low bond strength along planes (delamination)
Posted by xiando
|
low bond strength along planes (delamination) September 03, 2012 12:38PM |
Registered: 11 years ago Posts: 477 |
I'm doing "homework" while I wait for parts for my first printer and was wondering if some of you might comment on practical ways to reduce the low bond strength along plane layers (the tendency of parts to crack along print layer boundaries when flexed in such a way as to stress those layer-to-layer bonds)
I have observed low layer-to-layer bond strength in printed parts when they are flexed across the "grain", and it gives me some cause to ask questions, since the majority of parts are intended to do things, not print pretties (not that pretties are bad, they're just not my thing), and one thing many of the items will need to do is retain structural integrity with bending forces applied.
Is this a symptom of an underlying problem in the print process (extrusion temp, extrusion feedrate, layer height, etc), or simply an issue that can't be controlled, due to the fact that the parts are printed layer by layer (my initial assumption as to the reason)?
If it is a symptom of an underlying problem, could you suggest general ways to improve the layer to layer bond adhesion?
If not, I can live with it and print parts that require flex in a particular direction by printing them oriented to avoid the issue, but I'd like to know as much as possible up front, rather than having to replicate the past three or four years of experimentation and problem solving on my own. Ideally of course, I'd like to solve the problem from a process POV, so as to increase the efficacy of prints for flexure in all three dimensions, but if "it is what it is" I can deal with it...
I don't have any specifics to offer, other than that the target material in question is ABS, layer heights are afaik 0.2mm, 3-4 lines perimeter thickness, bed temp is somewhere in the range of 120C, extruder temp is 220-230C depending on the particular reel of feestock - age? - absorbed moisture? - tinting agent?, and infill is set anywhere from 20-50%). My observations are based on prints that I did not do myself (I have no direct controll on the parameters yet), but other than an empirically observed low layer bond strength, the prints look quite "nice" to the eye, require very little in the way of finish sanding or "garbage removal", and show no overt zones of delamination or surface voids to start with that might lead to a conclusion that there are soft/firmware parameters or mechanical issues behind the problem.
TMI? TLI? thanks for reading and thanks upfront for any salient replies
I have observed low layer-to-layer bond strength in printed parts when they are flexed across the "grain", and it gives me some cause to ask questions, since the majority of parts are intended to do things, not print pretties (not that pretties are bad, they're just not my thing), and one thing many of the items will need to do is retain structural integrity with bending forces applied.
Is this a symptom of an underlying problem in the print process (extrusion temp, extrusion feedrate, layer height, etc), or simply an issue that can't be controlled, due to the fact that the parts are printed layer by layer (my initial assumption as to the reason)?
If it is a symptom of an underlying problem, could you suggest general ways to improve the layer to layer bond adhesion?
If not, I can live with it and print parts that require flex in a particular direction by printing them oriented to avoid the issue, but I'd like to know as much as possible up front, rather than having to replicate the past three or four years of experimentation and problem solving on my own. Ideally of course, I'd like to solve the problem from a process POV, so as to increase the efficacy of prints for flexure in all three dimensions, but if "it is what it is" I can deal with it...
I don't have any specifics to offer, other than that the target material in question is ABS, layer heights are afaik 0.2mm, 3-4 lines perimeter thickness, bed temp is somewhere in the range of 120C, extruder temp is 220-230C depending on the particular reel of feestock - age? - absorbed moisture? - tinting agent?, and infill is set anywhere from 20-50%). My observations are based on prints that I did not do myself (I have no direct controll on the parameters yet), but other than an empirically observed low layer bond strength, the prints look quite "nice" to the eye, require very little in the way of finish sanding or "garbage removal", and show no overt zones of delamination or surface voids to start with that might lead to a conclusion that there are soft/firmware parameters or mechanical issues behind the problem.
TMI? TLI? thanks for reading and thanks upfront for any salient replies
|
Re: low bond strength along planes (delamination) September 05, 2012 11:46AM |
Registered: 12 years ago Posts: 198 |
I'm only now starting to make Production parts, so my knoledge is limited.
