Electroplating ABS prints from Prusa i3 - Problems
Posted by RobH2
|
Electroplating ABS prints from Prusa i3 - Problems February 01, 2014 08:05PM |
Registered: 10 years ago Posts: 39 |
I've recently built (my first RepRap) a Prusa i3 from Maker Farm and have gotten it calibrated and am getting beautiful prints. I'm now experimenting with electroplating these parts and am having issues. I'm plating with Nickel and prior to plating the ABS print is cleaned and then tinned. I'm getting a bright and shiny surface but the adhesion is really bad. The layers of Nickel are literally falling off.
Has anyone experimented with plating ABS and figure out a way to get better adhesion?
Prusa i3 8" (Makerfarm) / Dual Hexagon 0.4 extruder
Has anyone experimented with plating ABS and figure out a way to get better adhesion?
Prusa i3 8" (Makerfarm) / Dual Hexagon 0.4 extruder
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 01, 2014 08:49PM |
Admin Registered: 13 years ago Posts: 730 |
This is cool!  Can you provide more information on how you are doing this?
Can you provide more information on how you are doing this?
In the past I have used conductive paint made of glue and carbon filler as a base for copper electroplating. This had fair adhesion but the surface finish was terrible. Also tried conductive silver paint (from a printed circuit trace repair pen) as a base, and this worked OK too, but it was expensive and the surface finish was still not very good.
This Waveguide Horn Antenna on Thingiverse is made of a metallized 3D print and there are some other techniques mentioned in the comments.
Can you provide more information on how you are doing this?- You say "cleaned and tinned"... how exactly are you doing this?
- Is the nickel coming off of the initial conductive layer (the "tinning") or is the whole laminate pulling free, leaving a surface of bare ABS?
- What voltage, current density, and plating time are you using?
- Are you mixing up your own plating solution or using something off-the-shelf?
In the past I have used conductive paint made of glue and carbon filler as a base for copper electroplating. This had fair adhesion but the surface finish was terrible. Also tried conductive silver paint (from a printed circuit trace repair pen) as a base, and this worked OK too, but it was expensive and the surface finish was still not very good.
This Waveguide Horn Antenna on Thingiverse is made of a metallized 3D print and there are some other techniques mentioned in the comments.
|
Anonymous User
Re: Electroplating ABS prints from Prusa i3 - Problems February 01, 2014 09:02PM |
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 01, 2014 09:29PM |
Registered: 10 years ago Posts: 39 |
I have done acetone smoothing. It really helps the finish. In fact, you can see the black ABS in the hole where the plate came off. It's very, very smooth (NickelPlateProblems__0029_FINAL.jpg (43.5 K . The surface is so smooth that I think that's part of the problem. I think I need to do chemical etch to give the nickel someting to grab.
. The surface is so smooth that I think that's part of the problem. I think I need to do chemical etch to give the nickel someting to grab.
Matt, I've used the products from Caswellplating.com. I cleaned the print in a 'degreaser' they sell called SP Degreaser. You heat it to 140-180 degrees and put the part in for 5-minutes. It does a great job and when you spray it with water there are no beads. The water just sheets off of it.
The electrolyte is also something they sell. They make a Nickel Plating kit that has most everything to get started and sell a 180-page eletroplating manual that is really good too. This is my first dive into electroplating (well, 3d printing too) so I'm not an expert. My first few plating attempts were complete disasters. The plating was black, burned and just a mess. I've finally gotten my technique down and have made a lot of progress but the adhesion is an issue.
There are basially two ways to do the process according to Caswell.
Technique A:
-Clean
-Apply conductive paint
-Tin
-Copper plate
-Nickel plate
A second technique skips some steps and is made for plating organic things like baby shoes, dead frogs (seriously...), leaves, etc. I thought that might mean that ABS would work well using this technique.
So Technique B is:
-Clean
-Tin (you dip the part in a tin solution)
-Silver (you dip the part in a silvering solution for making mirrors)
-Nickel plate
It's theoritically cheaper as you don't have to do the copper plating part. That's a second electroplating setup just like Nickel but a whole new set of electrolyte, heater, air pump, etc. More expense and more time is required. But, I it adheres better then I might have to do that.
I was hoping someone here would just say, "no problem, just xxx xxxxx xx xxx xxxxxx xx xxxx and you'll be good to go."
If you want to get started messing with it I'll be happy to answer and other questions you have. I've attached a shot of my setup in my basement as well as a shot of one of my first failed attempts.
Edited 1 time(s). Last edit at 02/01/2014 09:31PM by RobH2.
. The surface is so smooth that I think that's part of the problem. I think I need to do chemical etch to give the nickel someting to grab.Matt, I've used the products from Caswellplating.com. I cleaned the print in a 'degreaser' they sell called SP Degreaser. You heat it to 140-180 degrees and put the part in for 5-minutes. It does a great job and when you spray it with water there are no beads. The water just sheets off of it.
The electrolyte is also something they sell. They make a Nickel Plating kit that has most everything to get started and sell a 180-page eletroplating manual that is really good too. This is my first dive into electroplating (well, 3d printing too) so I'm not an expert. My first few plating attempts were complete disasters. The plating was black, burned and just a mess. I've finally gotten my technique down and have made a lot of progress but the adhesion is an issue.
There are basially two ways to do the process according to Caswell.
Technique A:
-Clean
-Apply conductive paint
-Tin
-Copper plate
-Nickel plate
A second technique skips some steps and is made for plating organic things like baby shoes, dead frogs (seriously...), leaves, etc. I thought that might mean that ABS would work well using this technique.
So Technique B is:
-Clean
-Tin (you dip the part in a tin solution)
-Silver (you dip the part in a silvering solution for making mirrors)
-Nickel plate
It's theoritically cheaper as you don't have to do the copper plating part. That's a second electroplating setup just like Nickel but a whole new set of electrolyte, heater, air pump, etc. More expense and more time is required. But, I it adheres better then I might have to do that.
I was hoping someone here would just say, "no problem, just xxx xxxxx xx xxx xxxxxx xx xxxx and you'll be good to go."
If you want to get started messing with it I'll be happy to answer and other questions you have. I've attached a shot of my setup in my basement as well as a shot of one of my first failed attempts.
Edited 1 time(s). Last edit at 02/01/2014 09:31PM by RobH2.
|
Anonymous User
Re: Electroplating ABS prints from Prusa i3 - Problems February 01, 2014 10:01PM |
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 01, 2014 11:47PM |
Registered: 10 years ago Posts: 1,381 |
You have not stated exactly what method, and steps taken to plate, so a few ideas for you to consider.
I've worked in a plating company that plated ABS but I was not involved with the actual plating process.
I do recall seeing a copper strike on all of the ABS parts.
Take just about any chrome plated automotive ABS part and flake off the chrome plating, (heating the part up might help).
You should see a layer of copper.
I did specify chrome plating for production parts made of zinc die cast, and of brass.
Nickel does not adhere to zinc or to tin, so a tertiary layer is required, typically a copper strike is required.
To electroplate zinc parts they were cleaned, de-greased, acid etched, copper strike, nickel strike, chrome plate.
So I think some thing like this should work for ABS as well.
I've also electroplated copper onto SS with a battery charger and battery acid.
If you are applying a copper strike, and the plating is falling off, you may need to acid etch the surface.
You could also be experiencing problems with the acetone smoothing.
The solvent might be migrating out in the warm bath.
If you were plating on metal you can bake the part to obtain the full hardness of a brushed on plated film.
But the rate thermal expansion of the different metals need to be close to each other, or it could flake off.
It looks like you are close, maybe one or two more adjustments from success.
Brush plating
[www.youtube.com]
Homemade copper conductive paint / ink, (brush plating)
[www.youtube.com]
How to make electrically conductive paint
[www.youtube.com]
Electroplating:
Clean the surface of dirt.
Rinse with DI, Distilled, or RO water.
De-grease.
Rinse with DI, Distilled, or RO water.
Activate (acid etch) of the surface, Sulfuric acid-335 to 360 g/L, at 140 to 160 F for 4 to 10 minutes.
Rinse with DI, Distilled, or RO water.
Neutralize.
Rinse with DI, Distilled, or RO water.
{
I'm unsure what should be done at this step.
Apply the activator; a noble metal (palladium) which attaches to the polar groups on the surface.
Rinse with DI, Distilled, or RO water.
Accelerate with organics or mineral acids, (remove the excess tin).
}
Rinse with DI, Distilled, or RO water..
Copper strike
Rinse with DI, Distilled, or RO water.
Activate
Rinse with DI, Distilled, or RO water.
Nickel plate
Rinse with DI, Distilled, or RO water.
Dry
If PC is blended with the ABS you may need to modify the process.
Plating on Plastics
The automotive industry has done studies that show that electroless copper tends to exhibit less
of a tendency to blister in a humid, corrosive environment.
Tin will inhibit the action of the electroless bath, resulting in skip plate
[www2.bren.ucsb.edu]
Electroless nickel plating
[en.wikipedia.org]
Electroplating
[en.wikipedia.org]
Metallizing of ABS synthetic products and spare parts with surface treatments chrome-plating, nickel plating, copper plating
[www.multinal.com]
I've worked in a plating company that plated ABS but I was not involved with the actual plating process.
I do recall seeing a copper strike on all of the ABS parts.
Take just about any chrome plated automotive ABS part and flake off the chrome plating, (heating the part up might help).
You should see a layer of copper.
I did specify chrome plating for production parts made of zinc die cast, and of brass.
