Défaut irrégulier
Posted by thedarkkillerz
|
Défaut irrégulier July 13, 2015 07:25PM |
Registered: 8 years ago Posts: 103 |
Bonjour,
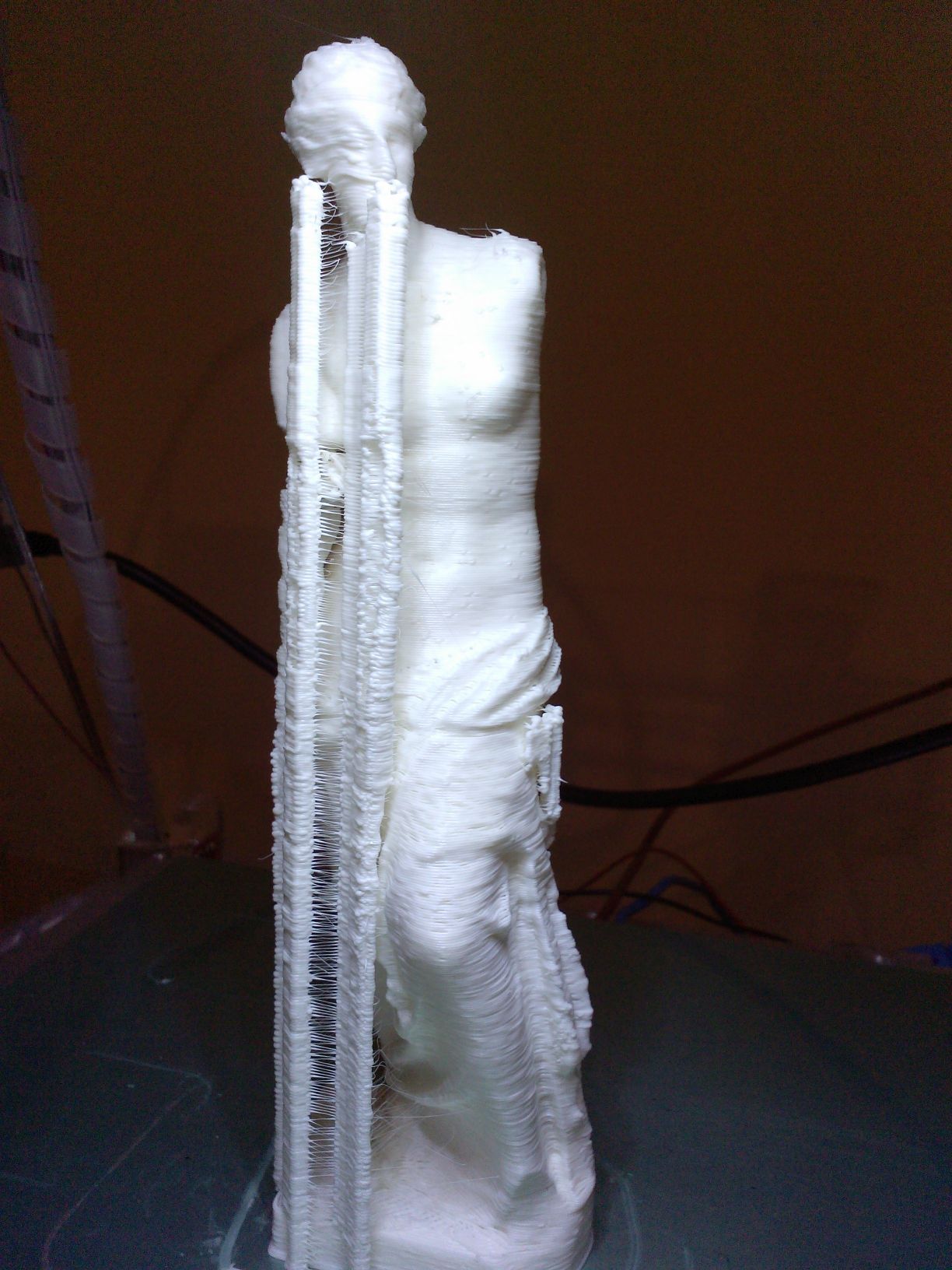
J'imprimais jusque là des pièces géométriques simples sur ma Prusa I3 Sunhockey 2015 où les petits défauts ne posaient pas spécialement de problèmes, toutefois sur des pièces plus complexes ça commence à être assez gênant (voir photos).
J'ai suivi les guides de calibration du net et j'ai tenté d'agir indépendamment sur la vitesse, la température, mon avance en E jusqu'à la limite de la délamination mais je n'arrive pas à éliminer les décalages de couches.
J'ai l'impression (à confirmer ou non) que le défaut est plus accentué sur le X, ce qui me laisse penser à un jeu dans mon chariot.
Quelqu'un a-t-il déjà rencontré ce problème?
Merci par avance,
Cordialement.
Edited 2 time(s). Last edit at 07/14/2015 07:26AM by thedarkkillerz.
J'imprimais jusque là des pièces géométriques simples sur ma Prusa I3 Sunhockey 2015 où les petits défauts ne posaient pas spécialement de problèmes, toutefois sur des pièces plus complexes ça commence à être assez gênant (voir photos).
J'ai suivi les guides de calibration du net et j'ai tenté d'agir indépendamment sur la vitesse, la température, mon avance en E jusqu'à la limite de la délamination mais je n'arrive pas à éliminer les décalages de couches.
J'ai l'impression (à confirmer ou non) que le défaut est plus accentué sur le X, ce qui me laisse penser à un jeu dans mon chariot.
Quelqu'un a-t-il déjà rencontré ce problème?
Merci par avance,
Cordialement.
Edited 2 time(s). Last edit at 07/14/2015 07:26AM by thedarkkillerz.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Défaut irrégulier July 14, 2015 01:18PM |
Registered: 10 years ago Posts: 175 |
|
Re: Défaut irrégulier July 14, 2015 01:31PM |
Registered: 8 years ago Posts: 103 |
Bonjour,
Trop tard pour les photos, la pièce est déjà poncée et lissée à l'acétone (désolé pour la qualité des photos).
