Précision Prusa i3
Posted by dcmodeles
|
Précision Prusa i3 May 18, 2016 08:48AM |
Registered: 7 years ago Posts: 9 |
Bonjour à tous,
Je fait l'acquisition d'une Prusa i3 Rework 1.5.
Je suis en train de réaliser mes derniers réglages en terme de précision. Jusque là, pas de problèmes particuliers, la base est très bonne.
Cependant, j'ai un décalage sur les périmètres intérieurs.
Sur le même principe que le fraisage, il faudrait décaler la buse de sa valeur (pour moi 0.4mm) par rapport à la trajectoire théorique.
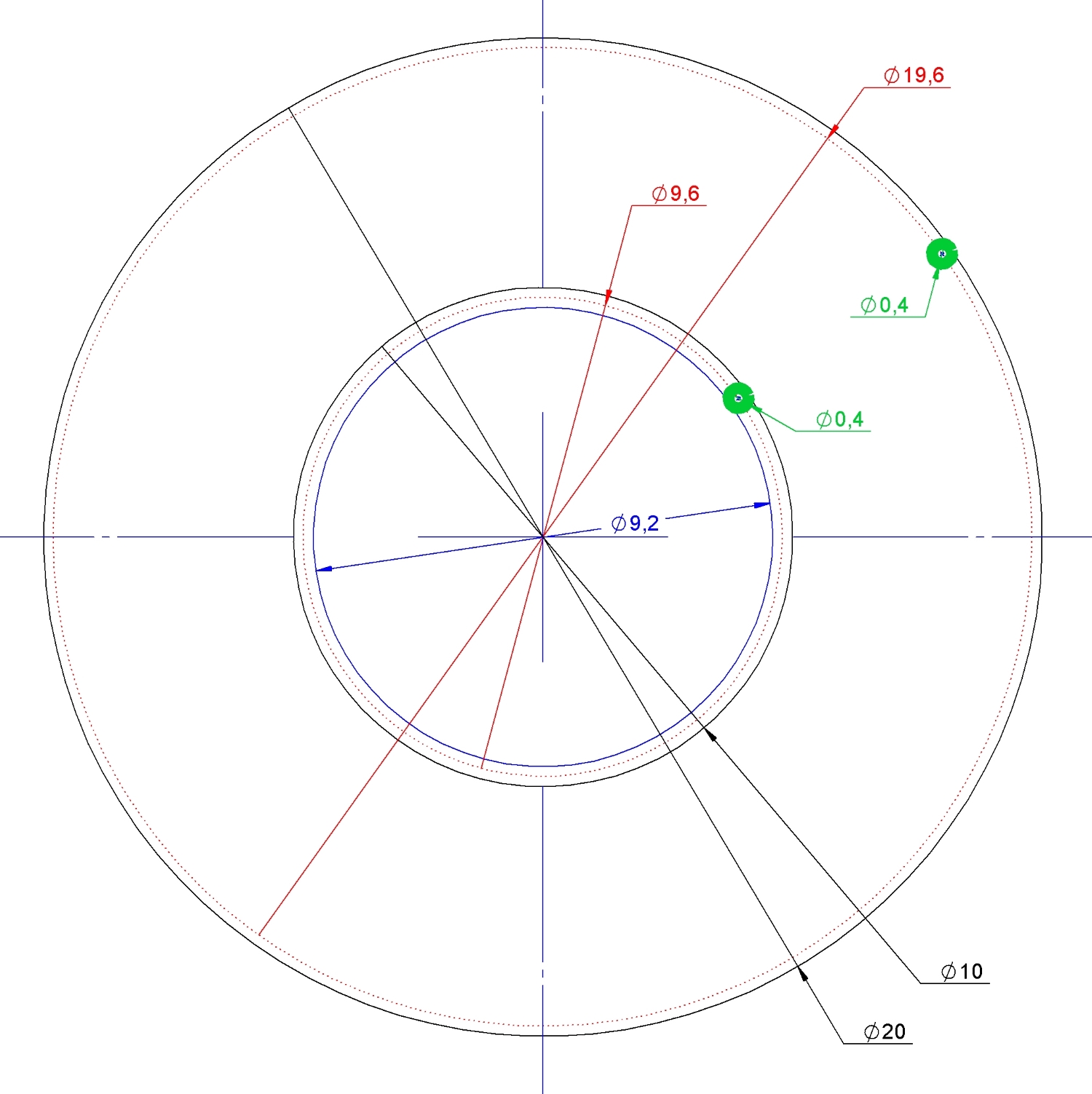
Je m'explique, je dessine un tube Øint 10mm et Øext 20mm par exemple ; résultat de mon impression : Øint 9.2mm et Øext 20mm. Le diamètre intérieur est 2* 0.4mm plus petit.