Nickel does not adhere to zinc or to tin, so a tertiary layer is required, typically a copper strike is required.
To electroplate zinc parts they were cleaned, de-greased, acid etched, copper strike, nickel strike, chrome plate.
So I think some thing like this should work for ABS as well.
I've also electroplated copper onto SS with a battery charger and battery acid.
If you are applying a copper strike, and the plating is falling off, you may need to acid etch the surface.
You could also be experiencing problems with the acetone smoothing.
The solvent might be migrating out in the warm bath.
If you were plating on metal you can bake the part to obtain the full hardness of a brushed on plated film.
But the rate thermal expansion of the different metals need to be close to each other, or it could flake off.
It looks like you are close, maybe one or two more adjustments from success.
Brush plating
[www.youtube.com]
Homemade copper conductive paint / ink, (brush plating)
[www.youtube.com]
How to make electrically conductive paint
[www.youtube.com]
Electroplating:
Clean the surface of dirt.
Rinse with DI, Distilled, or RO water.
De-grease.
Rinse with DI, Distilled, or RO water.
Activate (acid etch) of the surface, Sulfuric acid-335 to 360 g/L, at 140 to 160 F for 4 to 10 minutes.
Rinse with DI, Distilled, or RO water.
Neutralize.
Rinse with DI, Distilled, or RO water.
{
I'm unsure what should be done at this step.
Apply the activator; a noble metal (palladium) which attaches to the polar groups on the surface.
Rinse with DI, Distilled, or RO water.
Accelerate with organics or mineral acids, (remove the excess tin).
}
Rinse with DI, Distilled, or RO water..
Copper strike
Rinse with DI, Distilled, or RO water.
Activate
Rinse with DI, Distilled, or RO water.
Nickel plate
Rinse with DI, Distilled, or RO water.
Dry
If PC is blended with the ABS you may need to modify the process.
Plating on Plastics
The automotive industry has done studies that show that electroless copper tends to exhibit less
of a tendency to blister in a humid, corrosive environment.
Tin will inhibit the action of the electroless bath, resulting in skip plate
[www2.bren.ucsb.edu]
Electroless nickel plating
[en.wikipedia.org]
Electroplating
[en.wikipedia.org]
Metallizing of ABS synthetic products and spare parts with surface treatments chrome-plating, nickel plating, copper plating
[www.multinal.com]
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 01:12AM |
Registered: 10 years ago Posts: 39 |
ohioplastics: Thanks. I can't sand because I can't get to all the convoluted surfaces. The part is only 50mm across. Sandblasting is not something I can do. I'm working out of my basement and not a shop. I don't have a compressor or sandblasting booth. I think there is a secret to it that I'm missing. I've read other posts online about people professing to be successful doing it the way I am but I have not been able to get them to respond to my questions.
A2: I'm new to this and I thought that by listing Technique B above that I was stating the method. What can I tell you to answer that question better? I'm using Sulfamate Nickel Formula and a CC recitifier at .07 amps per square inch. I have two pure nickel anodes, one on each side of the tank at 110-120 degrees F.
I'm pretty much doing what you listed as the steps above until we get to the activator. I'm using a tin and silvering step (Caswellplating.com) to do that component. They sell it as a method to plate organic objects as I state above. Then I continue pretty much exactly per your list. I'm using distilled water, the correct rinses and am being very scientific about it. I also did a Sulfuric acid bath to etch. I have been posting on the Caswellplating.com forum too in hopes that someone who also uses their products can weigh in. I alos tried plating at lower amps for longer to get better adhesion. I read that commercial facilities do that as a technique.
I just thought I'd cover my bases and see if anyone here had worked through the same issue. Your suggestions, info and links are appreciated. I'll read it all and report back here.
Edited 1 time(s). Last edit at 02/02/2014 03:25AM by RobH2.
A2: I'm new to this and I thought that by listing Technique B above that I was stating the method. What can I tell you to answer that question better? I'm using Sulfamate Nickel Formula and a CC recitifier at .07 amps per square inch. I have two pure nickel anodes, one on each side of the tank at 110-120 degrees F.
I'm pretty much doing what you listed as the steps above until we get to the activator. I'm using a tin and silvering step (Caswellplating.com) to do that component. They sell it as a method to plate organic objects as I state above. Then I continue pretty much exactly per your list. I'm using distilled water, the correct rinses and am being very scientific about it. I also did a Sulfuric acid bath to etch. I have been posting on the Caswellplating.com forum too in hopes that someone who also uses their products can weigh in. I alos tried plating at lower amps for longer to get better adhesion. I read that commercial facilities do that as a technique.
I just thought I'd cover my bases and see if anyone here had worked through the same issue. Your suggestions, info and links are appreciated. I'll read it all and report back here.
Edited 1 time(s). Last edit at 02/02/2014 03:25AM by RobH2.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 04:33AM |
Registered: 10 years ago Posts: 1,381 |
@RobH2:
I have not heard of tin-Nickel plating before, after listening to a Tin-Nickel podcast it sounds like it is a nice pink color, and highly corrosion resistant.
I do not have the solution for you, but I am interested in learning more about this process. But it might be easier to use copper.
Document everything, get organized, as there are so many things that can go wrong,
then compare your parameters, and method to what you find in the literature.
Copy a known working process.
What is the name of the process that you want to preform?
Are you making up your own?
Fill in the remaining questions.
What did you forget to list?
Consider alternative plating technologies: brush plating, and copper base.
Listen to this podcast:
The Lost Art of Tin-Nickel Plating podcasts
[www.finishing.com]
Read this page:
The Lost Art of Tin-Nickel Plating: Compare the podcasts to published literature
[www.finishing.com]
How high quality plating on plastics is done, with problems and solutions
[www.finishing.com]
If you search the links in this page you'll probably find your answer:
60,000 questions.
[www.finishing.com]
Post question here:
This is the best site on the internet for asking question about any thing to do with finishing,
this is where I go when I have questions: this is an on-line professional journal.
...if your posting is highly duplicative, readers may ignore it.
...if your posting resembles a text message between teenyboppers, time pressure pushes it to the end of the queue.
Get your ducks lined up before posting to this forum, (i.e. read the FAQ, Search the forum, organize your data, provide clear pictures w/titles, etc).
[www.finishing.com]
Pretreatment process: ?
Cleaned with what chemical?
De-greased with what chemical?
Part conditioning: ?
Acetone smoothing: soaked, for how long, or was it wiped on/off, at what temperature?
Provide before and after pictures.
Equipment: ?
CC rectifier at .07 amps per square inch, (maximum 0.17amp in^2?)
Voltage? (0.5 to 1.5v?).
Anodes: Two pure nickel, (magnetic or non-magnetic?).
Chemicals: ?
pH?
Solution agitation: No.
Are you filtering your chemicals?
Sulfamate Nickel Formula, (nickel chloride?): ?g/L, at 110F to 120F for ? minutes.
Tin, (tin chloride?): ?g/L, at 110F to 120F for ? minutes. If solution what kind of solution?
Silvering, (solution?): ?g/L, at 110F to 120F for ? minutes. If solution what kind of solution?
Sulfuric acid: 335? to 360? g/L, at 140F? to 160F? for 4 to 10 minutes. ???
hydrochloric?
Electroplating steps: ?
Clean the surface of dirt.
Rinse with DI, Distilled, or RO water.
De-grease.
Rinse with DI, Distilled, or RO water.
Activate (acid etch Soak hydrochloric,<30 seconds.)
Rinse with DI, Distilled, or RO water.
Neutralize.
Rinse with DI, Distilled, or RO water.
Tin? strike
Rinse with DI, Distilled, or RO water..
Activate
Silvering? strike
Rinse with DI, Distilled, or RO water.
Activate
Copper strike
Rinse with DI, Distilled, or RO water.
Activate
Rinse with DI, Distilled, or RO water.
Nickel plate
Rinse with DI, Distilled, or RO water.
Dry
How do you electroplate flowers, leaves, animal skulls, and other organic materials?
There are five metallization processes that I am know of; you will choose one depending on the nature of the substrate and the end use of the item:
1. Probably the easiest to understand approach is to simply paint the items with a paint that contains metal particles or flakes, usually copper, silver or zinc. This is used on, for example, surface-mount electronic components to make them plateable and ultimately solderable.
2. You can apply a spray of colloidal conductive material, either carbon or metal. Actually, this is not very different than the first approach except that the particles are extremely fine, and the process is designed specifically for the purpose of allowing fine decorative plating onto non-conductors.
3. I'm not really familiar with it, but there are the solutions designed for brushing onto ceramics and then firing in an oven. The familiar gold edging you would see on fine china is an example. One supplier is Hawking International Ltd, The Stenders, Mitcheldean, Glos, UK; they call their product "Liquid Bright Gold".
4. Two-part silvering solutions are used for many different applications including plating of lacquer masters for vinyl records. You simultaneously spray a soluble silver salt and a reducing agent in order to reduce silver metal onto the item in question. This is essentially the same method (Brashear process) used to make mirrors.
5. The fifth and most complex method is the one usually done for plating on plastics: after you etch the material to give it some tooth, you dip it into stannous chloride or palladium chloride, or both in sequence, and then use the conductive seeds that you have thus formed as the nucleating points for electroless copper or electroless nickel deposition. This is usually a high volume industrial process and invariably relies on proprietary chemistries available from the major suppliers like Technic and Macdermid, and offers the advantage of a truly robust process for difficult environments like automotive exterior brightwork.