J'ai mis les axes sur la photo en plus haute résolution, la lumière rasante provient du dessus et met en évidence les fameux décalages.
Note: j'imprime en ABS en 0.3mm de hauteur de couche avec un kit E3D Vulcano 0.6mm, hotend à 228°C et plateau 115°C, 4 couches de périmètre et 25% de remplissage en hexagone.
Cordialement.
Edited 1 time(s). Last edit at 07/14/2015 01:37PM by thedarkkillerz.
Trop tard pour les photos, la pièce est déjà poncée et lissée à l'acétone (désolé pour la qualité des photos).
J'ai mis les axes sur la photo en plus haute résolution, la lumière rasante provient du dessus et met en évidence les fameux décalages.
Note: j'imprime en ABS en 0.3mm de hauteur de couche avec un kit E3D Vulcano 0.6mm, hotend à 228°C et plateau 115°C, 4 couches de périmètre et 25% de remplissage en hexagone.
Cordialement.
Edited 1 time(s). Last edit at 07/14/2015 01:37PM by thedarkkillerz.
{kind=link}
{kind=link}
|
Re: Défaut irrégulier July 14, 2015 01:41PM |
Registered: 9 years ago Posts: 257 |
Salut,
Il y a déjà un problème au niveau des températures et/ou retracts, ça n'aide pas à bien voir le reste du problème. Le décalage pourrait venir d'un jeu dans l'un des axes (vérifier la tension des courroies, serrage des poulies, fixation des courroies... Une hotend mal fixée peut aussi engendrer des décalages.
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
Il y a déjà un problème au niveau des températures et/ou retracts, ça n'aide pas à bien voir le reste du problème. Le décalage pourrait venir d'un jeu dans l'un des axes (vérifier la tension des courroies, serrage des poulies, fixation des courroies... Une hotend mal fixée peut aussi engendrer des décalages.
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
|
Re: Défaut irrégulier July 14, 2015 01:48PM |
Registered: 8 years ago Posts: 26 |
|
Re: Défaut irrégulier July 14, 2015 01:54PM |
Registered: 8 years ago Posts: 103 |
Re,
Si tu parles des petits "trous" un peu partout, c'est à cause du "seam position" en aléatoire, j'ai dû faire ça car au premier essai ma Vénus s'est retrouvée avec une césarienne..
Dans le doute les courroies étaient tendues au maximum, je n'ai pas de jeu dans la fixation du hotend ou des courroies mais si je force un peu sur la hotend, j'ai tout le chariot X qui tourne très légèrement.
Je pense remplacer les deux SC8UU par deux SC8LUU, ça irait?
Je n'avais pas pensé aux poulies, je vais les vérifier de ce pas.
Merci.
Si tu parles des petits "trous" un peu partout, c'est à cause du "seam position" en aléatoire, j'ai dû faire ça car au premier essai ma Vénus s'est retrouvée avec une césarienne..
Dans le doute les courroies étaient tendues au maximum, je n'ai pas de jeu dans la fixation du hotend ou des courroies mais si je force un peu sur la hotend, j'ai tout le chariot X qui tourne très légèrement.
Je pense remplacer les deux SC8UU par deux SC8LUU, ça irait?
Je n'avais pas pensé aux poulies, je vais les vérifier de ce pas.
Merci.
|
Re: Défaut irrégulier July 14, 2015 02:06PM |
Registered: 8 years ago Posts: 103 |
Héhé, tu as réussi à me mettre le doute Laurent ^^
La bobine est sur un support bricolé car une de mes bobines à un côté cassé, je vais retenter :
-avec une autre bobine pour exclure le problème d'épaisseur de filament
-avec le porte-bobine d'origine pour exclure le support
-en vérifiant mes poulies
Merci à vous deux.
La bobine est sur un support bricolé car une de mes bobines à un côté cassé, je vais retenter :
-avec une autre bobine pour exclure le problème d'épaisseur de filament
-avec le porte-bobine d'origine pour exclure le support
-en vérifiant mes poulies
Merci à vous deux.
|
Re: Défaut irrégulier July 14, 2015 04:34PM |
Registered: 8 years ago Posts: 103 |
Re,
Je viens d'imprimer deux modèles réduits de ma Vénus, aucun changements.
Toutefois, je constate qu'en diminuant le xy jerk et la vitesse à 20%, le problème s'estompe un peu sans pour autant disparaître.
Chose amusante, il y a les défauts sur les mêmes couches des deux côtés, et ils sont concentrés sur les zones où la géométrie de la couche est complexe (pas ou peu de problèmes sur un simple cube ou un cylindre).
Et pourtant la lumière rasante "accroche" moins sur les faces perpendiculaires au Y qu'au X.
La bonne nouvelle est que j'ai enfin trouvé mon "E parfait" en jouant avec les réglages..
Edited 1 time(s). Last edit at 07/14/2015 04:37PM by thedarkkillerz.
Je viens d'imprimer deux modèles réduits de ma Vénus, aucun changements.
Toutefois, je constate qu'en diminuant le xy jerk et la vitesse à 20%, le problème s'estompe un peu sans pour autant disparaître.
Chose amusante, il y a les défauts sur les mêmes couches des deux côtés, et ils sont concentrés sur les zones où la géométrie de la couche est complexe (pas ou peu de problèmes sur un simple cube ou un cylindre).
Et pourtant la lumière rasante "accroche" moins sur les faces perpendiculaires au Y qu'au X.
La bonne nouvelle est que j'ai enfin trouvé mon "E parfait" en jouant avec les réglages..
Edited 1 time(s). Last edit at 07/14/2015 04:37PM by thedarkkillerz.
|
Re: Défaut irrégulier July 20, 2015 06:15PM |
Registered: 8 years ago Posts: 103 |
Hello,
J'ai peut-être trouvé!!
En essayant d'imprimer d'autres pièces en ABS j'ai des sérieux problèmes de délamination, en suivant les guides par ci par là j'ai vu qu'il fallait monter en température, du coup j'ai tenté un print à 260°C avec le bed à 150°c..
Résultat, délamination un peu moins prononcée mais toujours présente, mais mes contours sont carrément plus nets, vu que le plastique oppose moins de résistance pour s'étaler.
