Mica (Macor) Hotend
Posted by Wissing
|
Mica (Macor) Hotend April 25, 2014 04:01PM |
Registered: 10 years ago Posts: 62 |
I'll be starting a new project soon, and would like some info if anyone has any. I made a simple thermal FEA in FreeMat to optimize the heat transfer in a hotend, and I predict that Mica material (specifically Macor) has the best characteristics. It's easy to machine, has a thermal conductivity of about 1.4 W/m-K, and can be heated up to about 800C.
Objectives:
1. Higher range of temperatures than existing hotends.
2. Better isolation of the heat, preventing creep up the plastic.
3. Elimination of PLA jamming.
4. Eliminate the need for constant active cooling.
5. More compact than existing hotends.
I'll be having it machined next month, and testing sometime in June.
Has anyone tried using Mica to make a hotend?
Objectives:
1. Higher range of temperatures than existing hotends.
2. Better isolation of the heat, preventing creep up the plastic.
3. Elimination of PLA jamming.
4. Eliminate the need for constant active cooling.
5. More compact than existing hotends.
I'll be having it machined next month, and testing sometime in June.
Has anyone tried using Mica to make a hotend?
|
Re: Mica (Macor) Hotend April 25, 2014 05:36PM |
Registered: 11 years ago Posts: 979 |
That is about 6 times the thermal conductivity of the PEEK that we commonly use. A Ubis hot end just barely keeps the top of the hot end from melting PLA without active cooling. What other design changes are you going to make to allow passive cooling with this more conductive material? (Don't take this as criticism. I hope you are on to something. I hate active cooling.)
ConceptFORGE
Wally, GUS Simpson, LISA Simpson, THOR Simpson, Sextupteron, CoreXZ
ConceptFORGE
Wally, GUS Simpson, LISA Simpson, THOR Simpson, Sextupteron, CoreXZ
|
Re: Mica (Macor) Hotend April 25, 2014 06:02PM |
Registered: 11 years ago Posts: 1,049 |
2engineers has this
[www.2engineers.com]
One running right next to me on my Ordbot Hadron
1.75 hotend on SeeMeCNC EzStruder
running with part cooling but not hotend coolling 185deg C PLA
not "Macor" but uses zirconia ceramic
I think it has PTFE in it
Good luck

[www.2engineers.com]
One running right next to me on my Ordbot Hadron
1.75 hotend on SeeMeCNC EzStruder
running with part cooling but not hotend coolling 185deg C PLA
not "Macor" but uses zirconia ceramic
I think it has PTFE in it
Good luck
|
Re: Mica (Macor) Hotend April 25, 2014 07:41PM |
Registered: 10 years ago Posts: 1,381 |
Idle time is other problem you have to deal with, heat migrating up the filament.
Without the filament in contact with the bore of the barrel to strip heat off the filament will soften.
I think you're going to need active cooling.
Can you post a pic of your thermal analysis.
Looking forward to following your development.
groove or grooveless hot end
[forums.reprap.org]
Macor
[shop.wesgoduramic.com]
See how Macor Glass Ceramic is Machined -- Morgan Technical Ceramics
example of what it would look like machining a hot end
[www.youtube.com]
starts at 1:30
[www.youtube.com]
Edited 1 time(s). Last edit at 04/26/2014 02:04AM by A2.
Without the filament in contact with the bore of the barrel to strip heat off the filament will soften.
I think you're going to need active cooling.
Can you post a pic of your thermal analysis.
Looking forward to following your development.
groove or grooveless hot end
[forums.reprap.org]
Macor
[shop.wesgoduramic.com]
See how Macor Glass Ceramic is Machined -- Morgan Technical Ceramics
example of what it would look like machining a hot end
[www.youtube.com]
starts at 1:30
[www.youtube.com]
Edited 1 time(s). Last edit at 04/26/2014 02:04AM by A2.
|
Re: Mica (Macor) Hotend April 27, 2014 02:08PM |
Registered: 10 years ago Posts: 62 |
I've got my analysis on my work computer. I'll post it when I get a chance.