[www.finishing.com]
We use silver nitrate to "metallize" the ABS before plating.
-----------------
ABS is easily metallized via Electroless Ni after providing Pd nuclei via standard processes.
-----------------
Direct metallization process GENERALLY fall into two classes: 1. Those that deposit Carbon as the conductor onto the non-conductor that you wish to render conductive, and 2. those that deposit metals. Of the metal depositing process, Palladium is the favorite. Some deposit it as finely dispersed pure palladium clusters, and others deposit it from colloidal forms.
-----------------
I think automakers still use the old traditional chromic-sulfuric etch, followed by Pd/Sn seeding, followed by electroless nickel plating before copper-nickel-chrome for exterior automotive parts.
[www.finishing.com]
Edited 2 time(s). Last edit at 02/02/2014 05:18AM by A2.
I have not heard of tin-Nickel plating before, after listening to a Tin-Nickel podcast it sounds like it is a nice pink color, and highly corrosion resistant.
I do not have the solution for you, but I am interested in learning more about this process. But it might be easier to use copper.
Document everything, get organized, as there are so many things that can go wrong,
then compare your parameters, and method to what you find in the literature.
Copy a known working process.
What is the name of the process that you want to preform?
Are you making up your own?
Fill in the remaining questions.
What did you forget to list?
Consider alternative plating technologies: brush plating, and copper base.
Listen to this podcast:
The Lost Art of Tin-Nickel Plating podcasts
[www.finishing.com]
Read this page:
The Lost Art of Tin-Nickel Plating: Compare the podcasts to published literature
[www.finishing.com]
How high quality plating on plastics is done, with problems and solutions
[www.finishing.com]
If you search the links in this page you'll probably find your answer:
60,000 questions.
[www.finishing.com]
Post question here:
This is the best site on the internet for asking question about any thing to do with finishing,
this is where I go when I have questions: this is an on-line professional journal.
...if your posting is highly duplicative, readers may ignore it.
...if your posting resembles a text message between teenyboppers, time pressure pushes it to the end of the queue.
Get your ducks lined up before posting to this forum, (i.e. read the FAQ, Search the forum, organize your data, provide clear pictures w/titles, etc).
[www.finishing.com]
Pretreatment process: ?
Cleaned with what chemical?
De-greased with what chemical?
Part conditioning: ?
Acetone smoothing: soaked, for how long, or was it wiped on/off, at what temperature?
Provide before and after pictures.
Equipment: ?
CC rectifier at .07 amps per square inch, (maximum 0.17amp in^2?)
Voltage? (0.5 to 1.5v?).
Anodes: Two pure nickel, (magnetic or non-magnetic?).
Chemicals: ?
pH?
Solution agitation: No.
Are you filtering your chemicals?
Sulfamate Nickel Formula, (nickel chloride?): ?g/L, at 110F to 120F for ? minutes.
Tin, (tin chloride?): ?g/L, at 110F to 120F for ? minutes. If solution what kind of solution?
Silvering, (solution?): ?g/L, at 110F to 120F for ? minutes. If solution what kind of solution?
Sulfuric acid: 335? to 360? g/L, at 140F? to 160F? for 4 to 10 minutes. ???
hydrochloric?
Electroplating steps: ?
Clean the surface of dirt.
Rinse with DI, Distilled, or RO water.
De-grease.
Rinse with DI, Distilled, or RO water.
Activate (acid etch Soak hydrochloric,<30 seconds.)
Rinse with DI, Distilled, or RO water.
Neutralize.
Rinse with DI, Distilled, or RO water.
Tin? strike
Rinse with DI, Distilled, or RO water..
Activate
Silvering? strike
Rinse with DI, Distilled, or RO water.
Activate
Copper strike
Rinse with DI, Distilled, or RO water.
Activate
Rinse with DI, Distilled, or RO water.
Nickel plate
Rinse with DI, Distilled, or RO water.
Dry
How do you electroplate flowers, leaves, animal skulls, and other organic materials?
There are five metallization processes that I am know of; you will choose one depending on the nature of the substrate and the end use of the item:
1. Probably the easiest to understand approach is to simply paint the items with a paint that contains metal particles or flakes, usually copper, silver or zinc. This is used on, for example, surface-mount electronic components to make them plateable and ultimately solderable.
2. You can apply a spray of colloidal conductive material, either carbon or metal. Actually, this is not very different than the first approach except that the particles are extremely fine, and the process is designed specifically for the purpose of allowing fine decorative plating onto non-conductors.
3. I'm not really familiar with it, but there are the solutions designed for brushing onto ceramics and then firing in an oven. The familiar gold edging you would see on fine china is an example. One supplier is Hawking International Ltd, The Stenders, Mitcheldean, Glos, UK; they call their product "Liquid Bright Gold".
4. Two-part silvering solutions are used for many different applications including plating of lacquer masters for vinyl records. You simultaneously spray a soluble silver salt and a reducing agent in order to reduce silver metal onto the item in question. This is essentially the same method (Brashear process) used to make mirrors.
5. The fifth and most complex method is the one usually done for plating on plastics: after you etch the material to give it some tooth, you dip it into stannous chloride or palladium chloride, or both in sequence, and then use the conductive seeds that you have thus formed as the nucleating points for electroless copper or electroless nickel deposition. This is usually a high volume industrial process and invariably relies on proprietary chemistries available from the major suppliers like Technic and Macdermid, and offers the advantage of a truly robust process for difficult environments like automotive exterior brightwork.
[www.finishing.com]
We use silver nitrate to "metallize" the ABS before plating.
-----------------
ABS is easily metallized via Electroless Ni after providing Pd nuclei via standard processes.
-----------------
Direct metallization process GENERALLY fall into two classes: 1. Those that deposit Carbon as the conductor onto the non-conductor that you wish to render conductive, and 2. those that deposit metals. Of the metal depositing process, Palladium is the favorite. Some deposit it as finely dispersed pure palladium clusters, and others deposit it from colloidal forms.
-----------------
I think automakers still use the old traditional chromic-sulfuric etch, followed by Pd/Sn seeding, followed by electroless nickel plating before copper-nickel-chrome for exterior automotive parts.
[www.finishing.com]
Edited 2 time(s). Last edit at 02/02/2014 05:18AM by A2.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 05:34AM |
Admin Registered: 11 years ago Posts: 3,096 |
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 07:22AM |
Registered: 10 years ago Posts: 1,381 |
Tks
I think it would look pretty cool to Tin-Nickel plate an all plastic printer.
If we can get a pink hue from a Tin-Nickel coating that would pretty neat.
It would also add to the strength/rigidity of the parts as well.
And we have the ability to do this at home
I've tested a lot of zinc die cast products that were decorative chrome plated, and
the plating adds to the overall strength.
A Tin-Nickel plating on ABS would also be beneficial in heated enclosures.
The plating would distribute the heat more evenly over the surface of the plastic.
It would also provide increased dimensional stability in a heated environment.
And it would be useful to prevent the plastic from catching on fire.
You could create electrical enclosures with a metal coating, this would also help block Electromagnetic interference (EMI).
You can also melt the zinc out leaving you a thin and relatively strong shell, (geometry and scale dependent).
You could do the same thing with PLA plastic by burning it out, or with the water/solvent soluble support plastics.
I've read that micro injection molds are made with this technique.
What is pretty amazing about Tin-Nickel plating is that it easily plates inside tiny orifices,
without the aid, and complexity of using jets to direct the plating solution into tiny narrow pockets, and deep tiny holes.
A Tin-Nickel plating inside the hot end nozzle orifice, and barrel I think has the potential to reduce the back pressure,
and increase the life of the nozzle.
A heavy coating inside the barrel and die head (nozzle) would also act as an insulator,
which would aid in increasing the precision, (i.e. reproducibility or repeatability) of the extrudate.
A Tin-Nickel also allows you to use corrosive plastics, for example PVC (C=chlorine, which is very corrosive).
Figuring out how to Tin-Nickel plate ABS, I think is worth exploring.
Edited 1 time(s). Last edit at 02/02/2014 07:29AM by A2.
I think it would look pretty cool to Tin-Nickel plate an all plastic printer.
If we can get a pink hue from a Tin-Nickel coating that would pretty neat.
It would also add to the strength/rigidity of the parts as well.
And we have the ability to do this at home
I've tested a lot of zinc die cast products that were decorative chrome plated, and
the plating adds to the overall strength.
A Tin-Nickel plating on ABS would also be beneficial in heated enclosures.
The plating would distribute the heat more evenly over the surface of the plastic.
It would also provide increased dimensional stability in a heated environment.
And it would be useful to prevent the plastic from catching on fire.
You could create electrical enclosures with a metal coating, this would also help block Electromagnetic interference (EMI).
You can also melt the zinc out leaving you a thin and relatively strong shell, (geometry and scale dependent).
You could do the same thing with PLA plastic by burning it out, or with the water/solvent soluble support plastics.
I've read that micro injection molds are made with this technique.
What is pretty amazing about Tin-Nickel plating is that it easily plates inside tiny orifices,
without the aid, and complexity of using jets to direct the plating solution into tiny narrow pockets, and deep tiny holes.
A Tin-Nickel plating inside the hot end nozzle orifice, and barrel I think has the potential to reduce the back pressure,
and increase the life of the nozzle.
A heavy coating inside the barrel and die head (nozzle) would also act as an insulator,
which would aid in increasing the precision, (i.e. reproducibility or repeatability) of the extrudate.