Toutefois, le plastique réagit à 260°C comme il réagissait avant à 230°C.
En y réfléchissant, lorsque j'ai monté mon kit E3D Volcano j'ai broyé la thermistance avec la vis de fixation, du coup j'ai mis à la place celle fournie dans le kit, sans toucher au firmware. Mais je pense que c'était pas la même et que du coup elle lit une température plus élevée qu'en réalité.
Il faut maintenant que je trouve un guide pour avoir la bonne thermistance dans la table, il me faudra un thermomètre laser non?
Merci,
Cordialement.
J'ai peut-être trouvé!!
En essayant d'imprimer d'autres pièces en ABS j'ai des sérieux problèmes de délamination, en suivant les guides par ci par là j'ai vu qu'il fallait monter en température, du coup j'ai tenté un print à 260°C avec le bed à 150°c..
Résultat, délamination un peu moins prononcée mais toujours présente, mais mes contours sont carrément plus nets, vu que le plastique oppose moins de résistance pour s'étaler.
Toutefois, le plastique réagit à 260°C comme il réagissait avant à 230°C.
En y réfléchissant, lorsque j'ai monté mon kit E3D Volcano j'ai broyé la thermistance avec la vis de fixation, du coup j'ai mis à la place celle fournie dans le kit, sans toucher au firmware. Mais je pense que c'était pas la même et que du coup elle lit une température plus élevée qu'en réalité.
Il faut maintenant que je trouve un guide pour avoir la bonne thermistance dans la table, il me faudra un thermomètre laser non?
Merci,
Cordialement.
|
Re: Défaut irrégulier July 21, 2015 05:50PM |
Registered: 8 years ago Posts: 26 |
Tu as mis celle d'E3D ?
Il n'en fournisse qu'une à ma connaissance, celle-ci
[e3d-online.com]
Donc 5 dans Marlin
Il n'en fournisse qu'une à ma connaissance, celle-ci
[e3d-online.com]
Donc 5 dans Marlin
|
Re: Défaut irrégulier July 22, 2015 05:08PM |
Registered: 8 years ago Posts: 103 |
Hello,
Oui, effectivement ça fonctionne mieux..
Au passage, j'ai fait la seule manip que je n'avais pas encore fait jusque là: la calibration du E (elle était normalement faite en usine).
J'ai demandé une extrusion de 100mm et il m'en a sorti 85..
Alors oui la dernière couche était visuellement parfaite avec la valeur d'usine mais en recalculant le E qui me sort réellement 100mm, ça m'a résolu d'autres problèmes..
En effet la buse venait jusque là "poser" le filament sur le dessus avec une fusion horizontale lorsque je joue avec l'extrusion width, mais j'ai toujours eu des problèmes de solidité (délamination) sur mes pièces.
Avec ce nouveau réglage, la buse est en dessous du niveau du contour et vient "remplir de plastique" en fusionnant du coup beaucoup mieux avec la couche du dessous; j'ai réussit ma première pièce à la solidité digne de ce nom
J'ai aussi coché l'option pour faire le contour extérieur avant l'intérieur, mes couches étaient parfaitement alignées (mis à part entre les couches pleines/creuse où l'on voit une légère différence due à la rétraction).
J'attends avec impatience mon prochain essai d'impression de la Vénus, c'est prometteur.
Cordialement
Oui, effectivement ça fonctionne mieux..
Au passage, j'ai fait la seule manip que je n'avais pas encore fait jusque là: la calibration du E (elle était normalement faite en usine).
J'ai demandé une extrusion de 100mm et il m'en a sorti 85..
Alors oui la dernière couche était visuellement parfaite avec la valeur d'usine mais en recalculant le E qui me sort réellement 100mm, ça m'a résolu d'autres problèmes..
En effet la buse venait jusque là "poser" le filament sur le dessus avec une fusion horizontale lorsque je joue avec l'extrusion width, mais j'ai toujours eu des problèmes de solidité (délamination) sur mes pièces.
Avec ce nouveau réglage, la buse est en dessous du niveau du contour et vient "remplir de plastique" en fusionnant du coup beaucoup mieux avec la couche du dessous; j'ai réussit ma première pièce à la solidité digne de ce nom
J'ai aussi coché l'option pour faire le contour extérieur avant l'intérieur, mes couches étaient parfaitement alignées (mis à part entre les couches pleines/creuse où l'on voit une légère différence due à la rétraction).
J'attends avec impatience mon prochain essai d'impression de la Vénus, c'est prometteur.
Cordialement
|
Re: Défaut irrégulier July 27, 2015 05:30PM |
Registered: 8 years ago Posts: 103 |
Bonjour,
Bon ben en fait le problème n'est qu'en partie résolu; après avoir parfaitement calibré mon extrudeur et ajusté le débit à chacune de mes bobines pour avoir la quantité exacte de filament déposé, puis remplacé les deux SC8UU du X par deux SC8LUU et revu le chariot pour avoir un ensemble plus compact et rigide.
J'ai finalement réussi à obtenir une impression "parfaite" (du point de vue alignement des couches) avec de l'ABS blanc sois-disant "Geeetech" acheté sur EBay que je considérais de mauvaise qualité. (coup de chance??)
J'ai donc imprimé la même pièce de calibration avec les autres bobines et ça fait "des vagues" avec les autre, j'ai d'abord pensé que mon plateau était trop chaud donc j'ai baissé progressivement la température du plateau, de la buse, la vitesse, enfin en mixant toutes les combinaisons possibles mais rien n'y fait, j'ai toujours ces vagues..
Ma pièce de calibration est un remake du "thin wall" de thingiverse, d'une épaisseur de 0.6mm pour correspondre à ma buse.
Je n'ai pas touché au DEFAULT_AXIS_STEPS_PER_UNIT pour le Z car il était correct, et d'après mes calculs en imprimant en 0.4mm de hauteur je suis théoriquement bon. FAUX, voir post suivant.