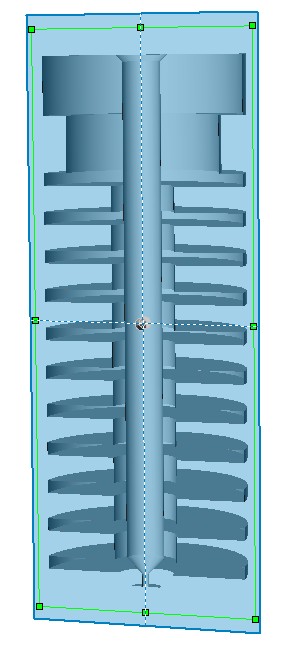
The 2engineers design looks awfully big. Mine will have a 1mm thick tube wall, with 1mm-thick fins. I'm basing this off a convection coefficient of about 5 W/m2-K. I think the wall thickness is key. It's easy for heat to penetrate sideways, but difficult for it to penetrate upwards.
The reason I'm optimistic about it is that I've tried the design already with a stainless steel hotend of the same shape... heat does creep up the barrel, but not that bad. I can touch the upper barrel when it's been hot for awhile without burning myself. I don't know for sure, but I think it may work. Stainless has a thermal conductivity of 17 W/m-K, and Mica is only 1.4 W/m-K.
Hey, come to think of it - anyone else got heat analysis software? I made mine by hand in Freemat, so it's amateur at best.
Edited 1 time(s). Last edit at 04/27/2014 02:09PM by Wissing.
The 2engineers design looks awfully big. Mine will have a 1mm thick tube wall, with 1mm-thick fins. I'm basing this off a convection coefficient of about 5 W/m2-K. I think the wall thickness is key. It's easy for heat to penetrate sideways, but difficult for it to penetrate upwards.
The reason I'm optimistic about it is that I've tried the design already with a stainless steel hotend of the same shape... heat does creep up the barrel, but not that bad. I can touch the upper barrel when it's been hot for awhile without burning myself. I don't know for sure, but I think it may work. Stainless has a thermal conductivity of 17 W/m-K, and Mica is only 1.4 W/m-K.
Hey, come to think of it - anyone else got heat analysis software? I made mine by hand in Freemat, so it's amateur at best.
Edited 1 time(s). Last edit at 04/27/2014 02:09PM by Wissing.
|
Re: Mica (Macor) Hotend April 27, 2014 02:45PM |
Registered: 11 years ago Posts: 979 |
Send me the part and I can run it through. However it seems like a cermic hotend of that design would work but would be very fragile.
My guts says that at least the tube wall has to be thicker. It would be okay if fins break but you don't want the tube to break.
ConceptFORGE
Wally, GUS Simpson, LISA Simpson, THOR Simpson, Sextupteron, CoreXZ
My guts says that at least the tube wall has to be thicker. It would be okay if fins break but you don't want the tube to break.
ConceptFORGE
Wally, GUS Simpson, LISA Simpson, THOR Simpson, Sextupteron, CoreXZ
|
Re: Mica (Macor) Hotend April 27, 2014 09:20PM |
Registered: 10 years ago Posts: 1,381 |
I sorted by thermal diffusivity, It measures the ability of a material to conduct thermal energy relative to its ability to store thermal energy.
Macor is going to perform like glass.
Thermal diffusivity
[en.wikipedia.org]
Macor data sheet
[www.corning.com]
Density is incorrectly noted on this paper.
[www.wesgoduramic.com]
I'm interested in seeing Nicholas analysis
Edited 1 time(s). Last edit at 04/27/2014 09:21PM by A2.
Macor is going to perform like glass.
Thermal diffusivity
[en.wikipedia.org]
Macor data sheet
[www.corning.com]
Density is incorrectly noted on this paper.