Infact I was searching the issue when I came here.
In my minimal experience, printing too cold can cause brittle parts.
For instance, I printed some x-ends and they broke apart easily with a nice crystiline cracking sound when I tried to remove them from the bed.
I did the same print at a little higher temp, and the parts where solid.
If I go too high though I get blobbs where the head starts in that layer.
I'm guessing that the quality of the plastic also plays a part in this equasion. However, I can't conferm that yet...
The above is with ABS parts. Never had that problem with PLA, but didn't print that much PLA either.
Infact I was searching the issue when I came here.
In my minimal experience, printing too cold can cause brittle parts.
For instance, I printed some x-ends and they broke apart easily with a nice crystiline cracking sound when I tried to remove them from the bed.
I did the same print at a little higher temp, and the parts where solid.
If I go too high though I get blobbs where the head starts in that layer.
I'm guessing that the quality of the plastic also plays a part in this equasion. However, I can't conferm that yet...
The above is with ABS parts. Never had that problem with PLA, but didn't print that much PLA either.
|
Re: low bond strength along planes (delamination) September 05, 2012 02:26PM |
For good cross-layer strength do not use layer heights taller than 60% of nozzle diameter. For example with a 0.50mm nozzle do no exceed 0.3mm layer height. For cosmetic parts where strength is not such a concern, up to 80% of nozzle diameter may be acceptable.
Other primary factors include temperature settings (hotend, bed, ambient), ambient humidity, and extrusion ratio (too little plastic extruded will result in weak part).
This can also be helped in the design of the part by designing it to be printed in an orientation so that the primary loads the part will see in its life will be along the layers.
You could also experiment with different infill patterns, for example I have an untested hypothesis that slic3r's honeycomb infill may be stronger than conventional rectilinear infill.
FFF parts will never be as strong across the layers as they are along the grain.
Other primary factors include temperature settings (hotend, bed, ambient), ambient humidity, and extrusion ratio (too little plastic extruded will result in weak part).
This can also be helped in the design of the part by designing it to be printed in an orientation so that the primary loads the part will see in its life will be along the layers.
You could also experiment with different infill patterns, for example I have an untested hypothesis that slic3r's honeycomb infill may be stronger than conventional rectilinear infill.
FFF parts will never be as strong across the layers as they are along the grain.
|
Re: low bond strength along planes (delamination) September 05, 2012 03:15PM |
Registered: 11 years ago Posts: 939 |
There is always going to be less strength along the laminated layers, all the infill patterns currently used are 2 dimensional, you have to design your parts with this in mind, it's usually not much of an issue.
As mentioned previously many things can affect the actual strength, temperature, and W/T ratio being the primary ones.
As mentioned previously many things can affect the actual strength, temperature, and W/T ratio being the primary ones.
|
Re: low bond strength along planes (delamination) September 05, 2012 04:53PM |
Registered: 11 years ago Posts: 477 |
Thanks folks. I am aware that layer-to-layer bonding will have less strength in general, and I'll be designing and printing with that in mind, but I DO want to minimize the strength reduction wherever possible by "sensible" processing/printing methods. If there are subtle things to do (like crispy's recommendation about layer height vs nozzle diameter) all the better for me and anyone else who's new to this and happens across this thread.
I'm a newb and just trying to make the learning curve a bit shallower, so I can be up and running asap after building the rig.
All suggestions towards improved printing are welcome.
I'm a newb and just trying to make the learning curve a bit shallower, so I can be up and running asap after building the rig.
All suggestions towards improved printing are welcome.
|
Re: low bond strength along planes (delamination) September 05, 2012 06:16PM |
Registered: 12 years ago Posts: 539 |
@polygonhell
3 Dimensional infill would be pretty awesome
I imagine a Delta Bot would have an easier time doing this, as it can move in the Z-Axis very quickly.
I don't even want to attempt to wrap my head around writing the slicing program that creates a 3D Slicing program that generates a 3d infill.
Making sure the ext ruder does not collide with printed material while drawing 3D infill sounds like a bear too!
