes...What do you think?
Sam
)Hi Enrique,
Is that possible that you could put the source code over GitHub (or whatever GIT), so that people (I mean..me!) can fork and contribute easily, and that you can also cherry-pick and integrate them back to the official release?
There are many places here and there that I would like to hack/improve...I am not sure what's the best way to contribute the code back in. The best way I could think of is using GIT, so that either people could easily cherry pick the changes, or you could also integrate the changes...What do you think?
Sam
|
Re: Skeinforge settings September 12, 2009 04:39AM |
Registered: 16 years ago Posts: 213 |
unfold,
You can click 'Add Profile' in the extrusion dialog, the new profile will be a copy of the old selected profile.
For example, in the extrusion dialog, select ABS, then type 'ABS_UserSettings' and click 'Add Profile'. This will create a copy of the 'ABS' settings called 'ABS_UserSettings' and you can change that without affecting the old 'ABS' settings.
arhimed,
Thanks for the settings, I've added them to the latest version at:
[members.axion.net]
sam0737,
A few people have asked to work on skeinforge and one sent a patch. I told everyone that skeinforge is a complicated program being changed continuously and that it would take a few months working with it part time, on the order of two hundred development hours, before people can contribute in general without adverse effects. The one patch that I received, I had to throw out because it broke skeinforge.
Documentation is very useful, and does not affect the program, so it is the best way to start. If people only want to program, the best way to start is with the import plugins and the analyze plugins, because they have few effects on the rest of the program. If I receive patches, I will use the concept and recode it so that it fits into skeinforge without any obvious side effects. Even so, there are often unexpected side effects & bugs that show up later with some models or settings.
In general, people who want to help the reprap project or their own fabrication often figure it would be a good idea to tweak skeinforge. However, the biggest advances that could be made for the project are not software related. The software, although it is hard to use and has problems, is barely good enough, it is not the limiting factor in the reprap project. Some of the things we need, none of which are anywhere near good enough and indeed most of which are not even in demonstrator form, are the following:
Making filament from granules.
Turning wasted plastic into granules.
Using a large reprap to make a smaller reprap composed of only a few pieces.
Making a big reprap, which among other things could make Darwin sized repraps in only a few pieces.
Making a heated bed or chamber.
Making a cement extruder.
Making a ceramic extruder.
Making a sandstone extruder.
Making a pick and place head.
Making a wire deposition and cutting head.
Putting a plasma cutter on a reprap.
Extruding aluminum and eventually copper.
Making the remaining tool heads on the tool ideas page: [reprap.org]
Fabricating a gear box.
Fabricating a rack and pinion set.
Fabricating a stepper motor.
Any of those could be made without have some weird interactions with the project, and they are all more useful then even a large improvement in skeinforge.
I appreciate the offer of programming help, and indeed when I first started developing skeinforge I thought extra programmers would speed things up. However, as the program got larger, I realized that I would have to do most or all of the programming and have little time to do any other kind of reprap stuff.
Cheers,
Enrique
You can click 'Add Profile' in the extrusion dialog, the new profile will be a copy of the old selected profile.
For example, in the extrusion dialog, select ABS, then type 'ABS_UserSettings' and click 'Add Profile'. This will create a copy of the 'ABS' settings called 'ABS_UserSettings' and you can change that without affecting the old 'ABS' settings.
arhimed,
Thanks for the settings, I've added them to the latest version at:
[members.axion.net]
sam0737,
A few people have asked to work on skeinforge and one sent a patch. I told everyone that skeinforge is a complicated program being changed continuously and that it would take a few months working with it part time, on the order of two hundred development hours, before people can contribute in general without adverse effects. The one patch that I received, I had to throw out because it broke skeinforge.
Documentation is very useful, and does not affect the program, so it is the best way to start. If people only want to program, the best way to start is with the import plugins and the analyze plugins, because they have few effects on the rest of the program. If I receive patches, I will use the concept and recode it so that it fits into skeinforge without any obvious side effects. Even so, there are often unexpected side effects & bugs that show up later with some models or settings.
