Extruding Nylon
Posted by galaxyman7
|
Extruding Nylon January 13, 2011 06:38PM |
Registered: 14 years ago Posts: 198 |
Hey, I have been working on extruding nylon. It is readily available as both fishing line and weed trimmer line. The cost is much lower than ABS, around $3 a pound here:
[www.amazon.com]
Nylon melts at around the same temperature of ABS, so no changes of the extruder would be necessary. Nylon is a very useful plastic, since it has low friction and very low wear. This means it is good for gears, bushings, and any other part that undergoes a lot of friction.
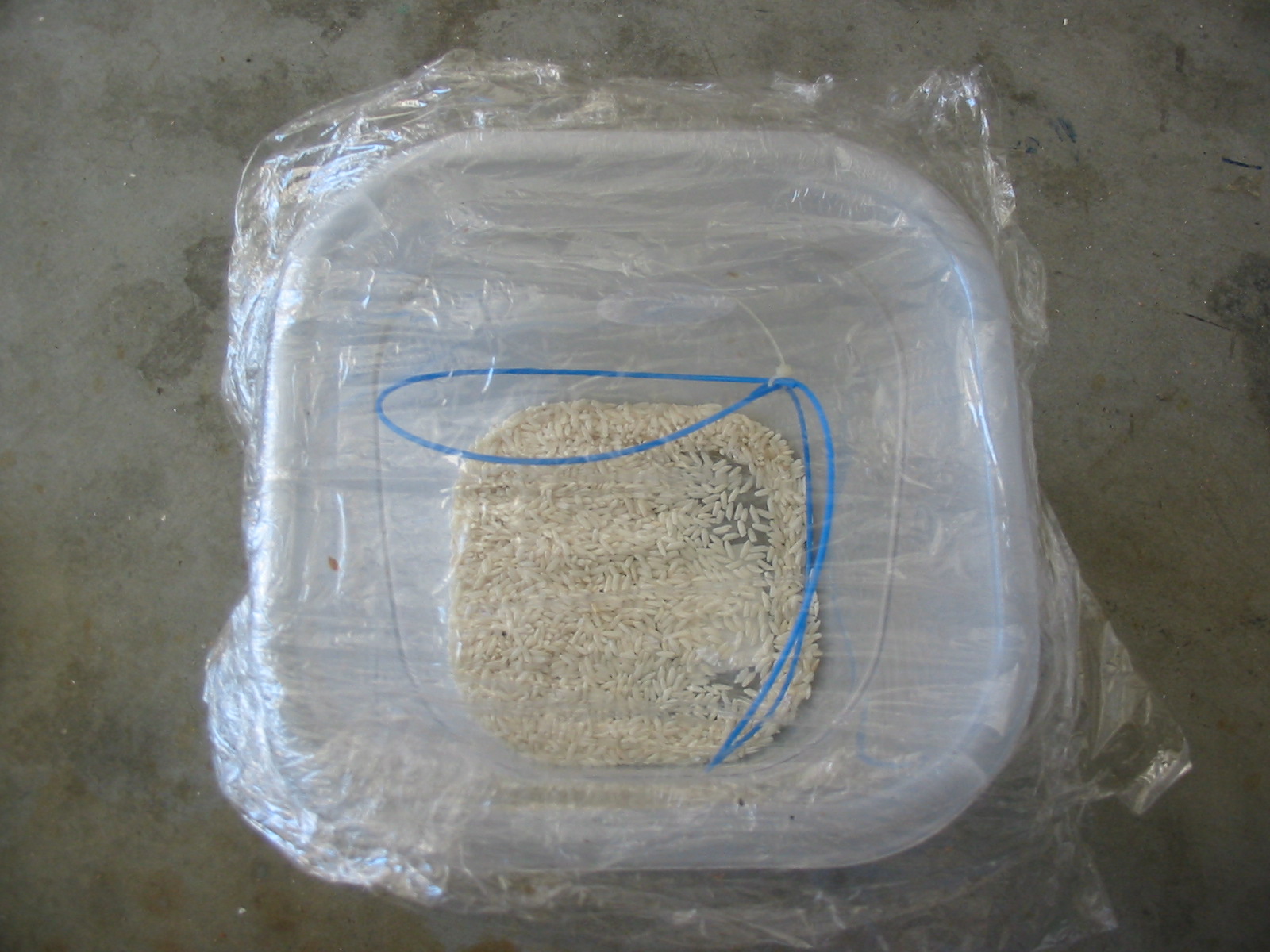
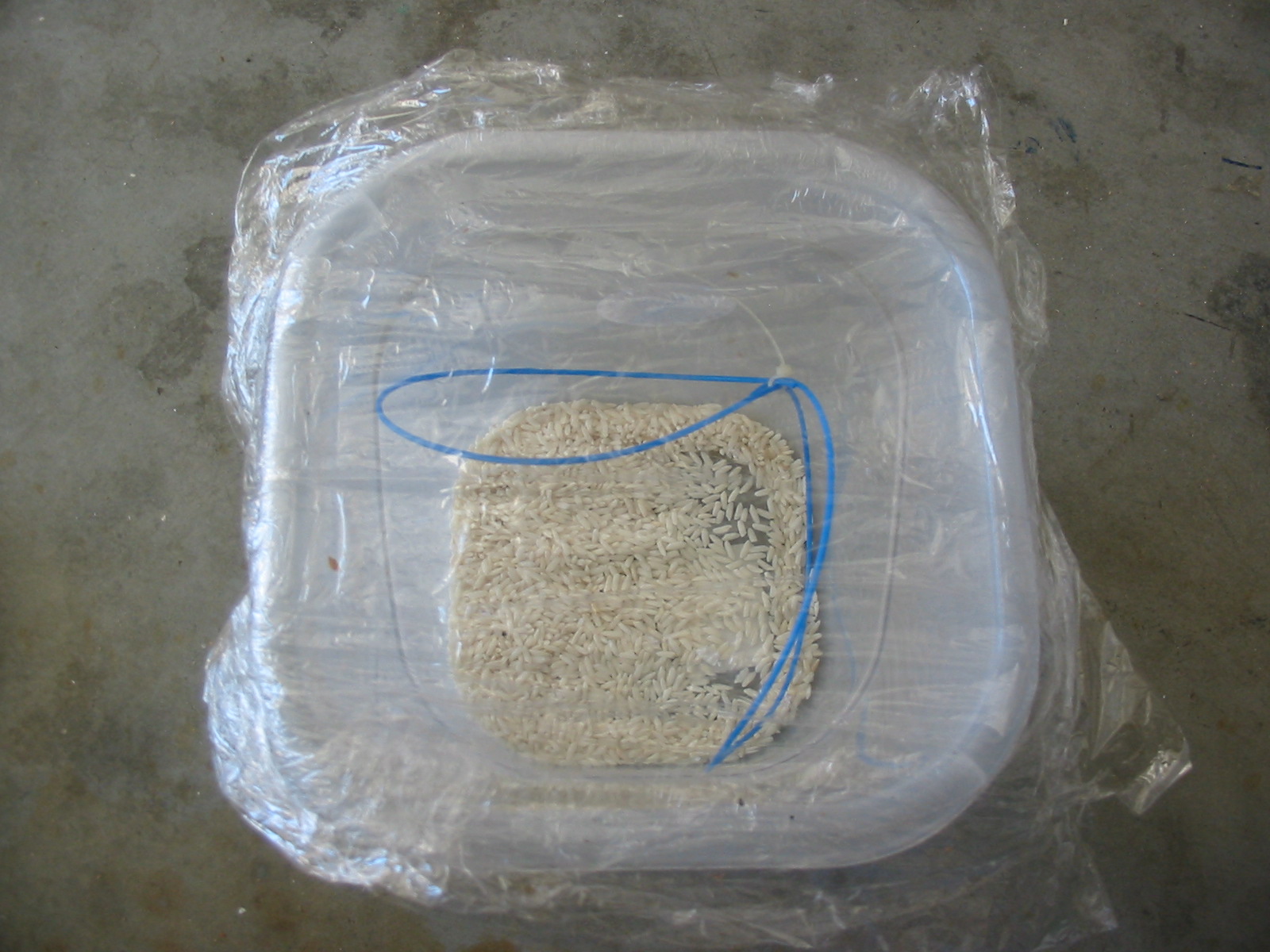
The problem is that Nylon absorbs moisture. When you extrude it, bubbles form in the plastic. I have researched ways to get rid of the moisture, and on google books I found that Nylon needs to be heated in an oven at 180 F for 10 hours before it can be extruded. Since none of us want to leave our oven on for 10 hours, I thought about using a blow dryer to dry the plastic. I measured the temperature of the air coming out of the hair dryer, and it seems to be in the correct temperature range, around 190 F. I have bought a plastic container, cut a hole in the lid for a blow dryer, and a few other vent holes for air flow. Then I stuck the plastic line in, and some rice to suck up moisture. I closed the top, and stuck the hair dryer in. It works very well, and does not melt the plastic container or the nylon. I am leaving soon though, so I don't have time to leave it on for 10 hours. When I come back, I will try it. I will heat up a nozzle and push some through to see if it will bubble anymore. If that works, I will ship some to you guys so you can try it out on your repraps. My trimmer line is 1.7 mm diameter, so it should work fine with the 1.75mm extruders.