Si ce n'est pas lié au filament j'imagine que c'est mécanique ou thermique, je suspecte les couplages hélicoïdaux en alu du Z ou les ressorts du plateau, à votre avis est-ce que ça pourrait venir de là?
Merci par avance,
Cordialement.
Edited 1 time(s). Last edit at 07/28/2015 05:44PM by thedarkkillerz.
Bon ben en fait le problème n'est qu'en partie résolu; après avoir parfaitement calibré mon extrudeur et ajusté le débit à chacune de mes bobines pour avoir la quantité exacte de filament déposé, puis remplacé les deux SC8UU du X par deux SC8LUU et revu le chariot pour avoir un ensemble plus compact et rigide.
J'ai finalement réussi à obtenir une impression "parfaite" (du point de vue alignement des couches) avec de l'ABS blanc sois-disant "Geeetech" acheté sur EBay que je considérais de mauvaise qualité. (coup de chance??)
J'ai donc imprimé la même pièce de calibration avec les autres bobines et ça fait "des vagues" avec les autre, j'ai d'abord pensé que mon plateau était trop chaud donc j'ai baissé progressivement la température du plateau, de la buse, la vitesse, enfin en mixant toutes les combinaisons possibles mais rien n'y fait, j'ai toujours ces vagues..
Ma pièce de calibration est un remake du "thin wall" de thingiverse, d'une épaisseur de 0.6mm pour correspondre à ma buse.
Si ce n'est pas lié au filament j'imagine que c'est mécanique ou thermique, je suspecte les couplages hélicoïdaux en alu du Z ou les ressorts du plateau, à votre avis est-ce que ça pourrait venir de là?
Merci par avance,
Cordialement.
Edited 1 time(s). Last edit at 07/28/2015 05:44PM by thedarkkillerz.
|
Re: Défaut irrégulier July 28, 2015 05:43PM |
Registered: 8 years ago Posts: 103 |
Bonjour,
J'ai tenté de changer mes couplages hélicoidaux en alu du Z contre des couplages rigides trouvés sur thingiverse : [www.thingiverse.com]
Le problème de "vagues" semble parti, par contre j'ai des "lignes" régulières horizontales comme pour un problème de hauteur de couches.
Dans le firmware que m'a envoyé le vendeur, le DEFAULT_AXIS_STEPS_PER_UNIT pour le Z est réglé à 400*1.015, donc 406 pas.
Si je ne me trompe pas en faisant le calcul inverse ça me donne:
steps per unit = (nb steps by revolution * microstep) / screw pitch, donc
screw pitch = (nb steps by revolution * microstep) / steps per unit
(200*16) / 406 = 7,8817733990147783251231527093596 mm/tour
C'est pas des pouces ni du système acmé, j'ai donc tenté de le passer en 400 (pensant que c'était un ajustement) avec une hauteur de couche "idéale" mais sans succès.
J'ai également tenté une impression en 0.3941mm de hauteur pour correspondre à la valeur d'origine sans succès.
Je sèche..
J'ai tenté de changer mes couplages hélicoidaux en alu du Z contre des couplages rigides trouvés sur thingiverse : [www.thingiverse.com]
Le problème de "vagues" semble parti, par contre j'ai des "lignes" régulières horizontales comme pour un problème de hauteur de couches.
Dans le firmware que m'a envoyé le vendeur, le DEFAULT_AXIS_STEPS_PER_UNIT pour le Z est réglé à 400*1.015, donc 406 pas.
Si je ne me trompe pas en faisant le calcul inverse ça me donne:
steps per unit = (nb steps by revolution * microstep) / screw pitch, donc
screw pitch = (nb steps by revolution * microstep) / steps per unit
(200*16) / 406 = 7,8817733990147783251231527093596 mm/tour
C'est pas des pouces ni du système acmé, j'ai donc tenté de le passer en 400 (pensant que c'était un ajustement) avec une hauteur de couche "idéale" mais sans succès.
J'ai également tenté une impression en 0.3941mm de hauteur pour correspondre à la valeur d'origine sans succès.
Je sèche..
|
Re: Défaut irrégulier July 29, 2015 06:51AM |
Registered: 8 years ago Posts: 103 |
Je suis sûr que je vais encore tomber sur quelque chose qui déconne, cette imprimante me rend fou  ..
..
Mon plan d'action:
-J'ai commandé des tiges trapezoidales "normales" sur [www.reprap-france.com]
-Une fois montées, je change mon DEFAULT_AXIS_STEPS_PER_UNIT pour le Z :
steps per unit = (nb steps by revolution * microstep) / screw pitch, donc
(200 * 16) / 2 = 1600 pas par mm
-D'après le calculator [prusaprinters.org] , je dois utiliser une hauteur de couche de 0.3 ou 0.4mm, avec éventuellement du 0.1 mm en première couche pour absorber les défauts du plateau.
-Je modifie le GCode de démarrage pour couper brièvement les moteurs juste après le homing de la tête au démarrage de l'impression, comme ça mes moteurs retombent en pas complet (car j'ai cru comprendre que le microspas n'était pas fiable).
Est-ce que c'est cohérent pour obtenir un alignement parfait des couches?
Autre question, si je configure un Z théorique, est-ce que je dois ensuite ajuster sa valeur par la mesure comme pour le réglage du E? si oui, je suppose que la hauteur de couche "idéale" (qui tombe sur un multiple de pas complet) s'en trouve impactée?
Merci par avance,
Cordialement.
Edit: je sais que je pars dans tous les sens mais 4 posts d'affilé et pas de réponses, il y a quelqu'un??
Edited 1 time(s). Last edit at 07/29/2015 06:54AM by thedarkkillerz.
..Mon plan d'action:
-J'ai commandé des tiges trapezoidales "normales" sur [www.reprap-france.com]
-Une fois montées, je change mon DEFAULT_AXIS_STEPS_PER_UNIT pour le Z :
steps per unit = (nb steps by revolution * microstep) / screw pitch, donc
(200 * 16) / 2 = 1600 pas par mm
-D'après le calculator [prusaprinters.org] , je dois utiliser une hauteur de couche de 0.3 ou 0.4mm, avec éventuellement du 0.1 mm en première couche pour absorber les défauts du plateau.
