Wall thinness problem- what slicer setting to use?
Posted by scarecrow2k6
|
Wall thinness problem- what slicer setting to use? April 22, 2016 12:19PM |
Registered: 8 years ago Posts: 51 |
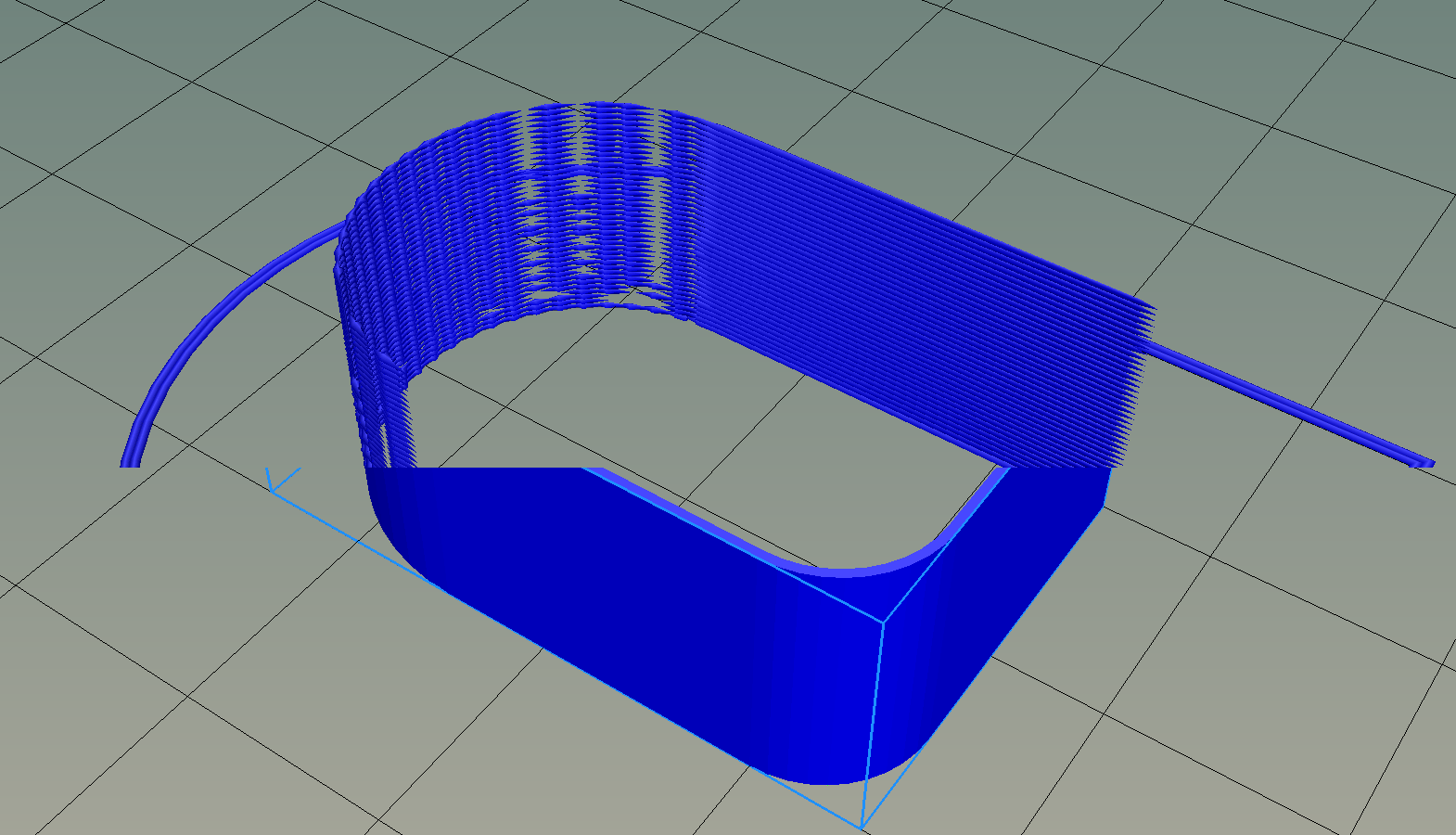
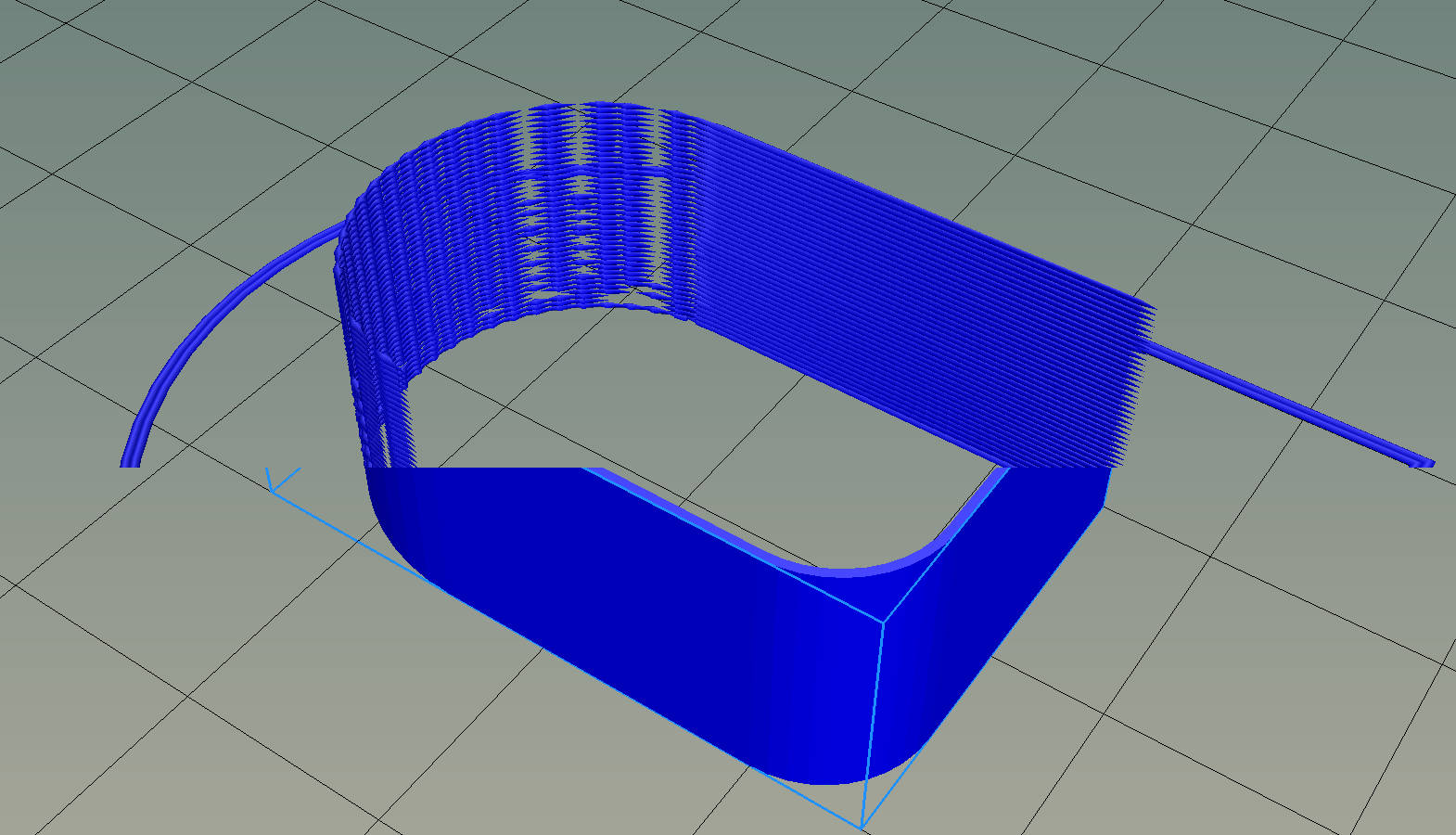
Hello guys, I have been wondering about this for quite sometime. I use either Cura (Repetier Host) or Slic3r. What I have notices is that when I try to print single wall object, I get weird artifact in Cura but not in Slic3r (with "Detect thin walls" enabled). So I am guessing that in Cura, since all the settings are manual, I might have missed an option that is keeping me away from printing thin walls. For Cura I am using 0.4 mm (nozzle diameter) for shell thickness, my question is am I doing it wrong? Isn't nozzle diameter = single wall thickness?
My Nozzle: 0.4 mm, Filament: 3mm. I have attached a screenshot with half gcode view and half model view.
p.s Used 1 for Perimeter in Slic3r, it gives me the same problem unless I enable the "Detect thin walls".
Edited 1 time(s). Last edit at 04/22/2016 12:45PM by scarecrow2k6.
My Nozzle: 0.4 mm, Filament: 3mm. I have attached a screenshot with half gcode view and half model view.
p.s Used 1 for Perimeter in Slic3r, it gives me the same problem unless I enable the "Detect thin walls".
Edited 1 time(s). Last edit at 04/22/2016 12:45PM by scarecrow2k6.
