General granule extruder design concepts
Posted by Annirak
|
General granule extruder design concepts January 20, 2009 03:38PM |
Registered: 15 years ago Posts: 401 |
As I work on my auger granule extruder, I keep thinking about what other methods there are for making a granule extruder work. I've been thinking about it a lot, and I've come to the conclusion that all of the granule extrusion methods are actually just pumps.
In that vein, I've been thinking about what other pumps would work well for moving granules. If we could guarantee a pellet size, rather than randomly sized granules, we could build something that's not just another kind of pump, but I think that we should aim for being able to extrude pellets of any size--well, I'm aiming for 1/8" and less--so that keeps us looking at pump variants.
An important point about granule extruders: There can't be small acute angles applying force to the granules or they may squish and jam the pump. This eliminates pumps such as the peristaltic pump, the gear pump, and the scroll pump. In addition, there can't be angles which the granules must flow through without direct force. This eliminates any pump which requires an exit from the pumping chamber on a vector other than the force vector.
So here are the requirements as I can see them:
1) No acute force angles
2) No exits from pump chamber on any vector other than the force vector unless the plastic is liquid
3) Refill does not interrupt printing (hopper/hose feed)
4) Can build with and tools or a dremel from existing parts or is reprapable. (pinchwheel extruder falls under this category)
So what do we have left?
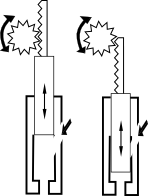
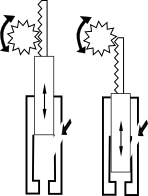
There's a variant of the piston pump--this is essentially the design of the paste extruder and one of the simple granule extruders. This is by far the simplest, but reloading it requires manual intervention and interrupts the printing process. This could be improved with the addition of a "valve," a hopper and a stirring mechanism. This would work a lot like a concrete pump.
We can go with the auger pump, but it is heavy and has a host of associated problems--not stopping me, but I don't think it's the best solution. Adding a secondary feed auger would prevent the granules from melting on contact with the auger, but require a second motor, or motor coupling and add even more weight to an already heavy solution.
The rotary vane pump has some very real potential in this application. I will draw up a diagram over the next couple of days which shows how it would work, but I think that it would be a real winner. It would even stir the hopper itself.
The axial flow pump (propeller in a pipe) might work, but the propeller would have to be manufactured out of sheet metal, and would likely have to be welded to an outer ring.
Kinetic pumps in general, and centrifugal pumps in specific are non-starters as they require flow rates far in excess of what we can do, and they depend on fluid properties.
The gerotor pump looks almost like it might work, but I think it would suffer from the same problems as the gear pump.
I think the rotary vane pump is the way to go. I'll draw up some diagrams which, I hope, will describe my idea reasonably well. One great aspect is that the torque applied to the rotor would be directly proportional to the extrusion pressure. You guys will love the core of my initial design: I think the ideal rotor is actually a hockey puck. And I'm from Canada. Ah, now that's classic.
In that vein, I've been thinking about what other pumps would work well for moving granules. If we could guarantee a pellet size, rather than randomly sized granules, we could build something that's not just another kind of pump, but I think that we should aim for being able to extrude pellets of any size--well, I'm aiming for 1/8" and less--so that keeps us looking at pump variants.
An important point about granule extruders: There can't be small acute angles applying force to the granules or they may squish and jam the pump. This eliminates pumps such as the peristaltic pump, the gear pump, and the scroll pump. In addition, there can't be angles which the granules must flow through without direct force. This eliminates any pump which requires an exit from the pumping chamber on a vector other than the force vector.
So here are the requirements as I can see them:
1) No acute force angles
2) No exits from pump chamber on any vector other than the force vector unless the plastic is liquid
3) Refill does not interrupt printing (hopper/hose feed)
4) Can build with and tools or a dremel from existing parts or is reprapable. (pinchwheel extruder falls under this category)
So what do we have left?
There's a variant of the piston pump--this is essentially the design of the paste extruder and one of the simple granule extruders. This is by far the simplest, but reloading it requires manual intervention and interrupts the printing process. This could be improved with the addition of a "valve," a hopper and a stirring mechanism. This would work a lot like a concrete pump.
We can go with the auger pump, but it is heavy and has a host of associated problems--not stopping me, but I don't think it's the best solution. Adding a secondary feed auger would prevent the granules from melting on contact with the auger, but require a second motor, or motor coupling and add even more weight to an already heavy solution.