-Je modifie le GCode de démarrage pour couper brièvement les moteurs juste après le homing de la tête au démarrage de l'impression, comme ça mes moteurs retombent en pas complet (car j'ai cru comprendre que le microspas n'était pas fiable).
Est-ce que c'est cohérent pour obtenir un alignement parfait des couches?
Autre question, si je configure un Z théorique, est-ce que je dois ensuite ajuster sa valeur par la mesure comme pour le réglage du E? si oui, je suppose que la hauteur de couche "idéale" (qui tombe sur un multiple de pas complet) s'en trouve impactée?
Merci par avance,
Cordialement.
Edit: je sais que je pars dans tous les sens mais 4 posts d'affilé et pas de réponses, il y a quelqu'un??
Edited 1 time(s). Last edit at 07/29/2015 06:54AM by thedarkkillerz.
|
Re: Défaut irrégulier July 29, 2015 02:46PM |
Registered: 8 years ago Posts: 26 |
|
Re: Défaut irrégulier July 29, 2015 03:50PM |
Registered: 8 years ago Posts: 26 |
Juste un truc que je me sens obligé de dire, car ton histoire m'a ramené à la mienne quelques années en arrière (Pas d'inquiétude, je vais pas raconter ma vie)
Pour faire simple, le mieux est l'ennemi du bien ou encore, il faut faire avec ce qu'on a.
J'ai dépensé un fric fou en upgrade & test en tout genre sur ma première imprimante, une i2 tout ca pour in fine, n'avoir toujours qu'une i2, fonctionnant peut etre un peu mieux mais avec un surcout disproportionné: à la fin, j'avais des roulements linéaires skf à 12€ pièce, extrudeur en métal, X-end en métal, tiges trapézoïdales en Z, moteur pas à pas trinamic, hot end micron, ... mais en passant par de nombreuses et couteuses étapes intermédiaires.
Le plus gros gain de qualité que j'ai eu l'a été en changeant de modèle, les nouveaux apportant de nombreuses améliorations (j'ai quand meme pu récup des pièces, mais bon, apportent elles vraiment un grand "plus" ?)
Sinon, je suis d'accord avec tes calculs, mais je ne m'amuserai pas à spéculer sur le résultat !
Edited 2 time(s). Last edit at 07/29/2015 04:09PM by Laurent04FR.
Pour faire simple, le mieux est l'ennemi du bien ou encore, il faut faire avec ce qu'on a.
J'ai dépensé un fric fou en upgrade & test en tout genre sur ma première imprimante, une i2 tout ca pour in fine, n'avoir toujours qu'une i2, fonctionnant peut etre un peu mieux mais avec un surcout disproportionné: à la fin, j'avais des roulements linéaires skf à 12€ pièce, extrudeur en métal, X-end en métal, tiges trapézoïdales en Z, moteur pas à pas trinamic, hot end micron, ... mais en passant par de nombreuses et couteuses étapes intermédiaires.
Le plus gros gain de qualité que j'ai eu l'a été en changeant de modèle, les nouveaux apportant de nombreuses améliorations (j'ai quand meme pu récup des pièces, mais bon, apportent elles vraiment un grand "plus" ?)
Sinon, je suis d'accord avec tes calculs, mais je ne m'amuserai pas à spéculer sur le résultat !
Edited 2 time(s). Last edit at 07/29/2015 04:09PM by Laurent04FR.
|
Re: Défaut irrégulier July 29, 2015 05:33PM |
Registered: 8 years ago Posts: 103 |
Bonsoir Laurent,
Merci pour ce retour d'expérience, quitte à avoir franchi le pas j'aimerais au moins que celle-ci puisse sortir des pièces décoratives, c'est pour ça que je m'acharne dessus
Malheureusement je n'ai pas de photos dans l'immédiat, mais pour décrire simplement le problème (enfin dans son dernier état), la partie "aléatoire" du problème ainsi que les vagues (wobble) sont réglés.
Il m'en reste un à résoudre qui est une couche qui diffère régulièrement en largeur/hauteur toutes les N couches, symptomatique d'un problème de hauteur de couche qui ne tombe pas sur un pas complet du moteur.
Aussi, j'essaie de comprendre si le réglage du Z du firmware est ce qu'il est:
-parce que la tige a effectivement un pas bizarre
-parce qu’il s'agit d'une tige à 4 filet de 8mm de pas, et que la valeur a été ajustée.
N'ayant trouvé aucune mention dans les tutoriaux francais et étrangers qui fait part d'un ajustement du Z sur une tige trapezoidale (après le calcul théorique), je me dis que ça doit être normal car mis à part la tolérance du fabricant, rien d'autre ne doit jouer.
Et donc si c'est pas possible de tomber sur un pas complet avec mes tiges actuelles autant en changer.
D'un autre côté, si je suis dans le second cas j'aurais probablement le même problème avec les nouvelles tiges (car ils sont en rupture de stock et vont m'envoyer du 8mm/tour en 4 filets à la place).Et dans ce cas je ne sais plus quoi faire..
Sur la(les) tiennes, as-tu utilisé la valeur théorique du pas de vis pour le réglage du Z ou l'as-tu ajusté ?
Merci par avance,
Cordialement.
Merci pour ce retour d'expérience, quitte à avoir franchi le pas j'aimerais au moins que celle-ci puisse sortir des pièces décoratives, c'est pour ça que je m'acharne dessus
Malheureusement je n'ai pas de photos dans l'immédiat, mais pour décrire simplement le problème (enfin dans son dernier état), la partie "aléatoire" du problème ainsi que les vagues (wobble) sont réglés.
Il m'en reste un à résoudre qui est une couche qui diffère régulièrement en largeur/hauteur toutes les N couches, symptomatique d'un problème de hauteur de couche qui ne tombe pas sur un pas complet du moteur.
Aussi, j'essaie de comprendre si le réglage du Z du firmware est ce qu'il est:
-parce que la tige a effectivement un pas bizarre
-parce qu’il s'agit d'une tige à 4 filet de 8mm de pas, et que la valeur a été ajustée.
