It starts good....but
Posted by tcoleman
|
It starts good....but June 15, 2012 10:19AM |
Registered: 11 years ago Posts: 14 |
Just when I thought I had all of my settings right... The print started out
just great. All except for the retract problem (as seen in BadPrint3). So I
turned my back and let it run while I did some things for the wife (should
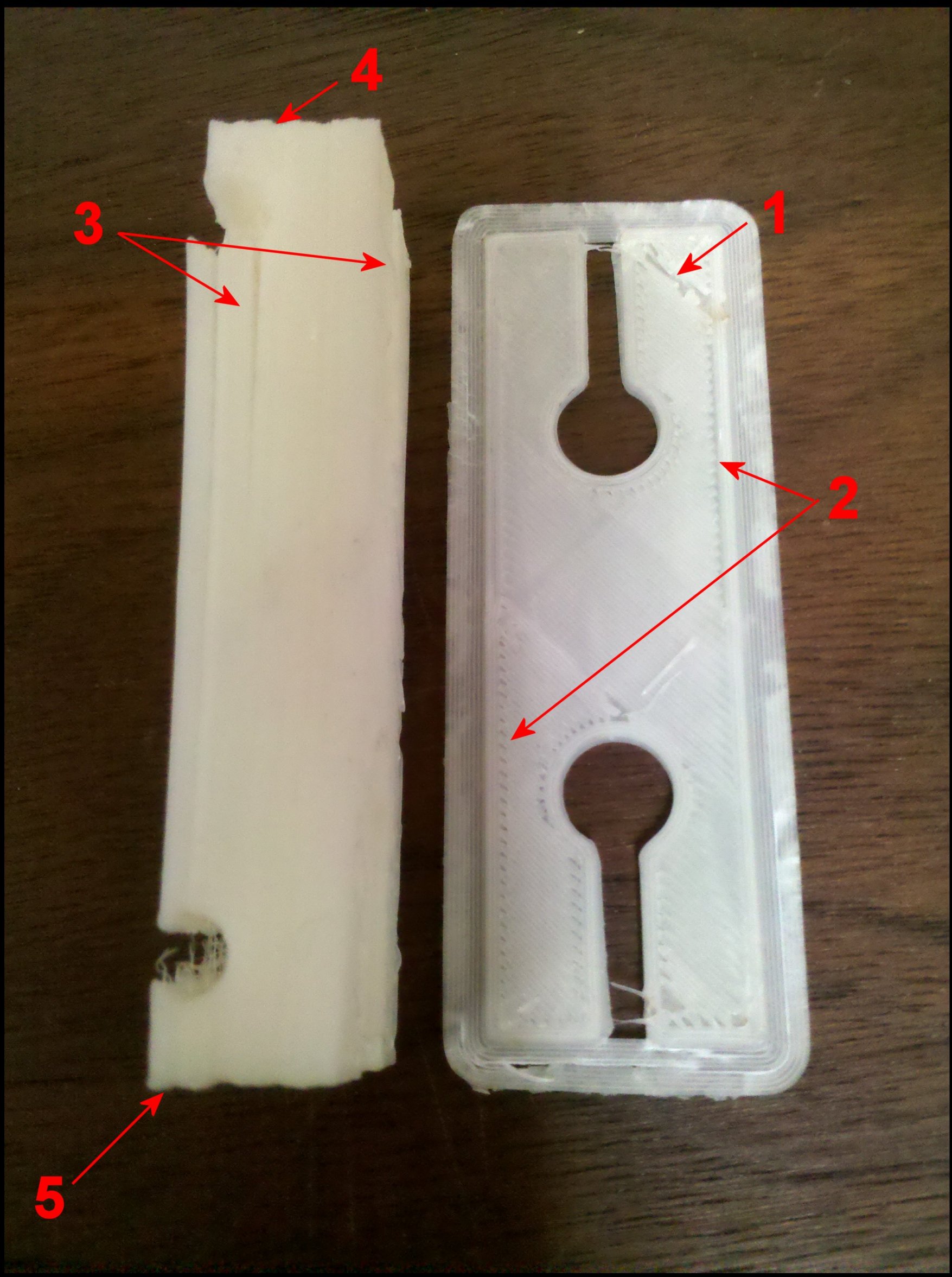
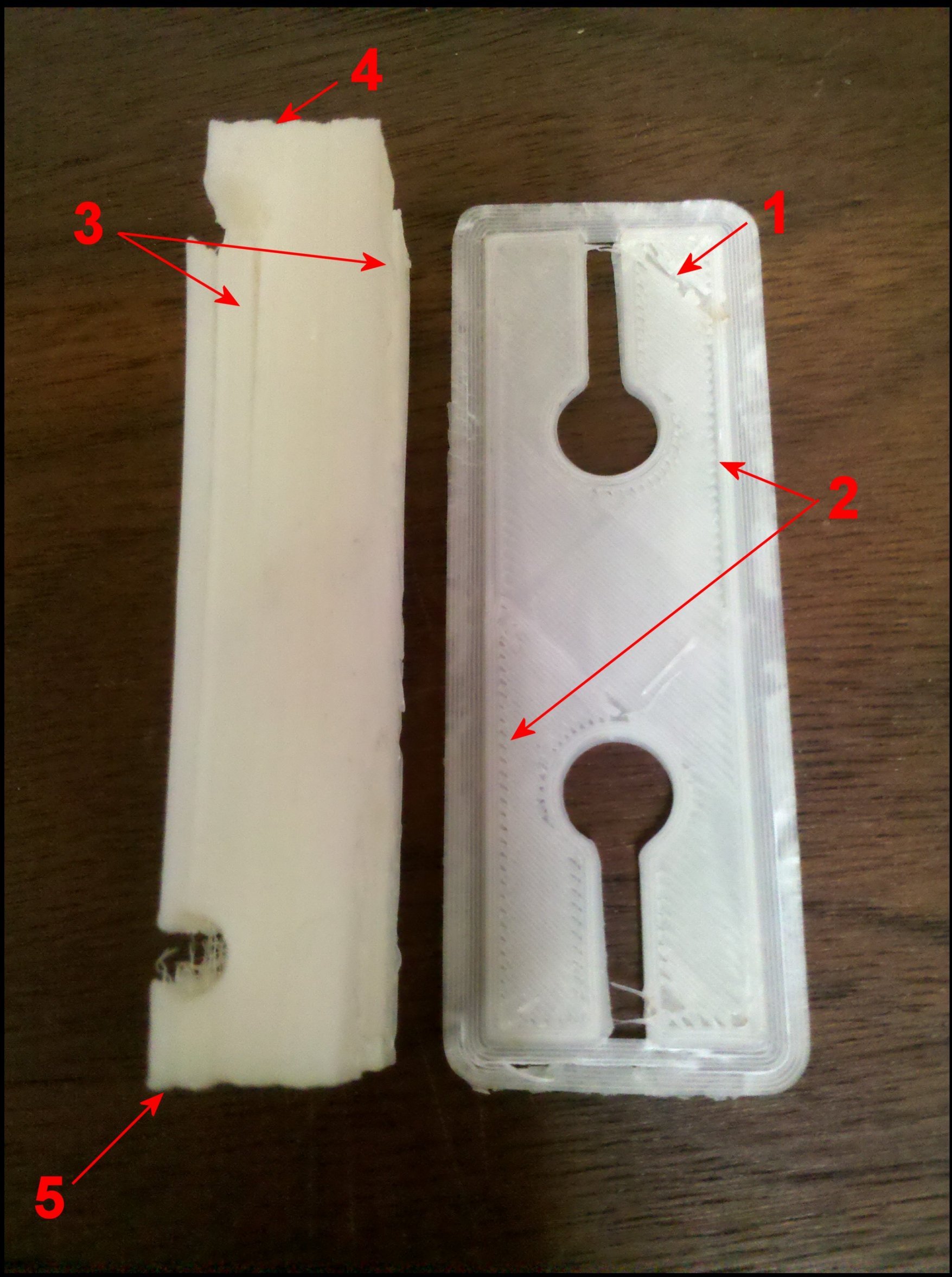
have known better). When I checked later things had gone bad. With a small
tug the print separated at the solid to fill layer letting one end rise
squishing the print (BadPrint1 #5). Also separated in several other layers
(#3). In fact all of the layers seemed to be weakly joined. Waves formed on
the vertical surfaces (#4) but none of the axis lost steps. After
separation I noticed the fill didn't join up with the perimeter very
well(#2) but did just fine later (BadPrint2). I thought the feed was too
low but the out side dimensions were +/- .03mm and the inside holes(8mm
vertical) were .6-.7mm undersized, yet the horizontal 4.75mm holes were
very close and the hex nut recesses were way undersized. These make the
skipping problem a lesser problem. As for the skipping, as seen in
BadPrint1 #1 and BadPrint2 & 3 is (as it seems) due to the fact that the
filament retract does not un-retract on the next feed. So after 2-3 quick
short 'dots' or very short feeds. the filament has retracted so far without
being made up that quite a length is not printed on the following move. If
I retract less I get lumps, bumps, strings and knobs. I found that the
'Extra Length on Restart' only feeds at he beginning of the next layer, not
the beginning of the next feed. So is it wet-ware, soft-ware or firm-ware.