In general, people who want to help the reprap project or their own fabrication often figure it would be a good idea to tweak skeinforge. However, the biggest advances that could be made for the project are not software related. The software, although it is hard to use and has problems, is barely good enough, it is not the limiting factor in the reprap project. Some of the things we need, none of which are anywhere near good enough and indeed most of which are not even in demonstrator form, are the following:
Making filament from granules.
Turning wasted plastic into granules.
Using a large reprap to make a smaller reprap composed of only a few pieces.
Making a big reprap, which among other things could make Darwin sized repraps in only a few pieces.
Making a heated bed or chamber.
Making a cement extruder.
Making a ceramic extruder.
Making a sandstone extruder.
Making a pick and place head.
Making a wire deposition and cutting head.
Putting a plasma cutter on a reprap.
Extruding aluminum and eventually copper.
Making the remaining tool heads on the tool ideas page: [reprap.org]
Fabricating a gear box.
Fabricating a rack and pinion set.
Fabricating a stepper motor.
Any of those could be made without have some weird interactions with the project, and they are all more useful then even a large improvement in skeinforge.
I appreciate the offer of programming help, and indeed when I first started developing skeinforge I thought extra programmers would speed things up. However, as the program got larger, I realized that I would have to do most or all of the programming and have little time to do any other kind of reprap stuff.
Cheers,
Enrique
|
Re: Skeinforge settings September 12, 2009 05:30AM |
Registered: 15 years ago Posts: 216 |
Hi Enrique,
Thanks, I was aware of the fact that I could copy the profiles. I was more generally thinking about making it a bit more user-friendly for new users. They will not really understand that when they change some settings that they change the default profile imo. It would be 'nicer' that Skeinforge would automatically make a copy of the selected 'locked/default' profile when tinkering with the settings or give some kind of warning "you are about to overwrite the default settings for Rapman_ABS, do you which to continue or press copy to work on a copy of the profile?"
Maybe I'm thinking one bridge to far, focussing on details to make it more consumer grade. Personally I dont'care if it is not but the fact is that with the DIY kits selling in the 100's that it attracts less adventurous people. And all kits are relying on SF to do the Gcode heavy lifting.
As far as I can see their are two kinds of people here, people who are interested in developing a replicated rapid prototyper and people who want to use this affordable Rapid Prototyper to make stuff. That last one is not the main focus of the RepRap project but it is a very good sign of the importance of this project!
So I'll just keep on shooting this ideas until somebody says I need to shut up and that everyone should RTFM
ps. I'm working on a ceramic extruder slowely
slowely 
Thanks, I was aware of the fact that I could copy the profiles. I was more generally thinking about making it a bit more user-friendly for new users. They will not really understand that when they change some settings that they change the default profile imo. It would be 'nicer' that Skeinforge would automatically make a copy of the selected 'locked/default' profile when tinkering with the settings or give some kind of warning "you are about to overwrite the default settings for Rapman_ABS, do you which to continue or press copy to work on a copy of the profile?"
Maybe I'm thinking one bridge to far, focussing on details to make it more consumer grade. Personally I dont'care if it is not but the fact is that with the DIY kits selling in the 100's that it attracts less adventurous people. And all kits are relying on SF to do the Gcode heavy lifting.
As far as I can see their are two kinds of people here, people who are interested in developing a replicated rapid prototyper and people who want to use this affordable Rapid Prototyper to make stuff. That last one is not the main focus of the RepRap project but it is a very good sign of the importance of this project!
So I'll just keep on shooting this ideas until somebody says I need to shut up and that everyone should RTFM
ps. I'm working on a ceramic extruder
slowely
|
Re: Skeinforge settings September 13, 2009 11:36PM |
Registered: 14 years ago Posts: 177 |
---Sorry I am afraid I hijacked your thread for a different topics.