[www.amazon.com]
Nylon melts at around the same temperature of ABS, so no changes of the extruder would be necessary. Nylon is a very useful plastic, since it has low friction and very low wear. This means it is good for gears, bushings, and any other part that undergoes a lot of friction.
The problem is that Nylon absorbs moisture. When you extrude it, bubbles form in the plastic. I have researched ways to get rid of the moisture, and on google books I found that Nylon needs to be heated in an oven at 180 F for 10 hours before it can be extruded. Since none of us want to leave our oven on for 10 hours, I thought about using a blow dryer to dry the plastic. I measured the temperature of the air coming out of the hair dryer, and it seems to be in the correct temperature range, around 190 F. I have bought a plastic container, cut a hole in the lid for a blow dryer, and a few other vent holes for air flow. Then I stuck the plastic line in, and some rice to suck up moisture. I closed the top, and stuck the hair dryer in. It works very well, and does not melt the plastic container or the nylon. I am leaving soon though, so I don't have time to leave it on for 10 hours. When I come back, I will try it. I will heat up a nozzle and push some through to see if it will bubble anymore. If that works, I will ship some to you guys so you can try it out on your repraps. My trimmer line is 1.7 mm diameter, so it should work fine with the 1.75mm extruders.
|
Re: Extruding Nylon January 14, 2011 04:41AM |
Registered: 13 years ago Posts: 65 |
|
Re: Extruding Nylon January 14, 2011 06:21AM |
Registered: 13 years ago Posts: 1,797 |
I tried extruding nylon (polyamide) a while back, it works for short runs, but i had issues with the bubbles in the plastic showing up. it is good to know that 10hrs curing in high temp would reduce the moisture level.
the other thing that kinda turned me off to it was the fact that it released cyanide hydroxide just a little bit above melting temp. Think it is around 10deg c above. Can't find my data to back that up, but you might want to look around a bit.
here is a table of different types of nylon
[www.ides.com]
also there have been successes at laser sinistering nylon
the other thing that kinda turned me off to it was the fact that it released cyanide hydroxide just a little bit above melting temp. Think it is around 10deg c above. Can't find my data to back that up, but you might want to look around a bit.
here is a table of different types of nylon
[www.ides.com]
also there have been successes at laser sinistering nylon
|
Re: Extruding Nylon January 15, 2011 05:39PM |
Registered: 13 years ago Posts: 188 |
Tramagust Wrote:
-------------------------------------------------------
> Warning! All previous experiments have left the
> extruders blocked with nylon that had to be
> drilled out! There's a very real chance you'll
> ruin your extruder.
It did jam my extruder, but I didn't have to drill it out. Just run ABS behind it and you should eventually get the nylon pushed out.
-------------------------------------------------------
> Warning! All previous experiments have left the
> extruders blocked with nylon that had to be
> drilled out! There's a very real chance you'll
> ruin your extruder.
It did jam my extruder, but I didn't have to drill it out. Just run ABS behind it and you should eventually get the nylon pushed out.
|
Re: Extruding Nylon January 16, 2011 05:49PM |
Registered: 14 years ago Posts: 198 |
I'll do some more research on how to extrude nylon. I did look through a google book, and it said nothing about toxic fumes or plugging. It did say that if the nylon had too much moisture it would react with the plastic when heated and create bubbles. I think the bubbles are not actually steam, but the cyanide hydroxide, and the plug is the left over products. If this is the problem, then drying it should make it both safe and easy to extrude. If you want to research it, just search for "extrude nylon" on google books. They have a lot of good information on the subject. Actually, you can find tons of info on extruding all the other plastics too.
|
Re: Extruding Nylon January 16, 2011 07:04PM |
Registered: 14 years ago Posts: 198 |
|
Re: Extruding Nylon January 17, 2011 02:24AM |
Registered: 13 years ago Posts: 65 |

|
Re: Extruding Nylon January 18, 2011 04:33PM |
galaxyman7 Wrote:
-------------------------------------------------------
> Here is the book on extruding all the different
> kinds of plastics:
> [books.google.com]
> A211&dq=extrusion+of+nylon&hl=en&ei=3eUsTdicDo3GsA
> ON7fyZBg&sa=X&oi=book_result&ct=result&resnum=3&ve
> d=0CDgQ6AEwAg#v=onepage&q=extrusion%20of%20nylon&f
> =false
This book is currently posted on usenet forum, alt.binaries.e-book.technical, if anyone is interested.