Ce résultat me fait dire que sur le diamètre extérieur, la buse parcourt une trajectoire d'un diamètre de 19.6mm et sur le diamètre intérieur : 9.6mm
Sauriez-vous me dire comment régler un "décalage" de buse?
Je suis sous repetier V1.6.1 et slic3r 1.2.9.
Merci d'avance
Je fait l'acquisition d'une Prusa i3 Rework 1.5.
Je suis en train de réaliser mes derniers réglages en terme de précision. Jusque là, pas de problèmes particuliers, la base est très bonne.
Cependant, j'ai un décalage sur les périmètres intérieurs.
Sur le même principe que le fraisage, il faudrait décaler la buse de sa valeur (pour moi 0.4mm) par rapport à la trajectoire théorique.
Je m'explique, je dessine un tube Øint 10mm et Øext 20mm par exemple ; résultat de mon impression : Øint 9.2mm et Øext 20mm. Le diamètre intérieur est 2* 0.4mm plus petit.
Ce résultat me fait dire que sur le diamètre extérieur, la buse parcourt une trajectoire d'un diamètre de 19.6mm et sur le diamètre intérieur : 9.6mm
Sauriez-vous me dire comment régler un "décalage" de buse?
Je suis sous repetier V1.6.1 et slic3r 1.2.9.
Merci d'avance
|
Re: Précision Prusa i3 May 18, 2016 08:59AM |
Registered: 12 years ago Posts: 375 |
Salut, je pratique les fraiseuses et un peu l'impression 3d, donc, je comprends bien les éléments de ta question...
et à ma connaissance, il n'y pas ce que tu décris dans le pilotage d'une imprimante 3d.
Faudrait voir ce que ça donne pour des trucs plus grands et/ou plus petits.
Mais à te lire, et en regardant tes chiffres... ça pourrait être un jeu de 0.2mm sur les axes X et Y.., la buse serait un peu en retard géométriquement, comme si la trajectoire demandée était la roue avant d'un vélo, et la trajectoire réelle la roue arrière.
Bref, je serais toi, je vérifierai la mécanique.
Poulies bien serrées, vis bien serrées, etc.
Moteurs sous tension, la tête est-elle rigide si tu essaies de la pousser à droite et à gauche, etc.
Bonne chance
et à ma connaissance, il n'y pas ce que tu décris dans le pilotage d'une imprimante 3d.
Faudrait voir ce que ça donne pour des trucs plus grands et/ou plus petits.
Mais à te lire, et en regardant tes chiffres... ça pourrait être un jeu de 0.2mm sur les axes X et Y.., la buse serait un peu en retard géométriquement, comme si la trajectoire demandée était la roue avant d'un vélo, et la trajectoire réelle la roue arrière.
Bref, je serais toi, je vérifierai la mécanique.
Poulies bien serrées, vis bien serrées, etc.
Moteurs sous tension, la tête est-elle rigide si tu essaies de la pousser à droite et à gauche, etc.
Bonne chance
|
Re: Précision Prusa i3 May 18, 2016 09:09AM |
Registered: 7 years ago Posts: 9 |
Merci pour cette réponse ultra rapide :-)
La mécanique me parait bonne, la tête rigide, pas de décalage dû au jeu ou défaut de tension des courroies.
J'ai effectué ce test également sur une buse, type réduction passant d'un Ø35int à Ø8int : résultat identique, mes diamètres extérieurs sont bons mais les intérieurs plus petits. J'ai alors redessiné ma pièce en rajoutant les 2*0.4mm que je pers soit Ø35.8int et Ø8.8int et là nickel...
La mécanique me parait bonne, la tête rigide, pas de décalage dû au jeu ou défaut de tension des courroies.