[www.wesgoduramic.com]
I'm interested in seeing Nicholas analysis

Edited 1 time(s). Last edit at 04/27/2014 09:21PM by A2.
|
Re: Mica (Macor) Hotend April 28, 2014 01:13PM |
Registered: 10 years ago Posts: 62 |
I've attached the IGES file, as well as the FreeMat code (should be runnable in Matlab too) I used. You may or may not be able to decipher my code, but you can at least see the temperature distribution I got out of it, in a text file in that zip folder.
|
Re: Mica (Macor) Hotend April 28, 2014 07:42PM |
Registered: 10 years ago Posts: 1,381 |
To reduce chatter during turning, (it also helps guide the part-off tool), increase strength, reduce stress risers, improve heat flow, add a chamfer to the inside corners of the fins.
It looks like you have integrated the nozzle, is the nozzle protruding 1 mm below the bottom fin?
Edited 1 time(s). Last edit at 04/28/2014 07:42PM by A2.
It looks like you have integrated the nozzle, is the nozzle protruding 1 mm below the bottom fin?

{kind=link}
{kind=link}
Edited 1 time(s). Last edit at 04/28/2014 07:42PM by A2.
{kind=link}
{kind=link}
|
Re: Mica (Macor) Hotend April 28, 2014 08:29PM |
Registered: 11 years ago Posts: 979 |
@Wissing: With only a 1mm protrusion of the nozzle you will only be able to do 3D paths with an upward/downward inclination of 7 degrees. People are working (including me) to depart from the rigid planar layers. Beyond that, not being able to see under the nozzle as it puts down the first layer would mess with me psychologically.
Additionally, to model this, where and how do you plan to add heat?
I agree with A2 that chamfers or preferably fillets would be needed especially with only a 1mm tube. You don't want any stress magnification points if you are going to push the material this far. (Testing GUS and Wally result in some epic crashes. )
Also, one advantage of having a big metal block by the nozzle is that you have a thermal reservoir. If you all of a sudden push a ton of filament through you need a reservoir to pull heat from or the filament will jam. The smaller your reservoir is the closer and more responsive the temperature transducer needs to be. The specific heat of Macor is .79KJ/Kg/K and Aluminum is .9KJ/Kg/K. Even if you store the same amount of energy with Macor you will still be at a disadvantage because you can't get the heat to the plastic as fast. With the reduced mass, the reduced specific heat, and the reduced thermal conductivity you will not be able to quickly change flow rates. We don't get the luxury of extruding at a constant rate. Hopefully you don't think I am being a naysayer. I just want to give you things to think about. Maybe you have thought of all of this and can clarify.
Edited 1 time(s). Last edit at 04/29/2014 01:21PM by nicholas.seward.
ConceptFORGE
Wally, GUS Simpson, LISA Simpson, THOR Simpson, Sextupteron, CoreXZ
Additionally, to model this, where and how do you plan to add heat?
I agree with A2 that chamfers or preferably fillets would be needed especially with only a 1mm tube. You don't want any stress magnification points if you are going to push the material this far. (Testing GUS and Wally result in some epic crashes. )
Also, one advantage of having a big metal block by the nozzle is that you have a thermal reservoir. If you all of a sudden push a ton of filament through you need a reservoir to pull heat from or the filament will jam. The smaller your reservoir is the closer and more responsive the temperature transducer needs to be. The specific heat of Macor is .79KJ/Kg/K and Aluminum is .9KJ/Kg/K. Even if you store the same amount of energy with Macor you will still be at a disadvantage because you can't get the heat to the plastic as fast. With the reduced mass, the reduced specific heat, and the reduced thermal conductivity you will not be able to quickly change flow rates. We don't get the luxury of extruding at a constant rate. Hopefully you don't think I am being a naysayer. I just want to give you things to think about. Maybe you have thought of all of this and can clarify.