N'ayant trouvé aucune mention dans les tutoriaux francais et étrangers qui fait part d'un ajustement du Z sur une tige trapezoidale (après le calcul théorique), je me dis que ça doit être normal car mis à part la tolérance du fabricant, rien d'autre ne doit jouer.
Et donc si c'est pas possible de tomber sur un pas complet avec mes tiges actuelles autant en changer.
D'un autre côté, si je suis dans le second cas j'aurais probablement le même problème avec les nouvelles tiges (car ils sont en rupture de stock et vont m'envoyer du 8mm/tour en 4 filets à la place).Et dans ce cas je ne sais plus quoi faire..
Sur la(les) tiennes, as-tu utilisé la valeur théorique du pas de vis pour le réglage du Z ou l'as-tu ajusté ?
Merci par avance,
Cordialement.
|
Re: Défaut irrégulier July 30, 2015 03:13AM |
Registered: 8 years ago Posts: 26 |
J'ai toujours utilisé la valeur théorique. Sur du M5 genre tige fileté de base achétée au mètre, a la limite, je peux comprendre l'application d'une correction, ce n'est pas fait pour etre précis.
Par contre sur un vis trapézoidale, je trouve que 1.5% de correction, ca serait énorme.
Sinon, quel est l'espacement entre tes "lignes"? Il est régulier ? As-tu essayer d'imprimer un cube tout simple genre 20x20 vide, sans bottom ni top avec 2 périmètres pour voir le résultat ? J'ai aussi remarqué sur certaines (pas toutes) de mes machines que si sur une pièce assez régulière j'active le random start pour les layers, les murs verticaux sont moins lisses.
Par contre sur un vis trapézoidale, je trouve que 1.5% de correction, ca serait énorme.
Sinon, quel est l'espacement entre tes "lignes"? Il est régulier ? As-tu essayer d'imprimer un cube tout simple genre 20x20 vide, sans bottom ni top avec 2 périmètres pour voir le résultat ? J'ai aussi remarqué sur certaines (pas toutes) de mes machines que si sur une pièce assez régulière j'active le random start pour les layers, les murs verticaux sont moins lisses.
|
Re: Défaut irrégulier July 30, 2015 03:25AM |
Registered: 9 years ago Posts: 257 |
D'après les calculs que tu fais, j'ai l'impression qu'il y a confusion. Je me demande même comment ça peut marcher 
En français, un pas c'est la distance parcourue par un écrou sur la tige quand tu fais une rotation. On traduit souvent le pas par "pitch" en anglais, mais ce terme correspond à la distance entre deux filets, et c'est donc faux si on a une vis qui a plusieurs filets. Le pas se traduit alors par "lead". On a la relation: nombre de filets x pitch = lead.
Dans ta formule, tu utilises le "pitch" de 2 au lieu du "lead" de 8... Comment fais tu?
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
En français, un pas c'est la distance parcourue par un écrou sur la tige quand tu fais une rotation. On traduit souvent le pas par "pitch" en anglais, mais ce terme correspond à la distance entre deux filets, et c'est donc faux si on a une vis qui a plusieurs filets. Le pas se traduit alors par "lead". On a la relation: nombre de filets x pitch = lead.
Dans ta formule, tu utilises le "pitch" de 2 au lieu du "lead" de 8... Comment fais tu?
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
|
Re: Défaut irrégulier July 30, 2015 03:40AM |
Registered: 8 years ago Posts: 103 |
Bonjour,
Merci d'avoir confirmé ce que je pensais.
A vue de nez ça apparaît tous les 5mm, c'est un peu moins visible sur une pièce complexe mais je teste mes réglages avec une pièce qui ne comporte que les 4 murs verticaux de 0.6mm d'épaisseur (correspondant à ma buse) sur 10cm de hauteur, c'est là que c'est le plus flagrant.
J'active généralement le random start pour les pièces complexes (ex: statuettes) car la première fois que j'ai imprimé la Venus elle a eu une césarienne je j'ai eu du mal à cacher au ponçage. pour les pièces mécaniques ou les tests je suis en "nearest".
Hier j'ai tenté de repasser en 400 (je me suis dit qu'ils ont ajustés à 406 pour compenser le E mal calibré) mais sans succès. j'ai comparé mon impression en ABS de chez E3D avec l'impression en Geetech, les défauts sont présents aux mêmes endroits, mais bizarrement ça se voit beaucoup moins sur le Geetech. J'ai tenté également d'envoyer un peu plus de "punch" sur le moteurs en augmentant les pololus, et inséré une coupure des moteurs entre chaque couche, rien n'y fait.
J'attends avec impatience les nouvelles tiges, j'espère que ça résoudra le problème. (je donnerais des nouvelles après les premiers tests)
Cordialement
Merci d'avoir confirmé ce que je pensais.
A vue de nez ça apparaît tous les 5mm, c'est un peu moins visible sur une pièce complexe mais je teste mes réglages avec une pièce qui ne comporte que les 4 murs verticaux de 0.6mm d'épaisseur (correspondant à ma buse) sur 10cm de hauteur, c'est là que c'est le plus flagrant.
J'active généralement le random start pour les pièces complexes (ex: statuettes) car la première fois que j'ai imprimé la Venus elle a eu une césarienne je j'ai eu du mal à cacher au ponçage. pour les pièces mécaniques ou les tests je suis en "nearest".
Hier j'ai tenté de repasser en 400 (je me suis dit qu'ils ont ajustés à 406 pour compenser le E mal calibré) mais sans succès. j'ai comparé mon impression en ABS de chez E3D avec l'impression en Geetech, les défauts sont présents aux mêmes endroits, mais bizarrement ça se voit beaucoup moins sur le Geetech. J'ai tenté également d'envoyer un peu plus de "punch" sur le moteurs en augmentant les pololus, et inséré une coupure des moteurs entre chaque couche, rien n'y fait.