I hope it's wet-ware... I can fix that with education.
Print parameters as follows:
Pronterface -new
Slic3r -new
Accuracy:
Layer Height = .27
1st Layer height ratio = 1
Retraction:
Length = .2
Lift = 1
Speed = 30
Extra length on restart = .3 --It really cleaned up my layer starts
Min travel = 2
Print Settings:
Perimeters = 3
Solid layers = 3
Fill density = .25
Printer:
Nozzle dia. = .35
Filament:
Diameter = 1.7
Extrusion Mult. = .8
Temperature = 240
Bed -not set- started out at 80c ended up at 60c, need bigger heater.
Print Speed:
Perim. = 30
Small Perim. = 40
Infill = 30
Solid infill = 25
Bridges = 25
Other:
Bottom layer speed ratio = .8
Extrusion:
Extrusion width = 1.29629
I'm missing something I just don't know what.The retract problem bugs me
more than the delamination. That is just a matter of knowing what I'm
doing.The retract feels more like a bug but I haven't found a reference to
anything like that yet from anyone else.
Thanx ahead for any ideas.
Oh and the Pix 'Just Showing Off' is, well........ just showing off.
Yes, that is 7 lb's of lead. Gotta give a Z motor a break.
Thanx
Todd
just great. All except for the retract problem (as seen in BadPrint3). So I
turned my back and let it run while I did some things for the wife (should
have known better). When I checked later things had gone bad. With a small
tug the print separated at the solid to fill layer letting one end rise
squishing the print (BadPrint1 #5). Also separated in several other layers
(#3). In fact all of the layers seemed to be weakly joined. Waves formed on
the vertical surfaces (#4) but none of the axis lost steps. After
separation I noticed the fill didn't join up with the perimeter very
well(#2) but did just fine later (BadPrint2). I thought the feed was too
low but the out side dimensions were +/- .03mm and the inside holes(8mm
vertical) were .6-.7mm undersized, yet the horizontal 4.75mm holes were
very close and the hex nut recesses were way undersized. These make the
skipping problem a lesser problem. As for the skipping, as seen in
BadPrint1 #1 and BadPrint2 & 3 is (as it seems) due to the fact that the
filament retract does not un-retract on the next feed. So after 2-3 quick
short 'dots' or very short feeds. the filament has retracted so far without
being made up that quite a length is not printed on the following move. If
I retract less I get lumps, bumps, strings and knobs. I found that the
'Extra Length on Restart' only feeds at he beginning of the next layer, not
the beginning of the next feed. So is it wet-ware, soft-ware or firm-ware.
I hope it's wet-ware... I can fix that with education.
Print parameters as follows:
Pronterface -new
Slic3r -new
Accuracy:
Layer Height = .27
1st Layer height ratio = 1
Retraction:
Length = .2
Lift = 1
Speed = 30
Extra length on restart = .3 --It really cleaned up my layer starts
Min travel = 2
Print Settings:
Perimeters = 3
Solid layers = 3
Fill density = .25
Printer:
Nozzle dia. = .35
Filament:
Diameter = 1.7
Extrusion Mult. = .8
Temperature = 240
Bed -not set- started out at 80c ended up at 60c, need bigger heater.