J'ai effectué ce test également sur une buse, type réduction passant d'un Ø35int à Ø8int : résultat identique, mes diamètres extérieurs sont bons mais les intérieurs plus petits. J'ai alors redessiné ma pièce en rajoutant les 2*0.4mm que je pers soit Ø35.8int et Ø8.8int et là nickel...
|
Re: Précision Prusa i3 May 18, 2016 10:05AM |
Registered: 12 years ago Posts: 375 |
"Nickel.." Tu vas vite te rendre fou si tu dois revoir tes côtes avec ces contraintes..
Tu as checké le serrage des poulies ? Tu peux faire un trait sur l'axe du moteur, et sur la poulie, vois si ça ne se décale pas..
Et il serait intéressant de voir si en déplacement manuel, les premiers 0.2mm (oui, je sais, c'est peu) dans un sens puis l'autre donnent quand même un mouvement au niveau des moteurs, si oui, problème mécanique, sinon, soft.
Tu as checké le serrage des poulies ? Tu peux faire un trait sur l'axe du moteur, et sur la poulie, vois si ça ne se décale pas..
Et il serait intéressant de voir si en déplacement manuel, les premiers 0.2mm (oui, je sais, c'est peu) dans un sens puis l'autre donnent quand même un mouvement au niveau des moteurs, si oui, problème mécanique, sinon, soft.
|
Re: Précision Prusa i3 May 18, 2016 10:16AM |
Registered: 8 years ago Posts: 489 |
Salut,
J'ai presque envie de dire que c'est normal.
Lorsque tu dessines ta pièce, il faut prendre en compte un diamètre légèrement différent de ce que tu attends en réalité.
Les diamètre interne des trous, avec certains types de filament peuvent rétrécir de 0.3mm environ.
Pour les petits diamètres, ça passe inaperçu, mais pour les gros, ça se voit vite ce genre de choses.
Je peux me tromper, mais vu les différences que tu obtiens, ça me fait clairement penser à ça
@++
Edited 1 time(s). Last edit at 05/18/2016 10:17AM by joyeufetar.
Ma Prusa i3 (ancienne imprimante, transformé en Itopie depuis)
Mon Itopie
Mon thingiverse
[TUTO] Lcd full graphic avec firmware Marlin
--
Possibilité de vous imprimer des pièces, n'hésitez pas à demander en MP
J'ai presque envie de dire que c'est normal.
Lorsque tu dessines ta pièce, il faut prendre en compte un diamètre légèrement différent de ce que tu attends en réalité.
Les diamètre interne des trous, avec certains types de filament peuvent rétrécir de 0.3mm environ.
Pour les petits diamètres, ça passe inaperçu, mais pour les gros, ça se voit vite ce genre de choses.
Je peux me tromper, mais vu les différences que tu obtiens, ça me fait clairement penser à ça
@++
Edited 1 time(s). Last edit at 05/18/2016 10:17AM by joyeufetar.
Ma Prusa i3 (ancienne imprimante, transformé en Itopie depuis)
Mon Itopie
Mon thingiverse
[TUTO] Lcd full graphic avec firmware Marlin
--
Possibilité de vous imprimer des pièces, n'hésitez pas à demander en MP
|
Re: Précision Prusa i3 May 18, 2016 10:50AM |
Registered: 7 years ago Posts: 9 |
Quote
tchitchou
"Nickel.." Tu vas vite te rendre fou si tu dois revoir tes côtes avec ces contraintes..
Tu as checké le serrage des poulies ? Tu peux faire un trait sur l'axe du moteur, et sur la poulie, vois si ça ne se décale pas..
Et il serait intéressant de voir si en déplacement manuel, les premiers 0.2mm (oui, je sais, c'est peu) dans un sens puis l'autre donnent quand même un mouvement au niveau des moteurs, si oui, problème mécanique, sinon, soft.
Oui c'est clair que je vais perdre des cheveux...
Bonne idée pour le contrôle des poulies, je vais faire cela.
Merci.
|
Re: Précision Prusa i3 May 18, 2016 10:58AM |
Registered: 7 years ago Posts: 9 |
Quote
joyeufetar
Salut,
J'ai presque envie de dire que c'est normal.
Lorsque tu dessines ta pièce, il faut prendre en compte un diamètre légèrement différent de ce que tu attends en réalité.