The rotary vane pump has some very real potential in this application. I will draw up a diagram over the next couple of days which shows how it would work, but I think that it would be a real winner. It would even stir the hopper itself.
The axial flow pump (propeller in a pipe) might work, but the propeller would have to be manufactured out of sheet metal, and would likely have to be welded to an outer ring.
Kinetic pumps in general, and centrifugal pumps in specific are non-starters as they require flow rates far in excess of what we can do, and they depend on fluid properties.
The gerotor pump looks almost like it might work, but I think it would suffer from the same problems as the gear pump.
I think the rotary vane pump is the way to go. I'll draw up some diagrams which, I hope, will describe my idea reasonably well. One great aspect is that the torque applied to the rotor would be directly proportional to the extrusion pressure. You guys will love the core of my initial design: I think the ideal rotor is actually a hockey puck. And I'm from Canada. Ah, now that's classic.
|
Re: General granule extruder design concepts January 20, 2009 05:13PM |
Registered: 15 years ago Posts: 88 |
I don't see why a piston pump is so unworkable. If you power your piston with a rack and pinion instead of a leadscrew, you can withdraw the piston quickly to allow fresh material to enter the pressurized section from a hopper, then press these in more slowly - no need for manual reloading.
|
Re: General granule extruder design concepts January 20, 2009 05:26PM |
Registered: 15 years ago Posts: 401 |
I thought I covered that option. I guess I didn't make it very clear. That was the point where I referenced the concrete pump. The problem with this approach is that it requires a minimum of two motors and more likely three. The issue is that the piston needs a valve to prevent plastic from falling in behind it and it also needs a stirrer in the hopper to prevent a blockage in the feed.
The piston is certainly the simplest solution. And we *could* make it work. It may turn out to be the way to go, but I think I may have a more elegant way to do it.
The point of this thread is not to push for any given design, but rather to discuss the merits of any design that anyone puts forward. I have a few ideas for how to improve the auger design, but I don't think they will be "meritous." I have an idea for how to make a really nifty integrated pressure source/stirrer in one, which is also fairly light. I'll post details on that one once I have a chance to sketch it out and scan it.
But if you've got a way to make the piston variant work well, then by all means sketch it out and let us see it!
Edited 1 time(s). Last edit at 01/20/2009 05:51PM by Annirak.
The piston is certainly the simplest solution. And we *could* make it work. It may turn out to be the way to go, but I think I may have a more elegant way to do it.
The point of this thread is not to push for any given design, but rather to discuss the merits of any design that anyone puts forward. I have a few ideas for how to improve the auger design, but I don't think they will be "meritous." I have an idea for how to make a really nifty integrated pressure source/stirrer in one, which is also fairly light. I'll post details on that one once I have a chance to sketch it out and scan it.
But if you've got a way to make the piston variant work well, then by all means sketch it out and let us see it!
Edited 1 time(s). Last edit at 01/20/2009 05:51PM by Annirak.
|
Re: General granule extruder design concepts January 20, 2009 10:43PM |
Registered: 16 years ago Posts: 184 |
The piston method would work if the piston was designed like the bolt action on a rifle. The piston with a long body would not allow any material behind the top. Also using a 2 piston operation with the pistons tied together with a common driving rod will allow either piston to supply pressure while the other is withdrawing for reload. I have designed a single piston system to make wood pellets from saw dust. Just lots of pressure and the pellets squirt out the other end.
Bob Teeter
"What Box?"
Bob Teeter
"What Box?"
|
Re: General granule extruder design concepts January 20, 2009 11:10PM |
Registered: 15 years ago Posts: 401 |
|
Re: General granule extruder design concepts January 20, 2009 11:25PM |
Registered: 16 years ago Posts: 536 |
Just a quick thought - the current extruder shuts on and off all the time; a simple one shot piston could have software that looks ahead for the next extruder stop (M103) in the Gcode, and use that as an opportunity to reload from a hopper on the side of the RepRap. You'd just have to make sure you didn't run out of plastic before your current move was finished, but that shouldn't be too hard.
Wade
Edited 1 time(s). Last edit at 01/21/2009 12:11AM by Wade Bortz.