Totally understand, Enrique.
It's very hard to go from 1 person, to many people.
I also understand that there are many other works that can be done to make RepRap even better, say personally I would love to see we could extrude of make filament from granules, I had a hard time to source the filament.
Though, people have different capabilities, and there are so many people around that could help in different aspects. Take myself as an example, I don't have a workshop, my "workbench"? is where I put my laptop on...in fact the only powertool I have is a crappy hand drill, not even a drill press. On the other hand, I could do some good programming, I really wish I could contribute in some ways, though I can hardly find any information on RepRap's wiki about how people could contribute.
If we could put a little project management or a practice and make it easier for people to contribute, At first, it might appear to be a productivity lost, but once we got everything figured out and goes into practice, that would surely be very beneficial to the project. At the end, the project has to grow, and would be limited if such a big piece of software continues to be a one-man job.
My suggestion is: why not setup a ticket system (Github, Trac, SF, anything), then use that track 1. the TODO items. 2. for people to submit bugs.
People could then submit patches for the items, it's then up to you to take and integrate back to the official release if needed, at your leisure time.
I would recommend GIT as the repro choice, because it has a much easier way to integrate/cherrypicking changes between different fork than SVN. GIT can also let people to fork easily (much better than SVN's external)
This way I think you could have higher efficiency in tapping the potential of all the smart people in the community.
BTW, From time to time I saw some incorrect or lack of information on the official wiki. How could I contribute some corrections? Apparently it requires authorization of some kinds...right?
Totally understand, Enrique.
It's very hard to go from 1 person, to many people.
I also understand that there are many other works that can be done to make RepRap even better, say personally I would love to see we could extrude of make filament from granules, I had a hard time to source the filament.
Though, people have different capabilities, and there are so many people around that could help in different aspects. Take myself as an example, I don't have a workshop, my "workbench"? is where I put my laptop on...in fact the only powertool I have is a crappy hand drill, not even a drill press. On the other hand, I could do some good programming, I really wish I could contribute in some ways, though I can hardly find any information on RepRap's wiki about how people could contribute.
If we could put a little project management or a practice and make it easier for people to contribute, At first, it might appear to be a productivity lost, but once we got everything figured out and goes into practice, that would surely be very beneficial to the project. At the end, the project has to grow, and would be limited if such a big piece of software continues to be a one-man job.
My suggestion is: why not setup a ticket system (Github, Trac, SF, anything), then use that track 1. the TODO items. 2. for people to submit bugs.
People could then submit patches for the items, it's then up to you to take and integrate back to the official release if needed, at your leisure time.
I would recommend GIT as the repro choice, because it has a much easier way to integrate/cherrypicking changes between different fork than SVN. GIT can also let people to fork easily (much better than SVN's external)
This way I think you could have higher efficiency in tapping the potential of all the smart people in the community.
BTW, From time to time I saw some incorrect or lack of information on the official wiki. How could I contribute some corrections? Apparently it requires authorization of some kinds...right?
|
Re: Skeinforge settings September 14, 2009 04:18AM |
Registered: 15 years ago Posts: 216 |
sam0737 Wrote:
> BTW, From time to time I saw some incorrect or
> lack of information on the official wiki. How
> could I contribute some corrections? Apparently it
> requires authorization of some kinds...right?
At the moment, the best place is to put it in the BfB wiki that enrique mentioned above. [www.bitsfrombytes.com]
Thats free to anyone will hopefully evolve to a full user generated manual with many illustrations and photo's detailing the result of various settings.
> BTW, From time to time I saw some incorrect or
> lack of information on the official wiki. How
> could I contribute some corrections? Apparently it
> requires authorization of some kinds...right?