Les diamètre interne des trous, avec certains types de filament peuvent rétrécir de 0.3mm environ.
Pour les petits diamètres, ça passe inaperçu, mais pour les gros, ça se voit vite ce genre de choses.
Je peux me tromper, mais vu les différences que tu obtiens, ça me fait clairement penser à ça
@++
La chose qui me fait penser à la "position " de la buse par rapport à sa trajectoire est que sur un petit ou un plus grand diamètre, j'ai toujours le même décalage... Pourquoi je ne l'aurait pas sur les diamètres extérieurs?
Après j'ai peut-être une logique trop cnc...
|
Re: Précision Prusa i3 May 18, 2016 01:42PM |
Registered: 9 years ago Posts: 417 |
Bonsoir.
Les trous sont toujours plus petits que demandé. C'est un problème connu et pour lequel je n'ai jamais vu d'explication bien claire. Je me souviens d'un sujet sur un forum anglais où l'analyse était poussée assez loin, mais il n'y avait pas vraiment de remède miracle. Ce n'est pas un problème de correction d'outil type CN. Le problème semble valable pour toutes les formes de cavité : même les trous Hexa sont touchés (au moins chez moi). Dommage pour noyer les écrous ...
Slic3r et simplify : même problème pour moi.
A la louche, j'ai remarqué que l’écart était effectivement proche du diamètre de la buse pour des petits diamètres (3 à 6 / 8). Au delà, ce n'est plus vrai. Pour encastrer des roulements, je fais plusieurs pièces de test avec des variations de 0.1 en 0.1 sur le diamètre. J'ai vu (mais je ne sais plus où) une formule de calcul empirique pour avoir le bon diamètre au final. Pas essayé. Par contre, c'est répétitif, donc on peut se faire un abaque et dessiner .... faux ! Je suis d'accord : c'est pas top de dessiner faux.
Le problème est peut être même encore pire : sur mes deux imprimantes, le décalage n'est pas le même ! La différence n'est pas énorme, mais elle est réelle.
Attention quand même à la surextrusion de la première couche : si elle est trop forte, ça écrase la couche et crée un petit rebord.
Si quelqu'un a une solution, je suis preneur !
Les trous sont toujours plus petits que demandé. C'est un problème connu et pour lequel je n'ai jamais vu d'explication bien claire. Je me souviens d'un sujet sur un forum anglais où l'analyse était poussée assez loin, mais il n'y avait pas vraiment de remède miracle. Ce n'est pas un problème de correction d'outil type CN. Le problème semble valable pour toutes les formes de cavité : même les trous Hexa sont touchés (au moins chez moi). Dommage pour noyer les écrous ...
Slic3r et simplify : même problème pour moi.
A la louche, j'ai remarqué que l’écart était effectivement proche du diamètre de la buse pour des petits diamètres (3 à 6 / 8). Au delà, ce n'est plus vrai. Pour encastrer des roulements, je fais plusieurs pièces de test avec des variations de 0.1 en 0.1 sur le diamètre. J'ai vu (mais je ne sais plus où) une formule de calcul empirique pour avoir le bon diamètre au final. Pas essayé. Par contre, c'est répétitif, donc on peut se faire un abaque et dessiner .... faux ! Je suis d'accord : c'est pas top de dessiner faux.
Le problème est peut être même encore pire : sur mes deux imprimantes, le décalage n'est pas le même ! La différence n'est pas énorme, mais elle est réelle.
Attention quand même à la surextrusion de la première couche : si elle est trop forte, ça écrase la couche et crée un petit rebord.
Si quelqu'un a une solution, je suis preneur !
|
Re: Précision Prusa i3 May 18, 2016 02:40PM |
Registered: 7 years ago Posts: 9 |
Quote
Nossolov
Bonsoir.
Les trous sont toujours plus petits que demandé. C'est un problème connu et pour lequel je n'ai jamais vu d'explication bien claire. Je me souviens d'un sujet sur un forum anglais où l'analyse était poussée assez loin, mais il n'y avait pas vraiment de remède miracle. Ce n'est pas un problème de correction d'outil type CN. Le problème semble valable pour toutes les formes de cavité : même les trous Hexa sont touchés (au moins chez moi). Dommage pour noyer les écrous ...