Wade
Edited 1 time(s). Last edit at 01/21/2009 12:11AM by Wade Bortz.
|
Re: General granule extruder design concepts January 21, 2009 12:53AM |
Registered: 15 years ago Posts: 88 |
|
Re: General granule extruder design concepts January 21, 2009 04:43AM |
Admin Registered: 17 years ago Posts: 7,879 |
A moderate sized piston could easily hold enough for one layer of an object so that would be a good time to reload. I think that was the basis of Dr Bowyer's design.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: General granule extruder design concepts January 21, 2009 06:49AM |
Registered: 15 years ago Posts: 11 |
Guy's,
I just don't see the piston idea working. You need that inlet to stay clear, how is it going to prime? Will you have a non return valve in the nozzle so the piston doesn't just pull air, why is the plastic going to enter the chamber and displace air than sit around congealed to the inlet. I think the current solution and possible a miniature screw feed is a better solution.
Joules
I just don't see the piston idea working. You need that inlet to stay clear, how is it going to prime? Will you have a non return valve in the nozzle so the piston doesn't just pull air, why is the plastic going to enter the chamber and displace air than sit around congealed to the inlet. I think the current solution and possible a miniature screw feed is a better solution.
Joules
|
Re: General granule extruder design concepts January 21, 2009 07:03AM |
Admin Registered: 17 years ago Posts: 7,879 |
I think Adrian has already shown this design working. The piston is not in contact with the melt, just the granules that have not melted. So there is no problem pulling it back and as his version is mounted horizontally so the granules just fall in the inlet when the piston clears it.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: General granule extruder design concepts January 21, 2009 12:02PM |
Registered: 15 years ago Posts: 300 |
Hi nophead
Where can we see this?
nophead Wrote:
-------------------------------------------------------
> I think Adrian has already shown this design
> working. The piston is not in contact with the
> melt, just the granules that have not melted. So
> there is no problem pulling it back and as his
> version is mounted horizontally so the granules
> just fall in the inlet when the piston clears it.
Where can we see this?
nophead Wrote:
-------------------------------------------------------
> I think Adrian has already shown this design
> working. The piston is not in contact with the
> melt, just the granules that have not melted. So
> there is no problem pulling it back and as his
> version is mounted horizontally so the granules
> just fall in the inlet when the piston clears it.
|
Re: General granule extruder design concepts January 21, 2009 12:07PM |
Admin Registered: 17 years ago Posts: 7,879 |
|
Re: General granule extruder design concepts January 21, 2009 12:31PM |
Registered: 15 years ago Posts: 401 |
I think it's relevant to point out that we only see a plain piston working here. While it does work, it requires manual intervention to refill the piston. I know that there are likely easy workarounds to this, but I still think it is relevant to note the difference between a working manual intervention piston and a working automated piston.
Brendan
Brendan
|
Re: General granule extruder design concepts January 21, 2009 01:22PM |
Admin Registered: 17 years ago Posts: 7,879 |
Don't you simply place a hopper over the inlet?
Possibly a larger stationary hopper to fill a smaller mobile one.
[www.hydraraptor.blogspot.com]
Possibly a larger stationary hopper to fill a smaller mobile one.
[www.hydraraptor.blogspot.com]
|
Re: General granule extruder design concepts January 21, 2009 01:38PM |
Registered: 16 years ago Posts: 184 |
Guys - The design that I was talking about is used to generate 3mm material. Why change what works. It appears that Zach may have fixed the problem of the extruder on the machine and what is needed is a way to create the 3mm material that that machine can use. The system that I built for my friend has a 10 CU Yard bin on top and when the system is turned on the piston powered by a hydraulic pump causes the piston to move back an forth. Each trip of the piston is loaded by gravity from the hopper. The hopper is loaded from the dust collection system. There is a second hopper that the wood pellets squirt into. These pellets then are used in a several pellet stove to heat his shop, house and cutting shed.
Bob Teeter
"What Box?"
Bob Teeter
"What Box?"
|
Re: General granule extruder design concepts January 21, 2009 01:39PM |
Registered: 15 years ago Posts: 401 |
I don't think the mobile hopper is necessary.
I think that putting the hopper over the inlet would work, but there's a little bit of a challenge in it.
It's not terribly complex, but there needs to be a mechanism to keep the granules from coming back out the inlet when we decouple from the hopper and when we start applying pressure with the piston. It might be as simple as a T fitting, but I'm not sure about that.
Brendan
I think that putting the hopper over the inlet would work, but there's a little bit of a challenge in it.
It's not terribly complex, but there needs to be a mechanism to keep the granules from coming back out the inlet when we decouple from the hopper and when we start applying pressure with the piston. It might be as simple as a T fitting, but I'm not sure about that.