-------------------------------------------------------
> Here is the book on extruding all the different
> kinds of plastics:
> [books.google.com]
> A211&dq=extrusion+of+nylon&hl=en&ei=3eUsTdicDo3GsA
> ON7fyZBg&sa=X&oi=book_result&ct=result&resnum=3&ve
> d=0CDgQ6AEwAg#v=onepage&q=extrusion%20of%20nylon&f
> =false
This book is currently posted on usenet forum, alt.binaries.e-book.technical, if anyone is interested.
|
Re: Extruding Nylon January 18, 2011 05:52PM |
Registered: 14 years ago Posts: 198 |
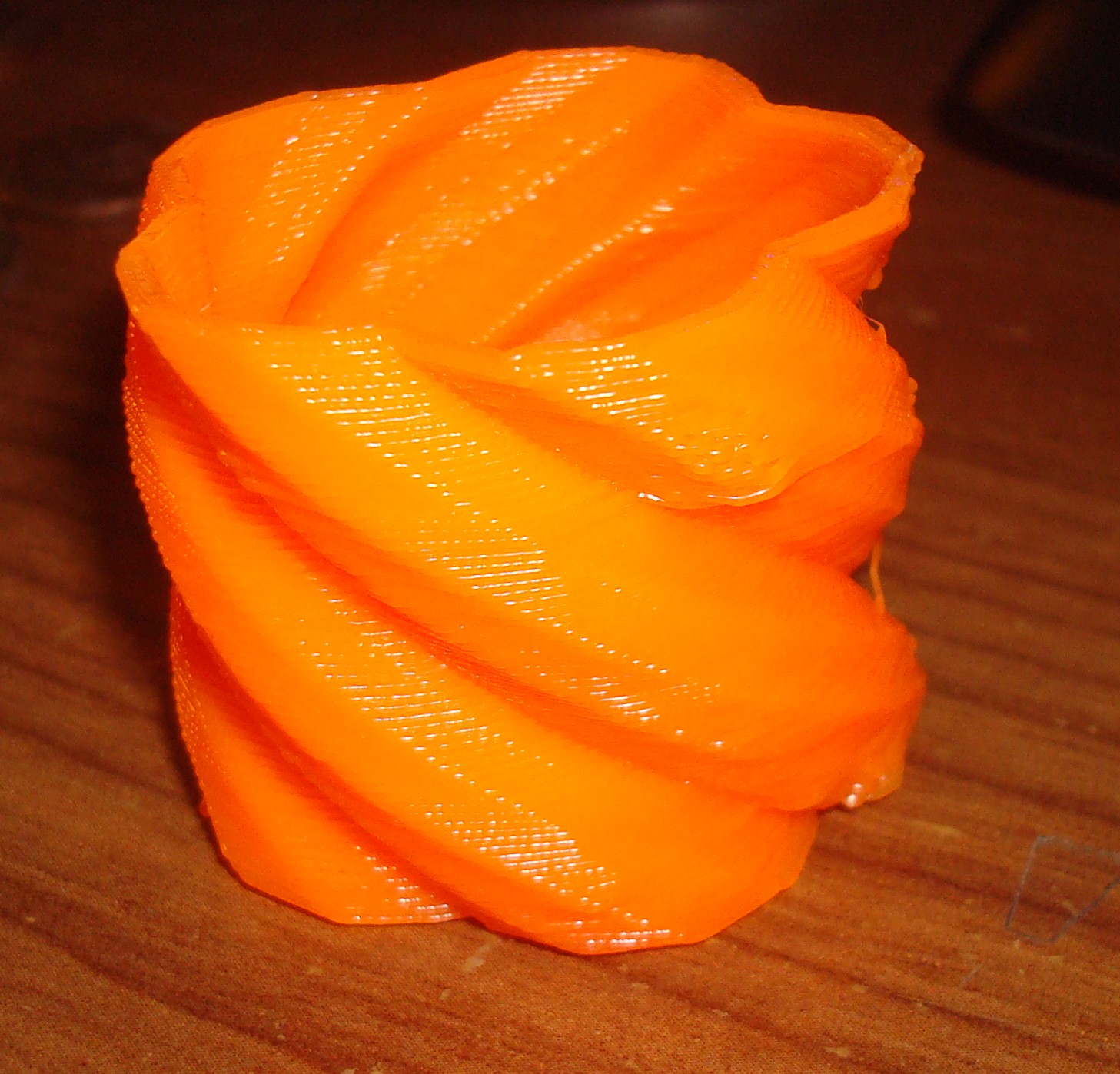
Well I have exciting news. It worked! I dried the nylon for about 5-6 hours in the tupperware, and when I took it out, it was much stiffer than the original nylon, due to lower moisture content (water acts as a plasticizer). I pushed it through a hot nozzle, and it came out with absolutely no bubbles! There is no discoloration, and it comes out smoothly. I have a feeling that it won't clog the nozzle anymore either. I have attached some pictures of the drying set up. In the picture with the blow dryer, ignore the plastic wrap that covers the container. I only have it there so that it won't dry out when I'm not running it. I will post instructions for this set up on the wiki, even though it is pretty simple. I will also post some more pictures of it being extruded on the wiki.
[reprap.org]
Now does anyone want a sample of the dried nylon? I only did a few feet, so each person can get about 9 inches. I think it would be enough to test it though. Also, when you get it, make sure to keep it sealed until you use it, because it will start absorbing moisture after a little while. It is 1.7mm diameter, so make sure you have the right extruder. Please only take a sample if you have a working reprap/repstrap.
Edited 2 time(s). Last edit at 01/18/2011 06:30PM by galaxyman7.
[reprap.org]
Now does anyone want a sample of the dried nylon? I only did a few feet, so each person can get about 9 inches. I think it would be enough to test it though. Also, when you get it, make sure to keep it sealed until you use it, because it will start absorbing moisture after a little while. It is 1.7mm diameter, so make sure you have the right extruder. Please only take a sample if you have a working reprap/repstrap.
Edited 2 time(s). Last edit at 01/18/2011 06:30PM by galaxyman7.
|
Re: Extruding Nylon January 18, 2011 07:44PM |
Registered: 13 years ago Posts: 167 |
|
Re: Extruding Nylon January 18, 2011 08:23PM |
Registered: 14 years ago Posts: 198 |
|
Re: Extruding Nylon January 18, 2011 11:41PM |
Registered: 13 years ago Posts: 65 |
Is there a risk of the nylon attracting more water after drying?
This cheaply available nylon might just open the doors to more widely used 1.75mm filament and, consequently, 0.35mm orifices. This is one step closer to producing better quality objects!
Edited 1 time(s). Last edit at 01/18/2011 11:44PM by An Original Name.
This cheaply available nylon might just open the doors to more widely used 1.75mm filament and, consequently, 0.35mm orifices. This is one step closer to producing better quality objects!
Edited 1 time(s). Last edit at 01/18/2011 11:44PM by An Original Name.