A Tin-Nickel also allows you to use corrosive plastics, for example PVC (C=chlorine, which is very corrosive).
Figuring out how to Tin-Nickel plate ABS, I think is worth exploring.
Edited 1 time(s). Last edit at 02/02/2014 07:29AM by A2.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 01:33PM |
Registered: 10 years ago Posts: 39 |
I agree with Ohmarinus, excellent info and way and above the call of duty A2. I totally agree with you on following a known process and then adapting it to my needs. I've been plating 2" pieces of 1/2" copper pipe for a week to work out my process as this is my first foray into electroforming. I'm getting absolutely perfect and spectacular nickel coating on the pipe. I'm keeping notes and being very scientific about it. I only change one parameter at a time so I know what's successful and what is still failing.
I'm going to do more posting on the Caswell Plating site, who sells and promotes the process of tinning and plating nickel without the intermediate copper process. I too suspect that it will be more successful if I do it the tried-and-true way using a copper step. But, as a hobbyist on a budget, I wanted try the process that required the least out of pocket expense and did purport to be a viable method. It might be good for baby shoes and flowers (two of the examples that they use to sell the process) but I'm not finding it good for ABS. I've also read that there is a "plating grade" ABS and to use anything else is going to be problematic. I read that on an auto part manufacturing site in England. I'm not even sure we can get "plating grade" ABS on our spools that we all buy from the familiar sources.
What concerns me a bit is that it might only work if I do an acid etch. The problem with that is that I really need to coat these ABS prints with a few layers of clear laquer and then plate them. I don't think you can chemical etch a coat of laquer. The reason I need to coat them with laquer is that even with ABS smoothing, I can't get the perfect surface quality that I need. I also can't adequately sand these items. So by repeatedly dipping them in laquer, I can build up a thick layer on the surface that eventually becomes quite nice and smooth. That's what I need to have the metal to stick to in the end.
So I guess what I really should be doing is experimenting more and writing more about "how to stick nickel to lacquer" if that's even possible or advisable. Like any good lab experiment, I'm going to learn a lot. I think what I'll do is dip some copper pipe in laquer and plate them. If I can succeed with that, then I can go back to ABS. Maybe there is some thermal expansion in the plastic that sheering the adhesion of the nickel. Anyway, onward...
I'm going to dissect all of the info that you have recommended. There seems to be a lot of good stuff in there. Thanks for all of it, and I will get back to you soon. Thanks again.
I'm going to do more posting on the Caswell Plating site, who sells and promotes the process of tinning and plating nickel without the intermediate copper process. I too suspect that it will be more successful if I do it the tried-and-true way using a copper step. But, as a hobbyist on a budget, I wanted try the process that required the least out of pocket expense and did purport to be a viable method. It might be good for baby shoes and flowers (two of the examples that they use to sell the process) but I'm not finding it good for ABS. I've also read that there is a "plating grade" ABS and to use anything else is going to be problematic. I read that on an auto part manufacturing site in England. I'm not even sure we can get "plating grade" ABS on our spools that we all buy from the familiar sources.
What concerns me a bit is that it might only work if I do an acid etch. The problem with that is that I really need to coat these ABS prints with a few layers of clear laquer and then plate them. I don't think you can chemical etch a coat of laquer. The reason I need to coat them with laquer is that even with ABS smoothing, I can't get the perfect surface quality that I need. I also can't adequately sand these items. So by repeatedly dipping them in laquer, I can build up a thick layer on the surface that eventually becomes quite nice and smooth. That's what I need to have the metal to stick to in the end.
So I guess what I really should be doing is experimenting more and writing more about "how to stick nickel to lacquer" if that's even possible or advisable. Like any good lab experiment, I'm going to learn a lot. I think what I'll do is dip some copper pipe in laquer and plate them. If I can succeed with that, then I can go back to ABS. Maybe there is some thermal expansion in the plastic that sheering the adhesion of the nickel. Anyway, onward...
I'm going to dissect all of the info that you have recommended. There seems to be a lot of good stuff in there. Thanks for all of it, and I will get back to you soon. Thanks again.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 04:25PM |
Admin Registered: 16 years ago Posts: 13,886 |
... when metallizing 'problematic' plastics we previously plasma-activated the surface to max the adhesion.
Another possible solution is to dip the ABS-part into actone to 'soften' the surface and then coat the wet surface with a fine metal powder, so the powder particles will be 'embedded' into the surface ... and then plate it ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Another possible solution is to dip the ABS-part into actone to 'soften' the surface and then coat the wet surface with a fine metal powder, so the powder particles will be 'embedded' into the surface ... and then plate it ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 04:42PM |
Registered: 10 years ago Posts: 39 |
Viktor, thanks for those ideas. I'll research what plasma-activation is. Sounds like something a tinkerer can't do but I'm ignorant about it.
As for the fine metal powder idea, that sounds intriguing. Copper powder I guess? Can you give me just a tad more info on both ideas as I know nothing about either. I'll do some Googling but you may have more answers than I can find on my own.
Thanks again, you may have helped solve my problem...
As for the fine metal powder idea, that sounds intriguing. Copper powder I guess? Can you give me just a tad more info on both ideas as I know nothing about either. I'll do some Googling but you may have more answers than I can find on my own.
Thanks again, you may have helped solve my problem...
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 05:32PM |
Admin Registered: 16 years ago Posts: 13,886 |
... here some infos for plasma treatment: [www.plasmatreat.co.uk]
Infos for electro-plating plastics with embedded conducting particles can be found in the MID-technology - [www.3d-mid.de]
I'ts another methode, that only partially 'activates' the material ... but when galvano-plating/coating the activated surface, it's the same procedere ...
Edited 1 time(s). Last edit at 02/02/2014 05:39PM by VDX.
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Infos for electro-plating plastics with embedded conducting particles can be found in the MID-technology - [www.3d-mid.de]
I'ts another methode, that only partially 'activates' the material ... but when galvano-plating/coating the activated surface, it's the same procedere ...
Edited 1 time(s). Last edit at 02/02/2014 05:39PM by VDX.
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 05:49PM |
Registered: 10 years ago Posts: 39 |
Great info Viktor. Thanks.
I'm researching making my own copper conductive paint by percipitating copper nano particles out of copper sulfate with ascorbic acid. You can then mix the copper with gum arabic and paint it on. If that sticks and then I can plate copper and then nickel over it and have it be durable, it might be a method to experiment with.
Edited 1 time(s). Last edit at 02/02/2014 05:54PM by RobH2.
I'm researching making my own copper conductive paint by percipitating copper nano particles out of copper sulfate with ascorbic acid. You can then mix the copper with gum arabic and paint it on. If that sticks and then I can plate copper and then nickel over it and have it be durable, it might be a method to experiment with.
Edited 1 time(s). Last edit at 02/02/2014 05:54PM by RobH2.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 06:20PM |
Admin Registered: 16 years ago Posts: 13,886 |
... for 'painting' on ABS you should replace the gum arabicum by acetone with some solved ABS in it - not much, only to make the solvent slightly viscous, so the copper particles stay in suspension.
When painting on dry ABS, the acetone starts solving the surface and evaporates really fast, leaving the ABS-copper suspension -- so the adhesion/fixation of the embedded nano-copper is much better than with ordinary glue ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
When painting on dry ABS, the acetone starts solving the surface and evaporates really fast, leaving the ABS-copper suspension -- so the adhesion/fixation of the embedded nano-copper is much better than with ordinary glue ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 10:29PM |
Registered: 10 years ago Posts: 39 |
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 02, 2014 11:40PM |
Registered: 10 years ago Posts: 1,381 |
Plating on Plastics (POP)
@RobH2:
I noticed that you are using black ABS.
Black ABS has a higher probability of being blended with recycled plastics.
Don't use black ABS.
Use natural, or white ABS from a USA supplier, better yet extrude your own filament from virgin ABS.
"In some cases, fillers are added to plastics to increase strength (glass),
fire retardant (Sb2O3, Organic Phosphates), or to impart color (carbon black, TiO2).
These can cause problems in plating."
Silicone:
Make sure there is no possibility of the ABS coming in contact with liquid silicone,
it's massively difficult to remove, and prevents plating from adhering.
Gloves:
Don't handle the parts with your bare hands.
Rackers (i.e. people who place the parts on plating racks) wear cotton groves,
so they don't get dirt or oil from their hands on the parts.
Soap:
Your parts should be clean upon finished printing, and shouldn't require soap to clean.
Soap can cause problems too, use sparingly.
Use an alkaline cleaner.
TSP (i.e. trisodium phosphate) is alkaline.
[en.wikipedia.org]
Activator for ABS:
Use sulfuric acid-chromate solution for the activator.
Drying:
Dry your part after cleaning and de-greasing.
Moisture will gas out in a warm electroplating solution, and prevent the plating from adhering.
The recommended minimum drying time for ABS plastic is 4 hours at 190° to 200°F, 90° to 95°C.
Don't dry your parts with compressed air, dirt, and oil will contaminate the surface.
Extrusion temperature:
"Adhesion between a plated deposit and ABS increases with increase in stock temperature. 250C to 270C.
Melt temperature should be 1-2 deg C below the heat degradation temperature."
Nodules of tin/silver:
I noticed that there appears to be nodules of tin/silver located in the cracks of the filament.
There is a higher electrical potential in cracks that pull in more metal.
This is also true for edges, but filament printing generally produces rounded edges so much less if any issues.
