Horizontal "cracks"/imperfections
Posted by Rockel83
|
Horizontal "cracks"/imperfections March 26, 2015 05:03PM |
Registered: 9 years ago Posts: 38 |
I've already spent a lot of time calibrating my Prusa. I've managed to solve a lot of issues already, and I'm able to get quite decent prints now.
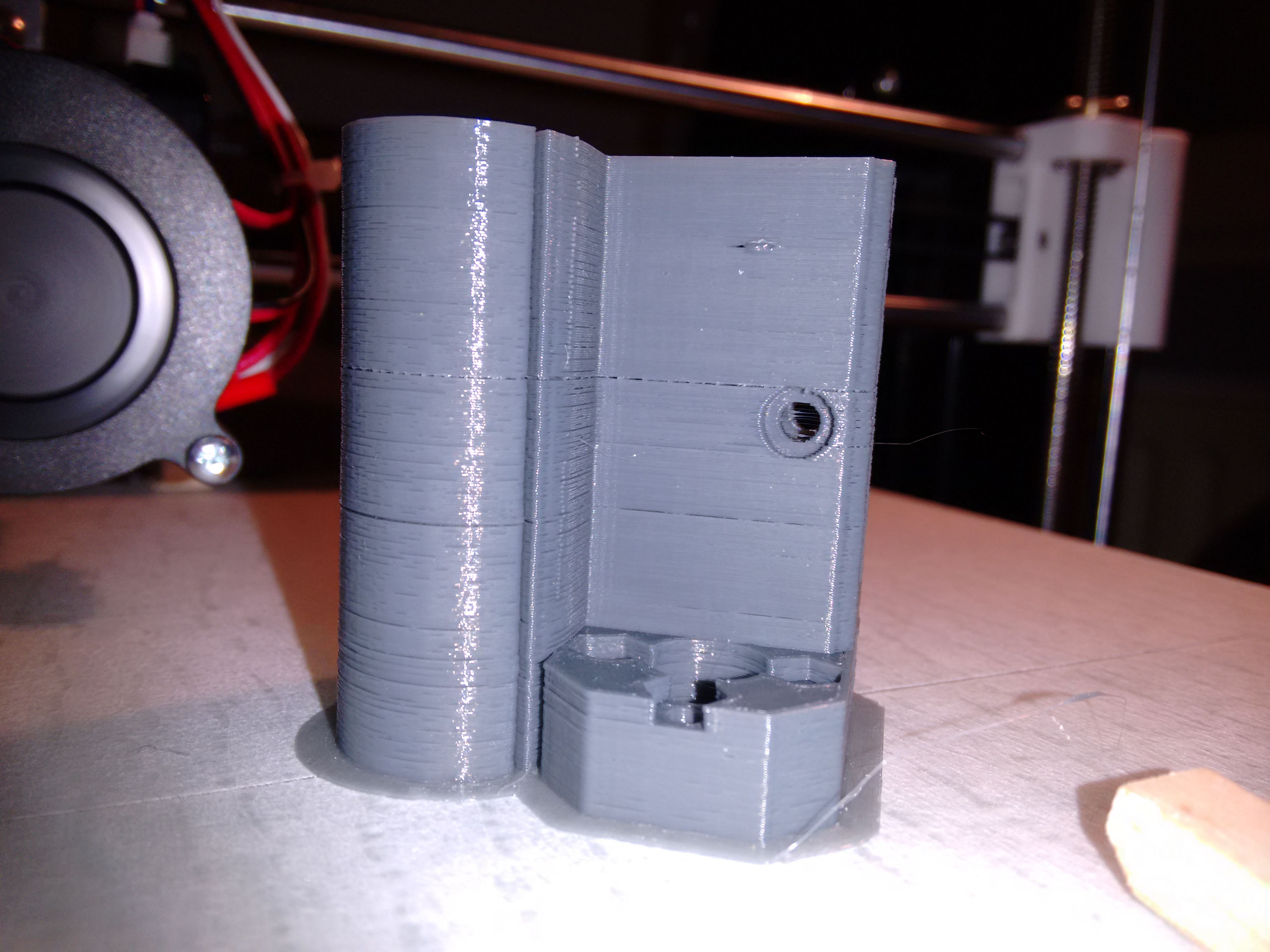
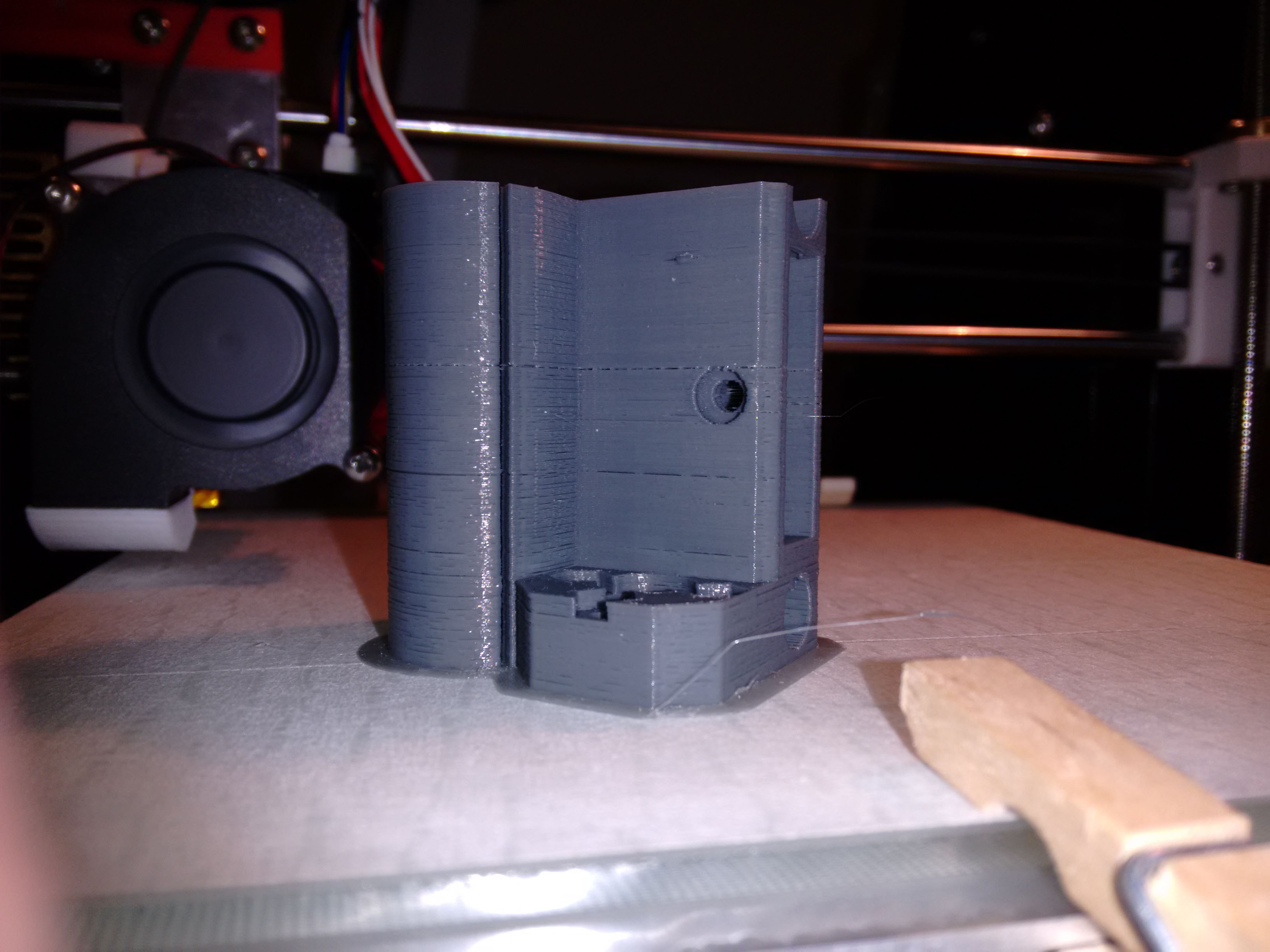
But I can't seem to manage to get rid of these horizontal "cracks"/imperfections. While it's printing it looks fine, but after a few layers these "cracks" seems to become vissible.
It seems/looks that it's a sort of partial delamination? This problem is not consistent on every spot as the photo's in the attachments show. The upper right corner looks quite neat with little imperfections compared to the rest.
I'm printing with PLA and I've tried several things already:
- Tried difffrent temperatures within 180 to 220 range. (around 190 degrees seems to give best results for me).
- Tried diffrent bed temperatures.
- Calibrating extruder steps.