|
Re: Extruding Nylon January 19, 2011 12:00AM |
Registered: 13 years ago Posts: 486 |
|
Re: Extruding Nylon January 19, 2011 12:58AM |
Registered: 14 years ago Posts: 198 |
|
Re: Extruding Nylon January 19, 2011 01:07PM |
Registered: 13 years ago Posts: 96 |
|
Re: Extruding Nylon January 21, 2011 08:18PM |
Registered: 14 years ago Posts: 198 |
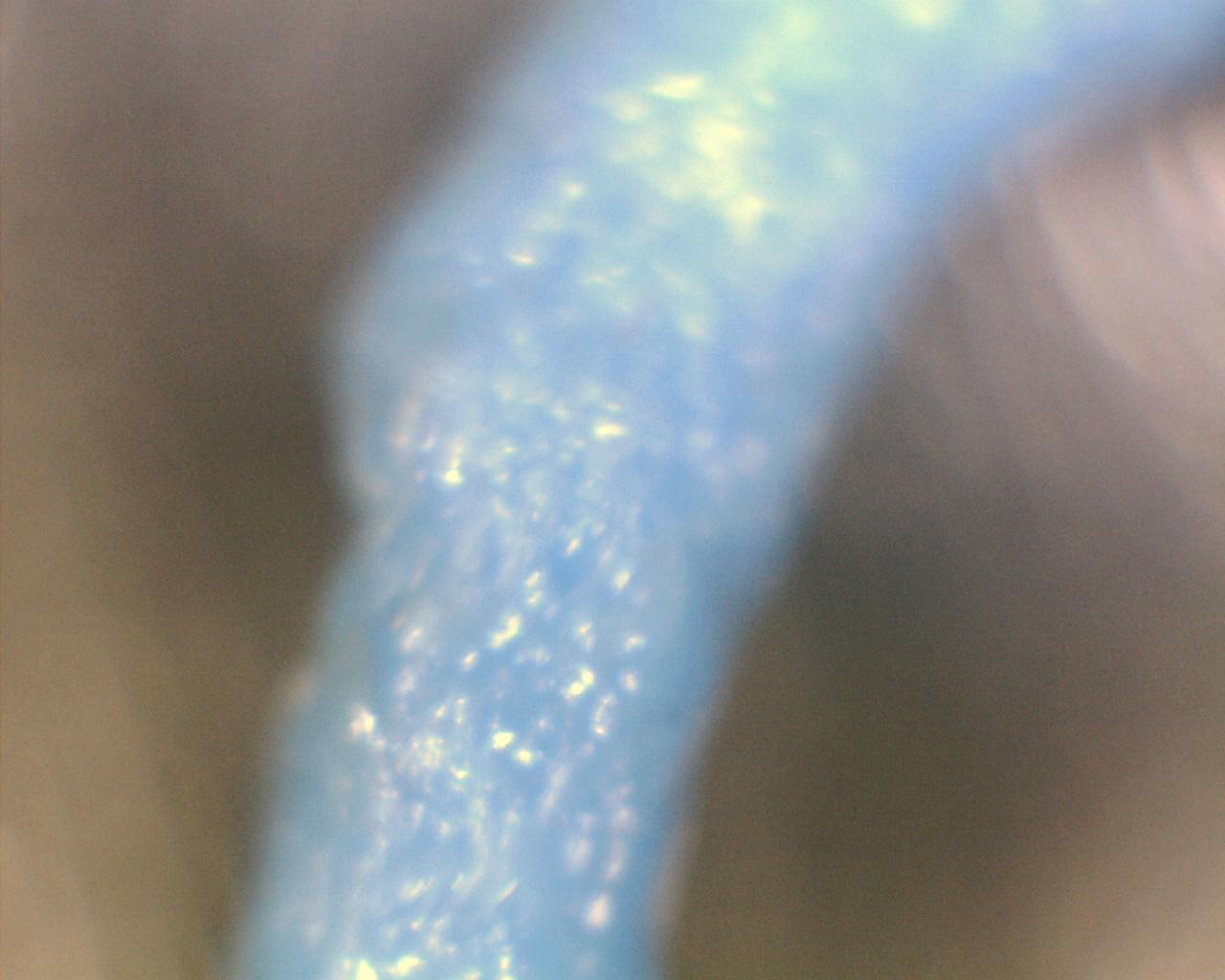
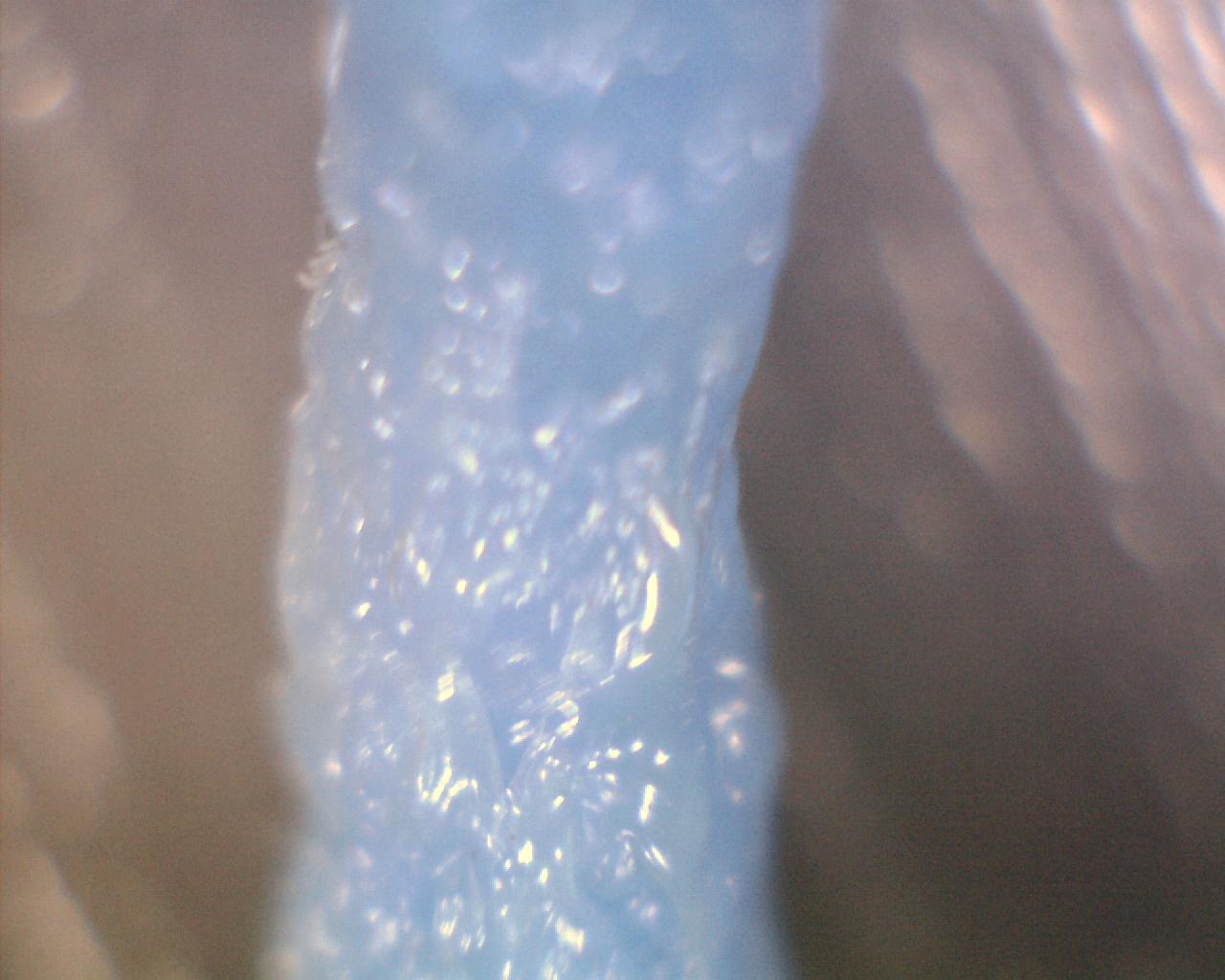
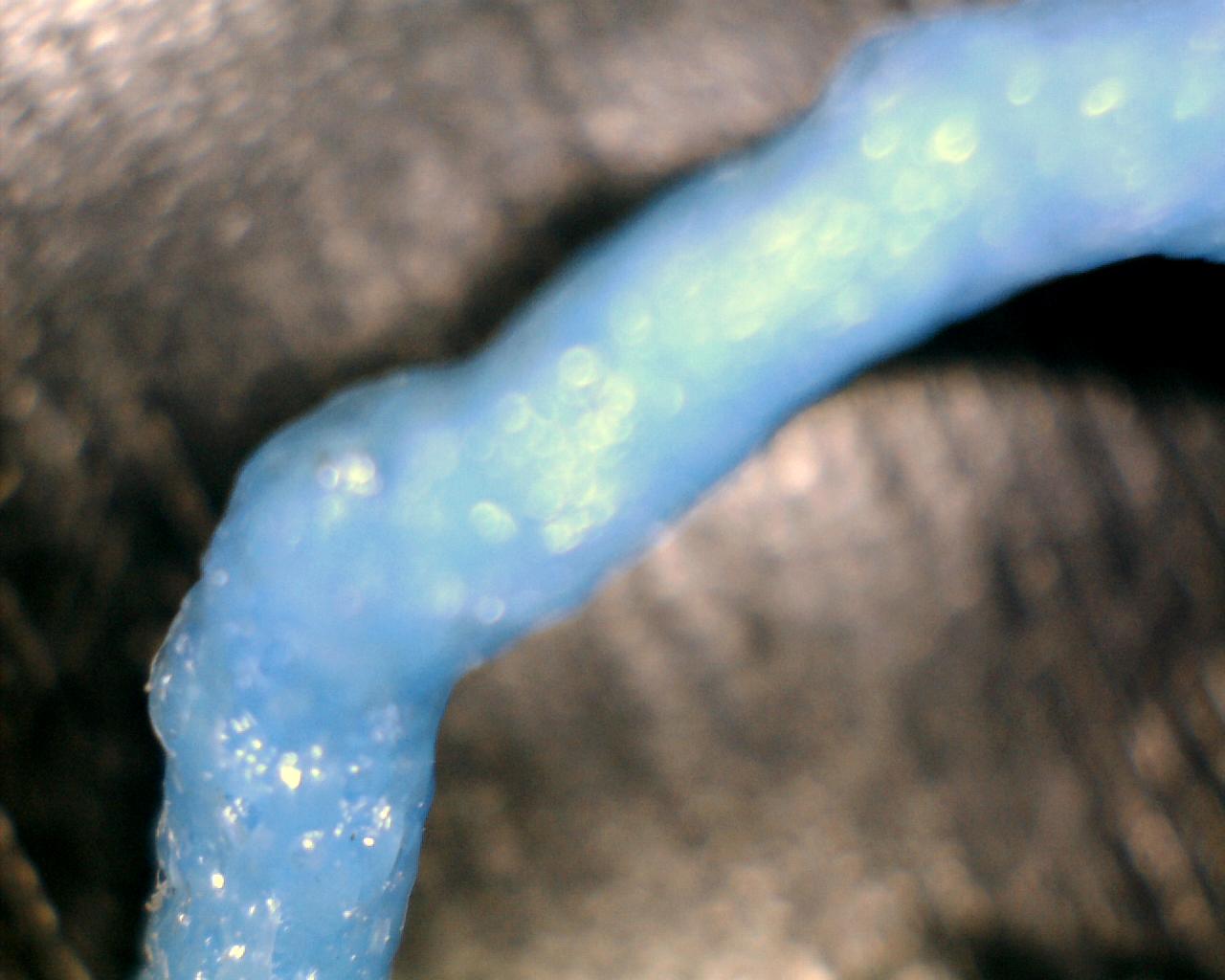