At the moment, the best place is to put it in the BfB wiki that enrique mentioned above. [www.bitsfrombytes.com]
Thats free to anyone will hopefully evolve to a full user generated manual with many illustrations and photo's detailing the result of various settings.
|
Re: Skeinforge settings September 14, 2009 12:19PM |
Registered: 15 years ago Posts: 216 |
|
Re: Skeinforge settings September 14, 2009 12:29PM |
Registered: 14 years ago Posts: 56 |
I experimented with it and decided that I get good enough / almost perfect raft with wide base and double interface layer. I set the base layer to be as "wide" as I can while still getting interface layer to be "flat"... if base is too wide the interface layer have "waves" .. that's not good but if the base layer is too much filled - that's is thrown plastic + energy + time
|
Re: Skeinforge settings September 14, 2009 12:43PM |
Registered: 15 years ago Posts: 216 |
yes I like that time plastic energy argument, just thinking about a general setting. this wont work for small stuff I'm afraid so maybe we need work on a more conservative profile. Anyway, I'm happy about the progress on this front and double happy that my extruder is up and running again after the blue ball of death 
Actually its happily working on this fancy smiley yellow abs!
Actually its happily working on this fancy smiley yellow abs!
|
Re: Skeinforge settings September 14, 2009 01:15PM |
Registered: 14 years ago Posts: 56 |
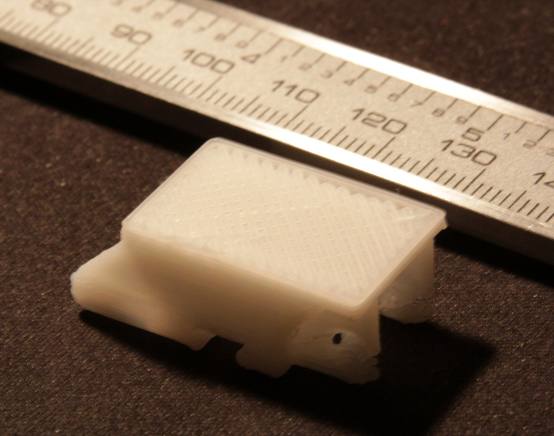
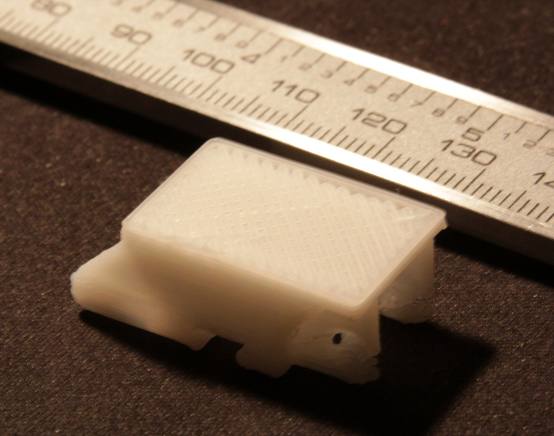
just printed bunch of:
[www.thingiverse.com]
and the output is totally good, the bottom perfectly flat ..
so I do not agree that small object will be a problem .. (I consider this 2.5cm * 1.5cm - a small object)
Another thing is - the first print I made, the raft stuck to the print bed so hard I spent almost 30 minutes with pliers and bunch of other tools getting it out of print bed .. getting the base this wide makes the raft easier to remove - what I think is good for beginners also...
That's my opinion anyhow you do not have to agree
all best
bogdan
[www.thingiverse.com]
and the output is totally good, the bottom perfectly flat ..
so I do not agree that small object will be a problem .. (I consider this 2.5cm * 1.5cm - a small object)
Another thing is - the first print I made, the raft stuck to the print bed so hard I spent almost 30 minutes with pliers and bunch of other tools getting it out of print bed .. getting the base this wide makes the raft easier to remove - what I think is good for beginners also...
That's my opinion anyhow
you do not have to agree all best
bogdan
|
Re: Skeinforge settings September 14, 2009 01:58PM |
Registered: 15 years ago Posts: 216 |
Weird, i have very undesirable results with this settings.... Is it possible that they get mixed with previous parameters in .skeinforge folder?