Slic3r et simplify : même problème pour moi.
A la louche, j'ai remarqué que l’écart était effectivement proche du diamètre de la buse pour des petits diamètres (3 à 6 / 8). Au delà, ce n'est plus vrai. Pour encastrer des roulements, je fais plusieurs pièces de test avec des variations de 0.1 en 0.1 sur le diamètre. J'ai vu (mais je ne sais plus où) une formule de calcul empirique pour avoir le bon diamètre au final. Pas essayé. Par contre, c'est répétitif, donc on peut se faire un abaque et dessiner .... faux ! Je suis d'accord : c'est pas top de dessiner faux.
Le problème est peut être même encore pire : sur mes deux imprimantes, le décalage n'est pas le même ! La différence n'est pas énorme, mais elle est réelle.
Attention quand même à la surextrusion de la première couche : si elle est trop forte, ça écrase la couche et crée un petit rebord.
Si quelqu'un a une solution, je suis preneur !
Bonsoir,
Merci pour votre réponse.
Effectivement, j'ai également remarqué ce décalage lorsque j'ai imprimé un support de bobine où des pièces à gorges sont prévues pour recevoir des roulements 608 : Ø22. Encore une fois j'avais dû redessiner la pièce, et encore une fois mon décalage était de 0.8mm. Attention, je ne suis pas au micron...
Il semble que votre décalage soit encore plus prononcé que le miens. Mais je n'ai fais que 4 essais : Ø8, Ø10, Ø22 et Ø35.
Je vais dessiner une pièce comportant plusieurs diamètres pour mesurer ce décalage. Je vais aussi vérifier ma première couche.
@Tchitchou, j'ai testé mes poulies : aucun décalage.
|
Re: Précision Prusa i3 May 18, 2016 03:26PM |
Admin Registered: 12 years ago Posts: 2,569 |
Je ne suis pas sur que j'arrive à expliquer ça clairement mais...
D'abord rappelez-vous que le mouvement n'est jamais rond, pour faire un cercle c'est une suite de petits segments droits.
Ensuite, quand ça imprime le contour d'un trou, le filament tout juste déposé (donc encore flexible) est un peu tiré par le mouvement de la buse lorsque elle change de direction.
Ce changement de direction fait que ça tire toujours vers l'intérieur du trou => au final il sort trop petit.
Ma solution est de suivre cette abaque dont le principe est de choisir le nombre de segments du "cercle" et son rayon demandé en fonction du diamètre voulu au final :
Par exemple pour avoir un trou de 3mm dessiner un hexagone dont le "diamètre" est de 3,4.
J'ai surtout expérimenté ça sur des petits trous, genre de passage d'une tige filetée, je n'ai jamais eu besoin de précision sur des grands.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
D'abord rappelez-vous que le mouvement n'est jamais rond, pour faire un cercle c'est une suite de petits segments droits.
Ensuite, quand ça imprime le contour d'un trou, le filament tout juste déposé (donc encore flexible) est un peu tiré par le mouvement de la buse lorsque elle change de direction.
Ce changement de direction fait que ça tire toujours vers l'intérieur du trou => au final il sort trop petit.
Ma solution est de suivre cette abaque dont le principe est de choisir le nombre de segments du "cercle" et son rayon demandé en fonction du diamètre voulu au final :

Par exemple pour avoir un trou de 3mm dessiner un hexagone dont le "diamètre" est de 3,4.
J'ai surtout expérimenté ça sur des petits trous, genre de passage d'une tige filetée, je n'ai jamais eu besoin de précision sur des grands.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: Précision Prusa i3 May 19, 2016 02:50AM |
Registered: 7 years ago Posts: 9 |
Je ne suis pas sur que j'arrive à expliquer ça clairement mais...
D'abord rappelez-vous que le mouvement n'est jamais rond, pour faire un cercle c'est une suite de petits segments droits.
Ensuite, quand ça imprime le contour d'un trou, le filament tout juste déposé (donc encore flexible) est un peu tiré par le mouvement de la buse lorsque elle change de direction.
Ce changement de direction fait que ça tire toujours vers l'intérieur du trou => au final il sort trop petit.