3 Dimensional infill would be pretty awesome
I imagine a Delta Bot would have an easier time doing this, as it can move in the Z-Axis very quickly.
I don't even want to attempt to wrap my head around writing the slicing program that creates a 3D Slicing program that generates a 3d infill.
Making sure the ext ruder does not collide with printed material while drawing 3D infill sounds like a bear too!
|
Re: low bond strength along planes (delamination) September 05, 2012 06:32PM |
Registered: 11 years ago Posts: 253 |
To combat the weakness in layers, brush on Ambroid ProWeld, when you have ABS parts.
It soaks in nicely and helps plastic migrate to fill gaps. It also has a smoothing effect.
I use it on thin walls, bosses, snaps, and anywhere I want strength increased.
I have also used Acetone with similar results, but now only use Ambroid.
Dave
It soaks in nicely and helps plastic migrate to fill gaps. It also has a smoothing effect.
I use it on thin walls, bosses, snaps, and anywhere I want strength increased.
I have also used Acetone with similar results, but now only use Ambroid.
Dave
|
Re: low bond strength along planes (delamination) September 05, 2012 06:39PM |
Registered: 11 years ago Posts: 477 |
Thanks Dave. I'll look for that. I was aware of acetone as a defacto bonding agent, as well as what a friend calls "Honey" (a slurry of acetone and bits of abs) as a filler, but I hadn't considered using a glue made for polystyrene as a strengthening agent. Interesting! I guess the S in ABS does stand for something after all 
|
Re: low bond strength along planes (delamination) September 05, 2012 06:58PM |
Registered: 11 years ago Posts: 253 |
I also use to bond parts together, like when I have to print parts in multiple pieces because of size.
I brush each side of the joint, then put the parts together, fairly quickly, not in a panic though.
Then I liberally brush the closed joint again, and it wicks in nicely.
the parts are strong within minutes, although I usually wait a day or less depending on need.
I also file the surfaces before gluing, which knocks off any high points/ridges and cuts and smooths the surface.
I don't blow the dust off after filing, so that kind of juices the incoming glue.
I quit using Acetone, because it was pretty aggressive in terms of dissolving my parts, if I used it too liberally.
Ambroid can be really laid down liberally, until soaked through even.
I brush each side of the joint, then put the parts together, fairly quickly, not in a panic though.