Brendan
|
Re: General granule extruder design concepts January 21, 2009 01:42PM |
Registered: 15 years ago Posts: 401 |
bobt Wrote:
-------------------------------------------------------
> It appears that Zach may have fixed the problem of
> the extruder on the machine and what is needed is
> a way to create the 3mm material that that machine
> can use.
If a 3mm filament extruder is truly what is needed, then a continuous feed auger design is the way to go. I think it would require two augers to work perfectly, but that's doable.
-------------------------------------------------------
> It appears that Zach may have fixed the problem of
> the extruder on the machine and what is needed is
> a way to create the 3mm material that that machine
> can use.
If a 3mm filament extruder is truly what is needed, then a continuous feed auger design is the way to go. I think it would require two augers to work perfectly, but that's doable.
|
Anonymous User
Re: General granule extruder design concepts January 21, 2009 05:41PM |
Robert really has a point - it's much, much better to build a separate filament-making device than to try turning the extruder into the proverbial Jack of all trades, master of none. If you're still not convinced, just consider the fact that the more weight you add to the extruder (that means metal augers, pipes, powerful motors, granule storage etc.), the more it will overshoot when changing directions, limiting the maximum printing speed (probably to the point of being unbearably slow) and increasing wear on the motors (higher holding torque required) and motor drivers (higher holding current). The filament extruder, on the other hand, can be extremely light and compact, which is a Good Thing. The granule-fed clunker can as well sit aside and make the filament for later use in a more stationary manner. Or, if you're really desperately into using granules while printing, put the granule extruder on a high shelf above the RepRap, feed the fresh filament to its extruder and make extrusion rates match.
|
Re: General granule extruder design concepts January 21, 2009 06:06PM |
Registered: 15 years ago Posts: 401 |
Does plastic degrade with repeated meltings? How do conductive polymers respond to being melted repeatedly?
I don't know the answers to these questions, but I think they're important to consider.
Right now, I just need to extrude granules so that I can test conductive polymers in real applications. Once I have done those tests, I'll look at retooling for filament production.
I don't know the answers to these questions, but I think they're important to consider.
Right now, I just need to extrude granules so that I can test conductive polymers in real applications. Once I have done those tests, I'll look at retooling for filament production.
|
Re: General granule extruder design concepts January 21, 2009 07:08PM |
Admin Registered: 17 years ago Posts: 7,879 |
Somebody posted a while back that remelting polymers degrades them. That means we are already one heat cycle more than injection moulding from virgin resin when we use welding rod. If we make our own filament from recycled plastic then that adds one more.
If we extrude direct from granules we save a cycle.
Once the extruder gets heavier than the object you are building plus the bed you can switch from moving head to moving table. The head weight is then of little consequence because you can counter balance it and it only moves slowly.
[www.hydraraptor.blogspot.com]
If we extrude direct from granules we save a cycle.
Once the extruder gets heavier than the object you are building plus the bed you can switch from moving head to moving table. The head weight is then of little consequence because you can counter balance it and it only moves slowly.
[www.hydraraptor.blogspot.com]
|
Re: General granule extruder design concepts January 21, 2009 07:15PM |
Registered: 15 years ago Posts: 401 |
Nophead,
I think that static heads or z-axis heads have a lot to recommend them. If for no other reason than that they make head-exchange really simple: you just move the table under the next head.
There are two problems, though. The footprint of a static-head rapid prototyper is a fair bit bigger than the reprap. There is a limit to how many g's you can give the table before finer designs start falling over. Not sure how important this is, but I think it's worth taking into account.
I think that static heads or z-axis heads have a lot to recommend them. If for no other reason than that they make head-exchange really simple: you just move the table under the next head.
There are two problems, though. The footprint of a static-head rapid prototyper is a fair bit bigger than the reprap. There is a limit to how many g's you can give the table before finer designs start falling over. Not sure how important this is, but I think it's worth taking into account.
|
Re: General granule extruder design concepts January 21, 2009 07:25PM |
Admin Registered: 17 years ago Posts: 7,879 |
Yes there are pros and cons. My machine RepStrap is about the same footprint as Darwin but only 1/4 the flat build area. Having said that I haven't found it too limiting so far.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: General granule extruder design concepts January 21, 2009 07:45PM |
Admin Registered: 17 years ago Posts: 1,915 |
On the regrind/remelt question, I ran across an interesting little article a few weeks ago. An important aspect of the article was this reference...