{kind=link}
{kind=link}
|
Re: Wall thinness problem- what slicer setting to use? April 24, 2016 12:40PM |
Registered: 8 years ago Posts: 51 |
|
Re: Wall thinness problem- what slicer setting to use? April 24, 2016 07:15PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Wall thinness problem- what slicer setting to use? April 24, 2016 08:18PM |
Registered: 11 years ago Posts: 5,780 |
First, don't try to print walls that match the nozzle diameter. Line thicknesses should be at least 5% wider than the nozzle diameter. I use 0.5 mm line widths with the 0.4 mm nozzle on my printer.
Slic3r and Cura have spiral vase modes that will print single line width walls.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Slic3r and Cura have spiral vase modes that will print single line width walls.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Wall thinness problem- what slicer setting to use? April 24, 2016 09:46PM |
Registered: 8 years ago Posts: 51 |
|
Re: Wall thinness problem- what slicer setting to use? April 24, 2016 09:54PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Wall thinness problem- what slicer setting to use? April 25, 2016 12:39AM |
Registered: 8 years ago Posts: 51 |
|
Re: Wall thinness problem- what slicer setting to use? April 25, 2016 12:58AM |
Registered: 11 years ago Posts: 5,780 |
If you're calibrating the extruder, use the calibration guide in the RepRap wiki. Pay attention to the e-steps fine tuning.
Printing a test cube with a single wall is used to set the extrusion multiplier or flow ratio or % for the specific spool of filament. The reason you have to do it for each spool of filament is because filament diameter varies from one spool to another. Extrusion multiplier = target wall thickness / measured wall thickness Multiply by 100 for flow %
An alternative to printing a test piece for each spool is to measure the diameter with a caliper in 20-30 places and calculate the average value. Using that average value when you slice or print (if you're using volumetric extrusion) assures accurate extrusion as long as the extruder has been calibrated.
Whichever method you use, write the extrusion multiplier or average diameter value on the spool for future reference. Use that value each time you print using that spool.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Printing a test cube with a single wall is used to set the extrusion multiplier or flow ratio or % for the specific spool of filament. The reason you have to do it for each spool of filament is because filament diameter varies from one spool to another. Extrusion multiplier = target wall thickness / measured wall thickness Multiply by 100 for flow %
An alternative to printing a test piece for each spool is to measure the diameter with a caliper in 20-30 places and calculate the average value. Using that average value when you slice or print (if you're using volumetric extrusion) assures accurate extrusion as long as the extruder has been calibrated.
Whichever method you use, write the extrusion multiplier or average diameter value on the spool for future reference. Use that value each time you print using that spool.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Wall thinness problem- what slicer setting to use? April 25, 2016 07:19AM |
Registered: 9 years ago Posts: 1,873 |
Just to offer a slightly different perspective on extruder calibration, I take a more relaxed approach. If you're buying reasonable quality filament the variation in diameters is usually less than 1%. Since almost everything I print has solid infill for the first three layers there's plenty of time to eyeball the extrusion on the second and third layer and dial in a one or two percent adjustment if necessary. My printer isn't operating at the level of accuracy that DD's is, so I don't think approximating on extrusion makes much difference to the overall print quality. If/when I get my mechanicals up to spec it might become more of an issue.
|
Re: Wall thinness problem- what slicer setting to use? April 25, 2016 07:34AM |
Registered: 8 years ago Posts: 155 |
I recognize that objet. It is meant to be used for extrusion calibration and it is the objetct I use for calibration o new filament rolls.
My noozle is 0.4 and I never had a problem neither with cura or slicer
Have you checked that you noozle size if ok in the cura configuration?
For calibration purposes I prefer ti use slicer. But if you still want to use cura, make sure that under expert settings, you have selected the option BLACK MAGIC > ONLY FOLLOW MESH SURFACE , that will let you print objects with single thin walls
My noozle is 0.4 and I never had a problem neither with cura or slicer
Have you checked that you noozle size if ok in the cura configuration?
For calibration purposes I prefer ti use slicer. But if you still want to use cura, make sure that under expert settings, you have selected the option BLACK MAGIC > ONLY FOLLOW MESH SURFACE , that will let you print objects with single thin walls
|
Re: Wall thinness problem- what slicer setting to use? April 25, 2016 08:16AM |
Registered: 11 years ago Posts: 5,780 |
JamesK, if you pay more attention to small details such as filament diameter, you might find your printer is actually "up to snuff". If you try to print accurate and precisely fitting parts you have to pay attention to a lot of small details. Variation in filament extruded will result in measurable size variation and visible surface finish variation in the printed parts. The only way to get predictable results is to control as many of the variables as you can, including the easy ones, such as filament diameter.