Then I liberally brush the closed joint again, and it wicks in nicely.
the parts are strong within minutes, although I usually wait a day or less depending on need.
I also file the surfaces before gluing, which knocks off any high points/ridges and cuts and smooths the surface.
I don't blow the dust off after filing, so that kind of juices the incoming glue.
I quit using Acetone, because it was pretty aggressive in terms of dissolving my parts, if I used it too liberally.
Ambroid can be really laid down liberally, until soaked through even.
|
Re: low bond strength along planes (delamination) September 05, 2012 09:30PM |
Registered: 11 years ago Posts: 477 |
|
Re: low bond strength along planes (delamination) September 05, 2012 09:42PM |
Registered: 11 years ago Posts: 374 |
|
Re: low bond strength along planes (delamination) September 05, 2012 09:51PM |
Registered: 11 years ago Posts: 477 |
|
Re: low bond strength along planes (delamination) September 06, 2012 08:25AM |
Admin Registered: 12 years ago Posts: 2,569 |
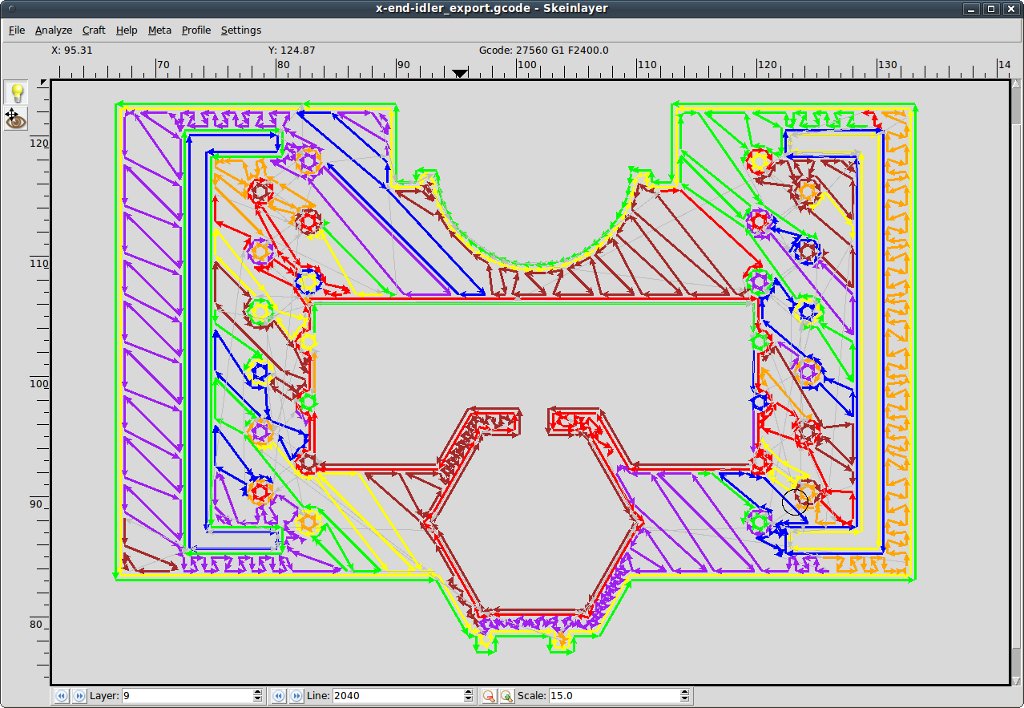
In your design, you can add very tiny vertical hollow cylinders (diameter under 1 mm) at the location where you want to reinforce the strength.
When printed, such small holes actually turn into "plastic pillars", making the part stronger than if there was only regular infill there.
I have no proof it does reinforce layer adhesion, but I feel it might.
Credits : I've first seen this method used in Prusa X ends, at the "hinge" part that flex when you insert X smooth rods.
A picture being worth 100 words, here's one layer of the idler x-end with those "pillars" obvious :
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
When printed, such small holes actually turn into "plastic pillars", making the part stronger than if there was only regular infill there.
I have no proof it does reinforce layer adhesion, but I feel it might.
Credits : I've first seen this method used in Prusa X ends, at the "hinge" part that flex when you insert X smooth rods.
A picture being worth 100 words, here's one layer of the idler x-end with those "pillars" obvious :

Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
{kind=link}
{kind=link}
|
Re: low bond strength along planes (delamination) September 06, 2012 08:52AM |
Registered: 11 years ago Posts: 253 |
that is a great idea.
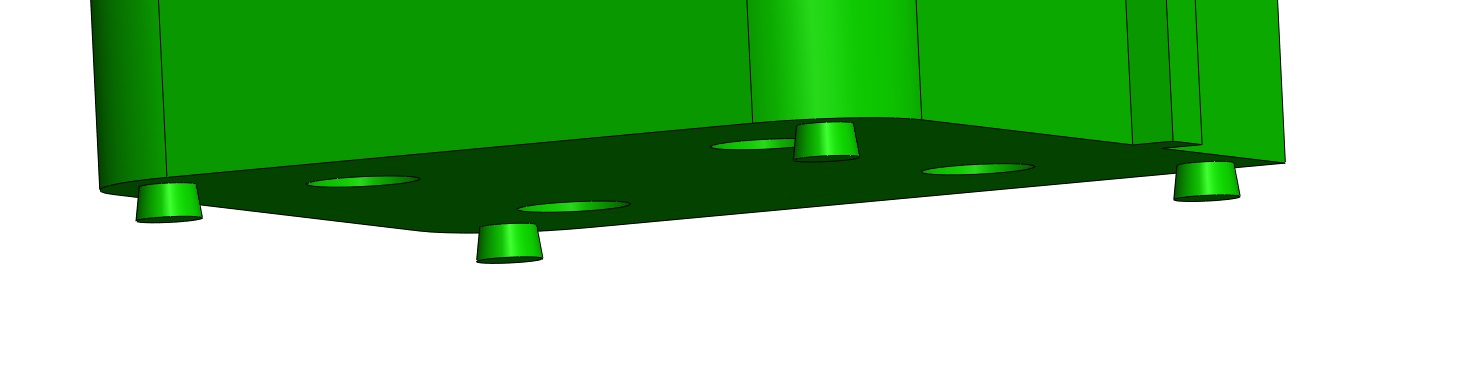
for featureless flat bottomed and thick parts, I add dovetail posts, about 5mm diameter, 3mm high, 8 degree draft, as shown in this image.