Edited 1 time(s). Last edit at 04/29/2014 01:21PM by nicholas.seward.
ConceptFORGE
Wally, GUS Simpson, LISA Simpson, THOR Simpson, Sextupteron, CoreXZ
|
Re: Mica (Macor) Hotend April 28, 2014 09:47PM |
Registered: 10 years ago Posts: 62 |
No, I appreciate the input. Saves me from costly mistakes, and from re-inventing the wheel.
1. I will add chamfers.
2. When you say 3D paths, are you referring to something like Slic3r's 'spiral vase'? I don't have much experience with this. I am ok sticking with the normal 2D layers at this stage, with the current scope.
3. This sounds a lot like an article I read. So let me make sure I understand right... during an increase in flow rate, the increased requirement for heat transfer cannot be supplied fast enough by the heating element? I wonder if this could be solved by firmware instead of hardware... what if the code told temperature to increase in anticipation of a soon-to-be-increasing extrusion rate?
Here's what I'm thinking:
-A sudden increase in flow causes an effective drop in temperature in the nozzle.
-Without a reservoir, there will not be enough heat to compensate for the drop.
-A loss of temperature will cause an increase in viscosity.
-An increase in viscosity will increase the friction and prevent the material from shearing properly, causing back pressure.
So ultimately, temperature causes viscosity causes pressure causes jam. What if we programmed into firmware a stipulation that said "anytime the rate of extrusion is about to speed up, increase the temperature according to xyz function"? Do you think we could eliminate the need for a reservoir?
1. I will add chamfers.
2. When you say 3D paths, are you referring to something like Slic3r's 'spiral vase'? I don't have much experience with this. I am ok sticking with the normal 2D layers at this stage, with the current scope.
3. This sounds a lot like an article I read. So let me make sure I understand right... during an increase in flow rate, the increased requirement for heat transfer cannot be supplied fast enough by the heating element? I wonder if this could be solved by firmware instead of hardware... what if the code told temperature to increase in anticipation of a soon-to-be-increasing extrusion rate?
Here's what I'm thinking:
-A sudden increase in flow causes an effective drop in temperature in the nozzle.
-Without a reservoir, there will not be enough heat to compensate for the drop.
-A loss of temperature will cause an increase in viscosity.
-An increase in viscosity will increase the friction and prevent the material from shearing properly, causing back pressure.
So ultimately, temperature causes viscosity causes pressure causes jam. What if we programmed into firmware a stipulation that said "anytime the rate of extrusion is about to speed up, increase the temperature according to xyz function"? Do you think we could eliminate the need for a reservoir?
|
Re: Mica (Macor) Hotend April 28, 2014 10:29PM |
Registered: 11 years ago Posts: 979 |
3D paths
It would be very possible to do future heat planning but just know that none of the hobby solutions do it so you would have a long road to go. It gets complicated if you allow gcodes that will speedup or slow down the print. Tuning will also become very important and will be very specific to your setup.
Here is an analogy. Current solutions are like herding a single turtle. If you mess up for a small period of time the turtle won't get too far. A solution with no reservoir that requires future planning would be like herding a coalition of cheetahs.
All that said, I still wouldn't mind doing a few virtual thermal tests. Where do you plan on adding heat?
Edited 1 time(s). Last edit at 04/29/2014 01:18PM by nicholas.seward.
ConceptFORGE
Wally, GUS Simpson, LISA Simpson, THOR Simpson, Sextupteron, CoreXZ
It would be very possible to do future heat planning but just know that none of the hobby solutions do it so you would have a long road to go. It gets complicated if you allow gcodes that will speedup or slow down the print. Tuning will also become very important and will be very specific to your setup.
Here is an analogy. Current solutions are like herding a single turtle. If you mess up for a small period of time the turtle won't get too far. A solution with no reservoir that requires future planning would be like herding a coalition of cheetahs.
All that said, I still wouldn't mind doing a few virtual thermal tests. Where do you plan on adding heat?