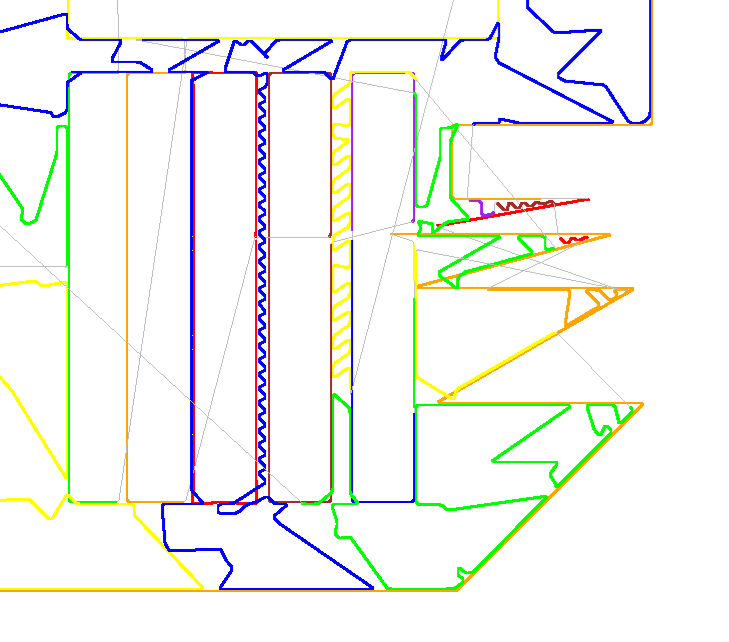
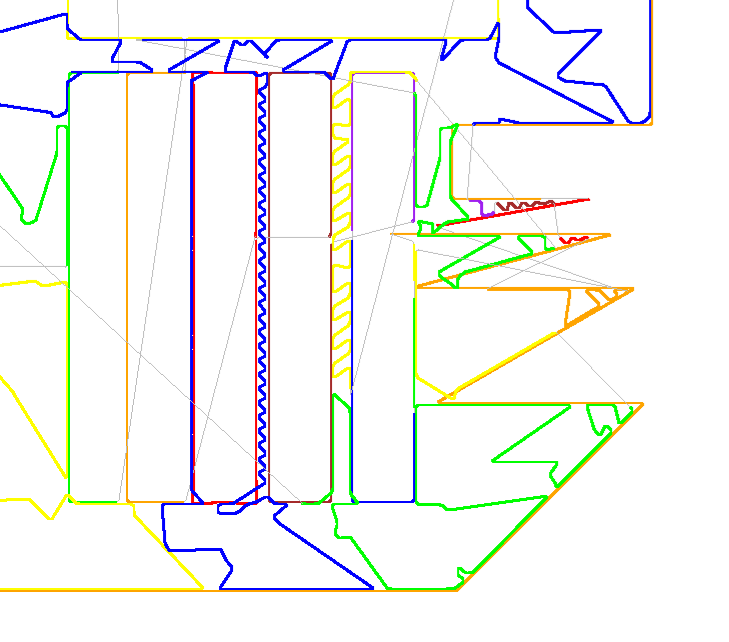
I'm using yellow abs but I never had much difference with the blue and red that I used opposed to white ABS. Im printing the benchmark file from Thingiverse and I cant say that I like what I see in Skeinview or on the rapman. See attachments
Lots of overlap between infill and perimeter, perimeter angles not clipping and extending into empty areas. Ill post a photo of the object when finished. Ill also try with my previous settings.
Side note, how do i migrate my old preferences to a new installation of skeinforge? What is save exactly in the .skeinview folder?
I'm using yellow abs but I never had much difference with the blue and red that I used opposed to white ABS. Im printing the benchmark file from Thingiverse and I cant say that I like what I see in Skeinview or on the rapman. See attachments
Lots of overlap between infill and perimeter, perimeter angles not clipping and extending into empty areas. Ill post a photo of the object when finished. Ill also try with my previous settings.