Print Speed:
Perim. = 30
Small Perim. = 40
Infill = 30
Solid infill = 25
Bridges = 25
Other:
Bottom layer speed ratio = .8
Extrusion:
Extrusion width = 1.29629
I'm missing something I just don't know what.The retract problem bugs me
more than the delamination. That is just a matter of knowing what I'm
doing.The retract feels more like a bug but I haven't found a reference to
anything like that yet from anyone else.
Thanx ahead for any ideas.
Oh and the Pix 'Just Showing Off' is, well........ just showing off.
Yes, that is 7 lb's of lead. Gotta give a Z motor a break.
Thanx
Todd
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: It starts good....but June 15, 2012 10:47AM |
Admin Registered: 17 years ago Posts: 7,879 |
Retraction distance looks too small. It is normally between 1 and 2mm. If the extruder is stalling reduce the retract speed and / or the acceleration. I found the Marlin defaults are too fast for my Wade's and it sometimes had bits missing or far too much depending on if the retract or the fast forward stalls.
Extrusion width looks suspiciously big, i.e. nearly 5 times the layer height. It is better between 1.5 and 2 times the height.
[www.hydraraptor.blogspot.com]
Extrusion width looks suspiciously big, i.e. nearly 5 times the layer height. It is better between 1.5 and 2 times the height.
[www.hydraraptor.blogspot.com]
|
Re: It starts good....but June 15, 2012 11:52AM |
Registered: 11 years ago Posts: 14 |
I started out with 1-3mm retract but didn't get half of my part. Then started cutting it down to what I have now. No stalling, if I watch the motor gear nothing is stalling or slipping. Will try to cut back my retract speed though just in case. Is the 'fast forward' you refer to the un-retract. if so there is no attempt to re-feed much less stall. As for the extrusion width, the parameter is simply 0.35/0.27, or am I misunderstanding how it is calculated? When it deposits a single line the extrusion is only about .35-.4mm wide, a very nice crisp line laid on the last layer. Or should I enter simply the width I would like i.e.: 0.4?
Thanx
Todd
Thanx
Todd
|
Re: It starts good....but June 15, 2012 12:04PM |
Admin Registered: 17 years ago Posts: 7,879 |
I never saw mine stall but it simply missed out some of the retracts and un-retracts (which are fast in the forwards direction).
I think because the whole retraction is so fast I don't notice it stall. If you try to start a stepper motor too fast it simply vibrates on the spot. Since the whole move is say 1.5mm / 30mm/s = 50ms you simply can't perceive it pause for 50ms.
When I said the extrusion width was too high is was looking at Extrusion width = 1.29629 . If that is mm it is too big, if it is a multiplier of height it is too small. If W / H is less than 1.5 you will get weak bonding.
[www.hydraraptor.blogspot.com]
I think because the whole retraction is so fast I don't notice it stall. If you try to start a stepper motor too fast it simply vibrates on the spot. Since the whole move is say 1.5mm / 30mm/s = 50ms you simply can't perceive it pause for 50ms.
When I said the extrusion width was too high is was looking at Extrusion width = 1.29629 . If that is mm it is too big, if it is a multiplier of height it is too small. If W / H is less than 1.5 you will get weak bonding.
[www.hydraraptor.blogspot.com]
|
Re: It starts good....but June 15, 2012 12:16PM |
Registered: 11 years ago Posts: 14 |
I guess I'm not understanding how to calculate the parameter. I understood one took the width(.35) divide by height (.27). I wondered why one would not let the software calc such a simple thing...I guess it's because I'm wrong...Humm... How should it be calculated? Or should I leave well enough alone and let the software do it for me until I know what I'm doing? I have some ideas on checking for stalled motor. A pizeo transducer across a motor coil if you hear it but don't see it...it's stalled. Did similar on CNC's way back but with 1/4 hp steppers you could hear them..... on the other side of the shop.
Todd
Todd
Sorry, only registered users may post in this forum.