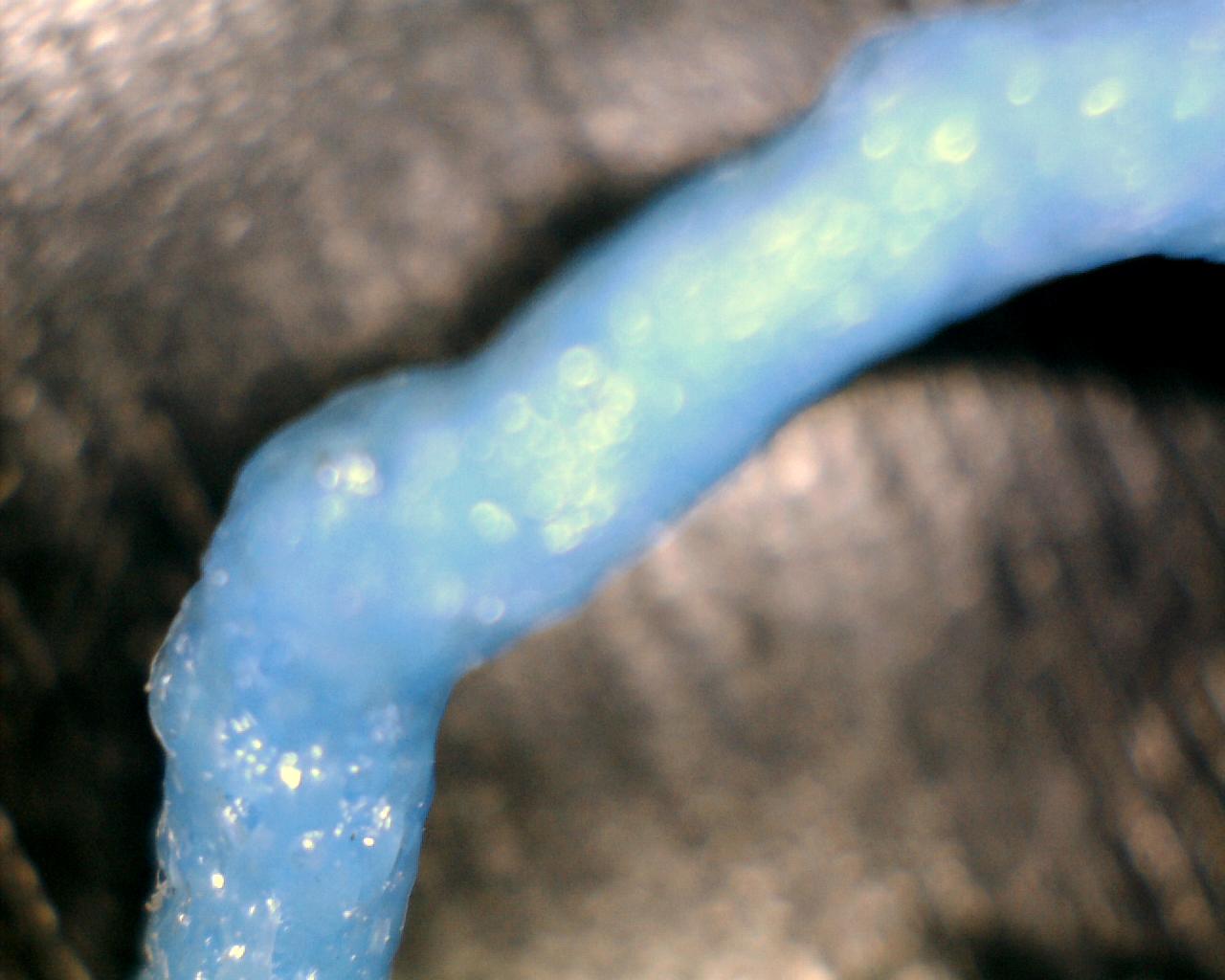
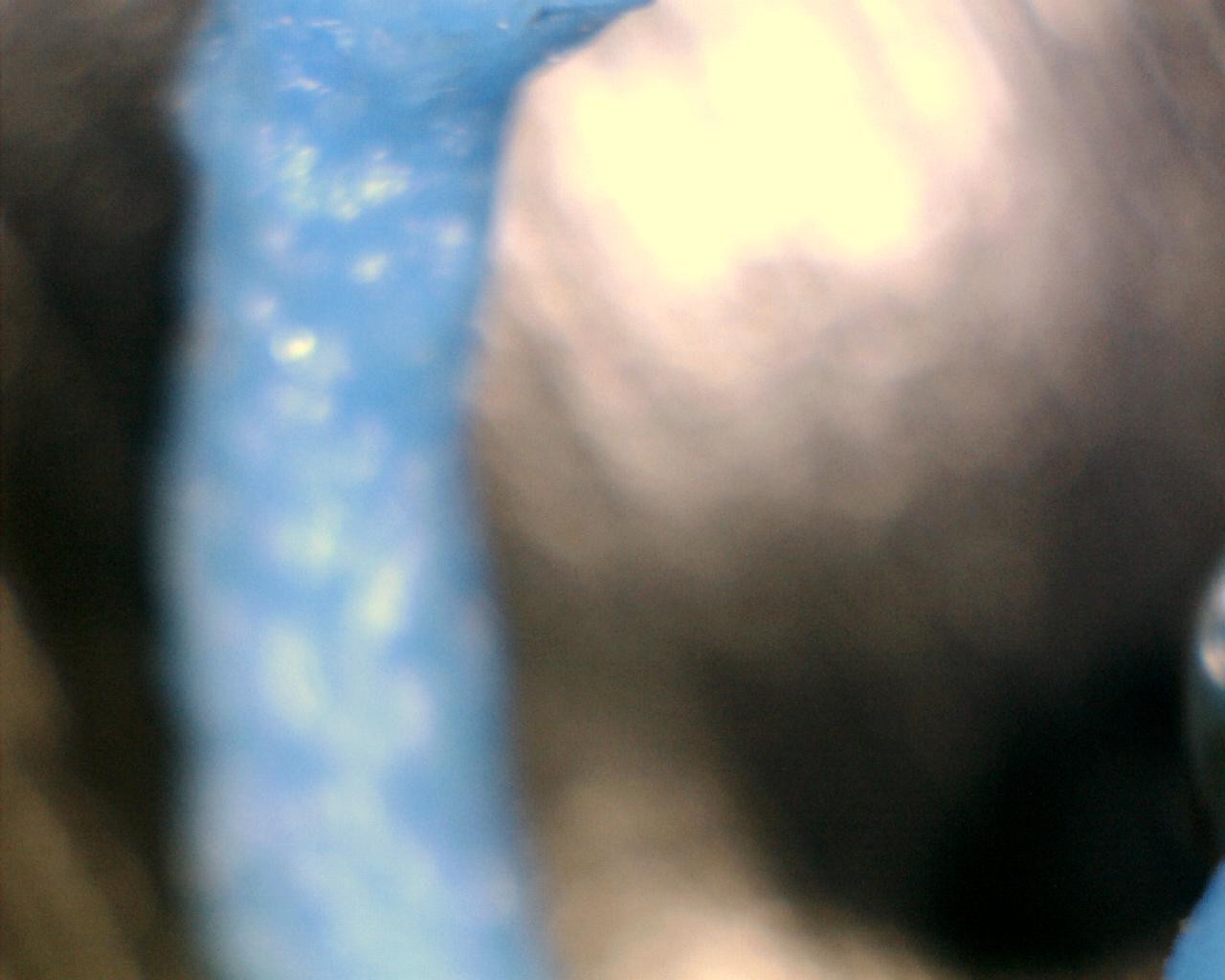
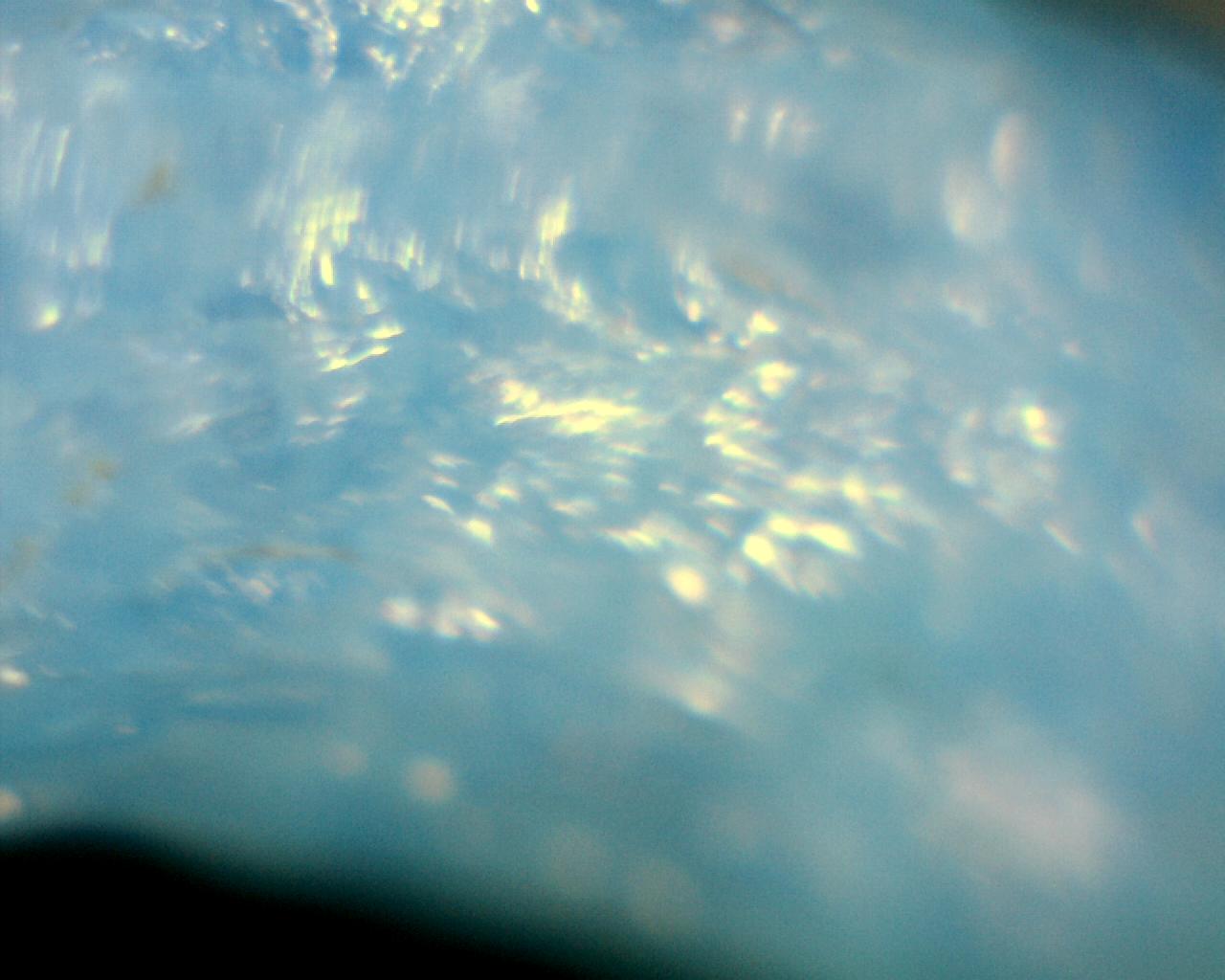
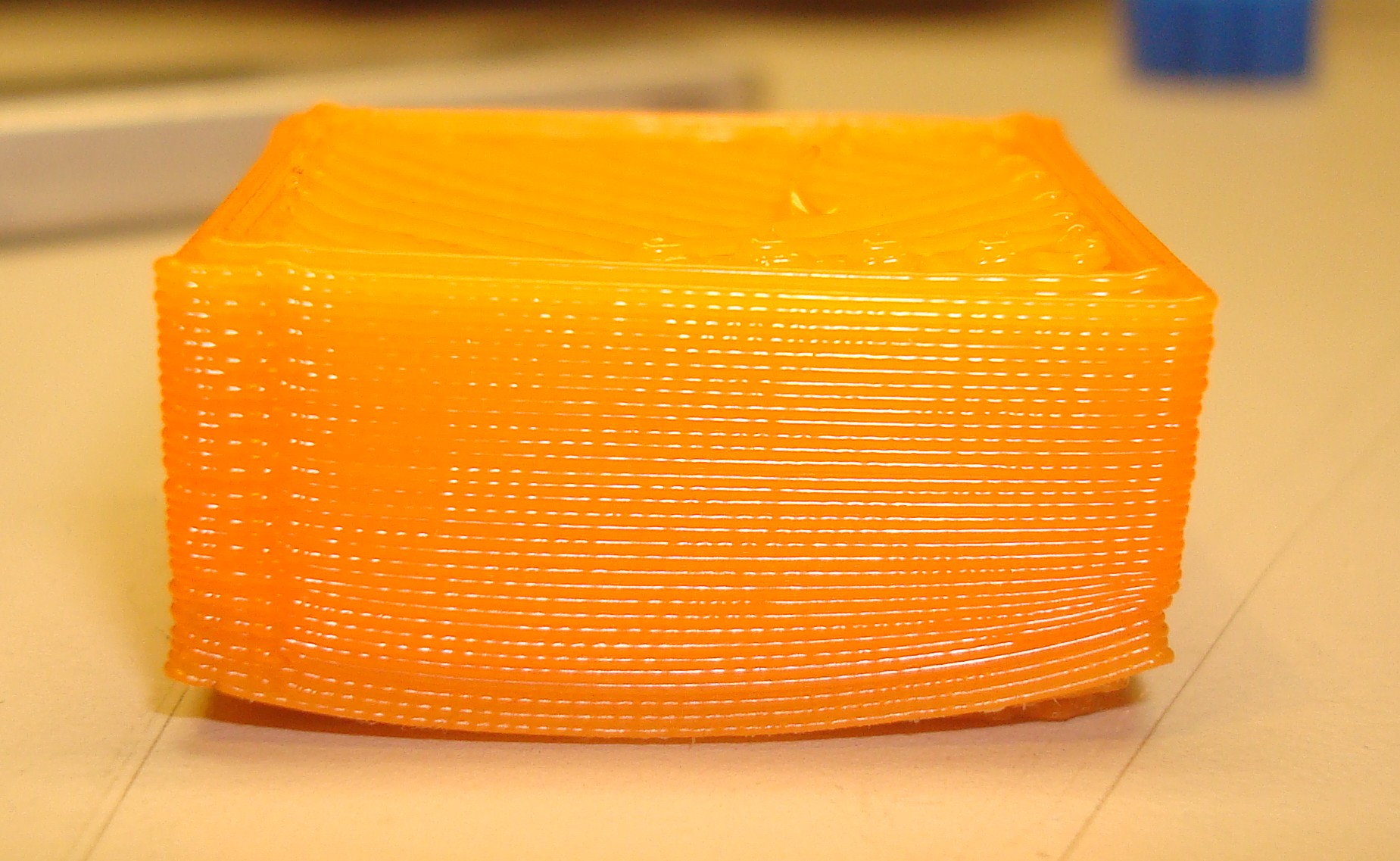
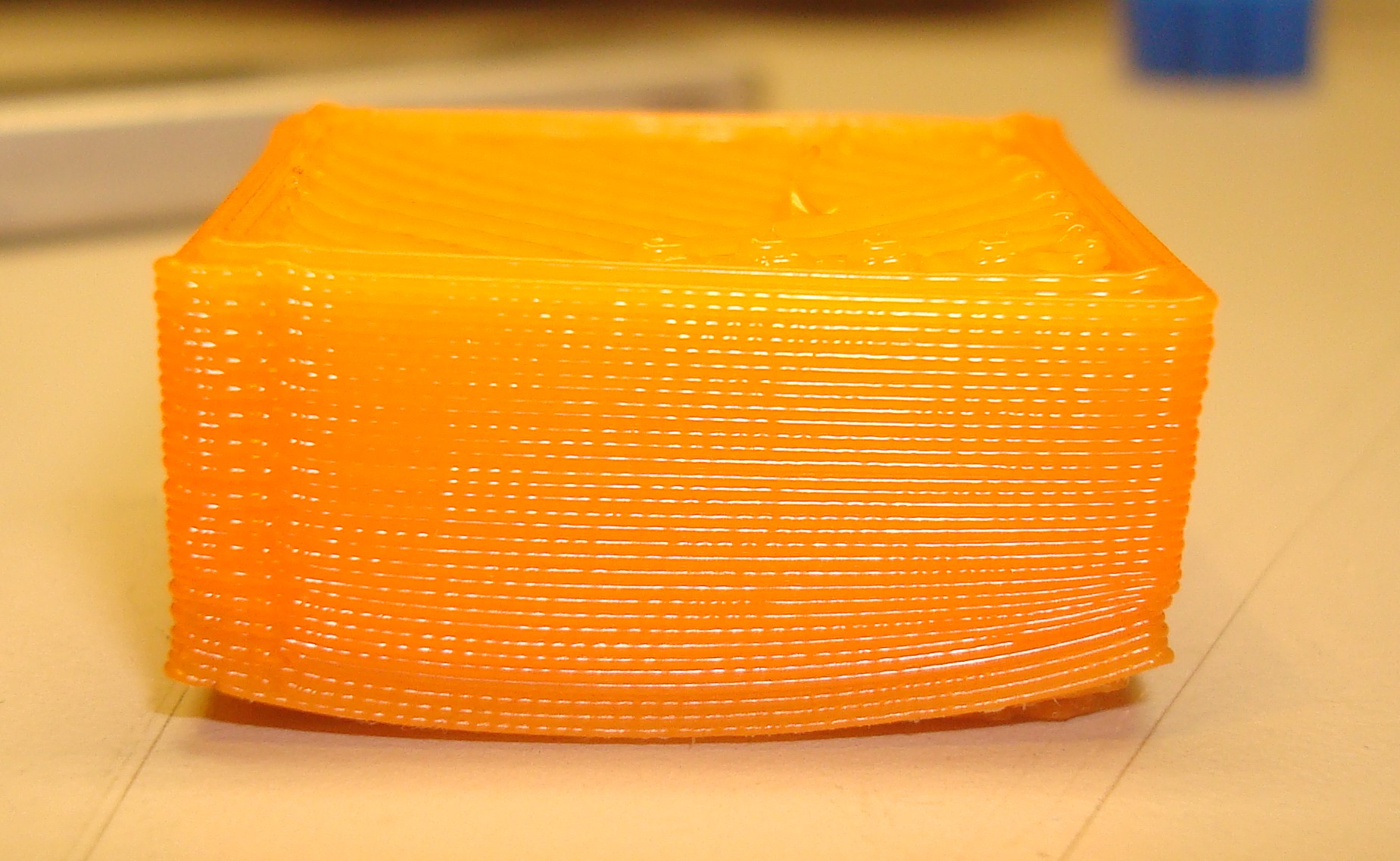
I just extruded some nylon. Here are some pictures. The first ones are without drying, the second are with drying. You can see that drying it gets rid of all the bubbles and makes it smooth. These were taken with a usb microscope.