Best to print your part without groves/seams.
"sharp groves can lead to “Faraday Cage” effect preventing plating in that area, should be avoided."
Printer calibration:
Is your printer tuned, are you having problems printing smooth side walls?
Self leveling:
Lengthen the nickel time rather than the copper time because nickel offers self-leveling in a way that copper doesn't.
[www.finishing.com]
Lacquer, or Acrylic?:
In the brush on plating video they use Halfords Clear Lacquer, it's actually acrylic.
So are you trying to plate over lacquer, or acrylic?
What chemical are you activating (i.e. acid etching) the plastic with?
How thick are you plating?
"For sanitary applications the metallic layer is usually no thicker than 25 microns,
while for automotive parts it can be up to 40 microns."
[www.basf.de]
[www.marplex.com.au]
Silver strike:
Note also that in the Tin-Nickel plating process there is no mention of a silver strike.
But it's used to coat metal, so it might be required for plastic.
Ampere:
The amps for each solution is different.
If your plating recipe is not clear on what amps are required,
use this chart to figure out how many amps you should be using for each solution that you use.
[www.finishing.com]
[en.wikipedia.org]
Read this:
Trouble shooting guide:
Poor adhesion is in most cases due to a cleaning or activation (i.e. acid etch) problem of the basis metal or previous deposit.
[www.finishing.com]
FLOW PROCESS CHART: The following sequence of operation is usually followed for plating on ABS:
Preclean of item
Cold water rinse
Neutralization
Cold water rinse
Etchanting
Cold water rinse
Neutralize in 2% Sodiumbisulphite Solution
Cold water rinse (running tap water)
Item
Sensitizer
Cold water rinse (running tap water)
Electroless Nickel
Cold water rinse
Copper plating
Bright Nickel
Dragout
Cold water rinse (running tap water)
Decorative Chrome
Cold water rinse
Hot water rinse
Chromium plating
PROJECT PROFILE ON CHROMUM PLATING ON ABS PLASTIC
[dcmsme.gov.in]
@VDX:
Flame-activation:
I've used an open flame for adhesive bonding to increase the surface energy of plastics.
Interesting idea to embed a powder/flour of metal into a solvent soften surface, graphite would work too.
Now if you could source a fine silver or copper powder/flour that might make it easier to plate, and simplify the whole process.
My local hardware store sells West System 423 Graphite Powder, I'm unsure of the particle size but it's like a flour.
[www.westsystem.com]
There is also West System 420 aluminum powder, Average Particle Diameter 50 - 60 microns, it would be difficult to plate.
But it might be an interesting surface coating.
[www.westsystem.com]
An idea for a process to prepare the surface of ABS for Direct Metallization:
Dry the plastic (i.e. remove moisture).
Activate the surface with sulfuric acid-chromate solution, this also helps to remove crud and creates micro holes in the material.
Rinse with DI, Distilled, or RO water.
Dry.
Solvent soften with acetone the surface.
Dust with graphite, copper, etc.
Allow time for the solvent to gas out (i.e. dry).
Electroplate.
Kinetic coating:
Another idea to increase the surface density of the graphite, or metal powder coating is to
use a sand blaster to apply it onto the solvent soften surface.
Direct Metallization process generally fall into two classes:
1. Those that deposit Carbon as the conductor onto the non-conductor that you wish to render conductive, and
2. those that deposit metals. Of the metal depositing process, Palladium is the favorite.
Some deposit it as finely dispersed pure palladium clusters, and others deposit it from colloidal forms.
[www.finishing.com]
TROUBLE SHOOTING PLATING ON ABS PLASTICS REVISITED
[www.plateworld.com]
Molding for plating plastics, guide.
[www.qppltd.co.uk]
Surface energy:
Adhesion problem is common in materials that possess low surface energies.
Examples can include High-Density Polyethylene, Polypropylene, EPDM, and Polyethylene etc.
With the surface energy ranging anywhere from twenty nine to thirty six Dyne/cm or mN/m (milinewton per meter).
Normally, polyolefin has a non-polar surface or low surface energy which is unresponsive to printing, bonding, coating or painting etc.
If a solid possesses high levels of surface energy as compared to the surface tension of a liquid,
there will be increased molecular attraction drawing closer together the adhesive and the ink or paint etc resulting in superior bond strength.
Similarly, if the solid’s surface tension is lower than that of the liquid, then the attractive forces will weaken thus, resulting in repelling of the coat.
During the surface treatment of plastic, producers are often challenged with the task of increasing the surface’s energy level making it greater than the surface tension of the coating, printing ink, and paint or adhesive so as to increase the chemical attraction. This results in proper adhesion due to improved wettability of the surface. Generally, a substrate’s surface energy should range at least 5 mN/m (dyn/cm) above the surface tension of the adhesive, paint, coating or ink to be used on the surface.
[www.tantec.com]
ABS Electroplating Grades:
POLYLAC® PA-727, ABS.
POLYLAC® PA-726M, ABS.
ABS827L, ABS.
GE Cycolac S705, ABS.
BASF's Terluran® GP-35, ABS.
Bayer Novodur P2MC, ABS.
Bayer Bayblend T45, PC/ABS.
Cheil Industries Starex® MP-0160RD, ABS.
ASTALAC™ EPC, ABS.
ASTALAC™ EPF, ABS.
ASTALOY™ EHA, ABS.
Ask your filament supplier what type of ABS they are selling to you.
Most likely it's an extrusion grade of ABS.
[www.finishing.com]
Safety:
There can be harmful gasses, for example: Silver Nitrate, wear a gas mask, and a face shield with goggles, ventilate the room.
Edited 1 time(s). Last edit at 02/02/2014 11:41PM by A2.
@RobH2:
I noticed that you are using black ABS.
Black ABS has a higher probability of being blended with recycled plastics.
Don't use black ABS.
Use natural, or white ABS from a USA supplier, better yet extrude your own filament from virgin ABS.
"In some cases, fillers are added to plastics to increase strength (glass),
fire retardant (Sb2O3, Organic Phosphates), or to impart color (carbon black, TiO2).
These can cause problems in plating."
Silicone:
Make sure there is no possibility of the ABS coming in contact with liquid silicone,
it's massively difficult to remove, and prevents plating from adhering.
Gloves:
Don't handle the parts with your bare hands.
Rackers (i.e. people who place the parts on plating racks) wear cotton groves,
so they don't get dirt or oil from their hands on the parts.
Soap:
Your parts should be clean upon finished printing, and shouldn't require soap to clean.
Soap can cause problems too, use sparingly.
Use an alkaline cleaner.
TSP (i.e. trisodium phosphate) is alkaline.
[en.wikipedia.org]
Activator for ABS:
Use sulfuric acid-chromate solution for the activator.
Drying:
Dry your part after cleaning and de-greasing.
Moisture will gas out in a warm electroplating solution, and prevent the plating from adhering.
The recommended minimum drying time for ABS plastic is 4 hours at 190° to 200°F, 90° to 95°C.
Don't dry your parts with compressed air, dirt, and oil will contaminate the surface.
Extrusion temperature:
"Adhesion between a plated deposit and ABS increases with increase in stock temperature. 250C to 270C.
Melt temperature should be 1-2 deg C below the heat degradation temperature."
Nodules of tin/silver:
I noticed that there appears to be nodules of tin/silver located in the cracks of the filament.
There is a higher electrical potential in cracks that pull in more metal.
This is also true for edges, but filament printing generally produces rounded edges so much less if any issues.
Best to print your part without groves/seams.
"sharp groves can lead to “Faraday Cage” effect preventing plating in that area, should be avoided."
Printer calibration:
Is your printer tuned, are you having problems printing smooth side walls?
Self leveling:
Lengthen the nickel time rather than the copper time because nickel offers self-leveling in a way that copper doesn't.
[www.finishing.com]
Lacquer, or Acrylic?:
In the brush on plating video they use Halfords Clear Lacquer, it's actually acrylic.
So are you trying to plate over lacquer, or acrylic?
What chemical are you activating (i.e. acid etching) the plastic with?
How thick are you plating?
"For sanitary applications the metallic layer is usually no thicker than 25 microns,
while for automotive parts it can be up to 40 microns."
[www.basf.de]

[www.marplex.com.au]
Silver strike:
Note also that in the Tin-Nickel plating process there is no mention of a silver strike.
But it's used to coat metal, so it might be required for plastic.
Ampere:
The amps for each solution is different.
If your plating recipe is not clear on what amps are required,
use this chart to figure out how many amps you should be using for each solution that you use.
[www.finishing.com]
[en.wikipedia.org]

Read this:
Trouble shooting guide:
Poor adhesion is in most cases due to a cleaning or activation (i.e. acid etch) problem of the basis metal or previous deposit.
[www.finishing.com]
FLOW PROCESS CHART: The following sequence of operation is usually followed for plating on ABS:
Preclean of item
Cold water rinse
Neutralization
Cold water rinse
Etchanting
Cold water rinse
Neutralize in 2% Sodiumbisulphite Solution
Cold water rinse (running tap water)
Item
Sensitizer
Cold water rinse (running tap water)
Electroless Nickel
Cold water rinse
Copper plating
Bright Nickel
Dragout
Cold water rinse (running tap water)
Decorative Chrome
Cold water rinse
Hot water rinse
Chromium plating
PROJECT PROFILE ON CHROMUM PLATING ON ABS PLASTIC
[dcmsme.gov.in]
@VDX:
Flame-activation:
I've used an open flame for adhesive bonding to increase the surface energy of plastics.