Ma solution est de suivre cette abaque dont le principe est de choisir le nombre de segments du "cercle" et son rayon demandé en fonction du diamètre voulu au final :
Par exemple pour avoir un trou de 3mm dessiner un hexagone dont le "diamètre" est de 3,4.
J'ai surtout expérimenté ça sur des petits trous, genre de passage d'une tige filetée, je n'ai jamais eu besoin de précision sur des grands.[/quote]
Bonjour,
Oui je comprends votre explication. Cela rejoint d'ailleurs Joyeufetar.
Et c'est là que c'est dommage de ne pas pouvoir "corriger" pour limiter ce phénomène.
Pour des pièce spécifiques, que je dessine, j'ai envie de dire que je n'ai pas de problème, mais si j'en télécharge une, cela devient vite compliquer car travailler avec un STL. Je travaille sous Solidworks ; et certains STL sont tout simplement impossibles à importer en solide, donc pour corriger des empreintes d'écrous...
Je me suis dessiné une pièce pour test.
Je n'aurai pas le temps de faire cela aujourd'hui, mais demain soir...
D'abord rappelez-vous que le mouvement n'est jamais rond, pour faire un cercle c'est une suite de petits segments droits.
Ensuite, quand ça imprime le contour d'un trou, le filament tout juste déposé (donc encore flexible) est un peu tiré par le mouvement de la buse lorsque elle change de direction.
Ce changement de direction fait que ça tire toujours vers l'intérieur du trou => au final il sort trop petit.
Ma solution est de suivre cette abaque dont le principe est de choisir le nombre de segments du "cercle" et son rayon demandé en fonction du diamètre voulu au final :
Par exemple pour avoir un trou de 3mm dessiner un hexagone dont le "diamètre" est de 3,4.
J'ai surtout expérimenté ça sur des petits trous, genre de passage d'une tige filetée, je n'ai jamais eu besoin de précision sur des grands.[/quote]
Bonjour,
Oui je comprends votre explication. Cela rejoint d'ailleurs Joyeufetar.
Et c'est là que c'est dommage de ne pas pouvoir "corriger" pour limiter ce phénomène.
Pour des pièce spécifiques, que je dessine, j'ai envie de dire que je n'ai pas de problème, mais si j'en télécharge une, cela devient vite compliquer car travailler avec un STL. Je travaille sous Solidworks ; et certains STL sont tout simplement impossibles à importer en solide, donc pour corriger des empreintes d'écrous...
Je me suis dessiné une pièce pour test.
Je n'aurai pas le temps de faire cela aujourd'hui, mais demain soir...

|
Re: Précision Prusa i3 May 19, 2016 03:40AM |
Registered: 8 years ago Posts: 489 |
Bonjour,
Il est vrai que c'est un problème gênant.
Quand on dessine la pièce soit même, on peut toujours compenser en ajustant le diamètre interne.
Mais quand on récupère une pièce directement sur le net, comment savoir si la modif a été pensée.
Sans compter qu'effectivement, le phénomène s'accentue avec l'augmentation du diamètre de la buse.
Je n'ai jamais trouvé de véritable explication à ce phénomène.
Mais vu les tests qui vont être fait ici, je vais suivre ça
@++
Ma Prusa i3 (ancienne imprimante, transformé en Itopie depuis)
Mon Itopie
Mon thingiverse
[TUTO] Lcd full graphic avec firmware Marlin
--
Possibilité de vous imprimer des pièces, n'hésitez pas à demander en MP
Il est vrai que c'est un problème gênant.
Quand on dessine la pièce soit même, on peut toujours compenser en ajustant le diamètre interne.
Mais quand on récupère une pièce directement sur le net, comment savoir si la modif a été pensée.
Sans compter qu'effectivement, le phénomène s'accentue avec l'augmentation du diamètre de la buse.
Je n'ai jamais trouvé de véritable explication à ce phénomène.
Mais vu les tests qui vont être fait ici, je vais suivre ça
@++
Ma Prusa i3 (ancienne imprimante, transformé en Itopie depuis)
Mon Itopie
Mon thingiverse
[TUTO] Lcd full graphic avec firmware Marlin
--
Possibilité de vous imprimer des pièces, n'hésitez pas à demander en MP
|
Re: Précision Prusa i3 May 19, 2016 03:52AM |
Registered: 7 years ago Posts: 9 |
Quote
joyeufetar
Bonjour,
Il est vrai que c'est un problème gênant.