they anchor the part into the raft and keep the part from curling up and colliding with the hotend.
Easily trimmed off with dikes.
for featureless flat bottomed and thick parts, I add dovetail posts, about 5mm diameter, 3mm high, 8 degree draft, as shown in this image.
they anchor the part into the raft and keep the part from curling up and colliding with the hotend.
Easily trimmed off with dikes.
{kind=link}
{kind=link}
|
Re: low bond strength along planes (delamination) September 06, 2012 09:18AM |
Admin Registered: 12 years ago Posts: 2,569 |
|
Re: low bond strength along planes (delamination) September 06, 2012 09:49AM |
Registered: 11 years ago Posts: 253 |
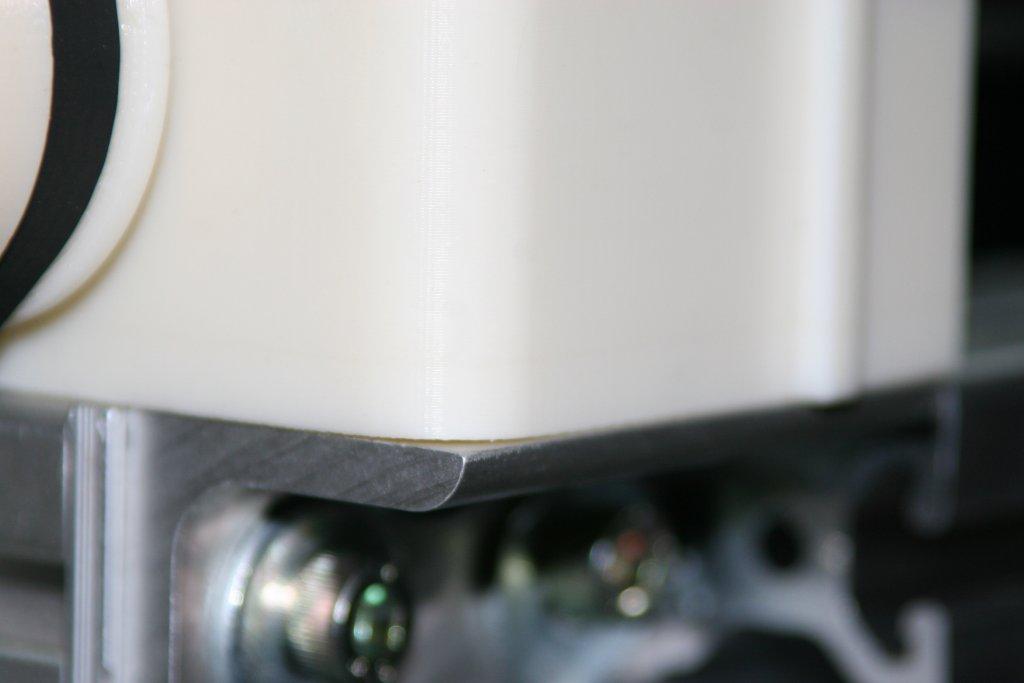
those parts are now mounted, but in one picture, you can see I used some shims to level out the corners.
You can see the first 6mm of print curled up and was melting under the hotend, causing a bulge.
It recovered and went on without issue.
the second picture a part that is flush and flat on the bottom. I used the dovetail trick.
You can see the first 6mm of print curled up and was melting under the hotend, causing a bulge.