Interesting idea to embed a powder/flour of metal into a solvent soften surface, graphite would work too.
Now if you could source a fine silver or copper powder/flour that might make it easier to plate, and simplify the whole process.
My local hardware store sells West System 423 Graphite Powder, I'm unsure of the particle size but it's like a flour.
[www.westsystem.com]
There is also West System 420 aluminum powder, Average Particle Diameter 50 - 60 microns, it would be difficult to plate.
But it might be an interesting surface coating.
[www.westsystem.com]
An idea for a process to prepare the surface of ABS for Direct Metallization:
Dry the plastic (i.e. remove moisture).
Activate the surface with sulfuric acid-chromate solution, this also helps to remove crud and creates micro holes in the material.
Rinse with DI, Distilled, or RO water.
Dry.
Solvent soften with acetone the surface.
Dust with graphite, copper, etc.
Allow time for the solvent to gas out (i.e. dry).
Electroplate.
Kinetic coating:
Another idea to increase the surface density of the graphite, or metal powder coating is to
use a sand blaster to apply it onto the solvent soften surface.
Direct Metallization process generally fall into two classes:
1. Those that deposit Carbon as the conductor onto the non-conductor that you wish to render conductive, and
2. those that deposit metals. Of the metal depositing process, Palladium is the favorite.
Some deposit it as finely dispersed pure palladium clusters, and others deposit it from colloidal forms.
[www.finishing.com]
TROUBLE SHOOTING PLATING ON ABS PLASTICS REVISITED
[www.plateworld.com]
Molding for plating plastics, guide.
[www.qppltd.co.uk]
Surface energy:
Adhesion problem is common in materials that possess low surface energies.
Examples can include High-Density Polyethylene, Polypropylene, EPDM, and Polyethylene etc.
With the surface energy ranging anywhere from twenty nine to thirty six Dyne/cm or mN/m (milinewton per meter).
Normally, polyolefin has a non-polar surface or low surface energy which is unresponsive to printing, bonding, coating or painting etc.
If a solid possesses high levels of surface energy as compared to the surface tension of a liquid,
there will be increased molecular attraction drawing closer together the adhesive and the ink or paint etc resulting in superior bond strength.
Similarly, if the solid’s surface tension is lower than that of the liquid, then the attractive forces will weaken thus, resulting in repelling of the coat.
During the surface treatment of plastic, producers are often challenged with the task of increasing the surface’s energy level making it greater than the surface tension of the coating, printing ink, and paint or adhesive so as to increase the chemical attraction. This results in proper adhesion due to improved wettability of the surface. Generally, a substrate’s surface energy should range at least 5 mN/m (dyn/cm) above the surface tension of the adhesive, paint, coating or ink to be used on the surface.
[www.tantec.com]
ABS Electroplating Grades:
POLYLAC® PA-727, ABS.
POLYLAC® PA-726M, ABS.
ABS827L, ABS.
GE Cycolac S705, ABS.
BASF's Terluran® GP-35, ABS.
Bayer Novodur P2MC, ABS.
Bayer Bayblend T45, PC/ABS.
Cheil Industries Starex® MP-0160RD, ABS.
ASTALAC™ EPC, ABS.
ASTALAC™ EPF, ABS.
ASTALOY™ EHA, ABS.
Ask your filament supplier what type of ABS they are selling to you.
Most likely it's an extrusion grade of ABS.
[www.finishing.com]
Safety:
There can be harmful gasses, for example: Silver Nitrate, wear a gas mask, and a face shield with goggles, ventilate the room.
Edited 1 time(s). Last edit at 02/02/2014 11:41PM by A2.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 01:16AM |
Registered: 10 years ago Posts: 39 |
Ok, fantastic info and a lot to assimilate.
The cracks and faults you were analyzing were from failed attempts where I did a lot of things wrong. Those were from my first two plates in my life. I've solved those issues with the proper protocol but, it's really good to hear you analyze them so that if it crops up, given my new and improved methods, I can diagnose better. That's the kind of expertise that I like to hear and is hard to find. Thanks for that.
I'm seeing several possible culprits:
1. Drying. The process I'm using is designed for coating metal and glass but does profess to work on virtually any substrate that can support its weight. However, they don't talk about "dry time." I've been going straight from degreasing, to tinning, to silvering and then into the tank. That's 3 wet processes in a row. I have not been giving time for outgassing. Great observation.
2. Stock. It makes total sense that black stock is a blend of scraps, etc. Mix all the trash togehter and you get black...duh... I'll ask the question about plating grade and get a different color.
3. Etching. I was using just Sulfuric Acid to etch. I need to research the chormate component and then make some.
As far as my techniques I'm pretty good. But, I have been handling the printed part hot off the press with bare hands. I'll stop doing that. I always rinse with distilled water. If I begin to do this alot I'll buy a simple RO system and make my own water. I'm intrigued with the metalizing of the surface with powders. I ordered some fine spherical copper poweder today that is -150 screen or 4.5nm (.0045 microns). I plan to test that with the solved ABS/acetone slurry as the carrier instead of gum arabic.
A few ordered items are coming this week. I'll test them and implement all of your good info and report back. I'm encouraged and am glad to find such knowledgable expertise here. Much appreciated...truly....
The cracks and faults you were analyzing were from failed attempts where I did a lot of things wrong. Those were from my first two plates in my life. I've solved those issues with the proper protocol but, it's really good to hear you analyze them so that if it crops up, given my new and improved methods, I can diagnose better. That's the kind of expertise that I like to hear and is hard to find. Thanks for that.
I'm seeing several possible culprits:
1. Drying. The process I'm using is designed for coating metal and glass but does profess to work on virtually any substrate that can support its weight. However, they don't talk about "dry time." I've been going straight from degreasing, to tinning, to silvering and then into the tank. That's 3 wet processes in a row. I have not been giving time for outgassing. Great observation.
2. Stock. It makes total sense that black stock is a blend of scraps, etc. Mix all the trash togehter and you get black...duh... I'll ask the question about plating grade and get a different color.
3. Etching. I was using just Sulfuric Acid to etch. I need to research the chormate component and then make some.
As far as my techniques I'm pretty good. But, I have been handling the printed part hot off the press with bare hands. I'll stop doing that. I always rinse with distilled water. If I begin to do this alot I'll buy a simple RO system and make my own water. I'm intrigued with the metalizing of the surface with powders. I ordered some fine spherical copper poweder today that is -150 screen or 4.5nm (.0045 microns). I plan to test that with the solved ABS/acetone slurry as the carrier instead of gum arabic.
A few ordered items are coming this week. I'll test them and implement all of your good info and report back. I'm encouraged and am glad to find such knowledgable expertise here. Much appreciated...truly....
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 01:32AM |
Admin Registered: 13 years ago Posts: 730 |
As if you needed any more information  there is also this thread on the RepRap forum from a few years ago: Electroplating Plastic.
there is also this thread on the RepRap forum from a few years ago: Electroplating Plastic.
there is also this thread on the RepRap forum from a few years ago: Electroplating Plastic.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 01:38AM |
Registered: 10 years ago Posts: 39 |
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 05:22AM |
Registered: 10 years ago Posts: 1,381 |
@MattMoses:
Tks for the link.
The conductive ABS looks promising too.
Conductive ABS
Conductive ABS was made by ABS material, blends of carbon fiber, carbon black and permanent conductive masterbatch.
It can be used for antistatic, static dissipative, conduction of electric current and screen of electromagnetic interference shielding.
The conductive antistatic ABS has advantages with excellent mechanical strength, impact resistance, dimensional stability, high flow creep resistance and excellent heat and low temperature resistance.
Our conductive ABS 3.0mm filament are the first market conductive ABS. Besides conductive ABS's character, they also have following advantages:
(1) High precision dimention with 1.7+/-0.10mm range which make material supply easily and with high print quality;
(2) Good roundness with 1.7+/-0.07mm range which make material supply easily and with high print quality;
(3) Competitive price;
(4) Order flexibility and short lead time;
(5) Vivid color;
(6) Good logistic control and service support
The product specification are listed below:
POLYMER PROPERTIES Description
Material Conductive ABS
Color Black
Filament diameter 1.7+/-0.10mm
Roundness 1.7+/-0.10mm
Resistance 104 Ohms/cm
Print temperature 200 - 230 oC
Spool capacity 1kg(Can be customization)
[www.repraper.com]
The Plating Process
Current plating-on-plastics processes still employ the basic technology developed at that time, although inevitably many refinements and improvements have been. The basic steps are as follows:
• Etch in chromic acid based solution to promote adhesion
• Neutralise excess chromic acid
• Activate the plastics surface with a solution containing tin and palladium salts. This deposits nuclei of palladium metal on the plastics that catalyse nickel or copper growth from the subsequent electroless processes.
• Coat the surface with either nickel or copper (nickel is now generally the preferred commercial process) from an electroless plating solution.
Once the plastics component has been coated with this electrically conductive and adherent surface layer it can subsequently be electroplated using conventional technology.
[www.azom.com]
@RobH2:
Post pics of the copper powder container, etc.
Got a link of where you purchased it?
Focus on the methods that can plate on plastic, and glass.
Why are you plating 3d printed parts?
Looking forward to your test results.
Tks for the link.
The conductive ABS looks promising too.
Conductive ABS
Conductive ABS was made by ABS material, blends of carbon fiber, carbon black and permanent conductive masterbatch.
