Printing Upside Down to Eliminate Ooze
Posted by brnrd
|
Printing Upside Down to Eliminate Ooze February 17, 2011 09:16AM |
Registered: 13 years ago Posts: 1,780 |
So, retracting the filament stops ooze for a short time but gravity still takes effect and the molten plastic starts to flow. At least, with PLA that has been my experience. Perhaps it's better with ABS. I though about Adrian's experiment showing that you can run the Mendel upside down and wondered if that configuration could eliminate ooze combined with filament retraction. Has anyone run a more recent test?
|
Re: Printing Upside Down to Eliminate Ooze February 17, 2011 11:24AM |
Registered: 13 years ago Posts: 482 |
brnrd
I wonder, is your thermal break (PTFE) tight around your filament or is it something like 3.5mm?
I have been wondering about the ooze. It needs air to replace what is lost so that is easily provided if the fit is not tight. If you have a tight fit would it perhaps be difficult to replace the vaccum created by the oozing filament with air. I don't know, but I imagine that would certainly minimise the ooze.
With my recent extruder failures the cause has been bulging and backflow creeping up and forming a stiff plug at the entrance of the barrel (at the thermal break/barrel interface. This plug has been big enough (seen when I dismantled my extruder) to seal the entrance of the barrel.
I observed no ooze when this failure occured so I think it might have been the vaccum created by the plug forming that prevented the oozing.
I am all over with this post - hope you are following.
Anyway, if you have a hole in your thermal break that is much larger than your filament then printing upside down may result in the ooze running backwards into your thermal break, probably freezing before it drains all the way out but in that case you certainly want the inner diameter of your barrel to be the same as the inner diameter of your barrel... else you will get a blockage.
Hopefully you can make sence of my ramblings.
I wonder, is your thermal break (PTFE) tight around your filament or is it something like 3.5mm?
I have been wondering about the ooze. It needs air to replace what is lost so that is easily provided if the fit is not tight. If you have a tight fit would it perhaps be difficult to replace the vaccum created by the oozing filament with air. I don't know, but I imagine that would certainly minimise the ooze.
With my recent extruder failures the cause has been bulging and backflow creeping up and forming a stiff plug at the entrance of the barrel (at the thermal break/barrel interface. This plug has been big enough (seen when I dismantled my extruder) to seal the entrance of the barrel.
I observed no ooze when this failure occured so I think it might have been the vaccum created by the plug forming that prevented the oozing.
I am all over with this post - hope you are following.
Anyway, if you have a hole in your thermal break that is much larger than your filament then printing upside down may result in the ooze running backwards into your thermal break, probably freezing before it drains all the way out but in that case you certainly want the inner diameter of your barrel to be the same as the inner diameter of your barrel... else you will get a blockage.
Hopefully you can make sence of my ramblings.
|
Re: Printing Upside Down to Eliminate Ooze February 17, 2011 08:08PM |
Registered: 13 years ago Posts: 83 |
Short time ooze is due to melting chamber pressure, which is fixed by retracting.
"Long time" ooze is mostly due to volatile parts in the plastic, which evaporate in the melting chamber at extruding temperature. This is higly dependant on the plastic type and mixture/additives. I donn't know about PLA, but for ABS it's supplier dependant, and one of the reasons why commercial FDM ABS plastic is so expensive. Gravity plays a minor (if at all) part in oozing.
"Long time" ooze is mostly due to volatile parts in the plastic, which evaporate in the melting chamber at extruding temperature. This is higly dependant on the plastic type and mixture/additives. I donn't know about PLA, but for ABS it's supplier dependant, and one of the reasons why commercial FDM ABS plastic is so expensive. Gravity plays a minor (if at all) part in oozing.
|
Re: Printing Upside Down to Eliminate Ooze February 17, 2011 08:29PM |
Registered: 13 years ago Posts: 1,780 |
OK. So if Markus is right, it won't make a difference if you print upside down. Might be worth a short experiment to verify this at some point. Also, AgeingHippy doesn't have to worry about ooze running backward into the thermal break and his idea of making a tight seal in the thermal break would only work after the volatile components have all evaporated.
|
Re: Printing Upside Down to Eliminate Ooze February 18, 2011 01:24AM |
Registered: 13 years ago Posts: 486 |
|
Re: Printing Upside Down to Eliminate Ooze February 18, 2011 05:47AM |
Admin Registered: 17 years ago Posts: 7,879 |
I find retraction is sufficient to prevent ooze with PLA during the build. I only get it during warm up and the slow Z movement to the bed. It is caused by gravity. It just runs out of the nozzle like syrup but the rate is very low when the pressure is removed. It doesn't have time to ooze during fast XY moves. I also drop the temperature after the first layer so it is less liquid.