If you aren't measuring the filament, how do you know what the variation is? I have measured every spool (in 30 places) I have used for the last 2+ years and see variations on the order of 5% from spool to spool pretty regularly. A 5% change in the diameter makes about a 10% change in the volume of filament extruded. I also don't like to babysit prints or tweak them on-the-fly. I print from SD cards for reliability and on-the-fly tweaks via the LCD panel are be pretty limited, anyway. I have always felt that if you have to tweak the print on-the-fly you're not using the slicer properly. And babysitting? It's a machine- it should be able to do what it does without babysitting.
I use volumetric extrusion because the gcode doesn't care what the filament diameter is- you just set the diameter at print time. That saves having to reslice every time you change filament spools, if you're going to print the parts again. Smoothieware supports setting the filament diameter from the LCD panel- I'm not sure about other firmware- you may have to use the M200 command from your computer with Marlin.
I treat every new filament spool the same way- when I remove the packaging for the first time I weigh the spool and mark the empty spool weight on the spool, then I measure the diameter in 30 places, calculate an average value, and mark that on the spool as well. It has helped me get consistently accurate and precise results and because I know the weight of the empty spool, I know whether there's enough filament on the spool to finish a large print before I start it. I don't like surprises, especially those that happen 15 hours into a 16 hour print.
If you don't make perfection the goal, you'll never approach it.
Edited 1 time(s). Last edit at 04/25/2016 08:20AM by the_digital_dentist.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
If you aren't measuring the filament, how do you know what the variation is? I have measured every spool (in 30 places) I have used for the last 2+ years and see variations on the order of 5% from spool to spool pretty regularly. A 5% change in the diameter makes about a 10% change in the volume of filament extruded. I also don't like to babysit prints or tweak them on-the-fly. I print from SD cards for reliability and on-the-fly tweaks via the LCD panel are be pretty limited, anyway. I have always felt that if you have to tweak the print on-the-fly you're not using the slicer properly. And babysitting? It's a machine- it should be able to do what it does without babysitting.
I use volumetric extrusion because the gcode doesn't care what the filament diameter is- you just set the diameter at print time. That saves having to reslice every time you change filament spools, if you're going to print the parts again. Smoothieware supports setting the filament diameter from the LCD panel- I'm not sure about other firmware- you may have to use the M200 command from your computer with Marlin.
I treat every new filament spool the same way- when I remove the packaging for the first time I weigh the spool and mark the empty spool weight on the spool, then I measure the diameter in 30 places, calculate an average value, and mark that on the spool as well. It has helped me get consistently accurate and precise results and because I know the weight of the empty spool, I know whether there's enough filament on the spool to finish a large print before I start it. I don't like surprises, especially those that happen 15 hours into a 16 hour print.
If you don't make perfection the goal, you'll never approach it.
Edited 1 time(s). Last edit at 04/25/2016 08:20AM by the_digital_dentist.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Wall thinness problem- what slicer setting to use? April 25, 2016 08:44AM |
Registered: 9 years ago Posts: 1,873 |
You make lots of good points Mark, and I knew as I was writing my previous post that it was entirely open to that sort of counter-argument. You're quite right that if you don't seek perfection you won't get there, however the key to progress (instead of disillusionment) is to tackle the problems in terms of cost/benefit. When I started I got quite hung up on extruder calibration and put a fair amount of effort into it. Having now got a bit carried away on trying many different filaments I find that I don't worry about it so much. No doubt this is partly because my system is constantly in a state of re-build, with over the recent months new extruders and hotends on an almost weekly basis. Just changing the tension on the extruder idler will change the extrusion calibration, and changes in filament diameter are likely to be over the length of tens of meters - not an amount that I'm willing to unroll and measure. I've found that if the solid infill looks right (and you get pretty good at judging what looks right) the rest of the print is generally fine. This works just as well when printing with weed trimmer line (even the stuff with non-round cross-section) as it does with premium filament.
Where I really have issues that need solving is the lousy Z axis and floppy X axis. Plans are afoot, but time is limited.
Where I really have issues that need solving is the lousy Z axis and floppy X axis. Plans are afoot, but time is limited.
|
Re: Wall thinness problem- what slicer setting to use? April 25, 2016 11:54AM |
Registered: 11 years ago Posts: 973 |
cura and slicer have different perimeter settings in slicer you put that you want 3 perimeters in cura you have to go of width of extrusion ie if your nozzle is 0.4 for 1 perimeter be 0.4, 2 perimeters would be 0.8 etc
Check my rubbish blog for my prusa i3
up and running
[3dimetech.blogspot.co.uk]
Check my rubbish blog for my prusa i3
up and running
[3dimetech.blogspot.co.uk]
Sorry, only registered users may post in this forum.