J'attends avec impatience les nouvelles tiges, j'espère que ça résoudra le problème. (je donnerais des nouvelles après les premiers tests)
Cordialement
|
Re: Défaut irrégulier July 30, 2015 03:41AM |
Registered: 8 years ago Posts: 26 |
@kimented_
Si j'ai bien suivi, 8mm par tour, c'est ce qu'il devrait avoir avec sa tige trapeziodale actuelle (pas de 2mm, 4 départs), mais celle qu'il a commandée est une classique (je veux dire, pas multi start), avec un pas de 2 mm, donc 400 step/mm (avec un microstep de 1/16) pour l'actuelle, et 1600 pour la nouvelle
Edited 1 time(s). Last edit at 07/30/2015 03:44AM by Laurent04FR.
Si j'ai bien suivi, 8mm par tour, c'est ce qu'il devrait avoir avec sa tige trapeziodale actuelle (pas de 2mm, 4 départs), mais celle qu'il a commandée est une classique (je veux dire, pas multi start), avec un pas de 2 mm, donc 400 step/mm (avec un microstep de 1/16) pour l'actuelle, et 1600 pour la nouvelle
Edited 1 time(s). Last edit at 07/30/2015 03:44AM by Laurent04FR.
|
Re: Défaut irrégulier July 30, 2015 03:48AM |
Registered: 8 years ago Posts: 103 |
Bonjour Kimented,
Le 2 de la formule, c'était avant que l'on me dise qu'ils sont en rupture de stock en simple filet (2mm d'avance par rotation), et qu'on m'envoie à la place du 4 filet (8mm d'avance par rotation).
Avec du 8mm par rotation je tombe à 400 pas par mm, qui tombe à peu près avec le réglage d'usine de 406, d'où ma confusion.
Cordialement.
Le 2 de la formule, c'était avant que l'on me dise qu'ils sont en rupture de stock en simple filet (2mm d'avance par rotation), et qu'on m'envoie à la place du 4 filet (8mm d'avance par rotation).
Avec du 8mm par rotation je tombe à 400 pas par mm, qui tombe à peu près avec le réglage d'usine de 406, d'où ma confusion.
Cordialement.
|
Re: Défaut irrégulier July 30, 2015 04:05AM |
Registered: 8 years ago Posts: 26 |
Si c'était 4, à la place de 5, ca correspondrait à une ligne tous les demi-tours de moteur. Si tu commandes à ta machine un +100 sur Z, tu n'entends pas de bruits genre petit claquement suspect deux fois par tour de moteur ? (J'ai eu le soucis une fois avec une vis trop longue sur un coupleur qui touchait une autre pièce)
|
Re: Défaut irrégulier July 30, 2015 07:59AM |
Registered: 8 years ago Posts: 103 |
Re,
Non, pourtant je suis à l’affût du moindre problème lorsque ça imprime.. J'ai même installé un "led ring" pour surveiller au mieux l'impression en dessous.
Hier j'ai fait déplacer le Z sur toute la hauteur pour vérifier une éventuelle torsion des tiges, pas de bruits suspects, et l'autre extrémité de la tige est dans le vide.
J'ai posé la question à eMotion tech pour les tiges, voici leur réponse:
la tolérance sur nos tiges trapézoïdales est actuellement de H7 (50µ sur 30 cm).
Nous fournissons le firmware pré-configuré avec un pas par mm de 400, ce qui fonctionne relativement bien mais il peut en effet être intéressant de vérifier cette valeur.
50µ ça doit faire à la louche un micropas "d'erreur" de décalage sur 30cm, donc la valeur théorique doit suffire, donc j'ai bel et bien une tigede m**** à métrique impériale ou un truc du genre..
Cordialement
Non, pourtant je suis à l’affût du moindre problème lorsque ça imprime.. J'ai même installé un "led ring" pour surveiller au mieux l'impression en dessous.
Hier j'ai fait déplacer le Z sur toute la hauteur pour vérifier une éventuelle torsion des tiges, pas de bruits suspects, et l'autre extrémité de la tige est dans le vide.
J'ai posé la question à eMotion tech pour les tiges, voici leur réponse:
la tolérance sur nos tiges trapézoïdales est actuellement de H7 (50µ sur 30 cm).
Nous fournissons le firmware pré-configuré avec un pas par mm de 400, ce qui fonctionne relativement bien mais il peut en effet être intéressant de vérifier cette valeur.
50µ ça doit faire à la louche un micropas "d'erreur" de décalage sur 30cm, donc la valeur théorique doit suffire, donc j'ai bel et bien une tige
Cordialement
|
Re: Défaut irrégulier August 03, 2015 04:41PM |
Registered: 8 years ago Posts: 103 |
Hello,
J'ai reçu mes tiges "hautes précision", une fois montées, plus ou moins le même problème..
J'ai donc enchainé les séances de calibrages pour tenter de voir ce qui influait sur le problème et d'un coup ... plus de filament en sortie de buse..
J'ai vérifié si le filament n'était pas creusé par l'extrudeur, j'ai démonté l'extrudeur, nettoyé le direct drive, réglé le ressort, retenté et... l'extrudeur a bloqué..
Une section de mon filament E3D faisait 2mm au lieu d'1,75 , j'ai coupé la partie incriminée, poussé le filament pour voir la résistance et je trouve que ça résiste pas mal, je soupçonne la buse d'être obstruée.
Je me suis dit que ce genre de désagrément devrait être minimisé avec une buse plus grosse, j'ai donc monté ma buse d'1mm (c'était l'occasion de l'essayer), j'ai changé au passage le petit morceau de PTFE qui était "cuit" par mes essais à haute température.
J'ai retesté, défaut réduit mais toujours là.. j'ai retenté en jouant avec l'extrusion width jusqu'à ce que j'aie une révélation grâce à cet article: [www.extrudable.me]
en effet mes périmètres était à 120% et le plastique s'étalait comme il voulait, j'ai tout passé à 1mm, sauf les périmètres et solid infill à 0.9, d'après mes premiers tests ça a l'air d'avoir converti ma chinoise capricieuse en machine de guerre, et ça fait cracher ma buse vulcano!
La Vénus prends un peu moins de deux heures à imprimer au lieu de 6 précédemment, avec la même hauteur de couche..
J'attends la fin d'impression pour confirmer ou non que le problème est résolu.