- Tried diffrent fan speeds (higer fan speed seems te decrease cracks a little bit).
- Tried a diffrent roll of PLA from a diffrent supplier.
Anyone knows how to solve this problem? Or maybe has some tips for me to try?
Thanks in advance!
Edited 1 time(s). Last edit at 03/26/2015 05:18PM by Rockel83.
But I can't seem to manage to get rid of these horizontal "cracks"/imperfections. While it's printing it looks fine, but after a few layers these "cracks" seems to become vissible.
It seems/looks that it's a sort of partial delamination? This problem is not consistent on every spot as the photo's in the attachments show. The upper right corner looks quite neat with little imperfections compared to the rest.

I'm printing with PLA and I've tried several things already:
- Tried difffrent temperatures within 180 to 220 range. (around 190 degrees seems to give best results for me).
- Tried diffrent bed temperatures.
- Calibrating extruder steps.
- Tried diffrent fan speeds (higer fan speed seems te decrease cracks a little bit).
- Tried a diffrent roll of PLA from a diffrent supplier.
Anyone knows how to solve this problem? Or maybe has some tips for me to try?
Thanks in advance!
Edited 1 time(s). Last edit at 03/26/2015 05:18PM by Rockel83.
|
Re: Horizontal "cracks"/imperfections March 26, 2015 05:26PM |
Registered: 9 years ago Posts: 286 |
|
Re: Horizontal "cracks"/imperfections March 26, 2015 06:21PM |
Registered: 10 years ago Posts: 581 |
Pla doesn't need heat kept in. It works better with a fan directed at the print to cool layers as they're printed.
That type of delamination can be caused by under extruding and can also be caused by too narrow extrusion width. Make sure your extrusion width is greater than your nozzle diameter and the layer height is no more than 80% of your nozzle diameter. My go-to settings are 0.2mm layer height and 0.5mm extrusion width with a 0.4 mm nozzle.
Try also increasing your flow multiplier and checking for your extruder skipping steps or overheating.
[3DKarma.com] - suppliers of quality, affordable 3D printer kits and filament for the UK market.
That type of delamination can be caused by under extruding and can also be caused by too narrow extrusion width. Make sure your extrusion width is greater than your nozzle diameter and the layer height is no more than 80% of your nozzle diameter. My go-to settings are 0.2mm layer height and 0.5mm extrusion width with a 0.4 mm nozzle.
Try also increasing your flow multiplier and checking for your extruder skipping steps or overheating.
[3DKarma.com] - suppliers of quality, affordable 3D printer kits and filament for the UK market.
|
Re: Horizontal "cracks"/imperfections March 26, 2015 10:32PM |
Registered: 9 years ago Posts: 46 |
|
Re: Horizontal "cracks"/imperfections March 27, 2015 11:40AM |
Registered: 9 years ago Posts: 38 |
Thanks for all your help!
I've already fixed a skipping extruder problem bij directing more current to it. And installed a new and longer spring into the extruder clamp. So I thought the problems in this topic would not have been related to a skipping extruder annymore. But thanks for mentioning.
So I first tried 3dkarma's solution. I'm using slic3r, and in these settings the extruder width was set to 100%. But it seems that this percentage is calculated over the layer hight and not over the nozzle diameter (which I was thinking). So I've set all the vallues there to 0.4 which gave me clean walls. But I was not verry sattisfied of the end result. It gave me verry thick top layers and perimiters weren't touching each other. So I've tried to adjust some vallues slightly down. Which gave me accaptable results so far
It's quite a diffrence with the first pictures!
Edited 2 time(s). Last edit at 03/27/2015 11:42AM by Rockel83.
I've already fixed a skipping extruder problem bij directing more current to it. And installed a new and longer spring into the extruder clamp. So I thought the problems in this topic would not have been related to a skipping extruder annymore. But thanks for mentioning.
So I first tried 3dkarma's solution. I'm using slic3r, and in these settings the extruder width was set to 100%. But it seems that this percentage is calculated over the layer hight and not over the nozzle diameter (which I was thinking). So I've set all the vallues there to 0.4 which gave me clean walls. But I was not verry sattisfied of the end result. It gave me verry thick top layers and perimiters weren't touching each other. So I've tried to adjust some vallues slightly down. Which gave me accaptable results so far
It's quite a diffrence with the first pictures!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Edited 2 time(s). Last edit at 03/27/2015 11:42AM by Rockel83.
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.