It can be used for antistatic, static dissipative, conduction of electric current and screen of electromagnetic interference shielding.
The conductive antistatic ABS has advantages with excellent mechanical strength, impact resistance, dimensional stability, high flow creep resistance and excellent heat and low temperature resistance.
Our conductive ABS 3.0mm filament are the first market conductive ABS. Besides conductive ABS's character, they also have following advantages:
(1) High precision dimention with 1.7+/-0.10mm range which make material supply easily and with high print quality;
(2) Good roundness with 1.7+/-0.07mm range which make material supply easily and with high print quality;
(3) Competitive price;
(4) Order flexibility and short lead time;
(5) Vivid color;
(6) Good logistic control and service support
The product specification are listed below:
POLYMER PROPERTIES Description
Material Conductive ABS
Color Black
Filament diameter 1.7+/-0.10mm
Roundness 1.7+/-0.10mm
Resistance 104 Ohms/cm
Print temperature 200 - 230 oC
Spool capacity 1kg(Can be customization)
[www.repraper.com]
The Plating Process
Current plating-on-plastics processes still employ the basic technology developed at that time, although inevitably many refinements and improvements have been. The basic steps are as follows:
• Etch in chromic acid based solution to promote adhesion
• Neutralise excess chromic acid
• Activate the plastics surface with a solution containing tin and palladium salts. This deposits nuclei of palladium metal on the plastics that catalyse nickel or copper growth from the subsequent electroless processes.
• Coat the surface with either nickel or copper (nickel is now generally the preferred commercial process) from an electroless plating solution.
Once the plastics component has been coated with this electrically conductive and adherent surface layer it can subsequently be electroplated using conventional technology.
[www.azom.com]
@RobH2:
Post pics of the copper powder container, etc.
Got a link of where you purchased it?
Focus on the methods that can plate on plastic, and glass.
Why are you plating 3d printed parts?
Looking forward to your test results.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 06:19AM |
Registered: 12 years ago Posts: 115 |
I used to have injection molded helmet shells chromed plated. We used a "plating grade" ABS. I don't remember all of the steps, but they used to:
1. clean / wash the parts
2. dip parts in a mild acid for etching / further cleaning
3. wash / neutralize acid
4. Plate plastic with copper
5. Plate copper with nickel
5. plate nickel with chrome.
The results were fantastic, but expensive ($30 per helmet was high).
We switched to Vacuum metalizing for cost reasons ($2 per helmet in 1000 piece quantities).
1. clean / wash the parts
2. dip parts in a mild acid for etching / further cleaning
3. wash / neutralize acid
4. Plate plastic with copper
5. Plate copper with nickel
5. plate nickel with chrome.
The results were fantastic, but expensive ($30 per helmet was high).
We switched to Vacuum metalizing for cost reasons ($2 per helmet in 1000 piece quantities).
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 06:21AM |
Registered: 12 years ago Posts: 115 |
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 11:00AM |
Registered: 10 years ago Posts: 39 |
A2: Intrestingly, I found that conductive ABS last night after some searching. I actually found 3 sources of it. It's all black I guess due to the addition of graphite, etc.
To answer your questions:
- Post pics of the copper powder container, etc. = I'll do that when I get it.
-Got a link of where you purchased it? = Correction, I decided to hold off on ordering the powder until I make some small amounts and test it. If it works, I'll order larger quantity. Here's where I found it. Cu Powder
-Focus on the methods that can plate on plastic, and glass. = yes, that's my thoughts too
-Why are you plating 3d printed parts? = I'm developing a product to sell to a client of mine. I can't say too much about it right now as it's proprietary. The whole concept is why I got into 3d printing a few months ago to begin with.
-Looking forward to your test results. = ...me too...
Beekeeper: My process seems to be sound. The only step I'm missing is the chromic acid dip. I'm trying to find a recipe for that. Do you have one I can use? I'm beginnng to think that moisture is my biggest culprit. Printed ABS parts are notoriously leaky and your suggestion to acetone smooth is good to seal holes is prudent. I need to make sure that I always do that. The acetone might also dry off any residual moisture if I acetone smooth after I do all of my other prep. I can acetone smooth and then let the parts sit for a day to harden up again, then go straight to etching and plating.
I'm curious about vacuum metalizing but I'm afraid that's too costly and dangerous to do in a basement. I don't have industrial ventilization either. I've tried to get info on it and have not found any that discusses it on a "small scale." What's it entail and can you do it DIY? The turnout for these parts I've developed will only be about 4 or 5 a month. So, my production will be very small.
To answer your questions:
- Post pics of the copper powder container, etc. = I'll do that when I get it.
-Got a link of where you purchased it? = Correction, I decided to hold off on ordering the powder until I make some small amounts and test it. If it works, I'll order larger quantity. Here's where I found it. Cu Powder
-Focus on the methods that can plate on plastic, and glass. = yes, that's my thoughts too
-Why are you plating 3d printed parts? = I'm developing a product to sell to a client of mine. I can't say too much about it right now as it's proprietary. The whole concept is why I got into 3d printing a few months ago to begin with.
-Looking forward to your test results. = ...me too...
Beekeeper: My process seems to be sound. The only step I'm missing is the chromic acid dip. I'm trying to find a recipe for that. Do you have one I can use? I'm beginnng to think that moisture is my biggest culprit. Printed ABS parts are notoriously leaky and your suggestion to acetone smooth is good to seal holes is prudent. I need to make sure that I always do that. The acetone might also dry off any residual moisture if I acetone smooth after I do all of my other prep. I can acetone smooth and then let the parts sit for a day to harden up again, then go straight to etching and plating.
I'm curious about vacuum metalizing but I'm afraid that's too costly and dangerous to do in a basement. I don't have industrial ventilization either. I've tried to get info on it and have not found any that discusses it on a "small scale." What's it entail and can you do it DIY? The turnout for these parts I've developed will only be about 4 or 5 a month. So, my production will be very small.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 11:54AM |
Registered: 12 years ago Posts: 115 |
I don't have a recipe, we always farmed that stuff out.
Vacuum metalizing was always a high volume production thing, very expensive to get one or two parts done (but sometimes you can convince a manufacturer to run some of your parts as "samples" for free). I went to some industrial auctions that sold the VM machines, and the prices for used equipment was horribly shocking - on the order of $300,000+ for used machines.
Vacuum metalizing was always a high volume production thing, very expensive to get one or two parts done (but sometimes you can convince a manufacturer to run some of your parts as "samples" for free). I went to some industrial auctions that sold the VM machines, and the prices for used equipment was horribly shocking - on the order of $300,000+ for used machines.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 12:12PM |
Registered: 10 years ago Posts: 39 |
Quote
Vacuum metalizing was always a high volume production thing...
Yikes, that's out then. A few samples would be fun but that won't help me once I need to do my 5 parts per month. I have to develop a sound workflow so that I can make the parts I need on demand.
I'm encouraged by all of the excellent comments in this thread. You guys jumping in on this with enthusiasm and interest is fantastic. I think that if I go to conductive ABS, manage my moisture and etch, I'll be farther down the road...and maybe have a solution.
I'll report back as supplies will be arriving late this week.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 01:11PM |
Registered: 10 years ago Posts: 39 |
Here is something interesting I just found:
ABSTRACT The adhesion strength between electroless copper and acrylonitrile-butadiene-styrene (ABS) resin can be improved significantly by an environmentally friendly etching system containing H2SO4–MnO2 colloid as a replacement for conventional chromic acid etching solutions. Adhesion Improvement of ABS H2SO4–MnO2 Colloid
Now all I have to do (I'm not a chemist) is figure out how to make it. The full abstract is not published free and they want $250 to buy it.
Edit: Ok, getting somewhere. I've finally found a recipe:
------When ABS substrate was treated in H2O:H3PO4:H2SO4 colloid (v:v:v=1:1:2.5) at 70℃for 10 min and MnO2 was kept at 60 g/L, a good etching performance was obtained. ----- Full Abstract Text
Now I need a chemistry wiz to tell me what "...and MnO2 was kept at 60 g/L" specifically means. Does it mean I mix 60g of MnO2 to one liter of "water" and add that to H2O:1, H3PO4:1 and H2SO4:2.5 by volume (but what might the volume of those 3 be?).
Edited 1 time(s). Last edit at 02/03/2014 01:36PM by RobH2.
ABSTRACT The adhesion strength between electroless copper and acrylonitrile-butadiene-styrene (ABS) resin can be improved significantly by an environmentally friendly etching system containing H2SO4–MnO2 colloid as a replacement for conventional chromic acid etching solutions. Adhesion Improvement of ABS H2SO4–MnO2 Colloid
Now all I have to do (I'm not a chemist) is figure out how to make it. The full abstract is not published free and they want $250 to buy it.
Edit: Ok, getting somewhere. I've finally found a recipe:
------When ABS substrate was treated in H2O:H3PO4:H2SO4 colloid (v:v:v=1:1:2.5) at 70℃for 10 min and MnO2 was kept at 60 g/L, a good etching performance was obtained. ----- Full Abstract Text
Now I need a chemistry wiz to tell me what "...and MnO2 was kept at 60 g/L" specifically means. Does it mean I mix 60g of MnO2 to one liter of "water" and add that to H2O:1, H3PO4:1 and H2SO4:2.5 by volume (but what might the volume of those 3 be?).
Edited 1 time(s). Last edit at 02/03/2014 01:36PM by RobH2.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 01:58PM |
Registered: 10 years ago Posts: 1,381 |
[edited]
It appears that there is enough information to calculate the ratios.