Side note, how do i migrate my old preferences to a new installation of skeinforge? What is save exactly in the .skeinview folder?
|
Re: Skeinforge settings September 14, 2009 03:01PM |
Registered: 15 years ago Posts: 216 |
So I did overwrite my previous settings when downloading the new version. Why are the settings and profiles actually saved in the .skeinforge folder? Is this a standard Linux/Unix way of doing it? Why not save them in the Skeinforge folder itself? On osx DOT folders are invisible so that makes them hard to use. On the other hand it does make sense to have version independent place to store your profiles, other apps do it too.
|
Re: Skeinforge settings September 14, 2009 03:22PM |
Registered: 14 years ago Posts: 56 |
it *is* standard way on unix/linux/freebsd/... to store settings in ~/.programname .. so in ~/.skeinforge you have the settings ... and yes, on all unix's the directories that start with . are invisible
check the structure, you will understand it immediately .. the new version just renamed directories with profiles .. all files inside are same .. so just copy your old files from your "extrusion_ABS" to new "extrusion/ABS" directory
on the "output" .. when I printed the test object, the only difference from the uploaded settings was 0.35mm and 200 PWM for extruder (20RPM) .. I got perfect result..
check the structure, you will understand it immediately
.. the new version just renamed directories with profiles .. all files inside are same .. so just copy your old files from your "extrusion_ABS" to new "extrusion/ABS" directoryon the "output" .. when I printed the test object, the only difference from the uploaded settings was 0.35mm and 200 PWM for extruder (20RPM) .. I got perfect result..
|
Re: Skeinforge settings September 14, 2009 04:02PM |
Registered: 15 years ago Posts: 216 |
Was talking to soon, looks like the object has some strange forms in it, my skeinforge settings give the same errors. But my perimeter is further from the infill, gives better results on my machine. Actually my parameters are pretty close to what you posted on the BfB skeinforge thread a while ago.
|
Re: Skeinforge settings September 14, 2009 05:14PM |
Registered: 14 years ago Posts: 56 |
the "while ago" I used PP and I posted settings for PP not ABS ... those are different as PP is "springy", does not shrink on heat and do "expand" more then ABS when extruded. Not to mention warping ... compared to PP abs do not warp at all
so maybe that's the misunderstanding ..
I'm generally trying to get best result with smallest amount of filament (I use infill 0.1 for 99% prints) and as fast as possible .. and I sacrifice the "quality" for the "speed" .. this settings are close to my "draft" settings... If you want increased quality, you have to decrease the layer hight and decrease speed and extrusion rate .. I printed the "benchmark" model over 12 hours with 0.3mm and slow speed ... the result was super nice, but - the gear part - still not usable as gear ..
anyhow .. do change them the whole point is to get the "best default settings for the specific machine" ... this was the first we had as Tony is on vacation, Ian and Iain are busy, you and dave do not have access to your machines attm (I hope you now have, and I recon school start soon so will dave) ... Batist and Mike are not online so they are too probably dipping their feet in some nice salty water surrounded by nice girls while drinking something from the coconut ... now, we go from "somewhere" .. and we get the "default settings" better ... and when we get somewhere, Enrique will replace the current one with new better default
so maybe that's the misunderstanding ..