It recovered and went on without issue.
the second picture a part that is flush and flat on the bottom. I used the dovetail trick.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: low bond strength along planes (delamination) September 06, 2012 10:10AM |
Admin Registered: 12 years ago Posts: 2,569 |
Thanks for the pictures. Yup i got what the goal is, what I don't get is how you can print those parts on dovetails without support material ? That's quite some bridging/overhang to print !
But maybe you use a commercial printer rather than a reprap ?
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
But maybe you use a commercial printer rather than a reprap ?
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: low bond strength along planes (delamination) September 06, 2012 10:17AM |
Registered: 11 years ago Posts: 374 |
|
Re: low bond strength along planes (delamination) September 06, 2012 10:24AM |
Registered: 11 years ago Posts: 253 |
the posts are buried in the raft, so no bridging. yes, I am using a Uprint for small parts and a Fortus 900 for Ultem parts.
I am building my machine using commercial machines. It's machines making machines, but kind of messed up versus the reprap mantra.
I am fed up with the prices of commercial parts, so I'm building a machine to save money and make money.
I am building my machine using commercial machines. It's machines making machines, but kind of messed up versus the reprap mantra.
I am fed up with the prices of commercial parts, so I'm building a machine to save money and make money.
|
Re: low bond strength along planes (delamination) September 06, 2012 10:42AM |
Admin Registered: 12 years ago Posts: 2,569 |
|
Re: low bond strength along planes (delamination) September 06, 2012 12:33PM |
Registered: 11 years ago Posts: 477 |
|
Re: low bond strength along planes (delamination) September 08, 2012 09:29AM |
Registered: 12 years ago Posts: 313 |
Good layer bonding needs a suitable combination of the extrudate temperature and the temperature of the base material (previous layer). The extruding temperature is easy to control, but If the previous layer has cooled too much, it's hard to make the layer bonding strong even if you crank up the temperature.
At low heights the bed heat keeps the object hot enough for good layer bonding, but high up, especially when printing thin-walled parts with a small nozzle, it may be just plain impossible to achieve good inter-layer strength without a heated chamber to keep the whole object hot enough.
Extruding thicker track also seems to make good layer bonding easier (more hot mass per surface area, even at same width/thickness ratio).
Also, the honeycomb infill has better adhesion than the sparse line infill, which has almost no inter-layer contact area (only very small bits where the lines cross each other). In the honeycomb infill the lines are laid on top of each other along their whole length.
At low heights the bed heat keeps the object hot enough for good layer bonding, but high up, especially when printing thin-walled parts with a small nozzle, it may be just plain impossible to achieve good inter-layer strength without a heated chamber to keep the whole object hot enough.
Extruding thicker track also seems to make good layer bonding easier (more hot mass per surface area, even at same width/thickness ratio).
Also, the honeycomb infill has better adhesion than the sparse line infill, which has almost no inter-layer contact area (only very small bits where the lines cross each other). In the honeycomb infill the lines are laid on top of each other along their whole length.
|
Re: low bond strength along planes (delamination) September 08, 2012 02:00PM |
Registered: 12 years ago Posts: 198 |
|
Re: low bond strength along planes (delamination) September 08, 2012 03:24PM |
Registered: 11 years ago Posts: 477 |
"Good layer bonding needs a suitable combination of the extrudate temperature and the temperature of the base material (previous layer). The extruding temperature is easy to control, but If the previous layer has cooled too much, it's hard to make the layer bonding strong even if you crank up the temperature. "
I've been pondering this ever since I watched a mendel print for the first time and handled and examined the parts that it was printing. Your comments make me think you might. Your thoughts match my own. (and the reverse is true too. if they haven't cooled enough, one gets sag.)
I think there's a lot of room for improvement in the printing process beyond arbitrarily bathing an entire object in a jet of air from a muffin fan, or bounding arbitrarily with a curtain, if you understand my drift, that could lead to stronger repeatable layer bonds in future standards. Admittedly, it looks like careful control over extruder flow rates plays a very important part in how well layers bond, as does speed (the longer the head takes to move across a region, the more preheating of the previous layer is exacted)
@Ttsalo & Komb, Thanks for your comments about honeycomb infill. Everything you said matches with how I've been considering the situation, and although I suspected that honeycomb would produce a very strong infill (there's a damn good reason why the aircraft industry has been using it for decades), it's nice to see some empirical evidence of that suspicion, even if I'm not quite printing yet and can't confirm it independently.