I don't see the necessity of turning the machine upside down. It may then run out the top of the extruder during warm up.
[www.hydraraptor.blogspot.com]
I don't see the necessity of turning the machine upside down. It may then run out the top of the extruder during warm up.
[www.hydraraptor.blogspot.com]
|
Re: Printing Upside Down to Eliminate Ooze February 18, 2011 06:34AM |
Registered: 13 years ago Posts: 1,780 |
Nophead:
Thanks, that's good to know. I'll try lowering the tip temperature. I'm using white PLA 4043D from Ultimaker and I have it set to a constant 205 now. My heated glass bed is set to 55 and I extrude the first layer at half the feed and flow rate. Since I'm not sure if my thermistor table is correct, I probably should go through the trouble of calibrating against a thermocouple to get the correct beta. What temperature would be good for the first layer and then for the rest of the build?
I found your other post.
> The PLA I got from Makerbot needs higher temperatures than the PLA I got from Vik Olliver.
> For Vik's I used: >PLA.first_outline_temp = 210 PLA.first_layer_temp = 190 PLA.layer_temp = 190
> For Makebot's I use: >PLA.first_outline_temp = 240 PLA.first_layer_temp = 220 PLA.layer_temp = 220
> I am currently using a bed temperature > of 55C and PET tape. Glass is better but I only make Prusa b
> ...
Makerbot also sells PLA 4043D. I guess my thermistor is really way off. I should be at 240 for the first layer an 220 for the rest.
Edited 2 time(s). Last edit at 02/18/2011 06:56AM by brnrd.
Thanks, that's good to know. I'll try lowering the tip temperature. I'm using white PLA 4043D from Ultimaker and I have it set to a constant 205 now. My heated glass bed is set to 55 and I extrude the first layer at half the feed and flow rate. Since I'm not sure if my thermistor table is correct, I probably should go through the trouble of calibrating against a thermocouple to get the correct beta. What temperature would be good for the first layer and then for the rest of the build?
I found your other post.
> The PLA I got from Makerbot needs higher temperatures than the PLA I got from Vik Olliver.
> For Vik's I used: >PLA.first_outline_temp = 210 PLA.first_layer_temp = 190 PLA.layer_temp = 190
> For Makebot's I use: >PLA.first_outline_temp = 240 PLA.first_layer_temp = 220 PLA.layer_temp = 220
> I am currently using a bed temperature > of 55C and PET tape. Glass is better but I only make Prusa b
> ...
Makerbot also sells PLA 4043D. I guess my thermistor is really way off. I should be at 240 for the first layer an 220 for the rest.
Edited 2 time(s). Last edit at 02/18/2011 06:56AM by brnrd.
|
Re: Printing Upside Down to Eliminate Ooze February 18, 2011 06:44AM |
Registered: 14 years ago Posts: 3,742 |
I print my 4043D PLA at:
First layer: 220° C
Other layers: 210° C
but I don't know how well calibrated my thermistor is...
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
First layer: 220° C
Other layers: 210° C
but I don't know how well calibrated my thermistor is...
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Printing Upside Down to Eliminate Ooze February 19, 2011 12:22AM |
Registered: 13 years ago Posts: 1,780 |
Today, I calibrated my thermistor by taking the filament out and inserting a thermocouple in its place. I connected the heater to a variable DC supply and I and measured the resistance of the thermistor at several temperatures up to around 260C. I then fitted the R vs T curve to the thermistor equation (BTW, the equation in the reprap wiki on thermistors is has an error) and used the R0 and beta to generate a temperature table for the firmware. I had to limit the data points between 150 and 260 C to get the set point to agree with thermocouple reading.
Anyway, after all that work, I'm still unable to stop ooze between 200 and 220C. I notice a wide oscillation of the temperature by +/- 5 C or so. Is this to normal behavior? For some unknown reason, the tip overheated when I tried setting it to 240C.
When I set the retraction and the restart extra distances equal to each other (36 to 100) as Nophead suggested, there is too much flow at the beginning of each line. The only way to prevent it is to set the restart extra distance to a low number like 2. But in this case, there is noticeable thinning of the extruded filament. Also, to minimize the shprt term ooze, I have to go to a large retract distance of 70 and above.
At this point, I'm wondering if I should change my hot end. I also suspect a possible bad connection or short in the thermistor. I'm going to look carefully Nophead's blog to see what he's using. Any other suggestions?