Au passage, où puis-je trouver du tube PTFE comme dans le cold end? j'ai vu sur le net que du tube pour bowden..
Et comment déboucher/nettoyer une buse?
Merci.
Cordialement.
J'ai reçu mes tiges "hautes précision", une fois montées, plus ou moins le même problème..
J'ai donc enchainé les séances de calibrages pour tenter de voir ce qui influait sur le problème et d'un coup ... plus de filament en sortie de buse..
J'ai vérifié si le filament n'était pas creusé par l'extrudeur, j'ai démonté l'extrudeur, nettoyé le direct drive, réglé le ressort, retenté et... l'extrudeur a bloqué..
Une section de mon filament E3D faisait 2mm au lieu d'1,75 , j'ai coupé la partie incriminée, poussé le filament pour voir la résistance et je trouve que ça résiste pas mal, je soupçonne la buse d'être obstruée.
Je me suis dit que ce genre de désagrément devrait être minimisé avec une buse plus grosse, j'ai donc monté ma buse d'1mm (c'était l'occasion de l'essayer), j'ai changé au passage le petit morceau de PTFE qui était "cuit" par mes essais à haute température.
J'ai retesté, défaut réduit mais toujours là.. j'ai retenté en jouant avec l'extrusion width jusqu'à ce que j'aie une révélation grâce à cet article: [www.extrudable.me]
en effet mes périmètres était à 120% et le plastique s'étalait comme il voulait, j'ai tout passé à 1mm, sauf les périmètres et solid infill à 0.9, d'après mes premiers tests ça a l'air d'avoir converti ma chinoise capricieuse en machine de guerre, et ça fait cracher ma buse vulcano!
La Vénus prends un peu moins de deux heures à imprimer au lieu de 6 précédemment, avec la même hauteur de couche..
J'attends la fin d'impression pour confirmer ou non que le problème est résolu.
Au passage, où puis-je trouver du tube PTFE comme dans le cold end? j'ai vu sur le net que du tube pour bowden..
Et comment déboucher/nettoyer une buse?
Merci.
Cordialement.
|
Re: Défaut irrégulier August 04, 2015 02:13PM |
Registered: 8 years ago Posts: 26 |
Hello
2mm, c'est impressionnant, c'est hors tolérance je pense, je vais rester chez mon fournisseur.
De mémoire, avec ma V6, je n'avais que le PTFE du bowden livré avec, qu'il fallait par contre pousser à fond, donc le tube normal est ok je pense (faut pas se louper sur le matériau)
Débouchage de buse : tu la dévisses le nozzle (à chaud) puis si elle est bouchée par du pla, je le fait bruler, et si c'est de l'abs, bain d'acétone quelques heures. Attention, il faut garder le filetage super propre.
2mm, c'est impressionnant, c'est hors tolérance je pense, je vais rester chez mon fournisseur.
De mémoire, avec ma V6, je n'avais que le PTFE du bowden livré avec, qu'il fallait par contre pousser à fond, donc le tube normal est ok je pense (faut pas se louper sur le matériau)
Débouchage de buse : tu la dévisses le nozzle (à chaud) puis si elle est bouchée par du pla, je le fait bruler, et si c'est de l'abs, bain d'acétone quelques heures. Attention, il faut garder le filetage super propre.
|
Re: Défaut irrégulier September 26, 2015 04:18PM |
Registered: 8 years ago Posts: 103 |
Hello,
J'ai du nouveau!
Depuis que j'ai monté ma buse 1mm, j'ai pu observer les défauts en plus grand; en effet j'ai constaté que par moment l'ABS s'étalait aléatoirement avec une largeur de couche égale à la taille de buse.. J'en ai conclu que le débit n'était pas constant.
J'ai réglé la pression du ressort de l'extrudeur (j'ai remarqué que ça changeait sensiblement le débit), j'ai vérifié le bowden (j'ai coupé les morceau où les griffes des pneufits ont creusé le tube), et vu que le "PFTE liner" à la fâcheuse tendance à rétrécir avec la chaleur et à freiner le filament, j'ai opté pour un heatsink et un heatbreak E3DV6 conçus pour ne pas en utiliser. J'ai également débouché et remonté ma buse 0.6 mm, et rendu conique l'entrée du pneufit qui sort de l'extrudeur pour ne pas que ça accroche.
J'ai dû au passage revoir mon support de hotend qui n'était plus compatible, après quelques réglages....ALIGNEMENT PARFAIT! le débit est constant..
Seul bémol, une petite grosseur sur 20mm de long environ lors du passage des murs intermédiaire au mur extérieur, je soupçonne une mauvaise synchronisation d'accélération/jerk de l'extrudeur avec le xy mais j'ignore comment les ajuster.
Une idée?
Merci par avance,
Cordialement.
J'ai du nouveau!
Depuis que j'ai monté ma buse 1mm, j'ai pu observer les défauts en plus grand; en effet j'ai constaté que par moment l'ABS s'étalait aléatoirement avec une largeur de couche égale à la taille de buse.. J'en ai conclu que le débit n'était pas constant.
J'ai réglé la pression du ressort de l'extrudeur (j'ai remarqué que ça changeait sensiblement le débit), j'ai vérifié le bowden (j'ai coupé les morceau où les griffes des pneufits ont creusé le tube), et vu que le "PFTE liner" à la fâcheuse tendance à rétrécir avec la chaleur et à freiner le filament, j'ai opté pour un heatsink et un heatbreak E3DV6 conçus pour ne pas en utiliser. J'ai également débouché et remonté ma buse 0.6 mm, et rendu conique l'entrée du pneufit qui sort de l'extrudeur pour ne pas que ça accroche.
J'ai dû au passage revoir mon support de hotend qui n'était plus compatible, après quelques réglages....ALIGNEMENT PARFAIT! le débit est constant..
Seul bémol, une petite grosseur sur 20mm de long environ lors du passage des murs intermédiaire au mur extérieur, je soupçonne une mauvaise synchronisation d'accélération/jerk de l'extrudeur avec le xy mais j'ignore comment les ajuster.
Une idée?
Merci par avance,
Cordialement.
Sorry, only registered users may post in this forum.