I did notice on a friends' quick (and somewhat reluctant at my urging) experiment with honeycomb that one has to be careful about using too large a grid width though, since the top layer bridging can get kinda f-ed if one isn't careful (almost makes me think that slic3r et al should be considering multiple region approaches to infill. deep interior spaces don't necessarily need the compaction in infill that outer volumes impinging on final bridged layers might)
I've been pondering this ever since I watched a mendel print for the first time and handled and examined the parts that it was printing. Your comments make me think you might. Your thoughts match my own. (and the reverse is true too. if they haven't cooled enough, one gets sag.)
I think there's a lot of room for improvement in the printing process beyond arbitrarily bathing an entire object in a jet of air from a muffin fan, or bounding arbitrarily with a curtain, if you understand my drift, that could lead to stronger repeatable layer bonds in future standards. Admittedly, it looks like careful control over extruder flow rates plays a very important part in how well layers bond, as does speed (the longer the head takes to move across a region, the more preheating of the previous layer is exacted)
@Ttsalo & Komb, Thanks for your comments about honeycomb infill. Everything you said matches with how I've been considering the situation, and although I suspected that honeycomb would produce a very strong infill (there's a damn good reason why the aircraft industry has been using it for decades), it's nice to see some empirical evidence of that suspicion, even if I'm not quite printing yet and can't confirm it independently.
I did notice on a friends' quick (and somewhat reluctant at my urging) experiment with honeycomb that one has to be careful about using too large a grid width though, since the top layer bridging can get kinda f-ed if one isn't careful (almost makes me think that slic3r et al should be considering multiple region approaches to infill. deep interior spaces don't necessarily need the compaction in infill that outer volumes impinging on final bridged layers might)
|
Re: low bond strength along planes (delamination) September 08, 2012 10:05PM |
Registered: 12 years ago Posts: 132 |
How do you balance the need for the lower layer to be hot enough to create a good bond, and the need for it to be cool enough that the extruding plastic doesn't push it around?
If the lower layer has cooled, does slow movement allow the nozzle to heat it enough for a good bond? If the plastic is extruded a little extra hot with slow movement and a fan duct around the nozzle, will that heat it just enough to make a good bond without the lower layer moving around a lot?
I'm thinking here of printing things like small figurines that will have short layer times, in ABS. Sometimes slow down cooling doesn't seem to be enough, and a fan by itself makes very fragile parts. I know you can use PLA and blow on it as much as you want, but I've had some good results with using acetone vapor on ABS and like having that option available.
If the lower layer has cooled, does slow movement allow the nozzle to heat it enough for a good bond? If the plastic is extruded a little extra hot with slow movement and a fan duct around the nozzle, will that heat it just enough to make a good bond without the lower layer moving around a lot?
I'm thinking here of printing things like small figurines that will have short layer times, in ABS. Sometimes slow down cooling doesn't seem to be enough, and a fan by itself makes very fragile parts. I know you can use PLA and blow on it as much as you want, but I've had some good results with using acetone vapor on ABS and like having that option available.
|
Re: low bond strength along planes (delamination) September 08, 2012 11:28PM |
Registered: 11 years ago Posts: 477 |
in a word, preheat and possibly post cool. It's probably wasteful, but for large objects I can't see any better way at this juncture. Obviously, short layer heights and a well defined and calibrated extrusion rate would help to allow keeping the path velocity up to get you back to the same place as quickly as possible, but at some point you're humped no matter what you do (for instance, I envision eventually going to a carriage ~200 mm wide and 800mm long for at least some of the things I want to print. height isn't a big issue on these, although length is), so each layer is going to have some very long times between prints above a given point. So it's possible that a small secondary heater could be positioned just ahead of the print nozzle, or the body itself could be modified to present iself as a preheater...idk quite yet as my printer is still twiddling its thumbs waiting for filament, motors and other parts to be delivered, and admittedly, for me to purchase a few other items (glass, some plate aluminum) locally, so I can start my own fiddling and experimentation.