--------------------------------------------------------------------
Temperature or heat history is commonly believed to be the biggest issue in polymer degradation. However a study done by Sue Janicki et al. Antec 1992 pgs 1201-1204;
-------------------------------------------------------
Hell, there are no rules here - we're trying to accomplish something.
Opportunity is missed by most people because it is dressed in overalls and looks like work.
Thomas A. Edison
--------------------------------------------------------------------
Temperature or heat history is commonly believed to be the biggest issue in polymer degradation. However a study done by Sue Janicki et al. Antec 1992 pgs 1201-1204;
-------------------------------------------------------
Hell, there are no rules here - we're trying to accomplish something.
Opportunity is missed by most people because it is dressed in overalls and looks like work.
Thomas A. Edison
|
Re: General granule extruder design concepts January 21, 2009 10:08PM |
Registered: 15 years ago Posts: 401 |
|
Re: General granule extruder design concepts January 22, 2009 10:29AM |
Registered: 15 years ago Posts: 22 |
What i can say about regrind is from my professional life (corporate quality engineer)
we tend to limit the regrind allowed for our suppliers (chinese and otherwise) to about 20%. it lets us ignore the heating cycle questions for older material since most of it is guaranteed new. as the regrind goes up on a material like ABS the part becomes more and more brittle, which as you can imagine tends to effect mold stresses in an injection molded part and therfore weakness or break lines. how it would effect a reprapped part is a bit more difficult, probably just a stiffer/weaker part, though depending on the function, may not be that bad of an issue.
but yeah, once recycling is a bit more feasible i will personally aim to mix old regrind with new pellets, depending on the material i need.
andres.
we tend to limit the regrind allowed for our suppliers (chinese and otherwise) to about 20%. it lets us ignore the heating cycle questions for older material since most of it is guaranteed new. as the regrind goes up on a material like ABS the part becomes more and more brittle, which as you can imagine tends to effect mold stresses in an injection molded part and therfore weakness or break lines. how it would effect a reprapped part is a bit more difficult, probably just a stiffer/weaker part, though depending on the function, may not be that bad of an issue.
but yeah, once recycling is a bit more feasible i will personally aim to mix old regrind with new pellets, depending on the material i need.
andres.
|
Re: General granule extruder design concepts January 22, 2009 11:08AM |
Admin Registered: 17 years ago Posts: 7,879 |
Maybe that is partly because ABS seems to got brittle with age so recycled ABS is already more brittle before you melt it.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: General granule extruder design concepts January 22, 2009 11:15AM |
Admin Registered: 17 years ago Posts: 1,915 |
Annirak Wrote:
-------------------------------------------------------
> Thanks for the link, Forrest. Do you know whether
> this is a global polymer property or whether it is
> specific to the class of materials that they ran
> the test with?
Wysiwyg with that article, Annirak. A year or two ago, I ran across an Asian article that indicated that you could extrude, grind, extrude HDPE 5-6 times without noticeable problems of material change. That study, of course, was done in the lab with the handling of the regrind material closely monitored.
In practice, HDPE is probably the most recycled plastics by weight out there. This link on recycling practice is quite useful
[cwc.org]
I've always pushed using HDPE rather than ABS simply because it is readily available and we know a lot about how to handle it. What we DON'T know, at the present time, is how to get past the warping problem. I'm hoping that the turkey bag approach will help with that. It's a matter of somebody doing the work, though.
Tommelise 2.0 is proving so valuable as a milling machine that I'm seriously considering simply building a next generation reprap machine for actual printing rather than switching T2 back and forth between printing and milling. Mercifully, the buffered, off-line printing mode that I developed for T2 means that I can run several machines off of the same PC.
-------------------------------------------------------
Hell, there are no rules here - we're trying to accomplish something.
Opportunity is missed by most people because it is dressed in overalls and looks like work.
Thomas A. Edison
-------------------------------------------------------
> Thanks for the link, Forrest. Do you know whether
> this is a global polymer property or whether it is
> specific to the class of materials that they ran
> the test with?
Wysiwyg with that article, Annirak. A year or two ago, I ran across an Asian article that indicated that you could extrude, grind, extrude HDPE 5-6 times without noticeable problems of material change. That study, of course, was done in the lab with the handling of the regrind material closely monitored.