I'm generally trying to get best result with smallest amount of filament (I use infill 0.1 for 99% prints) and as fast as possible .. and I sacrifice the "quality" for the "speed" .. this settings are close to my "draft" settings... If you want increased quality, you have to decrease the layer hight and decrease speed and extrusion rate .. I printed the "benchmark" model over 12 hours with 0.3mm and slow speed ... the result was super nice, but - the gear part - still not usable as gear ..
anyhow .. do change them
the whole point is to get the "best default settings for the specific machine" ... this was the first we had as Tony is on vacation, Ian and Iain are busy, you and dave do not have access to your machines attm (I hope you now have, and I recon school start soon so will dave) ... Batist and Mike are not online so they are too probably dipping their feet in some nice salty water surrounded by nice girls while drinking something from the coconut ... now, we go from "somewhere" .. and we get the "default settings" better ... and when we get somewhere, Enrique will replace the current one with new better default
|
Re: Skeinforge settings September 15, 2009 02:13AM |
Registered: 16 years ago Posts: 101 |
Great forum post, it's been great help in getting my machine to work much faster. One question though.
Any ideas on having two sets of settings, one for producing objects which don't need to be especially strong, and another for the strongest prints we can. The main reason for this is my observation that my settings need to be changed when I'm printing reprap replacement/child parts(which need to be really strong). The main setting that this changes to me seems to be infill solidity, but there are lots of little changes that need to be made in temperature etc.
Any ideas on having two sets of settings, one for producing objects which don't need to be especially strong, and another for the strongest prints we can. The main reason for this is my observation that my settings need to be changed when I'm printing reprap replacement/child parts(which need to be really strong). The main setting that this changes to me seems to be infill solidity, but there are lots of little changes that need to be made in temperature etc.
|
Re: Skeinforge settings September 15, 2009 04:05AM |
Registered: 14 years ago Posts: 56 |
letsburn00, Skeinforge allows you to have profiles .. you can have as many as you like .. I have "ABSbackup", "ABSstrong", "ABSnormal", "ABSdraft", "ABSwork", "PPbackup", "PPwork" for example ... they are not all "finished" .. but you get the idea .. and Enrique wrote at the beginning of this thread:
> You can click 'Add Profile' in the extrusion
> dialog, the new profile will be a copy of the
> old selected profile.
so it is incredibly easy to add new profile... I first made a "usable profile" and saved as ABSbackup, then I created all other ones from this one and tweaked them further...
> You can click 'Add Profile' in the extrusion
> dialog, the new profile will be a copy of the
> old selected profile.
so it is incredibly easy to add new profile... I first made a "usable profile" and saved as ABSbackup, then I created all other ones from this one and tweaked them further...
|
Re: Skeinforge settings June 07, 2010 09:07PM |
|
Re: Skeinforge settings September 03, 2010 04:50AM |
Registered: 16 years ago Posts: 467 |
Hi
Skeinforge has changed the directory structure over time. I would get the latest version from here:-
[fabmetheus.crsndoo.com]
Install into a completely new directory. Run from the new directory
It should retain your old settings but you could back them up as a precaution.
When you are happy the new version works ok delete the old skeinforge directory.
Regards
Ian
Skeinforge has changed the directory structure over time. I would get the latest version from here:-
[fabmetheus.crsndoo.com]
Install into a completely new directory. Run from the new directory
It should retain your old settings but you could back them up as a precaution.
When you are happy the new version works ok delete the old skeinforge directory.
Regards
Ian
|
Re: Skeinforge settings January 17, 2011 10:57PM |
Registered: 13 years ago Posts: 6 |
I was really excited to find this thread, although it seems that in a year, there has only been one zip of settings uploaded. For everyone else looking, here are the three best resources I've found:
* PLA profile for RepRap Mendel: [ultimachine.com]
* PLA profile for RapMan (but referrs to outdated Skeinforge Version and now non-existent values) [www.bitsfrombytes.com]
* Informative thread from Mendel-Parts.Com [www.mendel-parts.com]
If anyone else who has a mostly working Skeinforge profile for RepRap Mendels would be willing to share, the Penn State RUG would surely appreciate it. Right now, we're experimenting with the settings from my first link, although RepSnapper renders skenforge's export code in a way where it seems that it seems to want to send the extruder miles below the print bed, as evidenced by a long pink line, although this negative Z code doesn't appear obviously in the file.
Anyone have a notion about why this would be happening?