Anyway, after all that work, I'm still unable to stop ooze between 200 and 220C. I notice a wide oscillation of the temperature by +/- 5 C or so. Is this to normal behavior? For some unknown reason, the tip overheated when I tried setting it to 240C.
When I set the retraction and the restart extra distances equal to each other (36 to 100) as Nophead suggested, there is too much flow at the beginning of each line. The only way to prevent it is to set the restart extra distance to a low number like 2. But in this case, there is noticeable thinning of the extruded filament. Also, to minimize the shprt term ooze, I have to go to a large retract distance of 70 and above.
At this point, I'm wondering if I should change my hot end. I also suspect a possible bad connection or short in the thermistor. I'm going to look carefully Nophead's blog to see what he's using. Any other suggestions?
|
Re: Printing Upside Down to Eliminate Ooze February 19, 2011 12:57AM |
Admin Registered: 15 years ago Posts: 1,470 |
Not sure where your issue is. I use a very short heater barrel (36 mm) and am able to pretty much completely eliminate ooze. I use a retract distance of 36 mm and 0 restart extra distance. Over moves of less than a few cm I get zero ooze, and only a tiny bit beyond that. I'm printing 4042 PLA at 175 C. The +/- 5 C oscillation is normal when not using a PID controlled heater, I get the same thing. It doesn't seem to affect print quality at all.
|
Help improve the RepRap wiki!
Just click "Edit" in the top-right corner of the page and start typing. Anyone can edit the wiki! |
|
Re: Printing Upside Down to Eliminate Ooze February 20, 2011 09:49AM |
Registered: 13 years ago Posts: 1,780 |
I think I figured out what the problem is. With Adrian's geared extruder, there is little ventilation under the carriage for heat to dissipate. In fact, there's a nice cavity below the cold and hot end for hot air to rise and stay a while. This heats up the thermal break and probably the cold end as well above the glass transition temperature of PLA. The soft filament probably doesn't retract as well.
Yesterday, when I first turned the heater on to a set point of 240C, I did an extrude and retract test in air by sending the following Gcodes to the printer:
G92 E0
G1 F960.0
G1 E250.0
G1 F18000.0
G1 E214.0
It worked like a charm! No ooze. After a few minutes, it started oozing again and it got worse with time.
I then grabbed a tygon tubing, connected it to the compressed air line (I was in a lab ) and inserted it in one of the gaps on the side of the x-carriage to direct the air into the thermal break. I blew air and repeated the test. After a while, the retract stopped the ooze again! I printed the hexagon example in replicatorg with a restart of 0 and it printed without any ooze!
) and inserted it in one of the gaps on the side of the x-carriage to direct the air into the thermal break. I blew air and repeated the test. After a while, the retract stopped the ooze again! I printed the hexagon example in replicatorg with a restart of 0 and it printed without any ooze!
Now, I just have to figure out how to cool the extruder without using the compressed air. It's very noisy.
I think Nophead is using Wade's extruder which leaves more room for the heat to vent. It might be easier to switch to this but I think the z-height is lower with this design. With Adrian's, I can build parts up to 120 mm high if I stay away from the side frame rods. The numbers people have quoted for Wade's design is less.
Edited 1 time(s). Last edit at 02/20/2011 09:50AM by brnrd.
Yesterday, when I first turned the heater on to a set point of 240C, I did an extrude and retract test in air by sending the following Gcodes to the printer:
G92 E0
G1 F960.0
G1 E250.0
G1 F18000.0
G1 E214.0
It worked like a charm! No ooze. After a few minutes, it started oozing again and it got worse with time.
I then grabbed a tygon tubing, connected it to the compressed air line (I was in a lab
) and inserted it in one of the gaps on the side of the x-carriage to direct the air into the thermal break. I blew air and repeated the test. After a while, the retract stopped the ooze again! I printed the hexagon example in replicatorg with a restart of 0 and it printed without any ooze!Now, I just have to figure out how to cool the extruder without using the compressed air. It's very noisy.
I think Nophead is using Wade's extruder which leaves more room for the heat to vent. It might be easier to switch to this but I think the z-height is lower with this design. With Adrian's, I can build parts up to 120 mm high if I stay away from the side frame rods. The numbers people have quoted for Wade's design is less.
Edited 1 time(s). Last edit at 02/20/2011 09:50AM by brnrd.
|
Re: Printing Upside Down to Eliminate Ooze February 20, 2011 09:51AM |
Registered: 13 years ago Posts: 1,780 |
NewPerfection Wrote:
-------------------------------------------------------
> and only a tiny bit beyond that. I'm printing
> 4042 PLA at 175 C. The +/- 5 C oscillation is
> normal when not using a PID controlled heater, I
> get the same thing. It doesn't seem to affect
> print quality at all.