Personally, I don't think misting it with acetone is a sound move outside a processing environment in which that acetone can be recaptured (and even there I'm not too sure I'd be inclined). Acetone is imo bad juju, no matter it's utility, in part due to its relatively high volatility, if you know what I mean , and in part due to the more contentious question of its adverse health affects when breathed or absorbed into the skin...
if you know what I mean , and in part due to the more contentious question of its adverse health affects when breathed or absorbed into the skin...
As for layer one, between the slicing settings (at least Slic3r and I'd guess the others, there's a setting for heated bed temp for layer 1), the proper use of brim and skirt, a properly controlled and insulated heated bed, and having patience while the part cools, post-print (read this for a bit of industry insight on the issue), I'm not terribly worried.
Edit: all this for me is somewhat speculative, since I have no idea of what my real limits will be. I'm not printing anything just yet and my only experience is watching a few prints on someone else's machine, nor if I'm overblowing the issue based on not being able to control the cal settings on the machine I watched printing my initial parts,those parts having slight discrepancies from what I want a print to look like (zero collapsed interior structures, solid exterior structures, no obvious delamination issues, etc.) Soon that will all change. Hopefully sooner than later... (impatiently twiddles thumbs some more and goes back to googling for tidbits)
Edited 1 time(s). Last edit at 09/09/2012 02:03AM by xiando.
Personally, I don't think misting it with acetone is a sound move outside a processing environment in which that acetone can be recaptured (and even there I'm not too sure I'd be inclined). Acetone is imo bad juju, no matter it's utility, in part due to its relatively high volatility,
if you know what I mean , and in part due to the more contentious question of its adverse health affects when breathed or absorbed into the skin... As for layer one, between the slicing settings (at least Slic3r and I'd guess the others, there's a setting for heated bed temp for layer 1), the proper use of brim and skirt, a properly controlled and insulated heated bed, and having patience while the part cools, post-print (read this for a bit of industry insight on the issue), I'm not terribly worried.
Edit: all this for me is somewhat speculative, since I have no idea of what my real limits will be. I'm not printing anything just yet and my only experience is watching a few prints on someone else's machine, nor if I'm overblowing the issue based on not being able to control the cal settings on the machine I watched printing my initial parts,those parts having slight discrepancies from what I want a print to look like (zero collapsed interior structures, solid exterior structures, no obvious delamination issues, etc.) Soon that will all change. Hopefully sooner than later... (impatiently twiddles thumbs some more and goes back to googling for tidbits)
Edited 1 time(s). Last edit at 09/09/2012 02:03AM by xiando.
|
Re: low bond strength along planes (delamination) September 10, 2012 02:00AM |
Registered: 14 years ago Posts: 198 |
That is really interesting about the honeycomb increasing layer ashesion. I never thought about how rectilinear only has small points where it bonds to the surface beneath. I will have to try this.
****************************************************
I am a printrbot owner who refuses to pay for expensive filament anymore. I started using Nylon weed trimmer line, which is about a third of the price. Instructions are here:
[reprap.org]
****************************************************
I am a printrbot owner who refuses to pay for expensive filament anymore. I started using Nylon weed trimmer line, which is about a third of the price. Instructions are here:
[reprap.org]
|
Re: low bond strength along planes (delamination) February 01, 2015 09:51AM |
Registered: 11 years ago Posts: 157 |
I have been playing with reinforcing layer bonds by incorporating vertical holes through the design and then using my 3mm abs, filling the holes with a length of 3mm material. The hole has to be a perfect fit (in my case 3.3 mm to allow for printing squeeze out). Still working on the best (and easiest method to bond the reinforcer to the part. Acetone is the most likely choice. Also, I am lazy, so I need for this to be quick and easy. Showing some progress
Sorry, only registered users may post in this forum.