Quand on dessine la pièce soit même, on peut toujours compenser en ajustant le diamètre interne.
Mais quand on récupère une pièce directement sur le net, comment savoir si la modif a été pensée.
Sans compter qu'effectivement, le phénomène s'accentue avec l'augmentation du diamètre de la buse.
Je n'ai jamais trouvé de véritable explication à ce phénomène.
Mais vu les tests qui vont être fait ici, je vais suivre ça
@++
J'ai une piste...
Cela s'appelle "arc compensation" ou "hole compensation".
Le trancheur de base "Skeinforge" disposait d'une fonction "Stretch" qui je cite : "Permet d’obtenir des trous verticaux au diamètre voulu, ils ont tendance à être trop petits sinon."
[reprapide.francois-delegue.fr]
De là, en cherchant "hole compensation slic3r" je suis tombé sur le mode d'emploi de slic3r qui propose une compensation XY : [translate.google.fr]
Puis sur un modèle à télécharger pour tester et qui explique où trouver cette fonction : [translate.google.fr]
"Un STL très simple de sorte que vous pouvez tester la fonctionnalité de sauvetage de «compensation XY" de la série 1.2.x de slic3r, qui compense l'épaisseur supplémentaire de votre extrusion de sortie en faisant de votre forme (valeurs négatives) "plus mince" ou " "(valeurs positives) plus épais. Spécialement utile pour les raccords et les trous.
slic3r 1.2.9: Paramètres d'impression → Avancé → Autres → XY Compensation
Cura 15.06: Imprimer → Setup Qualité → Expansion horizontale
3.x Simplify3D: Autres ajustements dimensionnelles → → Horizontal compensation de taille "
A tester et voir si ça n'impacte pas sur les périmètres extérieurs...
|
Re: Précision Prusa i3 May 19, 2016 09:54AM |
Registered: 8 years ago Posts: 489 |
Merci pour cette recherche
Mais une question, si le slicer compense cette perte de diamètre, qu'en est il des fichiers déjà modifiés pour prendre en compte cette différence ?
Le diamètre ne sera pas correct si ?
Ma Prusa i3 (ancienne imprimante, transformé en Itopie depuis)
Mon Itopie
Mon thingiverse
[TUTO] Lcd full graphic avec firmware Marlin
--
Possibilité de vous imprimer des pièces, n'hésitez pas à demander en MP
Mais une question, si le slicer compense cette perte de diamètre, qu'en est il des fichiers déjà modifiés pour prendre en compte cette différence ?
Le diamètre ne sera pas correct si ?
Ma Prusa i3 (ancienne imprimante, transformé en Itopie depuis)
Mon Itopie
Mon thingiverse
[TUTO] Lcd full graphic avec firmware Marlin
--
Possibilité de vous imprimer des pièces, n'hésitez pas à demander en MP
|
Re: Précision Prusa i3 May 19, 2016 10:49AM |
Registered: 7 years ago Posts: 9 |

|
Re: Précision Prusa i3 May 19, 2016 04:05PM |
Registered: 9 years ago Posts: 417 |
Pour moi, les trous hexagonaux sont aussi faux que les ronds, donc la méthode de DeuxVis ne fonctionne pas.
L'idée du fil tiré vers l'intérieur à l'extrusion est je pense une bonne piste. C'est sans doute pour cela qu'on conseille de terminer les bord des pièces par le périmètre extérieur : ça fait un petit mur qui retient le fil. Sur les bords à angle droit, on a aussi tendance à arrondir si l'accroche entre couche est trop faible, donc on tire bien le fil vers l'intérieur.
Il y a une option de réduction de vitesse pour les petit périmètres dans Slic3r. Je n'ai pas essayè, mais peut être que réduire la vitesse tirerait moins sur le fil et fausserait donc moins les diamètres.
La compensationXY est je pense assez proche d'une correction d'outil type CN. C'est donc normal que ce qu'on gagne dans un sens, on le perde dans l'autre.
J'ai accès à une imprimante pro Stratasys, et là, les diamètres sont parfaits. Il doit donc bien y avoir une solution !