In practice, HDPE is probably the most recycled plastics by weight out there. This link on recycling practice is quite useful
[cwc.org]
I've always pushed using HDPE rather than ABS simply because it is readily available and we know a lot about how to handle it. What we DON'T know, at the present time, is how to get past the warping problem. I'm hoping that the turkey bag approach will help with that. It's a matter of somebody doing the work, though.
Tommelise 2.0 is proving so valuable as a milling machine that I'm seriously considering simply building a next generation reprap machine for actual printing rather than switching T2 back and forth between printing and milling. Mercifully, the buffered, off-line printing mode that I developed for T2 means that I can run several machines off of the same PC.
-------------------------------------------------------
Hell, there are no rules here - we're trying to accomplish something.
Opportunity is missed by most people because it is dressed in overalls and looks like work.
Thomas A. Edison
|
Re: General granule extruder design concepts January 22, 2009 11:17AM |
Admin Registered: 17 years ago Posts: 1,915 |
nophead Wrote:
-------------------------------------------------------
> Maybe that is partly because ABS seems to got
> brittle with age so recycled ABS is already more
> brittle before you melt it.
I've wondered about that. A lot of ABS is used for PC peripheral housings. I've noticed that the ABS goes yellow after 4-5 years even if it is not exposed to sunlight. That argues strongly for the case you make, imo.
Edited 1 time(s). Last edit at 01/22/2009 11:17AM by Forrest Higgs.
-------------------------------------------------------
Hell, there are no rules here - we're trying to accomplish something.
Opportunity is missed by most people because it is dressed in overalls and looks like work.
Thomas A. Edison
-------------------------------------------------------
> Maybe that is partly because ABS seems to got
> brittle with age so recycled ABS is already more
> brittle before you melt it.
I've wondered about that. A lot of ABS is used for PC peripheral housings. I've noticed that the ABS goes yellow after 4-5 years even if it is not exposed to sunlight. That argues strongly for the case you make, imo.
Edited 1 time(s). Last edit at 01/22/2009 11:17AM by Forrest Higgs.
-------------------------------------------------------
Hell, there are no rules here - we're trying to accomplish something.
Opportunity is missed by most people because it is dressed in overalls and looks like work.
Thomas A. Edison
|
Re: General granule extruder design concepts January 22, 2009 11:58AM |
Registered: 15 years ago Posts: 22 |
yeah, a full production environment and materials will certainly be much different than an at home fabrication setup.
the trouble for me in a quality job for a medium size manufacturer is that our suppliers would love to use whatever they can get cheaply, and they aren't about to submit an in depth report of the material's entire history.
one thing i do plan on doing is leveraging my experience at work into doing some more material testing over varying parameters (regrind recylcing included) to help optimize whatever we can.
if anyone here is interested in having some strength/yield testing done let me know. besides normal material tests, we can design some test samples that could maybe look at layer adhesion over various temp or z axis step-height parameters as well. i should have time this weekend to design some standard samples that can then be sent back to me and we can start getting some data together for different peoples' machines.
Andres
Edited 1 time(s). Last edit at 01/22/2009 11:59AM by Andres.
the trouble for me in a quality job for a medium size manufacturer is that our suppliers would love to use whatever they can get cheaply, and they aren't about to submit an in depth report of the material's entire history.
one thing i do plan on doing is leveraging my experience at work into doing some more material testing over varying parameters (regrind recylcing included) to help optimize whatever we can.
if anyone here is interested in having some strength/yield testing done let me know. besides normal material tests, we can design some test samples that could maybe look at layer adhesion over various temp or z axis step-height parameters as well. i should have time this weekend to design some standard samples that can then be sent back to me and we can start getting some data together for different peoples' machines.
Andres
Edited 1 time(s). Last edit at 01/22/2009 11:59AM by Andres.
|
Re: General granule extruder design concepts January 22, 2009 12:06PM |
Admin Registered: 17 years ago Posts: 7,879 |
I think flourecent lighting has enough UV in it to turn ABS yellow. I had four little PC speakers on my desk at work for about 6 years. Two that were directly underneath an office light went yellow on top and the other two that were halfway between lights did not.
I also came across a piece of ABS yesterday that had some small incandecent bulbs in it for about 1 year. They will have got warm, but only about 60C I would think. That was very yellow end brittle.
[www.hydraraptor.blogspot.com]
I also came across a piece of ABS yesterday that had some small incandecent bulbs in it for about 1 year. They will have got warm, but only about 60C I would think. That was very yellow end brittle.
[www.hydraraptor.blogspot.com]

{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.