* PLA profile for RepRap Mendel: [ultimachine.com]
* PLA profile for RapMan (but referrs to outdated Skeinforge Version and now non-existent values) [www.bitsfrombytes.com]
* Informative thread from Mendel-Parts.Com [www.mendel-parts.com]
If anyone else who has a mostly working Skeinforge profile for RepRap Mendels would be willing to share, the Penn State RUG would surely appreciate it. Right now, we're experimenting with the settings from my first link, although RepSnapper renders skenforge's export code in a way where it seems that it seems to want to send the extruder miles below the print bed, as evidenced by a long pink line, although this negative Z code doesn't appear obviously in the file.
Anyone have a notion about why this would be happening?
|
Re: Skeinforge settings January 18, 2011 09:09AM |
Admin Registered: 16 years ago Posts: 13,888 |
... this could be miscaltulations with negative values ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Skeinforge settings January 18, 2011 05:05PM |
Registered: 13 years ago Posts: 6 |
|
Re: Skeinforge settings March 15, 2011 01:27PM |
Registered: 13 years ago Posts: 33 |
I have a request please. Can you add the Z axis setting and x and y axis positions in the same place. IMHO the default for Z should be 0.
Thats where every other program put it.
Its very odd to be set at -33 or -19 so please set the Z always to 0 and show it along with X and Y.
Best
Frederick
Thats where every other program put it.
Its very odd to be set at -33 or -19 so please set the Z always to 0 and show it along with X and Y.
Best
Frederick
|
Re: Skeinforge settings March 16, 2011 05:52AM |
Registered: 16 years ago Posts: 467 |
|
Re: Skeinforge settings March 16, 2011 06:39PM |
Registered: 13 years ago Posts: 33 |
I can't get z-axis to always be zero, or even close. Its always set at -30 or -19. If I load the same STL in any other program, Z is always 0 or at base level. There must be a way to control it, if only I could find the info.
In repsnapper I can load the G-code generated but can't print it. Apologies for my dumb postings, it just takes me a while to get used to new things and the terminology in skeinforge is interesting.
Best
F
In repsnapper I can load the G-code generated but can't print it. Apologies for my dumb postings, it just takes me a while to get used to new things and the terminology in skeinforge is interesting.
Best
F
|
Re: Skeinforge settings March 17, 2011 04:28AM |
Registered: 14 years ago Posts: 3,742 |
@Phobia1: No one understands what you are asking.
Skeinforge always creates the gcode with the object at Z=0 regardless of where the object is really located whether -100 Z or +100 Z it places the bottom of the object at Z=0 and creates the gcode that way.
Is the Bottom plugin active and if so what values are you using there?
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Skeinforge always creates the gcode with the object at Z=0 regardless of where the object is really located whether -100 Z or +100 Z it places the bottom of the object at Z=0 and creates the gcode that way.
Is the Bottom plugin active and if so what values are you using there?
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Skeinforge settings March 21, 2011 08:29AM |
Registered: 13 years ago Posts: 202 |
|
Re: Skeinforge settings May 17, 2011 04:26AM |
Registered: 14 years ago Posts: 458 |
Could someone please upload here known good settings for Skeinforge 40 and above using Gen 3 electronics, and Wade Extruder?
I spent weeks getting a square blob of plastic, and tonight, Skeinforge decides it wants to move the head 10mm left from the raft for the first layer.
I am using a 0.4mm nozzle with e-steps-per-mm set to 1.39 for the wade extruder
3500 flow rate
0.35mm layer height
30mm/s travel speed
Obviously this doesn't work.
Cheers
I spent weeks getting a square blob of plastic, and tonight, Skeinforge decides it wants to move the head 10mm left from the raft for the first layer.
I am using a 0.4mm nozzle with e-steps-per-mm set to 1.39 for the wade extruder
3500 flow rate
0.35mm layer height
30mm/s travel speed
Obviously this doesn't work.
Cheers

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.