Does anyone want any nylon line? I will ship it for free. I just want to see someone try it out on an extruder.
Edited 2 time(s). Last edit at 01/21/2011 08:21PM by galaxyman7.
Does anyone want any nylon line? I will ship it for free. I just want to see someone try it out on an extruder.
Edited 2 time(s). Last edit at 01/21/2011 08:21PM by galaxyman7.
Attachments:
open | download - Picture 001.jpg (89.1 KB)
open | download - Picture 002.jpg (93.9 KB)
open | download - Picture 003.jpg (97.1 KB)
open | download - Picture 004.jpg (82.8 KB)
open | download - Picture 009.jpg (91.1 KB)
open | download - Picture 005.jpg (109 KB)
open | download - Picture 006.jpg (92.5 KB)
open | download - Picture 001.jpg (89.1 KB)
open | download - Picture 002.jpg (93.9 KB)
open | download - Picture 003.jpg (97.1 KB)
open | download - Picture 004.jpg (82.8 KB)
open | download - Picture 009.jpg (91.1 KB)
open | download - Picture 005.jpg (109 KB)
open | download - Picture 006.jpg (92.5 KB)
|
Re: Extruding Nylon March 25, 2011 10:58AM |
Registered: 13 years ago Posts: 581 |
|
Re: Extruding Nylon March 28, 2011 03:01PM |
Registered: 14 years ago Posts: 198 |
|
Re: Extruding Nylon March 28, 2011 05:24PM |
Registered: 13 years ago Posts: 49 |
I'm working on it.. but am still a ways away from getting an extruder going for it.. or a printer for that matter 
It doesn't seem too hard to dry one's own nylon. Besides, I'm trying to use 0.080 inch string trimmer line so even if I have to give up on it, I have a use for the nylon line (can you say "lifetime supply of string trimmer line?" ).
It doesn't seem too hard to dry one's own nylon. Besides, I'm trying to use 0.080 inch string trimmer line so even if I have to give up on it, I have a use for the nylon line (can you say "lifetime supply of string trimmer line?"
).
|
Re: Extruding Nylon March 28, 2011 08:43PM |
Registered: 13 years ago Posts: 581 |
I have an extruder set up for it but don't have a working printer at the moment. The stuff sold locally is 2.4mm and works with a standard extruder more or less. When operating the extruder by hand It seems like the nylon shrinks significantly compared to abs, though. Not 100% sure what i'm using is pure nylon, either.
|
Re: Extruding Nylon March 28, 2011 11:19PM |
Registered: 14 years ago Posts: 54 |
|
Re: Extruding Nylon April 01, 2011 04:53AM |
Registered: 13 years ago Posts: 1,797 |
anyone have the brand names of the nylon plastic products purchasable? a lot of plastics used for weed eaters are polypropylene. also a lot of them are not labeled with what they come with. if it melts between 130c-170c it is polypropylene. if it melts between 190c and 350c it is nylon.
Edited 1 time(s). Last edit at 04/01/2011 04:54AM by jamesdanielv.
Edited 1 time(s). Last edit at 04/01/2011 04:54AM by jamesdanielv.
|
Re: Extruding Nylon April 01, 2011 11:03AM |
Registered: 14 years ago Posts: 198 |
|
Re: Extruding Nylon April 01, 2011 12:50PM |
Registered: 13 years ago Posts: 65 |
|
Re: Extruding Nylon April 01, 2011 07:02PM |
Registered: 14 years ago Posts: 198 |
|
Re: Extruding Nylon April 01, 2011 07:18PM |
Registered: 13 years ago Posts: 581 |
|
Re: Extruding Nylon April 01, 2011 10:14PM |
Registered: 14 years ago Posts: 172 |
Stratasys offered a nylon filament (P301) on the first two FDM series machine models they made, but they seemed to have quietly discontinued it around 1999. They used a chamber temperature of 40 deg C, and a nozzle temperature of around 130-155 deg C (versus 70 and 270 for their ABS). I assume they got rid of it for a number of reasons - ABS is far stronger and tougher, they seem to have had a significant amount of 'spiderwebbing' of the filament, and there was this note in an old materials document I found:
"The properties of P301 require a minimum of 1-2 minutes
between deposited layers to solidify. The maximum wait
time allowed by the hardware controller is 60 seconds. For
small geometry, multiple parts can be modeled to achieve a 2
minute wait between z levels."
[haveblue.org]
"The properties of P301 require a minimum of 1-2 minutes
between deposited layers to solidify. The maximum wait
time allowed by the hardware controller is 60 seconds. For
small geometry, multiple parts can be modeled to achieve a 2
minute wait between z levels."
[haveblue.org]
|
Re: Extruding Nylon April 03, 2011 06:56PM |
Registered: 14 years ago Posts: 198 |
Warping has been fixed with other plastics, so I am pretty sure we can find a solution for nylon. Maybe use perf board to hold down the part? It has more of a mechanical grip rather than chemical bond. As for the note about waiting in between layers, I wonder why that is. Is it a cooling problem? That can be fixed with a mounted fan. I am sure we can work with nylon if people just experiment with it and find out how to use it. That is what happened with ABS and PLA. People will find a way, especially if the Nylon is so cheap.
As for 2robotguy, do you want the filament still?
As for 2robotguy, do you want the filament still?
|
Re: Extruding Nylon April 03, 2011 07:48PM |
Registered: 13 years ago Posts: 581 |
|
Re: Extruding Nylon May 25, 2011 05:03AM |
well guys try adding some magnesium or zinc streatre before extruding like just a lil bit e .g in a 10 kg batch add about 1gram of streate try that it will solve all your problems no bubbles and no clogging. However i use DSM nylon virgin material its called Akulon or i use UBE try either of the materials and the problem will surely be solved do post your results xoxo

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.