L'idée du fil tiré vers l'intérieur à l'extrusion est je pense une bonne piste. C'est sans doute pour cela qu'on conseille de terminer les bord des pièces par le périmètre extérieur : ça fait un petit mur qui retient le fil. Sur les bords à angle droit, on a aussi tendance à arrondir si l'accroche entre couche est trop faible, donc on tire bien le fil vers l'intérieur.
Il y a une option de réduction de vitesse pour les petit périmètres dans Slic3r. Je n'ai pas essayè, mais peut être que réduire la vitesse tirerait moins sur le fil et fausserait donc moins les diamètres.
La compensationXY est je pense assez proche d'une correction d'outil type CN. C'est donc normal que ce qu'on gagne dans un sens, on le perde dans l'autre.
J'ai accès à une imprimante pro Stratasys, et là, les diamètres sont parfaits. Il doit donc bien y avoir une solution !
|
Re: Précision Prusa i3 May 22, 2016 07:43AM |
Registered: 7 years ago Posts: 9 |
Bonjour à tous,
Désolé j'ai tardé à faire mes tests, fin de semaine chargée...
Donc j'ai imprimé ma pièce et sorti le pied à coulisse au 1/100... lol
J'ai donc bien un décalage. Il varie légèrement.
C'est dommage, il ne manque pas grand chose...
Entre parenthèses : les côtes mesurées en arrondissant...
Merci pour ta réponse Nossolov. Pourrais-tu me dire quel slicer est utilisé pour l'imprimante pro?
Il est clair que le fil est tiré vers l'intérieur.
Désolé j'ai tardé à faire mes tests, fin de semaine chargée...
Donc j'ai imprimé ma pièce et sorti le pied à coulisse au 1/100... lol
J'ai donc bien un décalage. Il varie légèrement.
C'est dommage, il ne manque pas grand chose...

{kind=link}
{kind=link}
Entre parenthèses : les côtes mesurées en arrondissant...
Merci pour ta réponse Nossolov. Pourrais-tu me dire quel slicer est utilisé pour l'imprimante pro?
Il est clair que le fil est tiré vers l'intérieur.
|
Re: Précision Prusa i3 May 23, 2016 04:04AM |
Registered: 9 years ago Posts: 417 |
Je peux : le leur !
C'est une solution propriétaire entièrement fermée. Je ne suis même pas sûr qu'ils passent par du Gcode.
Ca confirme : les extérieurs sont plutôt bons, et les intérieurs sont tous trop petits de presque la même chose. Résultat identique pour moi, avec des valeurs de décalage proches.
Je regarde dans 2 directions pour le moment :
- Le calibrage de la largeur des couches. J'ai testé ça sur l'imprimante que j'avais sous la main, et la valeur par défaut utilisée par slic3r n'est pas bonne pour moi. Y'a pas grand chose, c'est vrai, mais y'a.
- Le fichiers STL. En STL, il n'y a pas de courbes, que des segments. Si la précision est définie sur "faible", les segments sont longs, donc peu précis. On retombe sur les propositions de DeuxVis ! J'ai regardé en vitesse sur Solidworks, et la différence entre la précision standard et la maxi est assez impressionnante en terme de taille de fichier. Par contre, je n'ai pas tester si on voyait une différence à la fabrication.
C'est une solution propriétaire entièrement fermée. Je ne suis même pas sûr qu'ils passent par du Gcode.
Ca confirme : les extérieurs sont plutôt bons, et les intérieurs sont tous trop petits de presque la même chose. Résultat identique pour moi, avec des valeurs de décalage proches.
Je regarde dans 2 directions pour le moment :
- Le calibrage de la largeur des couches. J'ai testé ça sur l'imprimante que j'avais sous la main, et la valeur par défaut utilisée par slic3r n'est pas bonne pour moi. Y'a pas grand chose, c'est vrai, mais y'a.
- Le fichiers STL. En STL, il n'y a pas de courbes, que des segments. Si la précision est définie sur "faible", les segments sont longs, donc peu précis. On retombe sur les propositions de DeuxVis ! J'ai regardé en vitesse sur Solidworks, et la différence entre la précision standard et la maxi est assez impressionnante en terme de taille de fichier. Par contre, je n'ai pas tester si on voyait une différence à la fabrication.
Sorry, only registered users may post in this forum.