Edited 1 time(s). Last edit at 04/29/2014 01:18PM by nicholas.seward.
ConceptFORGE
Wally, GUS Simpson, LISA Simpson, THOR Simpson, Sextupteron, CoreXZ
|
Re: Mica (Macor) Hotend April 29, 2014 12:56PM |
Registered: 10 years ago Posts: 62 |
I thought about this some more. Originally, I had planned on using Nichrome wire between the last 2 fins (closest to the bottom), then surrounding the wire with hollow Silica Wick insulation, with a thick wire embedded in the Silica Wick to allow me to pinch it closed so it doesn't come loose. Right now, I'm basically doing that with the SS hotend, using the ridiculously thick-gauge thermocouple Makerbot sold me (note: standard holiday ship time 1 month, +/- 1 month) for both structural and sensory purposes.
However, I've changed my mind, and decided I'll make the heat source modular, so I can modify it later if I want. I've cut off the bottom fin, leaving only the bare tube for the first 4mm. I've put 2 tapped M3 holes in the next fin up. This way I can try using, as you've suggested, a heat reservoir (I'm thinking a 4mm thick aluminum disc).
I'll get back to the future heat planning at a later time.
However, I've changed my mind, and decided I'll make the heat source modular, so I can modify it later if I want. I've cut off the bottom fin, leaving only the bare tube for the first 4mm. I've put 2 tapped M3 holes in the next fin up. This way I can try using, as you've suggested, a heat reservoir (I'm thinking a 4mm thick aluminum disc).
I'll get back to the future heat planning at a later time.
|
Re: Mica (Macor) Hotend April 29, 2014 08:38PM |
Registered: 10 years ago Posts: 1,381 |
I love the idea of wrapping the NiCr wire around the barrel as it distributes the heat evenly, which is the best method.
And you can create multiple temperature zones just like the industrial extruders do, (Note: they rely a lot on the screw to generate heat once the process is up and running).
If you only want to go with one temperature zone, slot a fin so you can lengthen your heating zone.
I encourage you to use a wrapped NiCr element.
And you can create multiple temperature zones just like the industrial extruders do, (Note: they rely a lot on the screw to generate heat once the process is up and running).
If you only want to go with one temperature zone, slot a fin so you can lengthen your heating zone.
I encourage you to use a wrapped NiCr element.
|
Re: Mica (Macor) Hotend April 29, 2014 10:02PM |
Registered: 10 years ago Posts: 62 |
Ok that's good. I was thinking about switching to a cartridge, but those things are so bulky, it makes your hot zone really long. I do prefer the nichrome wire, but the problem (which may or may not really be a problem) is that the insulation turns to ash the first time you turn it on. Oddly, it still doesn't short... hey, if it works, it works, but it just seems a little... iffy.
Hey, by the way... for the future heat planning: I looked through Marlin a bit. I think if I could actively modify the value of "Kp" every time I get a "G1" command with an "E" value, I could test this out. That would hinge on one thing: does anyone know how the 'buffer' works? For instance, if my BUFLEN value is "4", does it read in 4 lines of g-code per loop, or does it read in 4 characters per loop? If it's 4 lines, I could do the prediction during line 1, using the E values from lines 2-4. Otherwise, it will be more difficult.
Hey, by the way... for the future heat planning: I looked through Marlin a bit. I think if I could actively modify the value of "Kp" every time I get a "G1" command with an "E" value, I could test this out. That would hinge on one thing: does anyone know how the 'buffer' works? For instance, if my BUFLEN value is "4", does it read in 4 lines of g-code per loop, or does it read in 4 characters per loop? If it's 4 lines, I could do the prediction during line 1, using the E values from lines 2-4. Otherwise, it will be more difficult.
|
Re: Mica (Macor) Hotend April 29, 2014 10:07PM |
Registered: 10 years ago Posts: 1,381 |
Sorry, only registered users may post in this forum.