I'm using the reprap firmware and according to the code, it is using PID to control the tip.
-------------------------------------------------------
> and only a tiny bit beyond that. I'm printing
> 4042 PLA at 175 C. The +/- 5 C oscillation is
> normal when not using a PID controlled heater, I
> get the same thing. It doesn't seem to affect
> print quality at all.
I'm using the reprap firmware and according to the code, it is using PID to control the tip.
|
Re: Printing Upside Down to Eliminate Ooze February 20, 2011 10:20AM |
Admin Registered: 15 years ago Posts: 1,470 |
Maybe the PID parameters just need adjusted then.
I use a 40mm fan to cool the thermal break of my extruder and keep heat from warming up the filament feed. It works quite well. I just hook it up directly to the power supply so it's always on. Need to make sure your hot end is insulated though so you don't cool it off.
I use a 40mm fan to cool the thermal break of my extruder and keep heat from warming up the filament feed. It works quite well. I just hook it up directly to the power supply so it's always on. Need to make sure your hot end is insulated though so you don't cool it off.
|
Help improve the RepRap wiki!
Just click "Edit" in the top-right corner of the page and start typing. Anyone can edit the wiki! |
|
Re: Printing Upside Down to Eliminate Ooze March 01, 2011 04:48AM |
Registered: 13 years ago Posts: 11 |
Markus Amsler Wrote:
-------------------------------------------------------
> Short time ooze is due to melting chamber
> pressure, which is fixed by retracting.
>
> "Long time" ooze is mostly due to volatile parts
> in the plastic, which evaporate in the melting
> chamber at extruding temperature. This is higly
> dependant on the plastic type and
> mixture/additives. I donn't know about PLA, but
> for ABS it's supplier dependant, and one of the
> reasons why commercial FDM ABS plastic is so
> expensive. Gravity plays a minor (if at all) part
> in oozing.
What skeinforge setting/plugin do you use to retract the filament when not extruding?
-------------------------------------------------------
> Short time ooze is due to melting chamber
> pressure, which is fixed by retracting.
>
> "Long time" ooze is mostly due to volatile parts
> in the plastic, which evaporate in the melting
> chamber at extruding temperature. This is higly
> dependant on the plastic type and
> mixture/additives. I donn't know about PLA, but
> for ABS it's supplier dependant, and one of the
> reasons why commercial FDM ABS plastic is so
> expensive. Gravity plays a minor (if at all) part
> in oozing.
What skeinforge setting/plugin do you use to retract the filament when not extruding?
|
Re: Printing Upside Down to Eliminate Ooze March 01, 2011 05:00AM |
Registered: 14 years ago Posts: 3,742 |

{kind=link}
{kind=link}
|
Re: Printing Upside Down to Eliminate Ooze March 01, 2011 05:09AM |
Registered: 13 years ago Posts: 11 |
|
Re: Printing Upside Down to Eliminate Ooze March 01, 2011 05:13AM |
Registered: 14 years ago Posts: 3,742 |
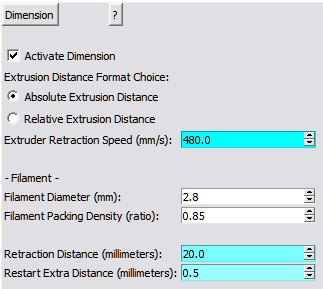
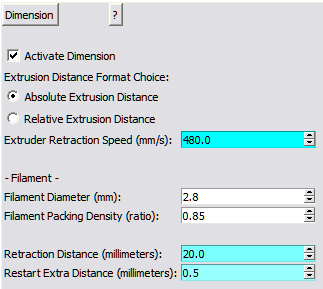
You should probably set the Restart Extra Distance (millimeters) to 0.0 initially.
That is the ideal setting.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
That is the ideal setting.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Printing Upside Down to Eliminate Ooze March 02, 2011 07:05PM |
Registered: 14 years ago Posts: 1,092 |
rhmorrison: Can you add those details to the Skeinforge Troubleshooting Tips section on the Wiki?
Note: There have been some changes to Skeinforge 40 that I'm hoping to get up there at some stage. If someone wants to beat me to it, that'd be good too!
Note: There have been some changes to Skeinforge 40 that I'm hoping to get up there at some stage. If someone wants to beat me to it, that'd be good too!
Sorry, only registered users may post in this forum.