You need some one with a chemistry background to verify your work, and to make sure you don't harm your self.
I do not have a chemistry background, I am not an expert in this field.
Ratio of volume:
Manganese dioxide (MnO2), (concentration was 60 grams/Litre ).
Sulfuric acid (H2SO4), (2.5 litre) or (concentration was 11.8∼12.7 M).
M = Mole/Litre? it's not clear to me, it could also be Mole/Meter^3, or Mole/Centimeter^3. Does 12.3 M = 2.5 litre?
Phosphoric acid (H3PO4), (1 litre).
Water, (H2O), (1 litre).
ratio of volume (H2O:H3PO4:H2SO4) colloid was 1:1:2.5 and the content of MnO2 was 60 grams/Liter at 70℃for 10 min
Molar concentrate
[www.translatorscafe.com]
Mole (unit)
The concentration of a solution is commonly expressed by its molarity, defined as the number of moles of the dissolved substance per litre of solution.
This corresponds to the Avogadro constant, which has a value of 6.02214129(27)×1023 elementary entities of the substance.
[en.wikipedia.org])
Litre
equal to 1 cubic decimetre (dm3), 1,000 cubic centimetres (cm3) or 1/1,000 cubic metre.
[en.wikipedia.org]
Avogadro constant
[en.wikipedia.org]
H3PO4 was added as a complexing agent into the MnO2-H2SO4 etching system.
[www.ncbi.nlm.nih.gov]
phosphoric acid (H3PO4)
[www.ncbi.nlm.nih.gov]
[pubs.acs.org]
colloidal manganese dioxide (MnO2)
[www.researchgate.net]
manganese oxide (MnO2) nanoparticles were synthesized by sonochemical reduction of KMnO4 using polyethylene glycol (PEG) as a reducing agent as well as structure directing agent under room temperature in short duration of time
[www.ncbi.nlm.nih.gov]
Colloidal MnO2 [brown colour] was prepared by mixing the standardized solutions of potassium permanganate (10 mL, 0.1 mol dm^−3 and sodium thiosulphate (20 mL, 1.88 × 10^−2 mol dm^−3) as given in the literature [279].
[shodhganga.inflibnet.ac.in]
rutile (β-)MnO2
[www.ncbi.nlm.nih.gov]
MnO2 was synthesised as a catalyst support material using a hydrothermal method. This involved reacting MnSO4 ⋅H2 O and (NH4 )2 S2 O8 at 120 °C for a range of crystallisation times, which affords control over the morphology and phase composition of the MnO2 formed.
[www.ncbi.nlm.nih.gov]
α-MnO2
[www.ncbi.nlm.nih.gov]
Edited 2 time(s). Last edit at 02/03/2014 03:15PM by A2.
It appears that there is enough information to calculate the ratios.
You need some one with a chemistry background to verify your work, and to make sure you don't harm your self.
I do not have a chemistry background, I am not an expert in this field.
Ratio of volume:
Manganese dioxide (MnO2), (concentration was 60 grams/Litre ).
Sulfuric acid (H2SO4), (2.5 litre) or (concentration was 11.8∼12.7 M).
M = Mole/Litre? it's not clear to me, it could also be Mole/Meter^3, or Mole/Centimeter^3. Does 12.3 M = 2.5 litre?
Phosphoric acid (H3PO4), (1 litre).
Water, (H2O), (1 litre).
ratio of volume (H2O:H3PO4:H2SO4) colloid was 1:1:2.5 and the content of MnO2 was 60 grams/Liter at 70℃for 10 min
Molar concentrate
[www.translatorscafe.com]
Mole (unit)
The concentration of a solution is commonly expressed by its molarity, defined as the number of moles of the dissolved substance per litre of solution.
This corresponds to the Avogadro constant, which has a value of 6.02214129(27)×1023 elementary entities of the substance.
[en.wikipedia.org])
Litre
equal to 1 cubic decimetre (dm3), 1,000 cubic centimetres (cm3) or 1/1,000 cubic metre.
[en.wikipedia.org]
Avogadro constant
[en.wikipedia.org]
H3PO4 was added as a complexing agent into the MnO2-H2SO4 etching system.
[www.ncbi.nlm.nih.gov]
phosphoric acid (H3PO4)
[www.ncbi.nlm.nih.gov]

[pubs.acs.org]
colloidal manganese dioxide (MnO2)
[www.researchgate.net]
manganese oxide (MnO2) nanoparticles were synthesized by sonochemical reduction of KMnO4 using polyethylene glycol (PEG) as a reducing agent as well as structure directing agent under room temperature in short duration of time
[www.ncbi.nlm.nih.gov]
Colloidal MnO2 [brown colour] was prepared by mixing the standardized solutions of potassium permanganate (10 mL, 0.1 mol dm^−3 and sodium thiosulphate (20 mL, 1.88 × 10^−2 mol dm^−3) as given in the literature [279].
[shodhganga.inflibnet.ac.in]
rutile (β-)MnO2
[www.ncbi.nlm.nih.gov]
MnO2 was synthesised as a catalyst support material using a hydrothermal method. This involved reacting MnSO4 ⋅H2 O and (NH4 )2 S2 O8 at 120 °C for a range of crystallisation times, which affords control over the morphology and phase composition of the MnO2 formed.
[www.ncbi.nlm.nih.gov]
α-MnO2
[www.ncbi.nlm.nih.gov]
Edited 2 time(s). Last edit at 02/03/2014 03:15PM by A2.
|
Re: Electroplating ABS prints from Prusa i3 - Problems February 03, 2014 02:13PM |
Registered: 10 years ago Posts: 39 |
Quote
Sulfuric acid (H2SO4), (concentration was 11.8∼12.7 M).
Manganese dioxide (MnO2), (concentration was ?).
Phosphoric acid (H3PO4), (concentration was ?).
Interestingly, you found every single article that I did. I read all of those this morning. Since I'm not a chemist, what I don't even know is what 11.8~1.7 M means (I see your RED text above now...I missed that earlier). I'm researching that now. I also have a friend who's spouse is a chemist and I've reached out to her to help me with nomenclature that I do not understand.
What I'd like to find is something like this: (***IMPORTANT NOTE TO NEW READERS OF THIS THREAD...The following is hypothetical for illustration only. It is NOT a recipe.)
1. Take 1 pint of distilled water
2. Add 1 pint of H3PO4
3. Add 1 pint of H2SO4
4. Add 1 pint MnO2 at 60 grams / liter. (So, approximately 15 grams in a pint of water.)
Edited 1 time(s). Last edit at 02/03/2014 03:06PM by RobH2.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
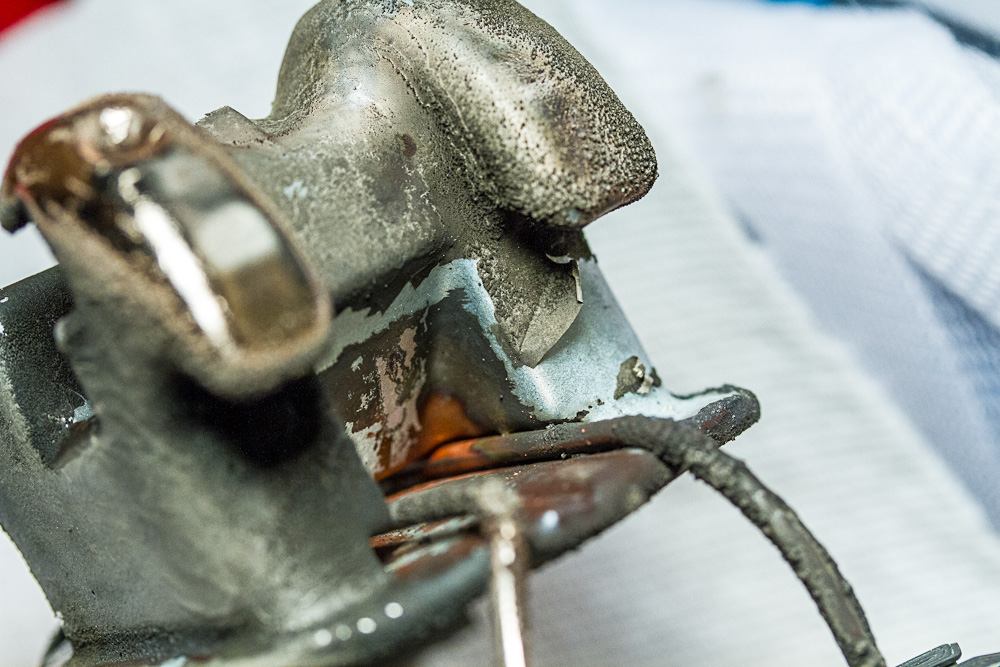{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
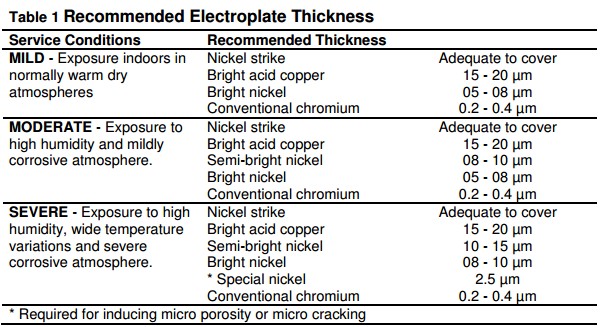{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.